WO2015105187A1 - 軸受部品 - Google Patents
軸受部品 Download PDFInfo
- Publication number
- WO2015105187A1 WO2015105187A1 PCT/JP2015/050531 JP2015050531W WO2015105187A1 WO 2015105187 A1 WO2015105187 A1 WO 2015105187A1 JP 2015050531 W JP2015050531 W JP 2015050531W WO 2015105187 A1 WO2015105187 A1 WO 2015105187A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- content
- fatigue life
- amount
- austenite
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D23/00—Casting processes not provided for in groups B22D1/00 - B22D21/00
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/36—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for balls; for rollers
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/38—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for roll bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/68—Furnace coilers; Hot coilers
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
- F16C2204/66—High carbon steel, i.e. carbon content above 0.8 wt%, e.g. through-hardenable steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
- F16C2204/70—Ferrous alloys, e.g. steel alloys with chromium as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
- F16C2204/70—Ferrous alloys, e.g. steel alloys with chromium as the next major constituent
- F16C2204/72—Ferrous alloys, e.g. steel alloys with chromium as the next major constituent with nickel as further constituent, e.g. stainless steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/40—Shaping by deformation without removing material
- F16C2220/44—Shaping by deformation without removing material by rolling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/02—Mechanical treatment, e.g. finishing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/10—Hardening, e.g. carburizing, carbo-nitriding
Definitions
- the present invention relates to bearing components such as a needle bearing and a roller bearing.
- bearing components such as a needle bearing and a roller bearing.
- Bearing parts such as needle bearings, roller bearings, and ball bearings are continuously used even when foreign matters such as burrs and wear powder are mixed in the lubricating oil, that is, in a foreign matter mixed environment. Therefore, it is important to improve the rolling fatigue life of the bearing component in an environment where foreign matter is mixed. It is known that increasing the retained austenite is effective in improving the rolling fatigue life of bearing components in an environment where foreign matter is mixed. Therefore, surface treatments such as carburizing and nitriding are performed on the steel for bearing parts.
- Patent Document 1 discloses a steel material for bearings in which carburizing treatment and nitriding treatment are omitted, and a large amount of retained austenite is contained by quenching and tempering treatment.
- the bearing component disclosed in Patent Document 1 secures the amount of retained austenite by adding C, Mn, Ni or Mo to the steel and lowering the martensite transformation start temperature (Ms point). Yes.
- Ms point martensite transformation start temperature
- Patent Document 2 discloses a method for producing retained austenite by using spherical cementite to suppress the coarsening of the crystal grain size.
- spheroidizing heat treatment is performed at a high temperature for a long time.
- C was dissolved in the austenite phase, and the number density of spherical cementite was insufficient.
- the average grain size of the prior austenite was coarsened, and a sufficient rolling fatigue life improvement effect could not be obtained.
- Patent Document 3 discloses a high carbon steel rolled wire rod for bearing parts, which was invented by a part of the present inventors and can be drawn without performing a spheroidizing heat treatment. Has been.
- Patent Document 1 it has been found that when the amount of Mn added in the steel is increased, it becomes difficult to process the steel for bearing parts by omitting the spheroidizing heat treatment for the reasons described above.
- Patent Document 3 in order to manufacture a bearing component having excellent rolling fatigue life in a foreign matter-mixed environment using the material of Patent Document 3, the structure control by wire drawing and quenching with controlled quenching temperature is performed. I found it necessary.
- the present invention has been made in view of such circumstances, and in order to ensure excellent wire drawing workability, the content of Mn is suppressed and a spheroidizing heat treatment is not performed, and in a foreign matter mixed environment.
- An object of the present invention is to provide a bearing component having excellent rolling fatigue life.
- the present inventors have found that the amount of retained austenite can be controlled to 15% to 25% in volume% by refining the average grain size of prior austenite to 8.0 ⁇ m or less. Furthermore, by setting the number density of voids having an equivalent circle diameter of 0.02 ⁇ m or more and 3.0 ⁇ m or less to 2000 pieces / mm 2 or less, the rolling fatigue life of bearing parts is improved even in a foreign matter mixed environment. I found that I can do it.
- the gist of the present invention is as follows.
- the bearing component according to an embodiment of the present invention has a chemical composition of mass%, C: 0.95% to 1.10%, Si: 0.10% to 0.70%, Mn: 0 20% to 1.20%, Cr: 0.90% to 1.60%, Al: 0.010% to 0.100%, N: 0.003% to 0.030%, P: It is limited to 0.025% or less, S: 0.025% or less, O: 0.0010% or less, and optionally, Mo: 0.25% or less, B: 0.0050% or less, Cu: 1.0%
- the balance consists of Fe and impurities
- the metal structure is residual austenite, spherical cementite and martensite
- the amount of the residual austenite is , 15% to 25% by volume
- the average particle size of the prior austenite is 8.0 ⁇ m.
- the chemical component is, in mass%, Mo: 0.01% to 0.25%, B: 0.0001% to 0.0050%, Cu: 0
- One or more of 0.1% to 1.0%, Ni: 1.0% to 3.0%, and Ca: 0.0001% to 0.0015% may be contained.
- the bearing component described in the above (1) or (2) is made of an iron powder having a Vickers hardness of 750 Hv or more and a hardness of 750 Hv to 800 Hv and a particle size of 100 ⁇ m to 180 ⁇ m.
- the rolling fatigue life may be 5.0 ⁇ 10 6 or more in a foreign matter mixed environment in which 1 g is mixed.
- the present invention by controlling the average grain size of retained austenite, the amount of retained austenite, and the number density of voids of a predetermined size, excellent rolling fatigue can be achieved even in a foreign matter mixed environment.
- a bearing component having a lifetime can be obtained.
- the lifetime improvement of a machine can be achieved by applying the bearing component of the said aspect to a motor vehicle, an industrial machine, etc.
- the present inventors have examined the appropriate amount of retained austenite and the production conditions for controlling the amount of retained austenite, and obtained the following knowledge.
- the amount (volume%) of retained austenite can be measured, for example, from the ratio of the diffraction intensity of martensite ⁇ (211) by X-ray diffraction and the diffraction intensity of retained austenite ⁇ (220).
- the amount of retained austenite can be determined using, for example, RINT2500 manufactured by Rigaku Corporation.
- the rolling fatigue life is improved even in a foreign matter mixed environment.
- the required amount of retained austenite is 15% or more by volume%.
