WO2015194579A1 - 炭素被覆金属粉末、炭素被覆金属粉末を含有する導電性ペースト及びそれを用いた積層電子部品、並びに炭素被覆金属粉末の製造方法 - Google Patents
炭素被覆金属粉末、炭素被覆金属粉末を含有する導電性ペースト及びそれを用いた積層電子部品、並びに炭素被覆金属粉末の製造方法 Download PDFInfo
- Publication number
- WO2015194579A1 WO2015194579A1 PCT/JP2015/067401 JP2015067401W WO2015194579A1 WO 2015194579 A1 WO2015194579 A1 WO 2015194579A1 JP 2015067401 W JP2015067401 W JP 2015067401W WO 2015194579 A1 WO2015194579 A1 WO 2015194579A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon
- metal powder
- metal
- coated
- nickel
- Prior art date
Links
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 title claims abstract description 408
- 229910052799 carbon Inorganic materials 0.000 title claims abstract description 407
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 397
- 239000002184 metal Substances 0.000 title claims abstract description 397
- 239000000843 powder Substances 0.000 title claims abstract description 230
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 40
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000001816 cooling Methods 0.000 claims abstract description 174
- 239000002245 particle Substances 0.000 claims abstract description 64
- 239000002994 raw material Substances 0.000 claims abstract description 51
- 238000000576 coating method Methods 0.000 claims abstract description 45
- 239000011248 coating agent Substances 0.000 claims abstract description 44
- 238000006243 chemical reaction Methods 0.000 claims abstract description 37
- 239000004020 conductor Substances 0.000 claims abstract description 29
- 239000000919 ceramic Substances 0.000 claims abstract description 23
- 238000009826 distribution Methods 0.000 claims abstract description 22
- 238000005259 measurement Methods 0.000 claims abstract description 16
- 230000008018 melting Effects 0.000 claims abstract description 10
- 238000002844 melting Methods 0.000 claims abstract description 10
- 230000008021 deposition Effects 0.000 claims abstract description 7
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 claims abstract description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 193
- 229910052759 nickel Inorganic materials 0.000 claims description 87
- 239000012159 carrier gas Substances 0.000 claims description 51
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical group C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 48
- 239000007789 gas Substances 0.000 claims description 42
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 28
- 239000010949 copper Substances 0.000 claims description 27
- 238000000354 decomposition reaction Methods 0.000 claims description 26
- 229910052802 copper Inorganic materials 0.000 claims description 25
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 22
- 239000001301 oxygen Substances 0.000 claims description 22
- 229910052760 oxygen Inorganic materials 0.000 claims description 22
- 230000008569 process Effects 0.000 claims description 18
- 238000005211 surface analysis Methods 0.000 claims description 18
- 239000012298 atmosphere Substances 0.000 claims description 17
- 238000009835 boiling Methods 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 15
- 238000001704 evaporation Methods 0.000 claims description 14
- 238000010304 firing Methods 0.000 claims description 11
- 238000001556 precipitation Methods 0.000 claims description 11
- 229910000480 nickel oxide Inorganic materials 0.000 claims description 10
- BFDHFSHZJLFAMC-UHFFFAOYSA-L nickel(ii) hydroxide Chemical compound [OH-].[OH-].[Ni+2] BFDHFSHZJLFAMC-UHFFFAOYSA-L 0.000 claims description 10
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 claims description 10
- 239000002904 solvent Substances 0.000 claims description 10
- 229910052739 hydrogen Inorganic materials 0.000 claims description 9
- 239000001257 hydrogen Substances 0.000 claims description 8
- 125000004432 carbon atom Chemical group C* 0.000 claims description 7
- 239000011230 binding agent Substances 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 229920005989 resin Polymers 0.000 claims description 6
- 239000012535 impurity Substances 0.000 abstract description 18
- 238000005245 sintering Methods 0.000 abstract description 11
- 150000001721 carbon Chemical class 0.000 abstract description 4
- 230000008016 vaporization Effects 0.000 abstract 1
- 239000010408 film Substances 0.000 description 73
- 230000000052 comparative effect Effects 0.000 description 31
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 24
- 239000010410 layer Substances 0.000 description 24
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 15
- 229910001873 dinitrogen Inorganic materials 0.000 description 15
- 229910052786 argon Inorganic materials 0.000 description 12
- 239000012809 cooling fluid Substances 0.000 description 10
- 230000008020 evaporation Effects 0.000 description 9
- 238000002474 experimental method Methods 0.000 description 9
- 230000032798 delamination Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000007547 defect Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 238000001878 scanning electron micrograph Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000000992 sputter etching Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- 229910002804 graphite Inorganic materials 0.000 description 5
- 239000010439 graphite Substances 0.000 description 5
- 150000002430 hydrocarbons Chemical class 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- -1 but in recent years Substances 0.000 description 4
- 229930195733 hydrocarbon Natural products 0.000 description 4
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000006911 nucleation Effects 0.000 description 4
- 238000010899 nucleation Methods 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 239000010953 base metal Substances 0.000 description 3
- 239000000460 chlorine Substances 0.000 description 3
- 229910052801 chlorine Inorganic materials 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000002923 metal particle Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 2
- 239000001856 Ethyl cellulose Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 229920001249 ethyl cellulose Polymers 0.000 description 2
- 235000019325 ethyl cellulose Nutrition 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 229910000510 noble metal Inorganic materials 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000001294 propane Substances 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000007847 structural defect Effects 0.000 description 2
- 230000000930 thermomechanical effect Effects 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- 229920000896 Ethulose Polymers 0.000 description 1
- 239000001859 Ethyl hydroxyethyl cellulose Substances 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 241000784732 Lycaena phlaeas Species 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- 238000001237 Raman spectrum Methods 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 238000003917 TEM image Methods 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 235000019326 ethyl hydroxyethyl cellulose Nutrition 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000000113 methacrylic resin Substances 0.000 description 1
- YQCIWBXEVYWRCW-UHFFFAOYSA-N methane;sulfane Chemical compound C.S YQCIWBXEVYWRCW-UHFFFAOYSA-N 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- DOTMOQHOJINYBL-UHFFFAOYSA-N molecular nitrogen;molecular oxygen Chemical compound N#N.O=O DOTMOQHOJINYBL-UHFFFAOYSA-N 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000000859 sublimation Methods 0.000 description 1
- 230000008022 sublimation Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/107—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing organic material comprising solvents, e.g. for slip casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
- B22F1/142—Thermal or thermo-mechanical treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/12—Making metallic powder or suspensions thereof using physical processes starting from gaseous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/14—Making metallic powder or suspensions thereof using physical processes using electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/002—Alloys based on nickel or cobalt with copper as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/005—Electrodes
- H01G4/008—Selection of materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/005—Electrodes
- H01G4/008—Selection of materials
- H01G4/0085—Fried electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/018—Dielectrics
- H01G4/06—Solid dielectrics
- H01G4/08—Inorganic dielectrics
- H01G4/12—Ceramic dielectrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/40—Intermetallics other than rare earth-Co or -Ni or -Fe intermetallic alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/40—Carbon, graphite
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/45—Others, including non-metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2303/00—Functional details of metal or compound in the powder or product
- B22F2303/40—Layer in a composite stack of layers, workpiece or article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
- H01F2027/2809—Printed windings on stacked layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/041—Printed circuit coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/005—Electrodes
- H01G4/012—Form of non-self-supporting electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/30—Stacked capacitors
Definitions
- the present invention is a carbon-coated metal powder suitable for forming an internal conductor (internal electrode), a terminal electrode or the like of a laminated electronic component, a conductive paste containing the carbon-coated metal powder, and the same.
- the present invention relates to a multilayer electronic component.
- the present invention also relates to a method for producing a carbon-coated metal powder. In particular, after melting and evaporating a metal material, the supplied carbon source is subjected to endothermic decomposition to rapidly cool the metal vapor, thereby In parallel with the deposition of carbon, a carbon coating film is formed on the surface of the metal nucleus.
- Ceramic multilayer electronic components such as multilayer capacitors and multilayer inductors, and ceramic multilayer substrates are generally laminated with multiple layers of unfired ceramic green sheets such as dielectrics and magnetic materials and internal conductor paste layers, which are fired simultaneously at high temperatures. It is manufactured by. Conventionally, noble metals have been mainly used as the inner conductor, but in recent years, base metal materials such as nickel are often used.
- Nickel particles when fired in a non-oxidizing atmosphere such as an inert atmosphere or a reducing atmosphere to prevent oxidation, are sintered at a low temperature of 400 ° C. or lower, even if they are single crystal particles with relatively low activity. Start sintering and shrinking. On the other hand, the temperature at which the ceramic layer begins to sinter is generally much higher than this, for example about 1200 ° C. for barium titanate. Thus, since the shrinkage behavior of the two is different, when the internal conductor paste containing nickel powder and the ceramic sheet are fired simultaneously, the ceramic layer does not shrink together with the nickel film. There was a problem that delamination and cracks were likely to occur.
- Patent Documents 1 and 2 As one of the techniques for solving the above-mentioned problem, for example, it has been proposed to increase the sintering start temperature of nickel particles by coating or containing nickel particles with carbon (Patent Documents 1 and 2).
- Patent Document 1 after a nickel powder is produced by a gas phase hydrogen reduction method or the like, a carbon coating film is formed on the surface of the nickel powder by bringing a hydrocarbon gas and the nickel powder into contact at 300 to 600 ° C. A metal powder is disclosed.
- Patent Document 2 discloses carbon-containing nickel particles in which a dispersion containing nickel particles and a polyol is heated at 150 to 350 ° C. to adsorb carbon on the surfaces of the nickel particles and / or to allow carbon to penetrate into the nickel particles. A powder is disclosed.
- Patent Documents 3 and 4 describe that nickel particles coated with carbon are generated by cooling a metal vapor generated by melting and evaporating a metal raw material in an atmosphere containing a hydrocarbon gas such as methane gas. Is disclosed.
- the particle size distribution of the nickel particles obtained by the methods of Patent Documents 3 and 4 is very wide, and the nickel particles having a narrow particle size distribution required for the inner conductor described above are used. Cann't get. It is estimated that this is because it is difficult to uniformly cool the metal vapor generated by melting and evaporating the metal raw material, and the timing of nickel nucleus generation is different.
- the carbon-containing nickel powder of Patent Document 2 has been proposed for the purpose of improving the shrinkage characteristics, and although the shrinkage start temperature can be increased to 931 ° C. or 1007 ° C., it rapidly increases when the shrinkage start temperature is reached. Since it starts to shrink, the problem that delamination and cracks are likely to occur between the internal conductor layer and the ceramic layer during firing performed at a high temperature of 1200 ° C. or higher has not been sufficiently solved.
- Patent Documents 5 and 6 disclose inventions aimed at improving the shrinkage characteristics of nickel powder.
- the nickel powder is not coated with carbon, but nickel oxide or nickel hydroxide is coated to improve the shrinkage characteristics of the nickel powder.
- the shrinkage behavior at a low temperature of 400 ° C. or less is taken into consideration, and the shrinkage behavior up to 1200 ° C. is not taken into account. The problem of being likely to occur has not been sufficiently solved.
- Patent Documents 5 and 6 since nickel oxide or nickel hydroxide exists and the state of the coating film on the surface of the nickel particles is not analyzed in detail by X-ray photoelectron spectroscopy (XPS, ESCA), the shrinkage The improvement in characteristics is not sufficient, and the problem that delamination and cracks are likely to occur as described above has not been sufficiently solved.
- XPS X-ray photoelectron spectroscopy
- the present invention has been made to solve the above-mentioned problems, and is a carbon-coated metal powder having a small amount of impurities and a narrow particle size distribution, which is used as an inner conductor of a laminated electronic component and a conductive property for electrode formation.
- An object of the present invention is to provide a carbon-coated metal powder capable of forming a laminated electronic component with few defects such as delamination and cracks when used in a paste.
- Another object of the present invention is to provide a conductive paste containing such a carbon-coated metal powder and a laminated electronic component using the conductive paste.
- Another object of the present invention is to provide a method for producing a carbon-coated metal powder with a small amount of impurities and a narrow particle size distribution.
- the carbon-coated metal powder according to the present invention is a carbon-coated metal powder having a metal powder and a carbon-coated film that coats the metal powder,
- D50 is 300 nm or less
- the oxygen content is a weight ratio of the oxygen component to the unit weight of the carbon-coated metal powder, and is not more than 1500 ppm per 1 m 2 / g of the specific surface area of the powder.
- the carbon-coated metal powder of the present invention is a carbon-coated metal powder having nickel or a nickel-based powder containing nickel as a main component and a carbon-coated film covering the nickel-based powder
- the oxygen content is a weight ratio of the oxygen component to the unit weight of the carbon-coated metal powder, and is not more than 1500 ppm per 1 m 2 / g of the specific surface area of the powder.
- the peak position at the position of 11 nm from the particle surface toward the center is lower than the peak position attributed to 1 s of carbon atoms at the position of 1 nm from the particle surface toward the center. It is a carbon-coated metal powder that has shifted to.
- the shift toward the low energy side is preferably 0.08 eV or more, and it is preferable that there are no peaks attributed to nickel oxide and nickel hydroxide.
- This carbon-coated metal powder is sometimes referred to as “carbon-coated nickel-based powder”.
- This carbon-coated metal powder (carbon-coated nickel-based powder) further has the above-mentioned characteristics (D50, SD value, X defined by TMA measurement) defined for the carbon-coated metal powder characterized by TMA or the like. It is preferable.
- the method for producing a carbon-coated metal powder according to the present invention includes: A metal vapor generating step of heating the metal raw material in the reaction vessel and melting and evaporating the metal raw material to generate metal vapor; A transport step of transporting the metal vapor from the reaction vessel to the cooling pipe by a carrier gas; A metal nucleus precipitation step of cooling the metal vapor in the cooling pipe to precipitate metal nuclei; A metal nucleus growth step for growing the deposited metal nuclei; A method for producing a carbon-coated metal powder comprising: In the metal nucleus deposition step, a carbon source is supplied into the cooling pipe, and the metal vapor is rapidly cooled by endothermic decomposition, so that the carbon coating on the surface of the metal nucleus is performed in parallel with the deposition of the metal nucleus. This is a manufacturing method for forming a film.
- the carbon-coated metal powder according to the present invention can be obtained by the above production method.
- the carbon-coated metal powder of the present invention is a fine powder with few impurities and a narrow particle size distribution, and suitable sintering behavior when used as an internal conductor for laminated electronic components and a conductive paste for electrode formation. This makes it possible to form an extremely thin electrode with few voids. Therefore, a laminated electronic component with few defects such as delamination and cracks can be obtained using the conductive paste.
- the carbon-coated metal powder of the present invention can be obtained by the above production method.
- FIG. 2 is a TEM (transmission electron microscope) image of the carbon-coated metal powder obtained in Example 1.