- the hardness decreases, for example, the Vickers hardness is less than 750 Hv, and the strength of the bearing component decreases.
- the aging of the dimensions increases, and the function as a bearing part is reduced. Therefore, in order to improve the rolling fatigue life in a foreign matter mixed environment, it is necessary to control the amount of retained austenite to 15% to 25% in volume%.
- Ms point martensitic transformation temperature
- the Ms point is affected by the amount of solid solution of elements such as C, Si, Mn and the like in the austenite phase, and is greatly influenced by the amount of C dissolved in the austenite phase.
- the heating temperature of the quenching process is increased in order to increase the amount of dissolved C, the average grain size of the prior austenite becomes coarse.
- the amount of C dissolved in martensite after quenching increases. For this reason, the rolling fatigue life and toughness of the bearing parts are reduced.
- the present inventors paid attention to stabilization of the austenite phase by refining crystal grains.
- the average grain size of the prior austenite was reduced by drawing the steel for bearing parts (pearlite steel) with a pearlite structure and optimizing the introduced processing strain and the heating temperature of the quenching treatment. It turned out that it can refine.
- the amount of retained austenite was controlled to 15% to 25% by volume%, and the average particle diameter of the prior austenite of the bearing parts was found to be 8.0 ⁇ m or less.
- the average particle diameter of prior austenite is obtained by the following method.
- a prior austenite grain boundary appears by polishing and corrosion of the C section perpendicular to the longitudinal direction.
- an area having a radius of 3 mm from the center of the C cross section is set as a central portion, and the central portion is photographed with a 400 ⁇ field of view using an optical microscope.
- the average grain size of the prior austenite In order to refine the average grain size of the prior austenite, it is preferable to control the total area reduction rate during wire drawing and the heating temperature during quenching.
- the pearlite steel With the area ratio of proeutectoid cementite to 5% or less, wire drawing with a total area reduction rate of 50% or more, and further quenching by heating to 820 ° C or more and 890 ° C or less,
- the average particle size of the prior austenite can be suppressed to 8.0 ⁇ m or less, and the amount of retained austenite can be controlled to 15% to 25% in volume%.
- the average grain size of the prior austenite may become coarse due to heating during the quenching process, and may exceed 8.0 ⁇ m.
- the heating temperature of the quenching treatment is less than 820 ° C.
- the amount of C dissolved is reduced, so that the amount of retained austenite is less than 15% by volume.
- the heating temperature of the quenching treatment exceeds 890 ° C.
- cementite is decomposed and C solid solution is promoted.
- suppression of grain growth becomes insufficient, and the average grain size of prior austenite exceeds 8.0 ⁇ m.
- the amount of retained austenite may be 25% by volume and exceed 25%.
- FIG. 2 shows the relationship between the average grain size of the prior austenite and the amount of retained austenite
- FIG. 3 shows the relationship between the amount of retained austenite and the rolling fatigue life in a foreign matter mixed environment.
- the average particle size of prior austenite is 8.0 ⁇ m or less
- the amount of retained austenite is 15% or more by volume%.
- the average particle size of prior austenite exceeds 8.0 ⁇ m
- the amount of retained austenite is reduced by volume to less than 15%.
- the rolling fatigue life in a foreign matter mixed environment is good. However, if the amount of retained austenite is less than 15% by volume, the rolling fatigue life in a foreign matter mixed environment is lowered.
- the size of the void at the equivalent circle diameter is 0.02 ⁇ m or more and 3.0 ⁇ m or less. If the equivalent circle diameter and the void size is less than 0.02 ⁇ m, it cannot be observed in 2000 times observation using SEM. Further, if the void size exceeds 3.0 ⁇ m, it becomes a starting point of cracking during processing, and the bearing component according to this embodiment cannot be manufactured. Therefore, the size of the void with an equivalent circle diameter is 0.02 ⁇ m or more and 3.0 ⁇ m or less.
- Voids are usually generated at the boundary between spherical cementite and ferrite, which is the matrix structure, by wire drawing after spheroidizing heat treatment.
- the voids also remain in the bearing parts after quenching and tempering.
- the voids impair the rolling fatigue life and impact characteristics of the bearing parts in a foreign matter mixed environment.
- the number density of voids of a predetermined size in the metal structure is 2000 pieces / mm 2 or less. I found out that More preferably, it is 1500 pieces / mm 2 or less.
- the present inventors paid attention to the void generation mechanism and intensively studied the suppression of void generation. As a result, it was found that a large amount of coarse voids was generated when the steel subjected to the spheroidizing heat treatment or the pearlite steel having an area ratio of proeutectoid cementite exceeding 5% was drawn.
- the pearlite steel used for wire drawing is pearlite steel in which the area ratio of pro-eutectoid cementite is suppressed to 5% or less, so that the generation of voids during wire drawing is suppressed and generated in bearing parts. It was found that the number density of voids can be suppressed to 2000 pieces / mm 2 or less.
- the average grain size of the prior austenite of the bearing parts is set to 8.
- the material pearlite steel in which the area ratio of pro-eutectoid cementite is suppressed to 5% or less subjecting the material to wire drawing, and quenching. It can be suppressed to 0 ⁇ m or less.
- the number density of voids having a predetermined size is obtained as follows.
- the bearing part is cut at a center in the longitudinal direction with a cross section parallel to the longitudinal direction.
- the cut L section is mirror-polished, and the center of the L section is observed at 2000 times with a scanning electron microscope (SEM), and 10 fields of view are taken.
- the number density of voids can be obtained by measuring the number of voids having a predetermined size in each visual field and dividing the number by the visual field area.
- the central portion of the L cross section is a 6 mm wide region centering on the center line in the longitudinal direction of the L cross section, and the observation field of view is 0.02 mm 2 .
- FIG. 4 shows the relationship between the number density of voids having a predetermined size and the rolling fatigue life in a foreign matter mixed environment.
- the number density of voids having an equivalent circle diameter of 0.02 ⁇ m or more and 3.0 ⁇ m or less is 2000 pieces / mm 2 or less
- the rolling fatigue life is good in a foreign matter mixed environment. It is.
- the number density of voids exceeds 2000 / mm 2
- the rolling fatigue life in a foreign matter mixed environment decreases.
- the foreign matter mixing environment is, for example, an environment in which 1 g of iron powder having a hardness of 750 Hv to 800 Hv and a particle size of 100 ⁇ m to 180 ⁇ m is mixed with 1 L of lubricating oil.