- FIG. 2 is a TMA chart of carbon-coated metal powders obtained in Examples 1 to 5, 8, and 11. 6 is a TMA chart of carbon-coated metal powders obtained in Comparative Examples 1 and 3 to 5.
- FIG. 2 is a TEM (transmission electron microscope) image of the carbon-coated metal powder obtained in Example 1.
- FIG. 2 is a TMA chart of carbon-coated metal powders obtained in Examples 1 to 5, 8, and 11. 6 is a TMA chart of carbon-coated metal powders obtained in Comparative Examples 1 and 3 to 5.
- FIG. 6 is a diagram showing a change in strength of the carbon 1s peak showing the surface analysis result by ESCA measured between the binding energies of 276 to 294 eV in the carbon-coated metal powder obtained in Example 5, depending on the argon ion etching depth.
- FIG. 10 is a diagram showing a change in strength of the carbon 1s peak showing the surface analysis result by ESCA measured between the binding energies 276 to 294 eV in the carbon-coated metal powder obtained in Example 8 according to the argon ion etching depth. .
- FIG. 6 is a diagram showing the results of surface analysis by ESCA measured with a binding energy of 850 to 880 eV in the carbon-coated metal powder obtained in Example 5.
- FIG. 9 is a diagram showing the results of surface analysis by ESCA measured between the binding energies of 850 to 880 eV in the carbon-coated metal powder obtained in Example 8.
- FIG. 6 is a diagram showing the results of surface analysis by ESCA measured between a binding energy of 850 and 880 eV in the carbon-coated metal powder obtained in Example 11.
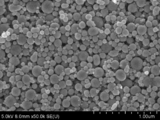
- 2 is an SEM (scanning electron microscope) image of the carbon-coated metal powder obtained in Example 1.
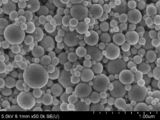
- 4 is a SEM image of the carbon-coated metal powder obtained in Comparative Example 3.
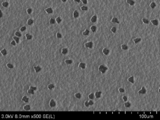
- 2 is an SEM image of a fired film formed using the carbon-coated metal powder obtained in Example 1.
- 2 is a SEM image of a fired film formed using the carbon-coated metal powder obtained in Example 1-1.
- 6 is an SEM image of a fired film formed using the carbon-coated metal powder obtained in Comparative Example 3.
- 10 is a SEM image of a fired film formed using the carbon-coated metal powder obtained in Comparative Example 5.
- the carbon-coated metal powder according to the present invention includes a metal powder and a carbon-coated film that coats the metal powder, and particularly forms an internal conductor (internal electrode) or a terminal electrode of a laminated electronic component.
- the present invention is not limited to this, and may be used for various other purposes.
- a base metal is preferable and the metal containing at least any one among nickel and copper is especially preferable.
- the metal powder nickel powder substantially consisting only of nickel, copper powder consisting essentially of copper, and powder consisting of nickel and copper are particularly preferable.
- “consisting essentially of nickel” means that the metal powder contains more than 98 wt% nickel.
- “consisting essentially of copper” means that the metal powder contains more than 98 wt% copper.
- the powder composed of nickel and copper nickel powder containing 2 to 20 wt% of copper is particularly preferable.
- the carbon-coated metal powder has a D50 of 300 nm or less when D10, D50, and D90 are 10%, 50%, and 90%, respectively, in the volume-based integrated fraction of laser diffraction particle size distribution measurement.
- the SD value indicated by D10) / (D50) is 1.5 or less.
- D50 is preferably not less than 100 nm and not more than 300 nm, more preferably not less than 150 nm and not more than 300 nm. Further, the SD value is desirably as small as possible, but it is difficult to reduce the SD value to 0.5 or less from the viewpoint of manufacturing.
- the thickness of the carbon coating film can be determined from a TEM observation image, and is preferably 2 to 15 nm. If it is in the said range, the sintering inhibitory effect is sufficient and the quantity of the carbon which remains after baking can be restrained low.
- the oxygen content of the carbon-coated metal powder is a weight ratio of the oxygen component to the unit weight of the carbon-coated metal powder, and is 1500 ppm or less, preferably 1000 ppm or less, more preferably 800 ppm or less, per 1 m 2 / g of the specific surface area of the powder. Therefore, it is desirable that the amount be as small as possible, but it is difficult to make it 10 ppm or less.
- the specific surface area is a specific surface area measured by the BET method.
- “1500 ppm or less per 1 m 2 / g of the specific surface area of the powder” means that when the specific surface area of the carbon-coated metal powder is am 2 / g, the oxygen content is (a ⁇ 1500 relative to the unit weight of the carbon-coated metal powder. ) Ppm or less, that is, 1500 ⁇ 10 ⁇ 6 g or less per 1 m 2 of the surface area of the carbon-coated metal powder.
- the carbon-coated metal powder varies depending on the particle size, it is desirable that the carbon content is 0.5 to 3.50 wt% and the oxygen content is 1 wt% or less so that it is minimized.
- the content of impurities including oxygen is preferably suppressed to 3 wt% or less. If it is in the said range, the carbon and impurity amount which remain
- X (%) (X 200 ° C./X MAX ) ⁇ 100 (1)
- room temperature means about 25 to 30 ° C.
- X MAX is the maximum shrinkage, and refers to the maximum shrinkage in the range from room temperature to 1200 ° C.
- X 200 ° C. is the maximum value of the difference between the maximum shrinkage and the minimum shrinkage in the temperature range of 200 ° C.
- the difference between the maximum shrinkage and the minimum shrinkage at a temperature range of 200 ° C. at which the curve representing the heat shrinkage with respect to the temperature rise changes most rapidly is X 200 ° C. It becomes. That is, X (%) calculated from the above formula (1) is an index indicating how rapidly the carbon-coated metal powder contracted in the range from room temperature to 1200 ° C., and the larger the value, the more It turns out that it contracts rapidly.
- Carbon-coated metal powder (carbon-coated nickel-based powder)
- the carbon-coated metal powder is a carbon-coated metal powder having a nickel-based powder and a carbon-coated film covering the nickel-based powder, and the carbon-coated metal powder having the following characteristics by surface analysis by ESCA will be described. .
- the carbon-coated metal powder is referred to as “carbon-coated nickel-based powder”.
- Nickel-based powder is a nickel-based powder substantially consisting of nickel or mainly composed of nickel.
- consisting essentially of nickel means that the metal powder contains more than 98 wt% nickel.
- mainly composed of nickel means that the metal powder contains more than 50 wt% of nickel.
- the nickel-based powder containing nickel as a main component is preferably a nickel powder containing copper, particularly a nickel powder containing 2 to 20 wt% of copper.
- the carbon-coated nickel-based powder has an oxygen content of the carbon-coated nickel-based powder of 1500 ppm or less, preferably 1000 ppm or less per 1 m 2 / g of the specific surface area of the powder in terms of the weight ratio of the oxygen component to the carbon-coated metal powder of unit weight. More preferably, it is 800 ppm or less and is desirably as low as possible, but it is difficult to make it 10 ppm or less. About carbon content and impurity content containing oxygen, it demonstrates similarly to the above-mentioned carbon covering metal powder.
- the peak position attributed to 1 s of carbon atoms changes from the particle surface toward the center in the surface analysis by ESCA.
- the peak position at a position of 11 nm from the particle surface toward the center is shifted to the low energy side with respect to the peak position at a position of 1 nm from the particle surface toward the center.
- the shift to the low energy side is preferably 0.08 eV or more, and a carbon-coated nickel-based powder having a shift amount of 1.00 eV or less is easily obtained.
- the peak attributed to 1 s of carbon atoms is a peak existing in the vicinity of a binding energy of about 284.6 eV.
- the reason for shifting in this way is considered as follows.
- the position of 1 nm from the particle surface toward the center is a portion close to the surface of the carbon coating film, and a large amount of carbon is present.
- the position of 11 nm from the particle surface toward the center is near the interface between the carbon coating film and the nickel-based powder, and there is a nickel carbide layer of carbon and nickel.
- the shift occurs because the electronic state is different at positions of 1 nm and 11 nm from the particle surface toward the center. Since the nickel carbide layer continuously changes from nickel to a carbon layer, a strong carbon coating film having high adhesive strength is formed.
- the carbon-coated nickel-based powder of the present invention preferably has no peaks attributed to nickel oxide and nickel hydroxide on the particle surface in the surface analysis by ESCA.
- the peak attributed to nickel oxide is a peak existing in the vicinity of a binding energy of about 854.0 eV.
- the peak attributed to nickel hydroxide is a peak existing in the vicinity of a binding energy of about 855.7 eV.
- the carbon-coated nickel-based powder having the above-described configuration, a carbon-coated nickel-based powder with extremely few impurities can be obtained.
- the carbon-coated nickel-based powder further includes characteristics such as the thickness of the carbon-coated film described as preferable for the above-described carbon-coated metal powder characterized by TMA characteristics and the like. It is preferable to have the same characteristics (TMA characteristics and the like) as the carbon-coated metal powder, and thereby further effects can be obtained.
- the method for producing a carbon-coated metal powder according to the present invention includes a metal vapor generation step in which a metal raw material is heated in a reaction vessel to melt and evaporate the metal raw material to generate metal vapor, and the metal vapor is generated by a carrier gas.
- a carbon source is supplied into the cooling pipe, and the metal vapor is rapidly cooled by endothermic decomposition, and the metal nucleus is deposited on the surface of the metal nucleus in parallel with the precipitation of the metal nucleus.
- a carbon coating film is formed, and the carbon-coated metal powder of the present invention can be obtained by this production method.
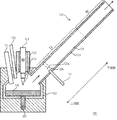
- FIG. 1 is a schematic view showing an example of the configuration of a plasma apparatus 100 used in the method for producing a carbon-coated metal powder according to the present invention.
- a metal raw material is accommodated in the reaction vessel 101.
- the feed port 107 replenishes the inside of the reaction vessel 101 with a metal raw material.
- a predetermined amount of the metal raw material is prepared in the reaction vessel 101, and after starting the operation of the apparatus, depending on the amount reduced from the reaction vessel 101 as metal vapor. As needed, the metal raw material is replenished into the reaction vessel 101 from the feed port 107. Therefore, the plasma apparatus 100 of the present invention can produce carbon-coated metal powder continuously for a long time.
- a plasma torch 102 is disposed above the reaction vessel 101, and a plasma generation gas is supplied to the plasma torch 102 via a supply pipe (not shown).
- the plasma torch 102 generates a plasma 103 between a cathode 104 (cathode) and an anode (anode) (not shown) provided inside the plasma torch 102, and then cathode 104 (cathode) and anode 105 (anode).
- the plasma 103 is generated between them, and at least a part of the metal raw material in the reaction vessel 101 is melted by the heat of the plasma 103 to generate a molten metal 108. Further, the plasma torch 102 evaporates a part of the molten metal 108 by the heat of the plasma 103 and generates metal vapor.
- the carrier gas supply unit 106 supplies a carrier gas for transporting metal vapor into the reaction vessel 101.
- a cooling pipe 110 is connected to the reaction vessel 101.
- the metal vapor generated in the reaction vessel 101 is conveyed to the cooling pipe 110 by the carrier gas.
- the cooling pipe 110 sequentially includes an indirect cooling section IC for indirectly cooling the metal vapor and a direct cooling section DC for directly cooling the carbon-coated metal powder from the reaction vessel 101 side (upstream side).
- the indirect cooling section IC is composed of a double tube of an inner tube 112 and an outer tube 113. Then, a cooling fluid is circulated in the space between the outer wall of the inner tube 112 and the inner wall of the outer tube 113, and the periphery of the cooling tube 110 (the inner tube 112) is cooled or heated.
- the temperature of the indirect cooling section IC is controlled.
- Indirect cooling is performed on the coated metal powder.
- the carbon source supplied for forming the carbon coating film is described below.
- the cooling fluid the above-described carrier gas and other gases can be used, and liquids such as water, hot water, methanol, ethanol, or a mixture thereof can also be used.
- water or hot water it is preferable to use water or hot water as the cooling fluid.
- the cooling fluid has been described.
- an external heater may be provided around the cooling pipe 110 to perform cooling or heating.
- a cooling fluid supplied from a cooling fluid supply unit (not shown) is jetted or mixed with the carbon-coated metal powder conveyed from the indirect cooling section IC to perform direct cooling.
- the cooling fluid used in the direct cooling section DC may be the same as or different from the cooling fluid used in the indirect cooling section IC, but is the same as the carrier gas from the viewpoint of ease of handling and cost. It is preferable to use a gas.
- the cooling fluid includes a liquid
- the liquid is introduced into the cooling pipe 110 (inner pipe 112) in a sprayed state.
- a cooling pipe having a larger opening cross-sectional area than that of the indirect cooling section IC may be adopted.
- the carrier gas that has passed through the indirect cooling section IC can be rapidly expanded to increase the cooling efficiency.
- specific cooling mechanisms of the indirect cooling section IC and the direct cooling section DC are omitted.
- known ones see Table 2002 as an example
- a convex portion or a concave portion may be provided on the inner wall of the inner pipe 112 of the cooling pipe 110 on the upstream side from a virtual surface 120b described later.
- the carbon source supply unit 111 is connected to an opening provided locally on the inner wall of the inner tube 112, and is provided so as to supply a carbon source as a carbon coating material of the carbon-coated metal powder into the indirect cooling compartment IC.
- the term “local” refers to a portion in the vicinity of the imaginary plane 120a, preferably a transverse zone having a width within 10 cm in the longitudinal direction of the cooling pipe 110, and more preferably a transverse zone having a width within 5 cm. .
- the size of the opening of the inner wall of the inner tube 112 to which the carbon source supply unit 111 is connected is preferably within 10 cm.
- a plurality of openings may be provided and the carbon source may be supplied from a plurality of locations in the vicinity of the virtual surface 120a.
- a carbon source may be supplied from two locations by providing further openings so as to face the openings in FIG.
- the carbon source supply unit 111 is preferably provided so as to be able to supply the carbon source in the vicinity of the virtual surface 120a, and is provided so that the carbon source can be supplied in the vicinity of the virtual surface 120a upstream of the virtual surface 120a. More preferred.
- the virtual surface 120a means that when the carbon source supply unit 111 is not provided, that is, when no carbon source is supplied to the indirect cooling compartment IC, many metal nuclei are deposited in the indirect cooling compartment IC. It is a position, for example, it can obtain
- a collector (not shown) is provided downstream of the cooling pipe 110.
- the carbon-coated metal powder conveyed further downstream from the cooling pipe 110 is separated from the carrier gas and collected by the collector. Note that the carrier gas separated by the collector may be reused by the carrier gas supply unit 106.
- FIG. 2 is a schematic view showing another example of the configuration of the plasma apparatus 100 used in the method for producing a carbon-coated metal powder according to the present invention. Here, only parts different from the plasma apparatus 100 shown in FIG. 1 will be described.
- the indirect cooling section IC includes a first indirect cooling section 114 in which metal vapor is transferred from the reaction vessel 101, and a second indirect disposed between the first indirect cooling section 114 and the direct cooling section DC.