- the dynamic fatigue life can be tested using a radial fatigue tester.
- the rolling fatigue life in the above-mentioned foreign matter mixed environment is preferably 5.0 ⁇ 10 6 times or more. If the rolling fatigue life in a mixed environment is less than 5.0 ⁇ 10 6 times, it may not be possible to achieve a longer machine life.
- the metal structure of the bearing component according to this embodiment is retained austenite, spherical cementite, and martensite.
- FIG. 1 the SEM photograph of the metal structure of the bearing component which concerns on this embodiment is shown.
- the SEM photograph in FIG. 1 is a structure in which spherical cementite 2 is precipitated on martensite 1 and void 3 is generated. Since retained austenite cannot be observed by SEM, it is determined by the ratio of diffraction intensity with martensite using X-ray diffraction (XRD).
- XRD X-ray diffraction
- C 0.95% to 1.10%
- C (carbon) is an element that increases the strength. If the C content is less than 0.95%, the strength and rolling fatigue life of the bearing parts cannot be improved. On the other hand, when the C content exceeds 1.10%, the carbides become coarse, the amount of retained austenite becomes excessive, and not only the hardness of the bearing parts decreases, but also the aging of the dimensions (aging deterioration). Becomes larger. Therefore, the C content is set to 0.95% to 1.10%. In order to ensure that the rolling fatigue life is not lowered more reliably, the C content is preferably 0.96% to 1.05%. More preferably, it is 0.97% to 1.03%.
- Si 0.10% to 0.70%
- Si is an element that functions as a deoxidizer. If the Si content is less than 0.10%, these effects cannot be obtained. On the other hand, when the Si content exceeds 0.70%, SiO 2 -based inclusions are generated in the steel material, and the rolling fatigue life of the bearing component is reduced. Therefore, the Si content is set to 0.10% to 0.70%. In order not to reduce the rolling fatigue life more reliably, the Si content is preferably 0.12% to 0.56%. More preferably, it is 0.15% to 0.50%.
- Mn 0.20% to 1.20%
- Mn manganese
- Mn is an element that functions as a deoxidizer and a desulfurizer. Furthermore, it is an element useful for securing the hardenability of steel and the amount of retained austenite. If the Mn content is less than 0.20%, deoxidation becomes insufficient, oxides are generated, and the rolling fatigue life of the bearing component is reduced. On the other hand, when the Mn content exceeds 1.20%, a supercooled structure such as martensite is generated during cooling after hot rolling, which causes generation of voids during wire drawing. Furthermore, if the Mn content exceeds 1.20%, the amount of retained austenite becomes excessive, and the hardness of the bearing component decreases. Therefore, the Mn content is set to 0.20% to 1.20%. The Mn content is preferably 0.21% to 1.00% in order to more reliably deoxidize and not reduce the rolling fatigue life. More preferably, it is 0.25% to 0.80%.
- Cr 0.90% to 1.60%
- Cr chromium
- Cr is an element that improves the hardenability of the steel material. Furthermore, it is an extremely effective element that promotes the spheroidization of carbides and increases the amount of carbides. If the Cr content is less than 0.90%, the amount of dissolved C increases and residual austenite is generated excessively. On the other hand, if the Cr content exceeds 1.60%, the penetration of carbides becomes insufficient during quenching, leading to a decrease in the amount of retained austenite and a decrease in the hardness of bearing parts. Therefore, the Cr content is set to 0.90% to 1.60%. In order to improve the rolling fatigue life of the bearing component more reliably, the Cr content is preferably 0.91% to 1.55%. More preferably, it is 1.10% to 1.50%. Most preferably, it is 1.30% to 1.50%.
- Al 0.010% to 0.100%
- Al (aluminum) is a deoxidizing element.
- the Al content is set to 0.010% to 0.100%.
- the Al content is preferably 0.015% to 0.078%. More preferably, it is 0.018% to 0.050%.
- N 0.003% to 0.030%
- N forms nitrides with Al and B, and these nitrides function as pinning particles to refine crystal grains. Therefore, N (nitrogen) is an element that suppresses the coarsening of crystal grains. If the N content is less than 0.003%, this effect cannot be obtained. On the other hand, if the N content exceeds 0.030%, coarse inclusions are generated and the rolling fatigue life is reduced. Therefore, the N content is set to 0.003% to 0.030%. In order not to lower the rolling fatigue life more reliably, the N content is preferably 0.005% to 0.029%. More preferably, it is 0.009% to 0.020%.
- P 0.025% or less
- P (phosphorus) is an unavoidable impurity. If the P content exceeds 0.025%, segregation occurs at the austenite grain boundaries, embrittles the prior austenite grain boundaries, and reduces the rolling fatigue life of the bearing component. Therefore, the P content is limited to 0.025% or less. In order not to lower the rolling fatigue life more reliably, the P content may be limited to 0.020% or less, and further 0.015% or less. Moreover, since it is desirable that the P content is small, 0% is included in the above limit range. However, it is not technically easy to make the P content 0%. Therefore, from the viewpoint of steelmaking cost, the lower limit value of the P content may be 0.001%. Considering normal operating conditions, the P content is preferably 0.004% to 0.012%.
- S 0.025% or less S (sulfur) is an unavoidable impurity. If the S content exceeds 0.025%, coarse MnS is formed, and the rolling fatigue life of the bearing component is reduced. Therefore, the S content is limited to 0.025% or less. In order not to lower the rolling fatigue life more reliably, the S content may be limited to 0.020% or less, and further 0.015% or less. The smaller the S content, the better. Therefore, 0% is included in the above limit range. However, it is not technically easy to reduce the S content to 0%. Therefore, from the viewpoint of steelmaking cost, the lower limit value of the S content may be 0.001%. In consideration of normal operating conditions, the S content is preferably 0.003% to 0.011%.
- O oxygen
- oxygen is an unavoidable impurity.
- the O content exceeds 0.0010%, oxide inclusions are formed, and the rolling fatigue life of the bearing parts is reduced. Therefore, the O content is limited to 0.0010% or less.
- the lower limit value of the O content may be 0.0001%.
- the O content is preferably 0.0005% to 0.0010%.
- At least one of Mo, B, Cu, Ni, and Ca may be selectively added to the bearing component according to the present embodiment.
- one or more of Mo, B, Cu and Ni for improving the hardenability and Ca for refining inclusions can be selected.
- the numerical limitation range of these components and the reason for limitation will be described.
- the described% is mass%.