- the cross-sectional area of the opening of the first indirect cooling section 114 is smaller than the cross-sectional area of the opening of the second indirect cooling section 115.
- the opening is a portion serving as a flow path through which the metal vapor is conveyed, and in FIG. 2 is a portion surrounded by the inner walls of the inner tubes 112a and 112b.
- the cross-sectional area is an opening area in a plane perpendicular to the longitudinal direction of the cooling pipe.
- each of the first indirect cooling section 114 and the second indirect cooling section 115 has a cylindrical shape, and the inner diameter of the first indirect cooling section 114 is smaller than the inner diameter of the second indirect cooling section 115. .
- the carbon source supply unit 111 is preferably provided so that the carbon source can be supplied into the second indirect cooling section 115, and the carbon source is supplied into the second indirect cooling section 115 in the vicinity of the first indirect cooling section 114. More preferably, it can be provided. In this case, the supply portion of the carbon source is after or immediately after the metal vapor is transferred from the first indirect cooling section 114 having a small cross-sectional area to the second indirect cooling section 115 having a large cross-sectional area. Is a portion where the concentration of the metal vapor rapidly decreases as the value increases rapidly.
- the indirect cooling compartment IC is configured by two sections having different cross-sectional areas, but may be configured by three or more sections having different cross-sectional areas.
- a metal raw material is put into the reaction vessel 101.
- the metal raw material is not particularly limited as long as it is a conductive substance containing the metal component of the target carbon-coated metal powder.
- the metal component include silver, gold, cadmium, cobalt, copper, iron, nickel, palladium, platinum, rhodium, ruthenium, tantalum, titanium, tungsten, zirconium, molybdenum, niobium, and the like.
- the metal raw material preferably has a boiling point higher than the decomposition temperature of the carbon source, more preferably 700 to 3600 ° C. Thereby, it becomes easy to make the inside of the cooling pipe 110 have an atmosphere higher than the decomposition temperature of the carbon source. Moreover, when it exceeds 3600 degreeC, it will become difficult to control a carbon coating film.
- a metal raw material a base metal that is more easily oxidized than a noble metal is preferable because the effect of the present invention can be enjoyed more, and a metal raw material containing at least one of nickel and copper is preferable. Particularly preferred.
- the metal raw material consists essentially of nickel (boiling point 2732 ° C.), substantially copper (boiling point 2567 ° C.), or a mixture, alloy or composite of nickel and copper.
- substantially only nickel means that the metal raw material contains more than 98 wt% nickel.
- “consisting essentially of copper” means that the metal raw material contains more than 98 wt% copper.
- a nickel metal raw material containing 2 to 20 wt% of copper is particularly preferable.
- a granular or massive metal material, alloy, or composite material having a size of several mm to several tens mm is particularly preferable.
- the metal raw material is heated, and the metal raw material is melted and evaporated to generate metal vapor.
- a plasma 103 is generated between the cathode 104 and the anode 105, and at least a part of the metal raw material in the reaction vessel 101 is melted by the heat of the plasma 103, thereby generating a molten metal 108 of the metal raw material.
- a part of the molten metal 108 is evaporated by the heat of the plasma 103 to generate metal vapor.
- the method for heating the metal raw material is preferably heated by plasma, but there is no particular limitation as long as the metal raw material can be melted and evaporated.
- the metal vapor generated in the reaction vessel 101 is conveyed to the cooling pipe 110 by the carrier gas.
- the carrier gas it is preferable to use an inert gas. Unless otherwise specified, nitrogen gas is used as the carrier gas in the following description.
- the carrier gas may be mixed with a reducing gas such as hydrogen, carbon monoxide, methane, or ammonia gas, or an organic compound such as alcohols or carboxylic acids as necessary. In order to improve / adjust the properties and characteristics of the material, components such as phosphorus and sulfur may be added. Note that the plasma generation gas used to generate plasma also functions as part of the carrier gas.
- the reaction vessel 101 it is preferable that no carbon source exists in the reaction vessel 101, and it is preferable to use a gas that does not contain a component that can be a carbon source such as methane as the carrier gas.
- the flow rate of the carrier gas is preferably controlled so that the metal concentration is 0.01 to 1 g / L. Thereby, metal vapor
- Metal nucleation process The metal vapor conveyed from the reaction vessel 101 is cooled in the cooling pipe 110. Thereby, metal nuclei are deposited from the metal vapor.
- the carbon source supplied into the cooling pipe 110 by the carbon source supply unit 111 is subjected to endothermic decomposition, and the metal vapor is rapidly cooled, so that the carbon coating on the surface of the metal nucleus is performed in parallel with the precipitation of the metal nucleus. Covering film formation is performed.
- the carbon source undergoes an endothermic reaction (endothermic decomposition) when it is decomposed.
- the decomposition temperature of the carbon source is preferably 700 to 3600 ° C. If it exceeds 3600 ° C., sublimation of graphite contained in the carbon coating film formed on the metal surface tends to occur, and the carbon coating film becomes difficult to control.
- hydrocarbons such as ethane, methane, propane, butane, ethylene, propylene and butylene, and alcohols such as ethanol and monoethylene glycol can be used. Any solid, liquid, or gaseous carbon source can be used, but a gaseous carbon source is preferably used.
- the carbon source can be easily decomposed to carbon alone.
- methane gas decomposition temperature of about 700 ° C.
- the decomposition temperature of the carbon source is preferably 100 ° C. or higher, more preferably 500 ° C. or higher, more preferably 1000 ° C. or higher, lower than the boiling point of the metal raw material to be used.
- methane gas as the metal source and carbon source.
- a carbon source decomposes
- this mixed gas may be called a carbon source.
- V / S (L / cm 2 ) is greater than 0, preferably 10 or less, more preferably 5
- the temperature of the carbon source to be supplied is not particularly limited as long as it is lower than the decomposition temperature of the carbon source, but it is not necessary to perform heating or the like in advance, for example, a carbon source at room temperature (25 to 30 ° C.) Can be used.
- the addition amount of the carbon source is preferably such that the carbon content is 0.1 to 5 wt% with respect to the metal amount of the produced carbon-coated metal powder.
- the carbon content is 0.1 to 5 wt% with respect to the metal amount of the produced carbon-coated metal powder.
- the metal vapor concentration is 0.05 g / L
- the flow rate of the carbon source is 7 minutes per minute. It is preferable to set it to ⁇ 25L.
- the metal nucleation step is preferably performed in an indirect cooling step for indirectly cooling the metal vapor.
- the indirect cooling process can be performed in the indirect cooling section IC of the cooling pipe 110.
- the cooling fluid is not ejected or mixed with the metal vapor, it becomes easy to supply the carbon source to the metal vapor existing at a specific position.
- the indirect cooling section IC the metal vapor in the carrier gas transferred into the cooling pipe 110 at a high temperature is cooled by radiation, and the metal nuclei generated in a stable and uniformly temperature-controlled atmosphere. As the growth and crystallization proceed, carbon-coated metal powder having a uniform particle diameter is easily generated in the carrier gas.
- the temperature is stably and uniformly controlled, the temperature of the metal vapor can be rapidly changed by the endothermic decomposition of the carbon source.
- metal vapor is conveyed from the reaction vessel 101 to the indirect cooling section IC of the cooling pipe 110.
- the concentration is high and the temperature is several thousand K (for example, 5000 K), but by indirect cooling (radiation cooling), The temperature drops to near the boiling point of the metal.
- the metal vapor is below the boiling point, it becomes droplets and metal nuclei begin to form. And many nuclei begin to precipitate almost simultaneously at a certain position in the indirect cooling section IC (referred to as a virtual plane in the present invention).
- the virtual plane depends on the type of metal or carbon source, the concentration of the metal vapor or carbon source, the flow rate of the carbon source or carrier gas, the temperature of the metal vapor or carrier gas or carbon source, the temperature distribution in the cooling pipe, etc. Although it is different and does not indicate a specific position, here, in order to facilitate understanding, the virtual surface when the carbon source is not supplied is 120a, and the virtual surface when the carbon source is supplied is 120b.
- the carbon source is supplied from the carbon source supply unit 111 to the metal vapor that has fallen to near the boiling point.
- a position for example, the imaginary surface 110b
- the carbon source it is preferable to supply the carbon source to a position where the decomposition temperature of methane is about 700 ° C. or higher and 3005 ° C. (the boiling point of nickel is 2732 ° C. + (2732 ° C. ⁇ 10%)) or lower.
- a carbon source is supplied to the upstream side in the vicinity of the virtual surface 110a.
- This carbon source is decomposed by being heated to a temperature higher than the decomposition temperature, takes heat from the metal vapor by an endothermic reaction at the time of decomposition of the carbon source, and rapidly cools the metal vapor.
- the temperature drops rapidly from the temperature near the boiling point, the metal vapor does not form droplets even when the temperature is lower than the boiling point, and becomes unstable (supersaturated state). Through this supersaturated state, the formation of metal nuclei occurs all at once. Thereby, the generation timing of metal nuclei is aligned, and the amount of metal nuclei increases.
- a carbon-coated metal powder having a small particle size and a narrow particle size distribution is obtained.
- the virtual surface 120b is usually near the position where the carbon source is supplied from the carbon supply unit 111.
- the upstream side in the vicinity of the virtual surface 120a is the virtual surface 120b.
- the indirect cooling step includes a first indirect cooling step and a second indirect cooling step in which indirect cooling is performed in a state where the concentration of the metal vapor in the first indirect cooling step is lowered. Then, in the second indirect cooling step, the metal vapor is rapidly cooled by endothermic decomposition of the carbon source, and the carbon coating film is formed on the surface of the metal nucleus in parallel with the precipitation of the metal nucleus. Is more preferable. Further, when the transition from the first indirect cooling step to the second indirect cooling step is performed, the volume of the metal vapor is rapidly expanded, so that the rapid cooling of the metal vapor is further enhanced by the auxiliary cooling by the volume expansion. Can do.
- the carbon source it is more preferable to supply the carbon source to a position that is not lower than the decomposition temperature of the carbon source and (melting point of the metal raw material + the melting point ⁇ 25%) ° C. or lower.
- the carbon source is methane, supply the carbon source to a position where the decomposition temperature is about 700 ° C. or higher and 1816 ° C. (1453 ° C. + (1453 ° C. ⁇ 25%) which is the melting point of nickel) or lower. Is more preferable.
- 1st indirect cooling process and 2nd indirect cooling process are realizable by using the plasma apparatus of FIG.
- indirect cooling is performed in a state where the concentration of metal vapor is high in the first indirect cooling section 114, and then indirect cooling is continued in a state where the concentration of metal vapor is decreased in the second indirect cooling section 115.
- a carbon source is supplied by the carbon source supply unit 111 in the second indirect cooling section 115, preferably in the vicinity of the first indirect cooling section 114 of the second indirect cooling section 115.
- the virtual surfaces 120a and 120b are substantially in the same position, for example, in the vicinity of the first indirect cooling section 114 of the second indirect cooling section 115.
- the generated metal nuclei are subsequently subjected to grain growth and crystallization in the indirect cooling section IC.
- Grain growth can be broadly divided into grain growth in which metal vapor around the nucleus progresses while precipitating on the surface of the nucleus, and grain growth in which a plurality of adjacent nuclei proceed while coalescing. The latter is considered to be dominant as an effect on the width of the particle size distribution.
- the carbon coating film is formed on the surface of the metal nucleus almost simultaneously with or at the latest of the formation of the metal nucleus, so that grain growth due to coalescence is suppressed. As a result, a carbon-coated metal powder having a uniform particle size with a very narrow particle size distribution can be obtained.
- the carbon-coated metal powder generated by being indirectly cooled in the indirect cooling section IC is directly cooled in the subsequent direct cooling section DC. Then, the carbon-coated metal powder directly cooled in the direct cooling section DC is conveyed further downstream from the cooling pipe 110, and separated and recovered by the carrier gas in the collector.
- the crystallinity of graphite is increased, and the sintering suppression effect is improved.
- the crystallinity of graphite can be evaluated by the peak intensity due to the G band of graphite in Raman spectrum measurement.
- the half width of the G band peak is 100 or less. When it exceeds 100, it will be in the state where many amorphous parts remained, and crystallinity will become inadequate.
- the heat treatment is performed, for example, at 180 to 1000 ° C. for 1 to 10 hours in an inert atmosphere, or at 180 to 400 ° C. for 1 to 10 hours in an air atmosphere.
- the preferred heat treatment temperature is 180 to 300 ° C., and heat aggregation occurs when the temperature exceeds 300 ° C., and the dispersibility tends to deteriorate.
- the heat treatment temperature is less than 180 ° C., the crystallinity of graphite is lowered, The effect of heat treatment is reduced.
- the carbon-coated metal powder obtained by the method for producing a carbon-coated metal powder according to the present invention has a small particle size and a narrow particle size distribution. Moreover, since the metal powder and the carbon coating film are not formed after the metal powder is formed as in the prior art, the metal powder and the carbon coating film are formed simultaneously. Can be reduced.
- the impurity is not a component intentionally contained, but a component that is inevitably mixed from raw materials, manufacturing processes, and the like, and usually includes chlorine, an alkali metal, and the like. Therefore, for example, when the carrier gas contains components such as phosphorus and sulfur in order to improve and adjust the properties and characteristics of the carbon-coated metal powder, these components are not called impurities.
- the impurity content varies depending on the particle diameter, but is preferably 3 wt% or less.
- the conductive paste according to the present invention contains the above-mentioned carbon-coated metal powder as a conductive powder, and is kneaded in a vehicle composed of a binder resin and a solvent.
- This conductive paste is particularly suitable for the formation of internal conductors (internal electrodes) of multilayer electronic components such as multilayer capacitors, multilayer inductors, multilayer actuators, etc.
- terminal electrodes and thick film conductor circuits of ceramic electronic components are used. It can also be used to form.
- the carbon-coated metal powder may be either a carbon-coated metal powder characterized by TMA characteristics or the like, or a carbon-coated nickel-based powder characterized by ESCA analysis. An example of the method for producing the conductive paste and the laminated electronic component will be described below.
- the carbon-coated metal powder according to the present invention, a binder resin, and a solvent are kneaded using a three-roll mill.
- the binder resin include cellulose resins such as ethyl cellulose and hydroxyethyl cellulose, acrylic resin, methacrylic resin, butyral resin, epoxy resin, phenol resin, rosin and the like, usually 1 to 15 parts by weight with respect to 100 parts by weight of conductive powder. It can be used in a blended degree.
- an alcohol solvent such as dihydrotapineol, a ketone solvent, an ether solvent, an ester solvent, a hydrocarbon solvent or the like, water, or a mixed solvent thereof can be appropriately selected and used.
- the amount of the solvent is appropriately blended according to the properties of the conductive powder, the type of resin, the coating method and the like, and is usually about 40 to 150 parts by weight with respect to 100 parts by weight of the conductive powder.