- Mo 0.25% or less Mo is an element that improves hardenability. Moreover, it has the effect
- the Mo content is preferably set to 0.01% or more. However, when the Mo content exceeds 0.25%, these effects are saturated. Therefore, the Mo content is preferably 0.01% to 0.25%. More preferably, the Mo content is 0.01% to 0.23%. More preferably, it is 0.10% to 0.23%.
- B 0.0050% or less
- B is an element that improves hardenability in a small amount. It also has an effect of suppressing segregation of P and S at the prior austenite grain boundaries during quenching.
- the B content is preferably 0.0001% or more. However, when the B content exceeds 0.0050%, these effects are saturated. Therefore, the B content is preferably 0.0001% to 0.0050%. More preferably, the B content is 0.0003% to 0.0050%. More preferably, it is 0.0005% to 0.0025%, and most preferably 0.0010% to 0.0025%.
- Cu 1.0% or less
- Cu is an element that improves hardenability.
- the Cu content is preferably 0.05% or more.
- the Cu content is preferably 0.05% to 1.0%. More preferably, the Cu content is 0.10% to 0.50%. More preferably, it is 0.19% to 0.31%.
- Ni 3.0% or less
- Ni is an element that improves hardenability. Moreover, it has the effect
- the Ni content is preferably 0.05% or more. However, this effect is saturated when the Ni content exceeds 3.0%. Therefore, the Ni content is preferably 0.05% to 3.0%. More preferably, the Ni content is 0.10% to 1.5%. More preferably, it is 0.21% to 1.2%. Most preferably, it is 0.21% to 1.0%.
- Ca 0.0015% or less
- Ca is an element that forms a solid solution in sulfides to form CaS and refines sulfides.
- the Ca content is preferably 0.0003% or more. However, this effect is saturated when the Ca content exceeds 0.0015%. Furthermore, when the oxide inclusions are coarsened, the rolling fatigue life is reduced. Therefore, the Ca content is preferably 0.0003% to 0.0015%. More preferably, the Ca content is 0.0003% to 0.0011%. More preferably, it is 0.0005% to 0.0011%.
- the bearing component according to this embodiment contains the above components, and the remainder of the chemical composition is substantially composed of Fe and inevitable impurities.
- the steel material (hot rolled wire) used as the material has the same chemical composition as the bearing component. And it is preferable to have a structure containing pearlite with an area ratio of 90% or more and proeutectoid cementite with an area ratio of 5% or less.
- the average particle size (equivalent circle diameter) of the pearlite block is preferably 15 ⁇ m or less, and the proeutectoid cementite thickness is preferably 1.0 ⁇ m or less.
- the steel material (hot rolling wire) used as a raw material does not have a martensite as a structure
- the average particle size (equivalent circle diameter) of the pearlite block is preferably 15 ⁇ m or less. When the average particle diameter of the pearlite block exceeds 15 ⁇ m, the effect of improving the wire drawing workability may not be obtained. On the other hand, it may be industrially difficult to set the average particle size of the pearlite block to 1 ⁇ m or less.
- the average particle size of the pearlite block is preferably 1 ⁇ m to 15 ⁇ m. More preferably, it is 1 ⁇ m to 10 ⁇ m.
- the average particle diameter (circle equivalent diameter) of a pearlite block can be measured using an electron backscattering diffractometer (EBSD).
- Proeutectoid cementite has low plastic deformability. Therefore, it is divided by wire drawing and becomes a factor for forming voids. However, if the area ratio of pro-eutectoid cementite is low and the thickness is small, the wire drawing workability is not hindered. Accordingly, the area ratio of pro-eutectoid cementite is preferably 5% or less and the thickness is preferably 1.0 ⁇ m or less. More preferably, the area ratio of pro-eutectoid cementite is 3% or less and the thickness is 0.8 ⁇ m or less. The area ratio and thickness of pro-eutectoid cementite can be measured by SEM observation.
- the steel material (hot-rolled wire) used as the material of the bearing component according to the present embodiment can be manufactured as follows, for example.
- the steel material (hot rolled wire) used as the material of the bearing component can be pearlite steel in which the pro-eutectoid cementite area ratio is suppressed to 5% or less.
- Normal production conditions can be adopted for the material to be subjected to hot rolling.
- a steel whose component composition is adjusted by a conventional method is melted and cast, and subjected to a soaking process and a block rolling as necessary to obtain a steel slab.
- the obtained steel slab is heated and subjected to hot rolling. And after winding up in a ring shape, it cools.
- a steel material (hot rolled wire) that is a material of the bearing component according to the present embodiment can be manufactured.
- the casting method is not particularly limited, and a vacuum casting method, a continuous casting method, or the like may be used.
- uniform-heating diffusion process) performed with respect to the slab after a casting process is a heat processing for reducing the segregation which generate
- the steel slab obtained through these steps is generally called a billet.
- the heating temperature in the soaking process is preferably 1100 ° C. to 1200 ° C.
- the holding time is preferably 10 to 20 hours.
- the heating temperature of the steel slab is preferably 900 ° C. to 1300 ° C.
- the finish rolling temperature is preferably 850 ° C. or lower.
- the finish rolling temperature is preferably 850 ° C. or lower.
- the thickness of the pro-eutectoid cementite can be reduced by dispersing and precipitating the pro-eutectoid cementite.
- the pearlite block can be refined by increasing the number of pearlite nucleation sites during transformation.
- a more preferable finish rolling temperature is 800 ° C. or less.
- the temperature of the steel slab during hot rolling can be measured with a radiation thermometer.
- a steel material that has undergone a hot rolling process that is, a steel material after finish rolling, which is a material for bearing parts, is generally called a hot-rolled wire.
- the hot rolled wire is wound into a ring shape at 800 ° C. or lower.
- This process is generally called a winding process.
- the winding temperature is preferably 800 ° C. or less.
- a more preferable winding temperature is 770 ° C. or lower.
- the hot rolled wire is cooled to 600 ° C.
- This process is generally called a cooling process.
- the cooling rate to 600 ° C. is preferably 0.5 ° C./s to 3.0 ° C./s.
- the cooling rate after winding may affect the transformation from austenite to pearlite. Therefore, in order to suppress precipitation of supercooled structures such as martensite and bainite, the cooling rate after winding is preferably 3.0 ° C./s or less. More preferably, it is 2.3 ° C./s or less.
- the cooling rate after winding may affect the precipitation of pro-eutectoid cementite. Therefore, in order to suppress excessive precipitation and coarsening of pro-eutectoid cementite, the cooling rate after winding is preferably 0.5 ° C./s or more. More preferably, it is 0.8 ° C./s or more.
- a normal bearing component manufacturing method includes a spheroidizing heat treatment step before wire drawing, but the bearing component according to the present embodiment performs wire drawing, quenching, and tempering on the steel material. Can be obtained by applying. Specifically, the steel material used as a raw material is not subjected to spheroidizing heat treatment and is subjected to wire drawing with a total area reduction of 50% or more. Thereafter, quenching and tempering are performed.
- the introduced strain promotes solid solution and spheroidization of cementite at the time of quenching. Therefore, the amount of retained austenite can be secured and the average grain size of prior austenite can be refined.
- the total area reduction rate is less than 50%, a predetermined amount of retained austenite cannot be secured, and the spheroidization of cementite is insufficient, and the average grain size of the prior austenite cannot be refined. There is.
- the total area reduction rate exceeds 97%, disconnection may occur during wire drawing. Therefore, the total area reduction is preferably 50% to 97%.
- the heating temperature for quenching in the quenching treatment after wire drawing is preferably set to 820 ° C. or higher in order to decompose cementite and make C dissolve in austenite. If the heating temperature for quenching is less than 820 ° C., the amount of C dissolved in austenite is small, and the hardness and fatigue life may be reduced. On the other hand, if the heating temperature for quenching exceeds 890 ° C., the average particle size of the prior austenite may be coarsened. Therefore, the heating temperature for quenching is preferably 820 ° C. to 890 ° C.
- the tempering temperature in the tempering treatment is preferably performed at 150 ° C. or higher for securing toughness and adjusting the hardness. If the tempering temperature is less than 150 ° C., the toughness of the bearing component may not be ensured. On the other hand, if the tempering temperature exceeds 250 ° C., the hardness of the bearing product decreases, and the rolling fatigue life may decrease. Therefore, the tempering temperature is preferably 150 ° C. to 250 ° C.
- the conditions in the examples are one example of conditions used for confirming the feasibility and effects of the present invention, and the present invention is not limited to the following examples.
- the present invention can be implemented with appropriate modifications within a range that can be adapted to the gist. Therefore, the present invention can employ various conditions, all of which are included in the technical features of the present invention.
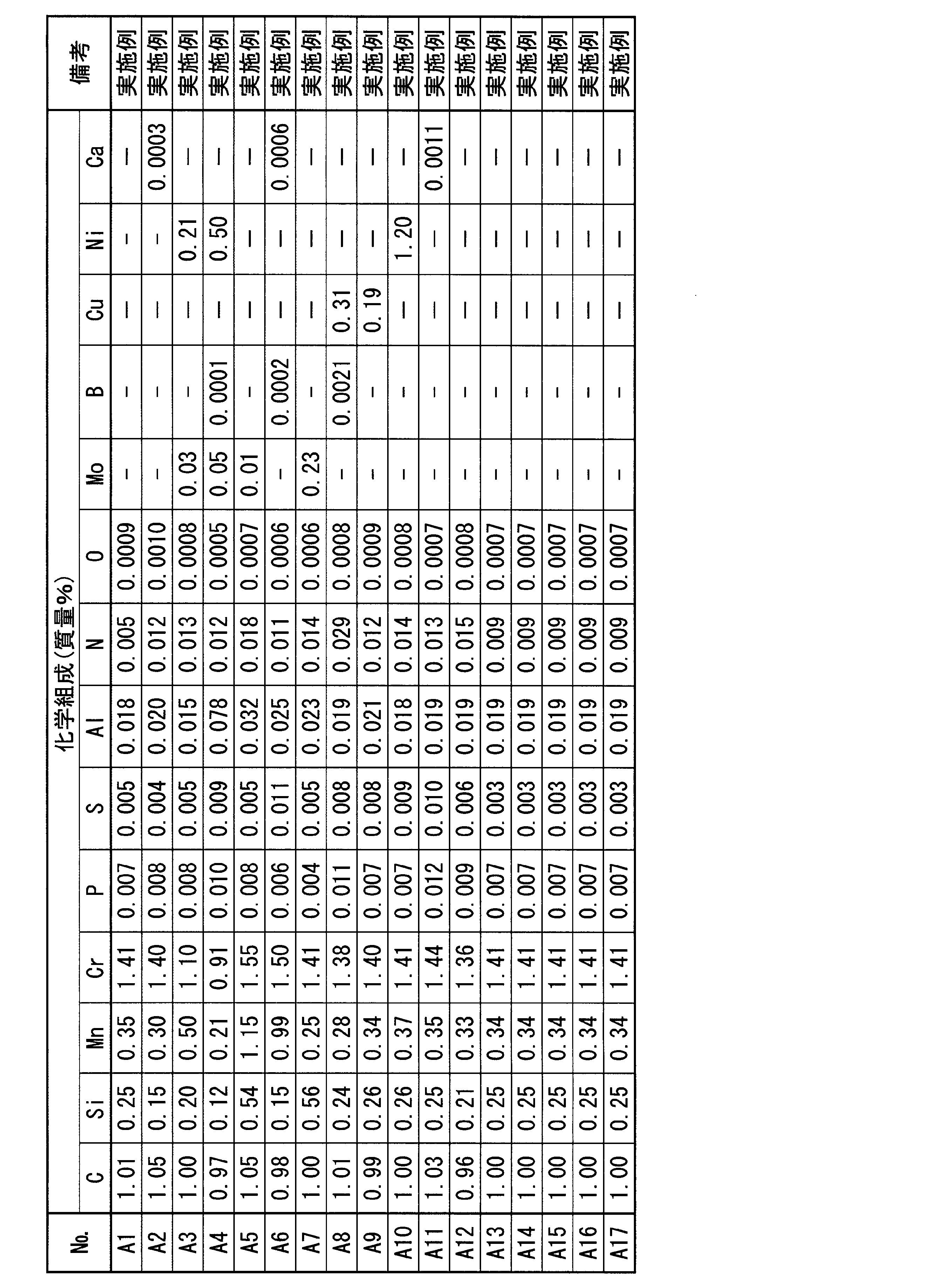
- the wires and rods having the components shown in Tables 1 and 2 were subjected to heat treatment and hot forging to obtain materials having the structures described in Tables 3 and 4.
- wire drawing was performed in a cold state until the diameter became ⁇ 12.5 mm.