- the conductive paste of the present invention includes, in addition to the above-mentioned components, components that are usually blended, that is, ceramics containing the same or similar components as the ceramics contained in the ceramic sheet, glass, Alumina, silica, copper oxide, manganese oxide, metal oxides such as manganese oxide, inorganic powders such as montmorillonite, metal organic compounds, plasticizers, dispersants, surfactants, etc. may be appropriately blended according to the purpose. it can.
- a conductive paste is manufactured as described above.
- a conductive paste is printed in a predetermined pattern on an unfired ceramic green sheet as an unfired ceramic layer, dried to remove the solvent, and an internal conductor paste layer is formed.
- a plurality of unfired ceramic green sheets having the obtained internal conductor paste layer are stacked and pressed to obtain an unfired laminate in which unfired ceramic green sheets and internal conductor paste layers are alternately laminated.
- the laminate is cut into a predetermined shape, followed by a binder removal process in which the binder resin is burned and scattered, and then fired at a high temperature of about 1200 to 1400 ° C. to sinter the ceramic layer and form the inner conductor layer. Simultaneously, a ceramic body is obtained. Thereafter, terminal electrodes are baked on both end faces of the element body to obtain a laminated electronic component.
- the terminal electrode may be formed by applying a terminal electrode conductor paste to both end faces of the unfired laminated body cut into the predetermined shape, and then firing simultaneously with the laminated body.
- the carbon-coated metal powder By using the carbon-coated metal powder with few impurities, gas is hardly generated during firing, and a good fired film (internal conductor layer) can be obtained.
- the carbon-coated metal powder has a good carbon-coated film, the dispersibility in the conductive paste is improved, and the shrinkability during sintering is improved, so that the conductor layer and the ceramic layer Sintering shrinkage behavior is approximated and the occurrence of cracks and delamination is suppressed.
- the carbon-coated metal powder of the present invention has a narrow particle size distribution and a small average particle size, the fired film formed by applying and firing the conductive paste containing the carbon-coated metal powder has a thin film thickness. Even so, it has few holes (defects), is excellent in smoothness, denseness, and continuity, and the internal conductor layer can be thinned.
- the thickness of the inner conductor layer is, for example, 0.4 to 0.8 ⁇ m.
- the conductive paste containing the carbon-coated metal powder of the present invention when used for the production of laminated electronic components, it has a thin inner conductor layer that is dense and excellent in continuity, and is excellent. A laminated electronic component having characteristics can be obtained without causing structural defects such as cracks and delamination.
- Example 1 Carbon-coated metal powder was produced using the plasma apparatus 100 of FIG.
- the cooling pipe 110 includes an inner pipe 112a (first indirect cooling section 114) having an inner diameter of 3.8 cm, an inner pipe 112b (second indirect cooling section 115) having an inner diameter of 8 cm, and an inner pipe 112c having an inner diameter of 15 cm (directly).
- a combination with the cooling compartment DC) was used.
- the length of the inner tube 112a was 20 cm
- the length of the inner tube 112b was 22.5 cm
- the length of the inner tube 112c was 20 cm.
- a carbon source was supplied from a carbon source supply unit 111 having an inner diameter (supply port) of 0.32 cm on the downstream side of the second indirect cooling section 115 by 5 cm.
- the plasma apparatus having the above configuration is referred to as a plasma apparatus A.
- Nickel was used as the metal raw material, and the evaporation rate was 10 g per minute.
- Nitrogen gas was used as the carrier gas.
- the carrier gas passing through the cooling pipe was 200 L / min, and the metal concentration was controlled to be 0.05 g / L.
- As the carbon source a mixed gas containing 10% methane (hereinafter referred to as 10% methane gas) in argon gas (carrier gas) is used, the supply amount is 25 L / min, and the temperature of the supplied carbon source is room temperature (25 ⁇ 30 ° C). Supplying a carbon source, in a state in which metal vapor is transported, the temperature T beta position for supplying the carbon source (usually virtual surface 120a vicinity), was 1040 ° C..
- the temperature of the said position was 1100 degreeC temperature T ( alpha ) in the state in which the metal vapor
- T 1100 degreeC temperature
- Example 2 The experiment was performed in the same manner as in Example 1 except that the flow rate of the carbon source was changed to 7 L / min. T ⁇ was 1100 ° C. and T ⁇ was 1050 ° C.
- Example 3 The experiment was performed in the same manner as in Example 1 except that the flow rate of the carbon source was 6 L / min. T ⁇ was 1100 ° C. and T ⁇ was 1050 ° C.
- Example 4 The experiment was performed in the same manner as in Example 1 except that the flow rate of the carbon source was 40 L / min. T ⁇ was 1100 ° C. and T ⁇ was 1024 ° C.
- Example 5 The experiment was performed in the same manner as in Example 1 except that a mixed gas containing 3% propane in argon gas was used as the carbon source. T ⁇ was 1100 ° C. and T ⁇ was 1035 ° C.
- Example 6 Carbon-coated metal powder was produced using the plasma apparatus A. Silver was used as the metal raw material, and the evaporation rate was 100 g per minute. Nitrogen gas was used as the carrier gas, the carrier gas passing through the cooling pipe was 200 L / min, and the metal concentration was controlled to be 0.5 g / L. As the carbon source, 10% methane gas was used, the supply amount was 25 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 750 ° C. and T ⁇ was 700 ° C.
- Example 7 Carbon-coated metal powder was produced using the plasma apparatus A. Copper was used as the metal raw material, and the evaporation rate was 15 g per minute. Nitrogen gas was used as the carrier gas, the carrier gas passing through the cooling pipe was 200 L / min, and the metal concentration was controlled to be 0.075 g / L. As the carbon source, 10% methane gas was used, the supply amount was 25 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 920 ° C. and T ⁇ was 880 ° C.
- Example 8 Carbon-coated metal powder was produced using the plasma apparatus A.
- the metal raw material an alloy of nickel and copper (copper content 2 wt%) was used, and the evaporation rate was 10 g per minute.
- Nitrogen gas was used as the carrier gas, the carrier gas passing through the cooling pipe was 200 L / min, and the metal concentration was controlled to be 0.05 g / L.
- the carbon source 10% methane gas was used, the supply amount was 25 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 1080 ° C. and T ⁇ was 1035 ° C.
- Example 9 Carbon-coated metal powder was produced using the plasma apparatus A.
- An alloy of nickel and copper (copper content of 20 wt%) was used as the metal raw material, and the evaporation rate was 12 g / min.
- Nitrogen gas was used as the carrier gas, the carrier gas passing through the cooling pipe was 200 L / min, and the metal concentration was controlled to be 0.06 g / L.
- As the carbon source 10% methane gas was used, the supply amount was 25 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 1075 ° C. and T ⁇ was 1020 ° C.
- the cooling pipe 110 includes an inner pipe 112a (first indirect cooling section 114) having an inner diameter of 8.9 cm, an inner pipe 112b (second indirect cooling section 115) having an inner diameter of 10.3 cm, and an inner pipe 112c having an inner diameter of 22 cm.
- a combination with (direct cooling section DC) was used.
- the length of the inner tube 112a was 3.5 cm
- the length of the inner tube 112b was 46 cm
- the length of the inner tube 112c was 42.3 cm.
- a carbon source was supplied from a carbon source supply unit 111 having an inner diameter (supply port) of 1 cm downstream from the upstream end of the second indirect cooling section 115 by 10 cm.
- the plasma apparatus having the above configuration is referred to as a plasma apparatus B.
- Nickel was used as the metal raw material, and the evaporation rate was 85 g per minute.
- Nitrogen gas was used as the carrier gas.
- the carrier gas passing through the cooling pipe was 750 L / min, and the metal concentration was controlled to be 0.11 g / L.
- As the carbon source 10% methane gas was used, the supply amount was 20 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 1780 ° C. and T ⁇ was 1500 ° C.
- Example 11 Using the plasma apparatus B, carbon-coated metal powder was produced. Nickel was used as the metal raw material, and the evaporation rate was 50 g per minute. Nitrogen gas was used as the carrier gas. The carrier gas passing through the cooling pipe was 750 L / min, and the metal concentration was controlled to 0.07 g / L. As the carbon source, a mixed gas containing 3% methane gas in argon gas was used, the supply rate was 103 L / min, and the temperature of the supplied carbon source was room temperature (25 to 30 ° C.). T ⁇ was 1650 ° C. and T ⁇ was 1380 ° C.
- Example 12 Carbon-coated metal powder was produced using the plasma apparatus 100 shown in FIG.
- the cooling pipe 110 includes an inner pipe 112a (first indirect cooling section 114) with an inner diameter of 8.9 cm, an inner pipe 112b (second indirect cooling section 115) with an inner diameter of 22 cm, and an inner pipe 112c (directly with an inner diameter of 22 cm).
- a combination with the cooling compartment DC) was used.
- the length of the inner tube 112a was 10.3 cm
- the length of the inner tube 112b was 22.5 cm
- the length of the inner tube 112c was 44.3 cm.
- a carbon source was supplied from a carbon source supply unit 111 having an inner diameter (supply port) of 1 cm on the downstream side of the second indirect cooling section 115 11 cm.
- Nickel was used as the metal raw material, and the evaporation rate was 85 g per minute.
- Nitrogen gas was used as the carrier gas.
- the carrier gas passing through the cooling pipe was 750 L / min, and the metal concentration was controlled to be 0.11 g / L.
- As the carbon source 10% methane gas was used, the supply amount was 20 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 1780 ° C. and T ⁇ was 1470 ° C.
- the cooling pipe 110 includes an inner pipe 112a (first indirect cooling section 114) having an inner diameter of 10.3 cm, an inner pipe 112b (second indirect cooling section 115) having an inner diameter of 12.8 cm, and an inner diameter of 36.9 cm.
- a combination of the tube 112c (direct cooling section DC) was used.
- the length of the inner tube 112a was 24.5 cm, the length of the inner tube 112b was 45 cm, and the length of the inner tube 112c was 54.7 cm.
- a carbon source was supplied from a carbon source supply unit 111 having an inner diameter (supply port) of 1.9 cm on the downstream side of the second indirect cooling section 115 by 10 cm.
- Nickel was used as the metal raw material, and the evaporation rate was 85 g per minute.
- Nitrogen gas was used as the carrier gas.
- the carrier gas passing through the cooling pipe was 850 L / min, and the metal concentration was controlled to be 0.10 g / L.
- As the carbon source 10% methane gas was used, the supply amount was 20 L / min, and the temperature of the supplied carbon source was room temperature (25-30 ° C.). T ⁇ was 1620 ° C. and T ⁇ was 1340 ° C.
- Comparative Example 3 The experiment was performed in the same manner as in Example 1 except that the carbon source supply unit 111 was provided not in the second indirect cooling section 115 but in the reaction vessel 101 and the carbon source was supplied into the reaction vessel 101.
- T ⁇ since the metal vapor in the carrier gas is at a temperature of, for example, 5000 K when it is introduced from the reaction vessel 101 into the indirect cooling section IC, T ⁇ can be assumed to be 5000 K or more. Further, the reaction container 101 since the continuously heated, T beta may assume 5000K or more.
- Comparative Example 4 The experiment was performed in the same manner as in Example 1 except that the carbon source supply unit 111 was provided not in the second indirect cooling section 115 but in the direct cooling section DC and the carbon source was directly supplied into the cooling section DC. Both T ⁇ and T ⁇ were 350 ° C.
- Comparative Example 5 The experiment was performed in the same manner as in Example 1 except that the carbon source supply unit 111 was not provided, that is, the carbon source was not supplied. In Example 1, the temperature at which T ⁇ and T ⁇ were measured was 1100 ° C.
- the average particle size and SD value were determined as follows. With respect to the obtained carbon-coated metal powder, the volume-based cumulative fraction 10% value, 50% value, and 90% value of the particle size distribution measured using a laser diffraction particle size distribution analyzer (LA-920 manufactured by HORIBA) ( Hereinafter, “D10”, “D50”, and “D90” are obtained). The average particle size is D50. Further, (D90-D10) / (D50) was determined as an index of particle size distribution, and this was taken as the SD value.
- the carbon content and sulfur content were measured using a carbon sulfur analyzer (EMIA-320V, manufactured by HORIBA). The oxygen content was measured using a nitrogen oxygen analyzer (EMGA-920 manufactured by HORIBA). The chlorine content was measured by a titration method.
- FIG. 3 is a TEM image of the carbon-coated metal powder of Example 1.
- the dark portions are the metal particles 10
- the slightly thin portions are the carbon coating film 11.
- the thickness of the carbon coating film 11 is the length from the boundary between the dark portion and the thin portion to the outer periphery of the thin portion (the length of the arrow portion in FIG. 3).
- Table 1 an average value obtained by measuring the length at 20 arbitrary positions with respect to one particle is shown as “the thickness of the carbon coating film”.
- the TMA shrinkage rate was determined as follows. For the measurement, a TMA apparatus (manufactured by Bruker, TMA4000S) was used. Then, a carbon-coated metal powder molded in a cylindrical shape having a diameter of 5 mm and a height of about 2 mm was used as a sample, and from nitrogen gas containing 4% hydrogen to room temperature to 1300 ° C. at a rate of 5 ° C./min (for Example 8) was raised to 1200 ° C., and the shrinkage in the height direction of the sample was measured. 4 and 5, the shrinkage rate [%] is the dimensional change rate (%) in the height direction of the sample with respect to the temperature rise, and a negative value indicates shrinkage. It shows that shrinkage
- the shift amount of the peak position was determined as follows. For the measurement, ESCA (ESCA-3400, manufactured by Shimadzu Corporation) was used, and Mg—K ⁇ ray (1250 eV) was used as an incident X-ray source. Then, while performing argon ion etching, the peak positions at the etching depths of 1 nm and 11 nm were examined, and the difference (shift amount) was obtained. In Table 3, when the shift amount takes a negative value, it indicates that the peak position at the etching depth of 11 nm is shifted to the low energy side with respect to the peak position at the etching depth of 1 nm. On the other hand, when the shift amount takes a positive value, it indicates that the shift amount has shifted to the high energy side.
- FIGS. 10 to 12 show the results of surface analysis by ESCA for Examples 5, 8, and 11 measured at a binding energy of 850 to 880 eV.
- ESCA ESCA-3400 manufactured by Shimadzu Corporation
- Mg—K ⁇ ray (1250 eV) was used as the incident X-ray source.
- Example 1 and Comparative Example 3 were observed with SEM (Hitachi, SU-8020).
- 13 and 14 are SEM images of carbon-coated metal powders obtained in Example 1 and Comparative Example 3, respectively.
- Example 1-1 the carbon-coated metal powder obtained by subjecting the carbon-coated metal powder obtained in Example 1 to a heat treatment at 180 ° C. for 2 hours in an air atmosphere was used.
- Example 1-2 the carbon-coated metal powder obtained by heat-treating the carbon-coated metal powder obtained in Example 1 at 180 ° C. for 10 hours in an air atmosphere was used.