- the raw material obtained by wire drawing was cut into a length of 25 m and subjected to quenching treatment and tempering treatment. And the obtained raw material was shape
- the quenching treatment was performed by holding at a heating temperature of 800 ° C. to 900 ° C. for 30 minutes and then oil cooling at 50 ° C. Thereafter, tempering was performed at a tempering temperature of 170 ° C. for 30 minutes.
- the structure evaluation of the bearing parts was performed by the following method. First, the average particle diameter ( ⁇ m) of prior austenite, the amount of retained austenite (volume%), and the void number density (pieces / mm 2 ) having a predetermined size were measured using SEM and X-ray diffraction.
- the hardness of the bearing component is determined by cutting the C section perpendicular to the longitudinal direction at the center in the longitudinal direction and making the center C section appear by polishing, and then centering the center C section with a radius of 6 mm from the center. Evaluation was based on an average value measured at three points with a Vickers hardness tester. In addition, the Vickers hardness evaluated that 750 Hv or more was favorable.
- the rolling fatigue life of the bearing parts was measured under the following foreign matter mixed environment. Using a radial type fatigue tester, the rolling fatigue life was measured in a foreign matter-mixed environment in which 1 g of iron powder having a hardness of 750 Hv to 800 Hv and a particle size of 100 ⁇ m to 180 ⁇ m was mixed with 1 L of lubricating oil. And the measured rolling fatigue life was calculated
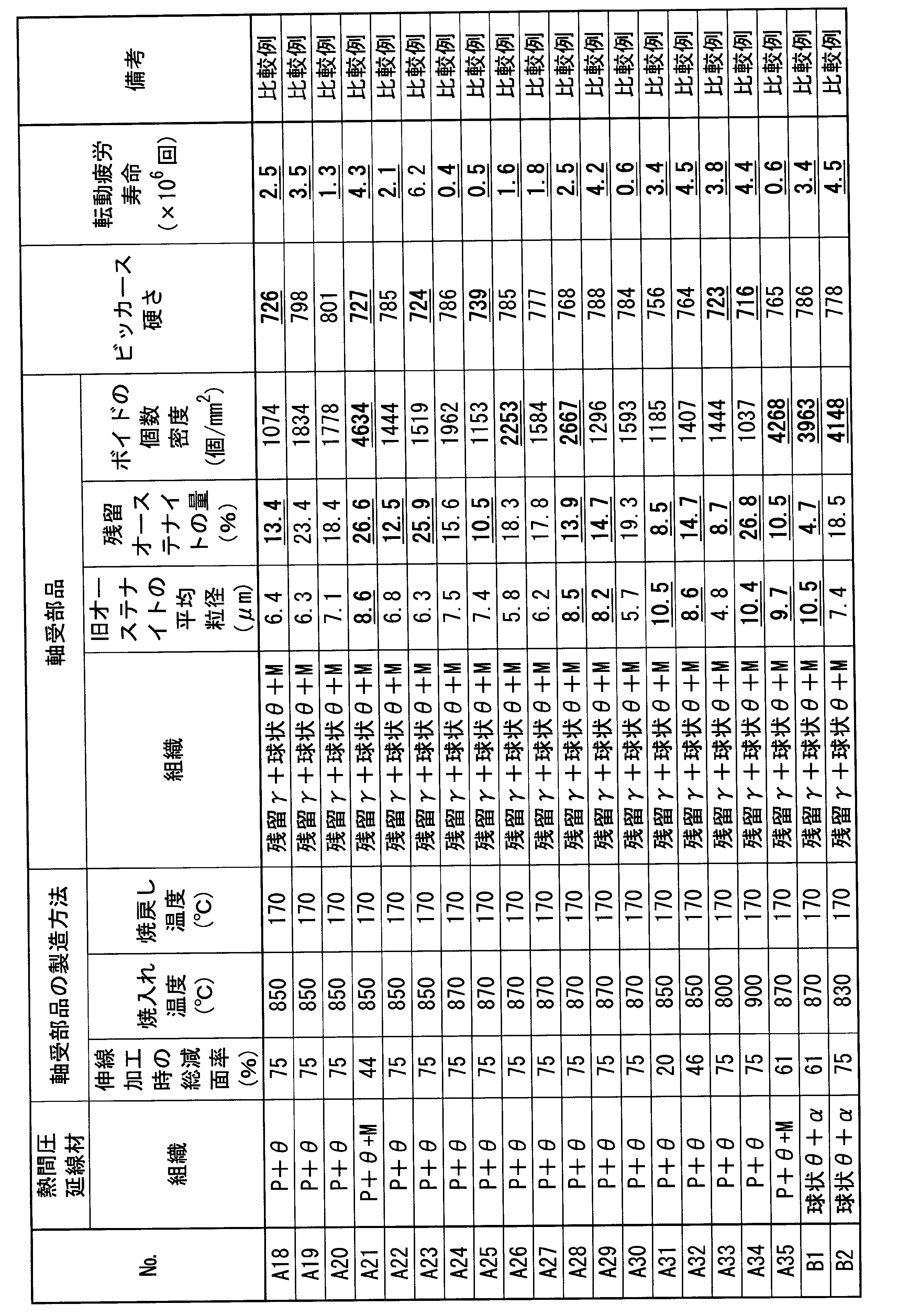
- Tables 3 and 4 show the manufacturing results and evaluation results of the material structure, manufacturing method, bearing part structure, hardness, and rolling fatigue life. In Tables 1 to 4, numbers outside the scope of the present invention are underlined. In Tables 3 and 4, P is pearlite, ⁇ is cementite, M is martensite, ⁇ is ferrite, and ⁇ is austenite.
- A1 to A17 are examples of the present invention.
- the examples of the present invention are described as examples in the table.
- the chemical compositions of A1 to A17 were within the proper range of the present invention.
- the average particle diameter of the prior austenite, the amount of retained austenite, and the number density of voids of a predetermined size also satisfy the conditions of the present invention, and are excellent at 5.0 ⁇ 10 6 times or more in a foreign matter mixed environment. It had rolling fatigue life.
- A1 to 17 each had a pro-eutectoid cementite area ratio of 5% or less in the material structure.
- the structures of the bearing parts were all retained austenite, spherical cementite, and martensite.
- A18 to A35, B1, and B2 are comparative examples.
- A18 to A35, B1, and B2 do not satisfy either or both of the chemical composition defined in the present invention and the structure of the bearing part. Life was inferior.
- A18 to A30 had chemical compositions outside the scope of the examples of the present invention. Since A18 has a low C content, the amount of retained austenite was insufficient, and the rolling fatigue characteristics in a foreign matter mixed environment were deteriorated. Since A22 has a low Mn content, the amount of retained austenite was insufficient, and the rolling fatigue life in a foreign matter mixed environment was reduced. Since A25 has an excessive Cr content, carbide was produced, and the amount of retained austenite was insufficient. As a result, the rolling fatigue characteristics in an environment where foreign matter is mixed are reduced. Since A19 has an excessive C content, the rolling fatigue life was reduced due to the formation of coarse carbides. Since A26 has an excessive S content, the rolling fatigue life was reduced due to the formation of sulfides.
- A30 has an excessive N content
- the rolling fatigue life was reduced due to the formation of nitrides.
- A20 has an excessive Si content
- the rolling fatigue life was reduced due to the formation of inclusions.
- A24 has an excessive Al content
- the rolling fatigue life was reduced due to the formation of inclusions.
- A28 has an excessive O content, the rolling fatigue life was reduced due to the formation of inclusions.
- A21 had a high Mn content, and martensite was generated in the material. Therefore, due to the decrease in wire drawing workability, the average grain size of the prior austenite and the void number density increased, and the rolling fatigue life decreased. Moreover, since A21 has much Mn content, Ms point fell and the amount of retained austenite became excess, and hardness fell as a result. Since A23 has a small Cr content, the amount of retained austenite was excessive and the hardness was reduced. In A27, the P content was excessive, the grain boundary became brittle, and the rolling fatigue life was reduced. A29 lacked the N content, and the average grain size of the prior austenite was coarse. Therefore, the amount of retained austenite is insufficient, and the rolling fatigue life in a foreign matter mixed environment is reduced.
- A31 to A35 are within the scope of the present invention, but the rolling fatigue life was reduced because the structure of the bearing parts was outside the scope of the present invention. Since A31 and A32 have a low total area reduction rate of wire drawing, the average grain size of prior austenite was coarse. For this reason, the amount of retained austenite is insufficient, and the rolling fatigue life in a foreign matter mixed environment is reduced. A33 had a low quenching heating temperature, so the amount of retained austenite was insufficient, and the rolling fatigue life was reduced. A34 had a high heating temperature for quenching, so cementite was excessively dissolved. Therefore, the amount of retained austenite becomes excessive and the hardness is reduced due to an increase in the content of solid solution C.
- A35 was a material manufacturing method, and the cooling rate after winding was fast, so martensite was generated in the material. For this reason, the number density of voids having a predetermined size has increased, and the rolling fatigue life in a foreign matter mixed environment has been reduced.
- B1 and B2 are examples in which spheroidizing heat treatment was performed, and due to the spheroidizing cementite, the number density of voids of a predetermined size has increased, and the rolling fatigue life in a foreign matter mixed environment has decreased. It was.
Abstract
Description
本願は、2014年1月10日に、日本に出願された特願2014-3338号及び2014年4月16日に、日本に出願された特願2014-84952に基づき優先権を主張し、これらの内容をここに援用する。
(2)上記(1)に記載の軸受部品では、前記化学成分が、質量%で、Mo:0.01%~0.25%、B:0.0001%~0.0050%、Cu:0.1%~1.0%、Ni:1.0%~3.0%、Ca:0.0001%~0.0015%の1種以上を含有してもよい。
(3)上記(1)または(2)に記載の軸受部品は、ビッカース硬さが750Hv以上であり、750Hv~800Hvの硬さを有する粒径が100μm~180μmである鉄粉を、潤滑油1Lに対して1g混入した環境下である異物混入環境下での転動疲労寿命が5.0×106以上であってもよい。