- Example 1-3 the carbon-coated metal powder obtained by subjecting the carbon-coated metal powder obtained in Example 1 to a heat treatment at 300 ° C. for 2 hours in an air atmosphere was used.
- Example 1-4 the carbon-coated metal powder obtained by subjecting the carbon-coated metal powder obtained in Example 1 to a heat treatment at 1000 ° C. for 2 hours in a nitrogen atmosphere was used.
- FIGS. 15 and 16 are SEM images of fired films formed using the carbon-coated metal powders obtained in Examples 1 and 1-1, FIGS. Further, the conductive paste was applied on an alumina substrate so that the film thickness after drying was about 1 ⁇ m, and was dried in an air atmosphere at 150 ° C. for 2 hours. And the surface roughness (Ra value and Rz value) of this paste dry film
- Example 1 when Example 1 is compared with Comparative Example 5 that is identical to the Example except that no carbon source is supplied, Example 1 has a lower oxygen content, a smaller average particle size, SD The value was found to be small. Furthermore, even when Example 1 was compared with Comparative Example 1 in which something other than the carbon source was supplied from the carbon source supply unit 111, the same tendency was observed. 13 and 14 were also compared, it was found that the carbon-coated metal powder obtained in Example 1 had a smaller particle size and a narrower particle size distribution than Comparative Example 3.
- the inflection point does not appear until the firing temperature of the conductive paste containing the carbon-coated metal powder obtained in 11 above (1200 ° C. here).
- the fired film obtained by applying and firing the conductive paste using the carbon-coated metal powder according to the present invention has few holes (defects) because it does not shrink rapidly to at least the firing temperature, and is smooth and dense. Excellent film quality. This was also clear from the results shown in Table 4 and FIGS.
- the surface condition of the carbon-coated metal powder particles is good, so that the shrinkage characteristics are sufficiently improved.
- a conductive paste containing these carbon-coated metal powders is laminated with a laminated ceramic.
- a laminated electronic component having a dense inner conductor layer having excellent continuity and having excellent characteristics can be obtained without causing structural defects such as cracks and delamination.
- the formation of a continuous carbon coating layer via carbide nickel makes it difficult for defects to occur due to peeling of the coating layer due to physical forces such as paste kneading.
- adhesion at the interface between nickel and the coating layer is not sufficient, and defects are easily generated by mechanical force, and the effect of carbon coating cannot be fully exhibited.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Ceramic Engineering (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Conductive Materials (AREA)
- Non-Insulated Conductors (AREA)
Abstract
Description
また、本発明は、炭素被覆金属粉末の製造方法に関するものであり、特に、金属材料を溶融・蒸発させた後、供給した炭素源を吸熱分解させることにより金属蒸気を急速冷却して、金属核の析出に並行して当該金属核表面上への炭素被覆膜形成を行う方法である。
特許文献1、2に開示されている製造方法では、予めニッケル粉末を生成し、生成されたニッケル粉末に炭素被膜を被覆又は炭素を含有させていることから、炭素を被覆又は含有させる前にニッケル粉末表面に酸化膜が形成されている場合が多い。一旦、表面に酸化膜が形成されると、これを完全に除去することは難しく、特に、粒径が小さいニッケル粒子の場合、表面活性が非常に高いため、酸化膜の除去がさらに難しくなる。また特許文献1の方法で得られた炭素被覆ニッケル粉末から、自然酸化膜が除去されるとその除去痕であるくぼみが生成される。
また、特許文献2の炭素含有ニッケル粉末は、収縮特性の改善を目的として提案されたものであり、収縮開始温度が931℃や1007℃まで高くできているものの、収縮開始温度に達すると急激に収縮し始めることから 、1200℃以上という高温で行われる焼成時に内部導体層とセラミック層との間でデラミネーションやクラックが発生しやすいという問題が十分に解決できていなかった。
また、特許文献5、6では、酸化ニッケルや水酸化ニッケルが存在し、且つX線光電子分光(XPS、ESCA)によってニッケル粒子表面の被覆膜等の状態を詳細に分析していないため、収縮特性の改善が十分ではなく、上記と同様、デラミネーションやクラックが発生しやすいという問題が十分に解決できていなかった。
また、本発明は、不純物が少なく、かつ、粒度分布が狭い炭素被覆金属粉末の製造方法を提供することを目的とするものである。
レーザー回折式粒度分布測定の体積基準の積算分率における10%値、50%値、90%値をそれぞれD10、D50、D90としたとき、D50が300nm以下、(D90-D10)/(D50)で示されるSD値が1.5以下、
酸素含有量が、単位重量の炭素被覆金属粉末に対する酸素成分の重量比率で、粉末の比表面積1m2/gあたり1500ppm以下、
窒素-水素還元雰囲気中で、5℃/分の速度で室温から1200℃まで昇温させてTMA(熱機械分析)測定を行ったとき、式(1)で示されるXが50以下である炭素被覆金属粉末である。
X(%)=(X200℃/XMAX)×100 ・・・(1)
(式(1)において、XMAX:最大収縮率、X200℃:200℃の温度幅における最大収縮率と最小収縮率との差の最大値である。)
酸素含有量が、単位重量の炭素被覆金属粉末に対する酸素成分の重量比率で、粉末の比表面積1m2/gあたり1500ppm以下、
ESCAによる表面解析において、粒子表面から中心に向けて1nmの位置における炭素原子の1sに帰属されるピーク位置に対して、粒子表面から中心に向けて11nmの位置における前記ピーク位置が、低エネルギー側にシフトしている炭素被覆金属粉末である。ESCAによる表面解析において、前記の低エネルギー側へのシフトは、0.08eV以上であることが好ましく、また、酸化ニッケル及び水酸化ニッケルに帰属されるピークが存在しないことが好ましい。この炭素被覆金属粉末を、「炭素被覆ニッケル系粉末」ということもある。この炭素被覆金属粉末(炭素被覆ニッケル系粉末)は、TMA等で特徴づけられた炭素被覆金属粉末について規定された上記の特性(D50、SD値、TMA測定で定義されているX)を更に有することが好ましい。
反応容器内において金属原料を加熱し、当該金属原料を溶融・蒸発させて金属蒸気を発生させる金属蒸気発生工程と、
キャリアガスにより前記金属蒸気を前記反応容器内から冷却管に搬送する搬送工程と、
前記冷却管内において前記金属蒸気を冷却し、金属核を析出させる金属核析出工程と、
前記析出した金属核を成長させる金属核成長工程と、
を備える炭素被覆金属粉末の製造方法であって、
前記金属核析出工程では、前記冷却管内に炭素源を供給し、吸熱分解させることにより前記金属蒸気を急速冷却して、前記金属核の析出に並行して当該金属核表面上への炭素被覆膜形成を行う製造方法である。
本発明にかかる炭素被覆金属粉末は、上記の製造方法で得ることができる。
本発明の炭素被覆金属粉末は、上記の製造方法により得ることができる。
炭素被覆金属粉末の金属としては、特に制限はないが、卑金属が好ましく、ニッケル及び銅のうち少なくともいずれか一方を含む金属が特に好ましい。具体的には、金属粉末として、実質的にニッケルのみからなるニッケル粉末、実質的に銅のみからなる銅粉末、ニッケルと銅からなる粉末、が特に好ましい。ここで、「実質的にニッケルのみからなる」とは、金属粉末中にニッケルを98wt%より多く含むことをいう。同様に、「実質的に銅のみからなる」とは、金属粉末中に銅を98wt%より多く含むことをいう。ニッケルと銅からなる粉末としては、2~20wt%の銅を含むニッケル粉末が特に好ましい。
炭素被覆金属粉末に対して、粒径によっても異なるが、炭素含有量は0.5~3.50wt%、酸素含有量が1wt%以下であってできるだけ少なく抑えることが望ましい。また、酸素を含む不純物含有量は3wt%以下に抑えることが好ましい。上記範囲内であれば、焼成後に残存する炭素及び不純物量が低く抑えられる。
X(%)=(X200℃/XMAX)×100 ・・・(1)
ここで、室温とは、25~30℃程度のことをいう。上記式(1)において、XMAXは最大収縮率であり、室温から1200℃までの範囲における最大収縮率をいう。X200℃は、200℃の温度幅における最大収縮率と最小収縮率との差の最大値であり、室温から1200℃の間で200℃の温度幅における最大収縮率と最小収縮率の差をそれぞれ求め、その差のうち最大となる値をいう。例えば、図4、5を参照して説明すると、昇温温度に対する熱収縮率を表す曲線が最も急激に変化する200℃の温度幅における最大収縮率と最小収縮率との差が、X200℃となる。すなわち、上記式(1)から算出されるX(%)は、室温から1200℃の範囲でどの程度急激に炭素被覆金属粉末が収縮したかを示す指標であり、値が大きくなればなるほど、より急激に収縮していることが分かる。
炭素被覆金属粉末が、ニッケル系粉末と、このニッケル系粉末を被覆する炭素被覆膜とを有する炭素被覆金属粉末であって、ESCAによる表面解析により以下の特性を有する炭素被覆金属粉末について説明する。ここでは、より分り易く説明するために、炭素被覆金属粉末を「炭素被覆ニッケル系粉末」と記載する。
粒子表面から中心に向けて1nmの位置は、炭素被覆膜表面に近い部分であり、炭素が多く存在している。粒子表面から中心に向けて11nmの位置は、炭素被覆膜とニッケル系粉末との界面付近であり、炭素とニッケルによるニッケルカーバイド層が存在している。このように、粒子表面から中心に向けて1nmと11nmの位置では、電子状態が異なるため、シフトが発生する。
このニッケルカーバイド層によりニッケルから炭素層へ連続的に変化することから接着力の高い強固な炭素被覆膜が形成される。
このように、粒子表面に酸化ニッケル及び水酸化ニッケルがほとんど存在しないことから、本発明の炭素被覆ニッケル系粉末の酸素含有量は極めて低く制抑されていることがわかる。
本発明にかかる炭素被覆金属粉末の製造方法は、反応容器内において金属原料を加熱し、当該金属原料を溶融・蒸発させて金属蒸気を発生させる金属蒸気発生工程と、キャリアガスにより前記金属蒸気を前記反応容器内から冷却管に搬送する搬送工程と、前記冷却管内において前記金属蒸気を冷却し、金属核を析出させる金属核析出工程と、前記析出した金属核を成長させる金属核成長工程とを備える。当該方法は、金属核析出工程において、前記冷却管内に炭素源を供給し、吸熱分解させることにより前記金属蒸気を急速冷却して、前記金属核の析出に並行して当該金属核表面上への炭素被覆膜形成を行うものであり、この製造方法により前記の本発明の炭素被覆金属粉末を得ることができる。
以下、本発明にかかる炭素被覆金属粉末の製造方法について添付の図面を参照して具体的に説明する。
反応容器101には、冷却管110が接続されている。反応容器101内で発生した金属蒸気は、キャリアガスにより冷却管110に搬送される。