なお、旧オーステナイトの平均粒径は、次の方法により得られる。まず、軸受部品の長手方向の中心において、長手方向に垂直なC断面を研磨・腐食により、旧オーステナイト粒界を現出させる。次に、C断面の中心から半径3mmの範囲を中心部とし、その中心部を光学顕微鏡を用いて400倍の視野で撮影する。そして、撮影した画像からJIS G 0551に規定された計数方法により測定する。なお、サンプルごとに4視野ずつ測定し、得られた4視野の旧オーステナイト粒径の平均値を、旧オーステナイトの平均粒径とする。
図2に示すように、旧オーステナイトの平均粒径が8.0μm以下であると、残留オーステナイトの量は体積%で、15%以上となる。一方、旧オーステナイトの平均粒径が8.0μmを超えると、残留オーステナイトの量は体積%で、15%未満に減少している。また、図3に示すように、残留オーステナイトの量が体積%で、15%以上になると、異物混入環境下での転動疲労寿命は良好である。しかしながら、残留オーステナイトの量が体積%で、15%未満であると、異物混入環境下での転動疲労寿命は低下している。
ボイドは、通常、球状化熱処理後の伸線加工によって、球状セメンタイトと母地組織であるフェライトとの境界に生成される。そして、ボイドは、焼入れ及び焼戻し処理後の軸受部品にも残存している。また、ボイドは、異物混入環境下での軸受部品の転動疲労寿命や衝撃特性を損なわせる。本発明者らの検討の結果、異物混入環境下での転動疲労寿命を改善するためには、金属組織における所定の大きさのボイドの個数密度を2000個/mm2以下にすることが重要であることがわかった。より好ましくは1500個/mm2以下である。
したがって、素材を初析セメンタイトの面積率を5%以下に抑制したパーライト鋼とし、素材に伸線加工を施した後、焼入れ処理をすることで、軸受部品の旧オーステナイトの平均粒径を8.0μm以下に抑制できる。
なお、所定の大きさのボイドの個数密度は、次のように求める。軸受部品を長手方向中心において、長手方向に平行な断面で切断する。切断したL断面を鏡面研磨して、走査電子顕微鏡(SEM)で、L断面の中心部を2000倍で観察し、10視野の写真を撮影する。そして、各視野で所定の大きさのボイドの個数を測定して、その個数を視野面積で除することで、ボイドの個数密度は求められる。なお、L断面の中心部とは、L断面の長手方向における中心線を中心として6mmの幅領域とし、観察視野は、0.02mm2である。
ここで、異物混入環境とは、例えば、750Hv~800Hvの硬さを有する、粒径100μm~180μmの鉄粉を、潤滑油1Lに対して1g混入させた環境であり、異物環境下での転動疲労寿命は、ラジアル型疲労試験機を用いて試験を行うことができる。
なお、上記異物混入環境下での転動疲労寿命は、5.0×106回以上が好ましい。混入環境下での転動疲労寿命が、5.0×106回未満であると、機械の長寿命化を達成することができない場合がある。
C(炭素)は、強度を高める元素である。C含有量が0.95%未満では、軸受部品の強度及び転動疲労寿命を向上させることができない。一方、C含有量が1.10%を超えると、炭化物が粗大化し、また、残留オーステナイトの量が過多になり、軸受部品の硬さが低下するだけでなく、寸法の経年変化(経年劣化)が大きくなる。そのため、C含有量を0.95%~1.10%とする。より確実に、転動疲労寿命を低下させないために、C含有量は、0.96%~1.05%であることが好ましい。さらに好ましくは、0.97%~1.03%である。
Si(ケイ素)は、脱酸剤として機能する元素である。Si含有量が0.10%未満では、これらの効果を得ることが出来ない。一方、Si含有量が0.70%を超えると、鋼材中にSiO2系介在物が生じて、軸受部品の転動疲労寿命が低下する。そのため、Si含有量を0.10%~0.70%とする。より確実に、転動疲労寿命を低下させないために、Si含有量は、0.12%~0.56%であることが好ましい。さらに好ましくは、0.15%~0.50%である。
Mn(マンガン)は、脱酸剤及び脱硫剤として機能する元素である。さらに、鋼の焼入れ性や残留オーステナイトの量を確保するために有用な元素である。Mn含有量が0.20%未満では、脱酸が不十分となってしまい、酸化物が生成して、軸受部品の転動疲労寿命が低下する。一方、Mn含有量が1.20%を超えると、熱間圧延後の冷却時にマルテンサイトなどの過冷組織が生じることによって、伸線加工時にボイドが生成する原因となる。さらに、Mn含有量が1.20%を超えると、残留オーステナイトの量が過多となり、軸受部品の硬さが低下する。そのため、Mn含有量を0.20%~1.20%とする。より確実に脱酸し、転動疲労寿命を低下させないために、Mn含有量は0.21%~1.00%であることが好ましい。さらに好ましくは、0.25%~0.80%である。
Cr(クロム)は、鋼材の焼入れ性を向上させる元素である。さらに、炭化物の球状化を促進させ、かつ、炭化物量も増加させる極めて有効な元素である。Cr含有量が0.90%未満であると、固溶するC量が増加して、残留オーステナイトが過剰に生成する。一方、Cr含有量が1.60%を超えると、焼入れ時に炭化物の溶け込みが不足し、残留オーステナイトの量の低下や軸受部品の硬さの低下を招く。そのため、Cr含有量を0.90%~1.60%とする。より確実に軸受部品の転動疲労寿命を向上させるために、Cr含有量は、0.91%~1.55%であることが好ましい。さらに好ましくは、1.10%~1.50%である。最も好ましくは、1.30%~1.50%である。
Al(アルミニウム)は脱酸元素である。Al含有量が0.010%未満であると、脱酸が不十分となり、酸化物が析出することによって、軸受部品の転動疲労寿命が低下する。一方、Al含有量が0.100%を超えると、AlO系介在物が発生し、軸受部品用圧延鋼材の伸線加工性の低下や軸受部品の転動疲労寿命が低下する。そのため、Al含有量を0.010%~0.100%とする。より確実に転動疲労寿命を低下させないために、Al含有量は、0.015%~0.078%であることが好ましい。さらに好ましくは、0.018%~0.050%である。
Nは、AlやBと窒化物を形成し、これらの窒化物がピン止め粒子として機能して結晶粒を細粒化する。それゆえ、N(窒素)は結晶粒の粗大化を抑制する元素である。N含有量が0.003%未満であると、この効果を得ることができない。一方、N含有量が0.030%を超えると、粗大な介在物が生成して、転動疲労寿命が低下する。そのため、N含有量を0.003%~0.030%とする。より確実に転動疲労寿命を低下させないために、N含有量は、0.005%~0.029%が好ましい。さらに好ましくは、0.009%~0.020%である。
P(リン)は不可避的に含有される不純物である。P含有量が0.025%を超えると、オーステナイト粒界に偏析して、旧オーステナイト粒界を脆化させて、軸受部品の転動疲労寿命を低下させる。そのため、P含有量を0.025%以下に制限する。より確実に転動疲労寿命を低下させないために、P含有量を0.020%以下、さらに0.015%以下に制限してもよい。また、P含有量は少ないほど望ましいので、上記制限範囲に0%が含まれる。ただし、P含有量を0%にするのは、技術的に容易ではない。そのため、製鋼コストの観点から、P含有量の下限値は0.001%としてもよい。通常の操業条件を考慮すると、P含有量は、0.004%~0.012%が好ましい。
S(硫黄)は不可避的に含有される不純物である。S含有量が0.025%を超えると、粗大なMnSが形成され、軸受部品の転動疲労寿命を低下させる。そのため、S含有量を0.025%以下に制限する。より確実に転動疲労寿命を低下させないために、S含有量を0.020%以下、さらに0.015%以下に制限してもよい。S含有量は少ないほど望ましいので、上記制限範囲に0%が含まれる。ただし、S含有量を0%にするのは、技術的に容易ではない。そのため、製鋼コストの観点から、S含有量の下限値は0.001%としてもよい。通常の操業条件を考慮すると、S含有量は、0.003%~0.011%が好ましい。
O(酸素)は不可避的に含有される不純物である。O含有量が0.0010%を超えると、酸化物系介在物が形成されて、軸受部品の転動疲労寿命が低下する。そのため、O含有量を0.0010%以下に制限する。O含有量は少ないほど望ましいので、上記制限範囲に0%が含まれる。ただし、O含有量を0%にするのは、技術的に容易ではない。そのため、製鋼コストの観点から、O含有量の下限値は0.0001%としてもよい。通常の操業条件を考慮すると、O含有量は、0.0005%~0.0010%が好ましい。
以下に、これら成分の数値限定範囲とその限定理由とについて説明する。ここで、記載する%は、質量%である。
Moは、焼入れ性を向上させる元素である。また、焼入れを施した鋼材の粒界強度を高めて、靭性を向上させる作用を有する。より確実に、焼入れ性と靭性とを確保したい場合には、Mo含有量を0.01%以上とすることが好ましい