冷却管110は、反応容器101側(上流側)から、金属蒸気を間接的に冷却する間接冷却区画ICと、炭素被覆金属粉末を直接的に冷却する直接冷却区画DCとを順次備える。間接冷却区画ICは、内管112と外管113の二重管で構成されている。そして、内管112の外壁と外管113の内壁との間の空間に冷却用流体を循環させ、冷却管110(内管112)の周囲を冷却又は加熱する。これにより、間接冷却区画ICの温度が制御される。そして、この間接冷却区画IC内で、反応容器101からの金属蒸気、並びに当該金属蒸気からの金属核の析出に並行して金属核表面上へ炭素被覆膜が形成されることにより生成した炭素被覆金属粉末に対して間接冷却を行っている。炭素被覆膜の形成のために供給される炭素源については以下に説明されている。
なお、本明細書の図面において、間接冷却区画IC及び直接冷却区画DCの具体的な冷却機構は省略されているが、本発明の作用効果を妨げない限り、公知のもの(一例として特表2002-530521号公報に記載のもの)を使用することができる。
まず、反応容器101の内部に金属原料を入れる。金属原料としては、目的とする炭素被覆金属粉末の金属成分を含有する導電性の物質であれば特に制限はなく、純金属の他、2種以上の金属成分を含む合金や複合物、混合物、化合物等を使用することができる。金属成分の一例としては、銀、金、カドミウム、コバルト、銅、鉄、ニッケル、パラジウム、白金、ロジウム、ルテニウム、タンタル、チタン、タングステン、ジルコニウム、モリブデン、ニオブ等を挙げることができる。金属原料としては、沸点が炭素源の分解温度より高いものが好ましく、700~3600℃のものがより好ましい。これにより、冷却管110内を炭素源の分解温度以上の雰囲気とすることが容易になる。また、3600℃を超えると、炭素被覆膜が制御しにくくなる。
キャリアガスの流量は、金属濃度が0.01~1g/Lとなるように制御することが好ましい。これにより、炭素源の吸熱分解により、金属蒸気を効率的に急速冷却することができる。
反応容器101から搬送された金属蒸気は、冷却管110内で冷却される。これにより、金属蒸気から金属核が析出される。本発明では、炭素源供給部111により冷却管110内に供給された炭素源を吸熱分解させ、金属蒸気を急速冷却させることにより、金属核の析出に並行して金属核表面上への炭素被覆膜形成を行うことを特徴とする。
炭素源としては、エタン、メタン、プロパン、ブタン、エチレン、プロピレン、ブチレン等の炭化水素、エタノール、モノエチレングリコール等のアルコールを使用することができる。また、固体状、液体状及び気体状のいずれの炭素源も用いることができるが、気体状の炭素源を用いることが好ましい。気体状の炭素源を用いることにより、炭素源を炭素単体まで分解しやすくなる。具体的には、炭素源として、メタンガス(分解温度700℃程度)を用いることが好ましい。また、用いる金属原料の沸点より炭素源の分解温度のほうが、好ましくは100℃以上、より好ましくは500℃以上、さらに好ましくは1000℃以上低いことが好ましく、金属原料としてニッケル又はニッケルを主成分とする金属原料、炭素源としてメタンガスを用いることが好ましい。これにより、金属蒸気が搬送されている冷却管110内の温度で炭素源が効率的に分解する。なお、炭素源をアルゴンガス等のキャリアガスに含ませた混合ガスとして供給する場合、この混合ガスを炭素源ということがある。
この場合、炭素源の分解温度以上且つ(金属原料の融点+当該融点×25%)℃以下である位置に炭素源を供給することがより好ましい。例えば、炭素源がメタンの場合には、その分解温度である700℃程度以上、1816℃(ニッケルの融点である1453℃+(1453℃×25%))以下の位置に炭素源を供給することがより好ましい。
前記のように、生成された金属核は、引き続き間接冷却区画IC内で粒成長及び結晶化が行われる。粒成長には、大きく分けて、核の周りにある金属蒸気が核の表面上に析出しながら進行していく粒成長と、隣り合う複数の核が合一しながら進行していく粒成長があり、粒度分布の広狭に対する影響としては後者が支配的と考えられる。本発明では、金属核の生成とほぼ同時又は遅くとも金属核の生成直後に金属核の表面上に炭素被覆膜が形成するので、合一による粒成長が抑制される。これにより粒度分布が極めて狭い均一粒径の揃った炭素被覆金属粉末が得られる。
捕集された炭素被覆金属粉末に対して、熱処理を施すことが好ましい。これにより、炭素被覆のグラファイトの結晶化度が高くなり、焼結抑制効果が向上する。グラファイトの結晶化度は、ラマンスペクトル測定においてグラファイトのGバンド起因のピーク強度で評価できる。好ましくは、Gバンドピークの半値幅が100以下である。100を超えると、アモルファス部分が多く残った状態となり、結晶化度が不十分となる。
本発明にかかる導電性ペーストは、前記の炭素被覆金属粉末を導電性粉末として含有し、これをバインダー樹脂、溶剤からなるビヒクルに混練させたものである。この導電性ペーストは、特に、積層コンデンサ、積層インダクタ、積層アクチュエータ等の積層電子部品の内部導体(内部電極)の形成に好適に用いられるが、その他にセラミック電子部品の端子電極や厚膜導体回路の形成に使用することもできる。炭素被覆金属粉末は、TMA特性等で特徴付けられる炭素被覆金属粉末、ESCAの解析により特徴付けられる炭素被覆ニッケル系粉末のいずれであってもよい。
上記の導電性ペースト、積層電子部品の製造方法の一例を以下に説明する。
上記のようにして、導電性ペーストが製造される。
さらに、本発明の炭素被覆金属粉末は、粒度分布が狭く、平均粒径が小さいため、炭素被覆金属粉末含有する導電性ペーストを塗布・焼成して形成された焼成膜は、膜厚が薄い場合であっても、穴(欠陥)が少なく、平滑性、緻密性、連続性に優れたものであり、内部導体層の薄層化が可能なものである。内部導体層の厚さは、例えば0.4~0.8μmである。
図2のプラズマ装置100を用いて炭素被覆金属粉末の製造を行った。冷却管110としては、内径3.8cmの内管112a(第1の間接冷却区画114)と、内径8cmの内管112b(第2の間接冷却区画115)と、内径15cmの内管112c(直接冷却区画DC)とを組合せたものを用いた。なお、内管112aの長さを20cm、内管112bの長さを22.5cm、内管112cの長さを20cmとした。また、第2の間接冷却区画115の上流端から5cm下流側に0.32cmの内径(供給口)を有する炭素源供給部111から炭素源を供給した。前記の構成を有するプラズマ装置をプラズマ装置Aと称する。
炭素源を供給し、金属蒸気が搬送されている状態で、炭素源を供給する位置(通常は仮想面120a近傍)の温度Tβは、1040℃であった。また、当該位置の温度は、炭素源を供給せず、金属蒸気が搬送されている状態で、1100℃の温度Tαであった。
以下の実施例において、特に断りがなければ、金属蒸気が搬送されている状態で冷却管に炭素源(比較例1、2では10%メタンガスに代わる窒素ガス)を供給する位置(通常は仮想面120a近傍)の温度をTβ、冷却管に炭素源(比較例1、2では10%メタンガスに代わる窒素ガス)を供給せず、金属蒸気が搬送されている状態での前記Tβ測定位置と同位置での温度をTαとした。
炭素源の流量を毎分7Lとした以外は実施例1と同様に実験を行った。Tαは1100℃、Tβは1050℃であった。
炭素源の流量を毎分6Lとした以外は実施例1と同様に実験を行った。Tαは1100℃、Tβは1050℃であった。
炭素源の流量を毎分40Lとした以外は実施例1と同様に実験を行った。Tαは1100℃、Tβは1024℃であった。
炭素源として、アルゴンガス中に3%のプロパンを含む混合ガスを用いた以外は実施例1と同様に実験を行った。Tαは1100℃、Tβは1035℃であった。
プラズマ装置Aを用いて炭素被覆金属粉末の製造を行った。金属原料としては銀を用い、蒸発速度は毎分100gであった。キャリアガスとしては窒素ガスを用い、冷却管を通過するキャリアガスは毎分200Lとし、金属濃度が0.5g/Lとなるよう制御した。炭素源としては10%メタンガスを用い、供給量は毎分25Lとし、供給する炭素源の温度は室温(25~30℃)とした。Tαは750℃、Tβは700℃であった。
プラズマ装置Aを用いて炭素被覆金属粉末の製造を行った。金属原料としては銅を用い、蒸発速度は毎分15gであった。キャリアガスとしては窒素ガスを用い、冷却管を通過するキャリアガスは毎分200Lとし、金属濃度が0.075g/Lとなるよう制御した。炭素源としては10%メタンガスを用い、供給量は毎分25Lとし、供給する炭素源の温度は室温(25~30℃)とした。Tαは920℃、Tβは880℃であった。
プラズマ装置Aを用いて炭素被覆金属粉末の製造を行った。金属原料としてはニッケルと銅の合金(銅の含有量2wt%)を用い、蒸発速度は毎分10gであった。キャリアガスとしては窒素ガスを用い、冷却管を通過するキャリアガスは毎分200Lとし、金属濃度が0.05g/Lとなるよう制御した。炭素源としては10%メタンガスを用い、供給量は毎分25Lとし、供給する炭素源の温度は室温(25~30℃)とした。Tαは1080℃、Tβは1035℃であった。
プラズマ装置Aを用いて炭素被覆金属粉末の製造を行った。金属原料としてはニッケルと銅の合金(銅の含有量20wt%)を用い、蒸発速度は毎分12gであった。キャリアガスとしては窒素ガスを用い、冷却管を通過するキャリアガスは毎分200Lとし、金属濃度が0.06g/Lとなるよう制御した。炭素源としては10%メタンガスを用い、供給量は毎分25Lとし、供給する炭素源の温度は室温(25~30℃)とした。Tαは1075℃、Tβは1020℃であった。
図2に記載のプラズマ装置100を用いて炭素被覆金属粉末の製造を行った。冷却管110としては、内径8.9cmの内管112a(第1の間接冷却区画114)と、内径10.3cmの内管112b(第2の間接冷却区画115)と、内径22cmの内管112c(直接冷却区画DC)とを組合せたものを用いた。なお、内管112aの長さを3.5cm、内管112bの長さを46cm、内管112cの長さを42.3cmとした。また、第2の間接冷却区画115の上流端から10cm下流側に1cmの内径(供給口)を有する炭素源供給部111から炭素源を供給した。前記の構成を有するプラズマ装置をプラズマ装置Bと称する。
プラズマ装置Bを用いて炭素被覆金属粉末の製造を行った。金属原料としてはニッケルを用い、蒸発速度は毎分50gであった。キャリアガスとしては窒素ガスを用いた。冷却管を通過するキャリアガスは毎分750Lとし、金属濃度が0.07g/Lとなるよう制御した。炭素源としてはアルゴンガス中に3%メタンガス含む混合ガスを用い、供給量は毎分103Lとし、供給する炭素源の温度は室温(25~30℃)とした。Tαは1650℃、Tβは1380℃であった。
図2に記載のプラズマ装置100を用いて炭素被覆金属粉末の製造を行った。冷却管110としては、内径8.9cmの内管112a(第1の間接冷却区画114)と、内径22cmの内管112b(第2の間接冷却区画115)と、内径22cmの内管112c(直接冷却区画DC)とを組合せたものを用いた。なお、内管112aの長さを10.3cm、内管112bの長さを22.5cm、内管112cの長さを44.3cmとした。また、第2の間接冷却区画115の上流端から11cm下流側に1cmの内径(供給口)を有する炭素源供給部111から炭素源を供給した。
図2に記載のプラズマ装置100を用いて炭素被覆金属粉末の製造を行った。冷却管110としては、内径10.3cmの内管112a(第1の間接冷却区画114)と、内径12.8cmの内管112b(第2の間接冷却区画115)と、内径36.9cmの内管112c(直接冷却区画DC)とを組合せたものを用いた。なお、内管112aの長さを24.5cm、内管112bの長さを45cm、内管112cの長さを54.7cmとした。また、第2の間接冷却区画115の上流端から10cm下流側に1.9cmの内径(供給口)を有する炭素源供給部111から炭素源を供給した。
炭素源供給部111からの供給材料として、炭素源(10%メタンガス)の代わりに窒素ガスを用いた以外は実施例1と同様に実験を行った。Tα及びTβはともに1100℃であった。
炭素源供給部111を第2の間接冷却区画115ではなく、直接冷却区画DCに設け、炭素源(10%メタンガス)の代わりに窒素ガスを直接冷却区画DC内に供給した以外は実施例6と同様に実験を行った。Tα及びTβはともに350℃であった。
炭素源供給部111を第2の間接冷却区画115ではなく、反応容器101に設け、炭素源を反応容器101内に供給した以外は実施例1と同様に実験を行った。前述の通り、キャリアガス中の金属蒸気は、反応容器101から間接冷却区画ICに導入された時点では例えば5000Kの温度であるので、Tαは5000K以上と想定できる。また、反応容器101内は継続的に加熱しているので、Tβも5000K以上と想定できる。
炭素源供給部111を第2の間接冷却区画115ではなく、直接冷却区画DCに設け、炭素源を直接冷却区画DC内に供給した以外は実施例1と同様に実験を行った。Tα及びTβはともに350℃ であった。
炭素源供給部111を設けていない、すなわち炭素源を供給しないこと以外は実施例1と同様に実験を行った。実施例1において、Tα及びTβを測定した箇所の温度は、1100℃であった。
実施例1~13、及び比較例1~5で得られた炭素被覆金属粉末それぞれの平均粒径、SD値、炭素含有量、不純物含有量及び炭素被覆膜の厚さを求めた。ここでは、不純物含有量として酸素、硫黄及び塩素の含有量を求めた。これらの結果は、表1に示した。

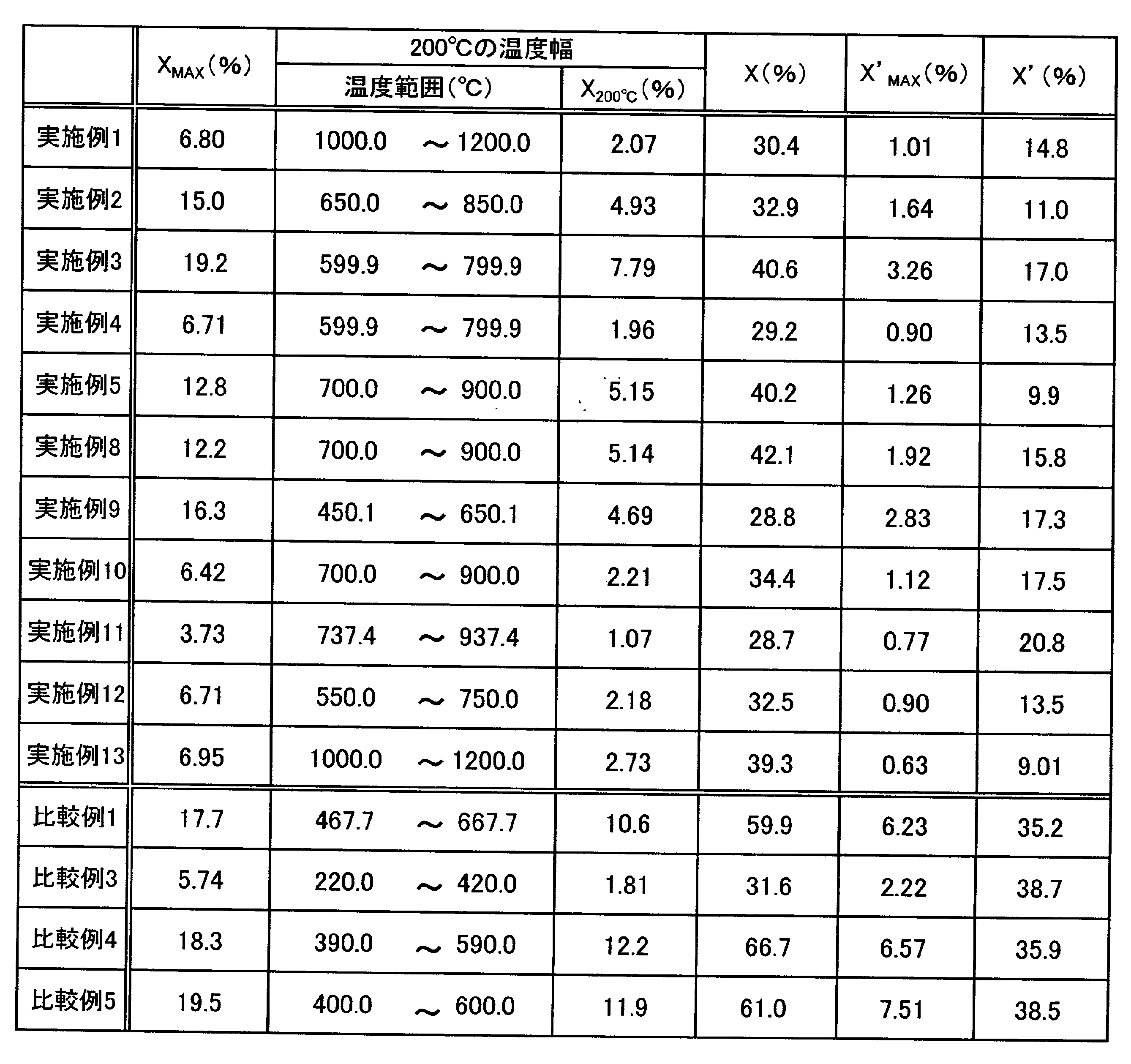
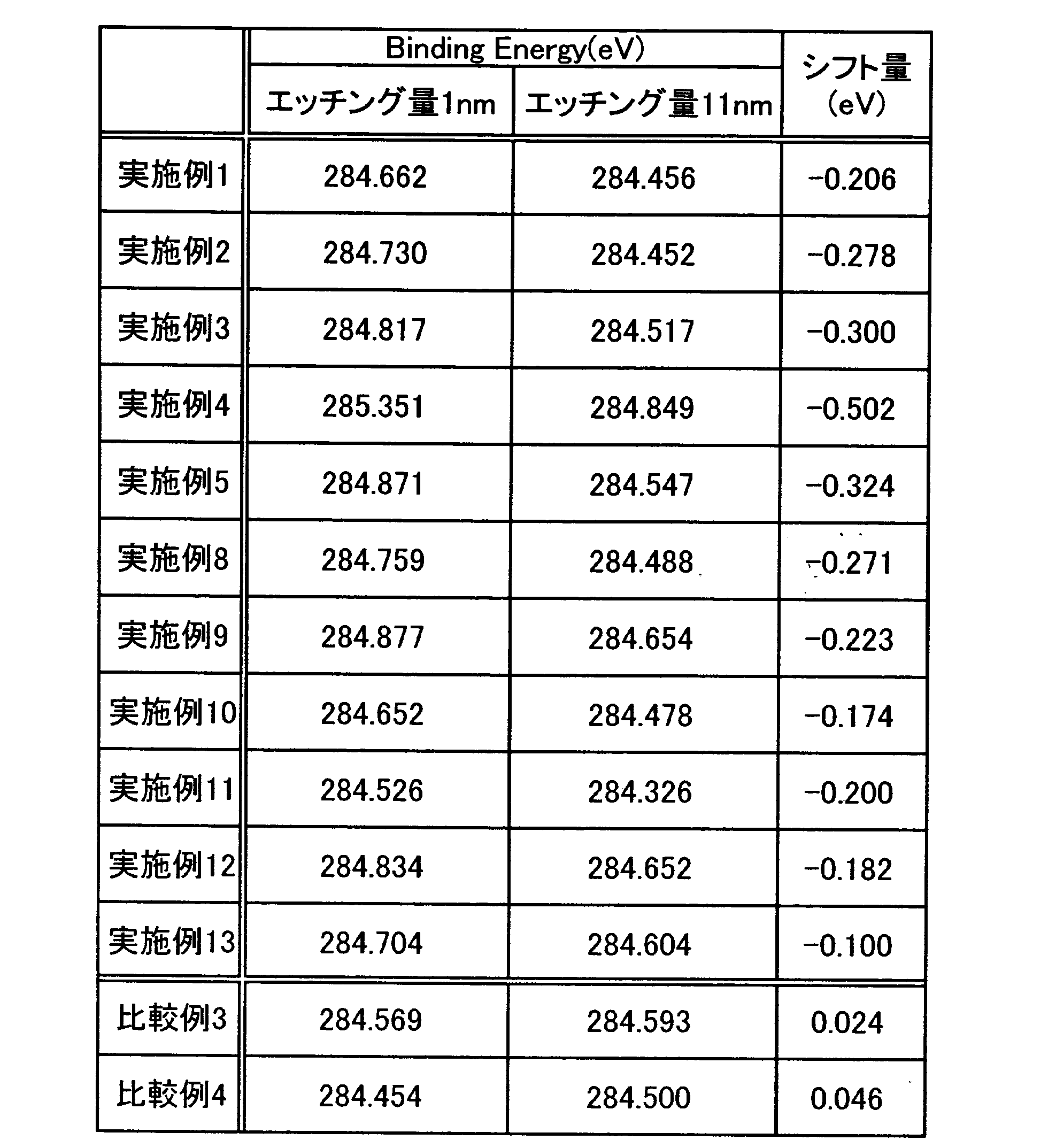
また、実施例1及び比較例3については、SEM(日立社製 SU-8020)で観察した。図13及び図14は、実施例1及び比較例3それぞれで得られた炭素被覆金属粉末のSEM像である。
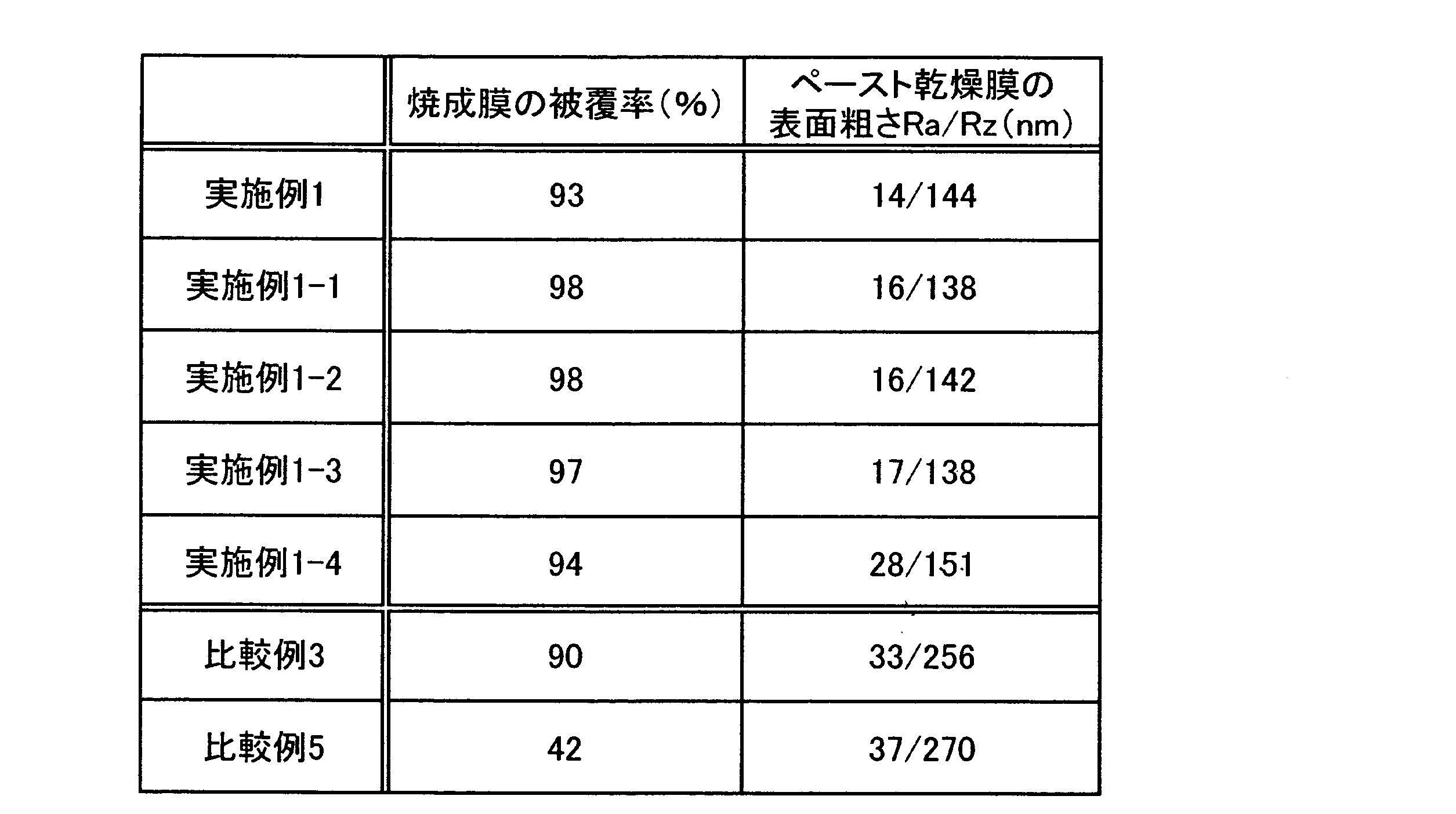
また、導電性ペーストを、乾燥後の膜厚が約1μmとなるようにアルミナ基板上に塗布し、大気雰囲気中、150℃、2時間乾燥させた。そして、表面粗さ計(小坂研究所製 SURFCORDER ET3000)を使ってこのペースト乾燥膜の表面粗さ(Ra値及びRz値)を求めた。表4に示した表面粗さRa、Rzは、JIS B 0601‐1994に規定された算術平均粗さ、十点平均粗さである。
以上の結果より、本発明の製造方法により得られた炭素被覆金属粉末は、不純物が少なく、かつ、粒度分布が狭い炭素被覆金属粉末が得られることが分かった。具体的には、実施例1と、炭素源を供給しないこと以外は実施例と同一の比較例5とを比較すると、実施例1の方が酸素含有量が少なく、平均粒径が小さく、SD値が小さいことが分かった。さらに、実施例1と、炭素源供給部111から炭素源以外のものを供給した比較例1とを比較しても、同様の傾向が見られた。また、図13、図14を比較することによっても、比較例3よりも実施例1で得られた炭素被覆金属粉末の方が粒径が小さく、かつ、粒度分布が狭いことが分かった。
また、実施例1~5、8~13ではいずれも酸化ニッケル及び水酸化ニッケルに帰属されるピークが存在しなかった。比較例1、4、5 ではいずれも酸化ニッケル及び水酸化ニッケルに帰属されるピークが存在した。
11 炭素被覆膜
100 プラズマ装置
101 反応容器
102 プラズマトーチ
103 プラズマ
104 カソード
105 アノード
106 キャリアガス供給部
107 フィードポート
108 溶湯
110 冷却管
IC 間接冷却区画
DC 直接冷却区画
111 炭素源供給部
112、112a、112b、112c 内管
113 外管
114 第1の間接冷却区画
115 第2の間接冷却区画
120a、120b 仮想面
Claims (21)
- 金属粉末と、当該金属粉末を被覆する炭素被覆膜とを有する炭素被覆金属粉末であって、
レーザー回折式粒度分布測定の体積基準の積算分率における10%値、50%値、90%値をそれぞれD10、D50、D90としたとき、D50が300nm以下、(D90-D10)/(D50)で示されるSD値が1.5以下、
酸素含有量が、単位重量の炭素被覆金属粉末に対する酸素成分の重量比率で、粉末の比表面積1m2/gあたり1500ppm以下、
窒素-水素還元雰囲気中で、5℃/分の速度で室温から1200℃まで昇温させてTMA測定を行ったとき、式(1)で示されるXが50以下である炭素被覆金属粉末。
X(%)=(X200℃/XMAX)×100 ・・・(1)
(式(1)において、XMAX:最大収縮率、X200℃:200℃の温度幅における最大収縮率と最小収縮率との差の最大値である。) - X200℃における200℃の温度幅をT℃以上(T+200)℃以下としたとき、T℃>400℃である請求項1に記載の炭素被覆金属粉末。
- 室温から400℃までの範囲における最大収縮率をX’MAXとしたとき、X’(%)=(X’MAX/XMAX)×100で示されるX’が30以下である請求項1又は2に記載の炭素被覆金属粉末。
- 前記金属粉末は、ニッケル及び銅のうち少なくともいずれかを含む請求項1乃至3のいずれか一項に記載の炭素被覆金属粉末。
- 実質的にニッケルのみからなる又はニッケルを主成分とするニッケル系粉末と、当該ニッケル系粉末を被覆する炭素被覆膜とを有する炭素被覆金属粉末であって、
酸素含有量が、単位重量の炭素被覆金属粉末に対する酸素成分の重量比率で、粉末の比表面積1m2/gあたり1500ppm以下、
ESCAによる表面解析において、粒子表面から中心に向けて1nmの位置における炭素原子の1sに帰属されるピーク位置に対して、粒子表面から中心に向けて11nmの位置における前記ピーク位置が、低エネルギー側にシフトしている炭素被覆金属粉末。 - 前記ESCAによる表面解析において、粒子表面から中心に向けて1nmの位置における炭素原子の1sに帰属されるピーク位置に対して、粒子表面から中心に向けて11nmの位置における前記ピーク位置が、0.08eV以上低エネルギー側にシフトしている請求項5記載の炭素被覆金属粉末。
- 酸化ニッケル及び水酸化ニッケルに帰属されるピークが存在しない請求項5又は6記載の炭素被覆金属粉末。
- レーザー回折式粒度分布測定の体積基準の積算分率における10%値、50%値、90%値をそれぞれD10、D50、D90としたとき、D50が300nm以下、(D90-D10)/(D50)で示されるSD値が1.5以下、
窒素-水素還元雰囲気中で、5℃/分の速度で室温から1200℃まで昇温させてTMA測定を行ったとき、式(1)で示されるXが50以下である請求項5乃至7のいずれか一項に記載の炭素被覆金属粉末。
X(%)=(X200℃/XMAX)×100 ・・・(1)
(式(1)において、XMAX:最大収縮率、X200℃:200℃の温度幅における最大収縮率と最小収縮率との差の最大値である。) - 前記ニッケル系粉末は、実質的にニッケルのみからなる粉末、又は、2~20wt%の銅を含むニッケル粉末である請求項5乃至8のいずれか一項に記載の炭素被覆金属粉末。
- 反応容器内において金属原料を加熱し、当該金属原料を溶融・蒸発させて金属蒸気を発生させる金属蒸気発生工程と、
キャリアガスにより前記金属蒸気を前記反応容器内から冷却管に搬送する搬送工程と、
前記冷却管内において前記金属蒸気を冷却し、金属核を析出させる金属核析出工程と、
前記析出した金属核を成長させる金属核成長工程と、
を備える炭素被覆金属粉末の製造方法であって、
前記金属核析出工程では、前記冷却管内に炭素源を供給し、吸熱分解させることにより前記金属蒸気を急速冷却して、前記金属核の析出に並行して当該金属核表面上への炭素被覆膜形成を行う炭素被覆金属粉末の製造方法。 - 前記金属核析出工程では、前記炭素源の分解温度以上、(前記金属原料の沸点+当該沸点×10%)℃以下の位置に炭素源を供給する請求項10に記載の炭素被覆金属粉末の製造方法。
- 前記金属原料の沸点より前記炭素源の分解温度のほうが100℃以上低い請求項10又は11に記載の炭素被覆金属粉末の製造方法。
- 前記金属原料は、ニッケル及び銅のうち少なくともいずれかを含む請求項10乃至12のいずれか一項に記載の炭素被覆金属粉末の製造方法。
- 前記金属原料は実質的にニッケルのみからなる、実質的に銅のみからなる、又は2~20wt%の銅を含むニッケル系金属原料であり、前記炭素源がメタンガスである請求項13に記載の炭素被覆金属粉末の製造方法。
- 前記金属核析出工程は、前記反応容器から前記キャリアガスによって搬送される前記金属蒸気を間接的に冷却する間接冷却工程において行われることを特徴とする請求項10乃至14のいずれか一項に記載の炭素被覆金属粉末の製造方法。
- 前記間接冷却工程は、
第1の間接冷却工程と、
前記第1の間接冷却工程の金属蒸気の濃度を下げた状態で間接冷却を行う第2の間接冷却工程とを備え、
前記第2の間接冷却工程において、前記炭素源を吸熱分解させることにより前記金属蒸気を急速冷却して、前記金属核の析出に並行して当該金属核表面上への前記炭素被覆膜形成を行う請求項15に記載の炭素被覆金属粉末の製造方法。 - 金属核成長工程後に、
金属核を結晶化させて得られた炭素被覆金属粉末を捕集する捕集工程と、
捕集した前記炭素被覆金属粉末に対して、不活性雰囲気下、180℃以上1000℃以下、1時間以上10時間以下の熱処理、又は、大気雰囲気下、180℃以上400℃以下、1時間以上10時間以下の熱処理を行う熱処理工程とを備える請求項10乃至16のいずれか一項に記載の炭素被覆金属粉末の製造方法。 - 前記金属蒸気発生工程では、前記金属原料をプラズマにより加熱する請求項10乃至17のいずれか一項に記載の炭素被覆金属粉末の製造方法。
- 請求項1乃至9のいずれか一項に記載の炭素被覆金属粉末とバインダー樹脂と溶剤とを含む導電性ペースト。
- 請求項19に記載の導電性ペーストを用いて形成された内部導体ペースト層と未焼成セラミック層とを交互に複数層積層した積層体を形成し、該積層体を焼成することにより内部導体層が形成された積層電子部品。
- 前記内部導体層の被覆率は90%より高い請求項20に記載の積層電子部品。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580027341.0A CN106457389B (zh) | 2014-06-20 | 2015-06-17 | 碳被覆金属粉末、含有碳被覆金属粉末的导电性糊剂及使用了其的层叠电子部件 |
| EP15809662.8A EP3159079B1 (en) | 2014-06-20 | 2015-06-17 | Carbon-coated metal powder, conductive paste containing carbon-coated metal powder and multilayer electronic component using same, and method for manufacturing carbon-coated metal powder |
| US15/037,943 US9943909B2 (en) | 2014-06-20 | 2015-06-17 | Carbon-coated metal powder, conductive paste containing carbon-coated metal powder and multilayer electronic component using same, and method for manufacturing carbon-coated metal powder |
| KR1020167013609A KR101730307B1 (ko) | 2014-06-20 | 2015-06-17 | 탄소 피복 금속분말, 탄소 피복 금속분말을 함유하는 도전성 페이스트 및 이를 이용한 적층 전자부품 |
| KR1020167026623A KR101766173B1 (ko) | 2014-06-20 | 2015-06-17 | 탄소 피복 금속분말의 제조방법 |
| CA2930514A CA2930514C (en) | 2014-06-20 | 2015-06-17 | Carbon-coated metal powder, method for manufacturing thereof,and applications of the powder in electronic components |
| EP18199481.5A EP3444048A1 (en) | 2014-06-20 | 2015-06-17 | Carbon-coated-metal powder, electroconductive paste containing carbon-coated-metal powder, and layered electronic component in which said paste is used |
| JP2015556323A JP5936091B2 (ja) | 2014-06-20 | 2015-06-17 | 炭素被覆金属粉末、炭素被覆金属粉末を含有する導電性ペースト及びそれを用いた積層電子部品、並びに炭素被覆金属粉末の製造方法 |
| US15/905,091 US10569333B2 (en) | 2014-06-20 | 2018-02-26 | Carbon-coated metal-powder, conductive paste containing carbon-coated metal powder and multilayer electronic component using same, and method for manufacturing carbon-coated metal powder |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-127136 | 2014-06-20 | ||
| JP2014127136 | 2014-06-20 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/037,943 A-371-Of-International US9943909B2 (en) | 2014-06-20 | 2015-06-17 | Carbon-coated metal powder, conductive paste containing carbon-coated metal powder and multilayer electronic component using same, and method for manufacturing carbon-coated metal powder |
| US15/905,091 Division US10569333B2 (en) | 2014-06-20 | 2018-02-26 | Carbon-coated metal-powder, conductive paste containing carbon-coated metal powder and multilayer electronic component using same, and method for manufacturing carbon-coated metal powder |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015194579A1 true WO2015194579A1 (ja) | 2015-12-23 |
Family
ID=54935559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/067401 WO2015194579A1 (ja) | 2014-06-20 | 2015-06-17 | 炭素被覆金属粉末、炭素被覆金属粉末を含有する導電性ペースト及びそれを用いた積層電子部品、並びに炭素被覆金属粉末の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9943909B2 (ja) |
| EP (2) | EP3159079B1 (ja) |
| JP (1) | JP5936091B2 (ja) |
| KR (2) | KR101730307B1 (ja) |
| CN (3) | CN107745120B (ja) |
| CA (1) | CA2930514C (ja) |
| MY (1) | MY178732A (ja) |
| TW (1) | TWI584891B (ja) |
| WO (1) | WO2015194579A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114728338A (zh) * | 2019-11-18 | 2022-07-08 | 日清工程株式会社 | 微粒子的制造装置及微粒子的制造方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6029719B2 (ja) * | 2014-07-31 | 2016-11-24 | Dowaエレクトロニクス株式会社 | 銀粉及びその製造方法、並びに導電性ペースト |
| JP6029720B2 (ja) * | 2014-07-31 | 2016-11-24 | Dowaエレクトロニクス株式会社 | 銀粉及びその製造方法、並びに導電性ペースト |
| WO2016057250A1 (en) * | 2014-10-05 | 2016-04-14 | Leonid Grigorian | 3d printers and feedstocks for 3d printers |
| JP6573563B2 (ja) | 2016-03-18 | 2019-09-11 | 住友金属鉱山株式会社 | ニッケル粉末、ニッケル粉末の製造方法、およびニッケル粉末を用いた内部電極ペーストならびに電子部品 |
| TWI618589B (zh) * | 2016-12-23 | 2018-03-21 | 悅城科技股份有限公司 | 製造材料粉末的方法及裝置 |
| CN109483110B (zh) * | 2018-12-30 | 2024-10-15 | 明鑫(重庆)机器人科技有限公司 | 一种焊接生产线 |
| US20230104924A1 (en) * | 2020-02-18 | 2023-04-06 | Forge Nano, Inc. | Atomic Layer Deposition (ALD) for Multi-Layer Ceramic Capacitors (MLCCs) |
| KR102396552B1 (ko) * | 2020-04-28 | 2022-05-12 | 한국과학기술연구원 | 전기전도성 및 이온전도성을 갖는 유기라디칼단량체 단결정 및 그 제조방법 |
| WO2022071823A1 (en) | 2020-09-30 | 2022-04-07 | Siemens Energy Global Gmbh & Go. Kg | A spherical carbide-coated metal powder and method for production thereof |
| KR102337036B1 (ko) * | 2020-12-23 | 2021-12-07 | 창원대학교 산학협력단 | 플라즈마 절단 폐기물을 이용한 3d 프린터용 금속 분말 및 그 제조방법 |
| KR20230008405A (ko) * | 2021-07-07 | 2023-01-16 | 삼성전기주식회사 | 커패시터 부품 및 커패시터 부품의 제조 방법 |
| CN216421070U (zh) * | 2021-10-19 | 2022-05-03 | 江苏博迁新材料股份有限公司 | 一种物理气相法制备超细粉体材料用的金属蒸气成核装置 |
| CN117758102A (zh) * | 2023-12-05 | 2024-03-26 | 哈尔滨工业大学 | 一种基于石墨烯限域生长的制备高质量石墨烯-铜复合粉体及其高强高导复合材料的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6320032A (ja) * | 1986-07-14 | 1988-01-27 | Res Dev Corp Of Japan | 被膜を有する超微粒子の製造法 |
| JP2008308733A (ja) * | 2007-06-14 | 2008-12-25 | Toda Kogyo Corp | 炭素被覆ニッケル粉末及びその製造方法 |
| US20090297709A1 (en) * | 2008-05-29 | 2009-12-03 | Vale Inco Limited | Carbon encapsulated metal particles and method of manufacturing the same |
| JP2013091824A (ja) * | 2011-10-25 | 2013-05-16 | Kri Inc | カーボン複合金属微粒子およびその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0881959B1 (en) * | 1996-02-23 | 2003-09-03 | Höganäs Ab | Phosphate coated iron powder and method for the manufacturing thereof |
| JP3475749B2 (ja) * | 1997-10-17 | 2003-12-08 | 昭栄化学工業株式会社 | ニッケル粉末及びその製造方法 |
| JP2001073008A (ja) * | 1999-08-31 | 2001-03-21 | Toho Titanium Co Ltd | ニッケル粉の製造方法 |
| EP1543902A4 (en) * | 2002-08-28 | 2007-06-27 | Toho Titanium Co Ltd | METAL NICKEL POWDER AND PROCESS FOR PRODUCING THE SAME |
| JP3812523B2 (ja) * | 2002-09-10 | 2006-08-23 | 昭栄化学工業株式会社 | 金属粉末の製造方法 |
| JP2005008960A (ja) | 2003-06-19 | 2005-01-13 | Fujikura Ltd | 金属粉末及びその製造方法 |
| CN1621182A (zh) * | 2003-11-25 | 2005-06-01 | 三星电子株式会社 | 含碳的镍粒子粉末及其制造方法 |
| TWI402117B (zh) * | 2005-10-17 | 2013-07-21 | Nisshin Seifun Group Inc | 超微粒子的製造方法 |
| JP4697539B2 (ja) * | 2005-12-07 | 2011-06-08 | 昭栄化学工業株式会社 | ニッケル粉末、導体ペーストおよびそれを用いた積層電子部品 |
| JP4978237B2 (ja) * | 2006-04-27 | 2012-07-18 | 昭栄化学工業株式会社 | ニッケル粉末の製造方法 |
| US8609060B1 (en) * | 2006-08-15 | 2013-12-17 | U.S. Department Of Energy | Method of producing carbon coated nano- and micron-scale particles |
| CN101176915B (zh) * | 2006-11-09 | 2010-05-26 | 南京大学 | 一种碳包覆的纳米金属镍颗粒材料的制备方法 |
| WO2009015493A1 (en) * | 2007-07-27 | 2009-02-05 | Eth Zurich | Compositions comprising carbon coated, non-noble metal nanoparticles |
| KR20090026512A (ko) * | 2007-09-10 | 2009-03-13 | 대주전자재료 주식회사 | 아크 플라즈마 장치를 이용한 니켈 나노분말의 제조방법 및장치 |
| JP4824095B2 (ja) | 2009-03-12 | 2011-11-24 | 株式会社栗本鐵工所 | 磁気粘性流体 |
| JP5788376B2 (ja) | 2010-08-27 | 2015-09-30 | 株式会社東芝 | 金属含有粒子集合体及びその製造方法 |
| JP5824906B2 (ja) * | 2011-06-24 | 2015-12-02 | 昭栄化学工業株式会社 | 金属粉末製造用プラズマ装置及び金属粉末製造方法 |
| JP5821579B2 (ja) * | 2011-12-01 | 2015-11-24 | 昭栄化学工業株式会社 | 金属粉末製造用プラズマ装置 |
| JP5900510B2 (ja) * | 2011-12-06 | 2016-04-06 | 昭栄化学工業株式会社 | 金属粉末製造用プラズマ装置 |
| JP5993763B2 (ja) | 2012-04-04 | 2016-09-14 | 新日鉄住金化学株式会社 | 複合ニッケル粒子 |
| JP5993764B2 (ja) | 2012-04-04 | 2016-09-14 | 新日鉄住金化学株式会社 | 複合ニッケル粒子 |
-
2015
- 2015-06-17 CN CN201710981440.3A patent/CN107745120B/zh active Active
- 2015-06-17 MY MYPI2016701785A patent/MY178732A/en unknown
- 2015-06-17 CN CN201580027341.0A patent/CN106457389B/zh active Active
- 2015-06-17 CN CN201710981445.6A patent/CN107803498B/zh active Active
- 2015-06-17 CA CA2930514A patent/CA2930514C/en active Active
- 2015-06-17 EP EP15809662.8A patent/EP3159079B1/en active Active
- 2015-06-17 US US15/037,943 patent/US9943909B2/en active Active
- 2015-06-17 WO PCT/JP2015/067401 patent/WO2015194579A1/ja active Application Filing
- 2015-06-17 KR KR1020167013609A patent/KR101730307B1/ko active IP Right Grant
- 2015-06-17 EP EP18199481.5A patent/EP3444048A1/en not_active Ceased
- 2015-06-17 JP JP2015556323A patent/JP5936091B2/ja active Active
- 2015-06-17 KR KR1020167026623A patent/KR101766173B1/ko active IP Right Grant
- 2015-06-18 TW TW104119690A patent/TWI584891B/zh active
-
2018
- 2018-02-26 US US15/905,091 patent/US10569333B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6320032A (ja) * | 1986-07-14 | 1988-01-27 | Res Dev Corp Of Japan | 被膜を有する超微粒子の製造法 |
| JP2008308733A (ja) * | 2007-06-14 | 2008-12-25 | Toda Kogyo Corp | 炭素被覆ニッケル粉末及びその製造方法 |
| US20090297709A1 (en) * | 2008-05-29 | 2009-12-03 | Vale Inco Limited | Carbon encapsulated metal particles and method of manufacturing the same |
| JP2013091824A (ja) * | 2011-10-25 | 2013-05-16 | Kri Inc | カーボン複合金属微粒子およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3159079A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114728338A (zh) * | 2019-11-18 | 2022-07-08 | 日清工程株式会社 | 微粒子的制造装置及微粒子的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201617151A (zh) | 2016-05-16 |
| EP3444048A1 (en) | 2019-02-20 |
| CN107745120B (zh) | 2019-08-20 |
| TWI584891B (zh) | 2017-06-01 |
| KR20160084402A (ko) | 2016-07-13 |
| CN106457389A (zh) | 2017-02-22 |
| US20180001388A9 (en) | 2018-01-04 |
| CN107803498B (zh) | 2020-08-04 |
| CA2930514C (en) | 2017-08-08 |
| EP3159079A1 (en) | 2017-04-26 |
| CN107803498A (zh) | 2018-03-16 |
| US20180185924A1 (en) | 2018-07-05 |
| MY178732A (en) | 2020-10-20 |
| KR20160114202A (ko) | 2016-10-04 |
| CN106457389B (zh) | 2018-07-03 |
| EP3159079A4 (en) | 2018-01-24 |
| US20160271700A1 (en) | 2016-09-22 |
| JP5936091B2 (ja) | 2016-06-15 |
| CA2930514A1 (en) | 2015-12-23 |
| EP3159079B1 (en) | 2021-09-15 |
| US9943909B2 (en) | 2018-04-17 |
| JPWO2015194579A1 (ja) | 2017-04-20 |
| US10569333B2 (en) | 2020-02-25 |
| KR101730307B1 (ko) | 2017-04-25 |
| KR101766173B1 (ko) | 2017-08-07 |
| CN107745120A (zh) | 2018-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5936091B2 (ja) | 炭素被覆金属粉末、炭素被覆金属粉末を含有する導電性ペースト及びそれを用いた積層電子部品、並びに炭素被覆金属粉末の製造方法 | |
| JP5626217B2 (ja) | ニッケル微粉及びその製造方法 | |
| TWI400719B (zh) | 鎳粉末、導電糊及使用它之多層電子組件 | |
| JP6876001B2 (ja) | ニッケル粉末の製造方法 | |
| KR101151118B1 (ko) | 티탄산바륨 분말, 니켈 페이스트, 제법 및 적층 세라믹 콘덴서 | |
| JP5327442B2 (ja) | ニッケル−レニウム合金粉末及びそれを含有する導体ペースト | |
| Na et al. | Radio frequency thermal plasma-processed Ni-W nanostructures for printable microcircuit electrodes | |
| JP2009013456A (ja) | ニッケル合金粉末の製造方法 | |
| TWI418639B (zh) | 鎳-錸合金粉末及含有它之導電糊 | |
| WO2004067211A1 (ja) | 金属微粉末およびその製造方法ならびにこの金属微粉末を用いた導電ペースト | |
| JPWO2007029789A1 (ja) | プリント配線板の内蔵キャパシタ回路に適したpzt系誘電層の形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015556323 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15809662 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2930514 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15037943 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167013609 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015809662 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015809662 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |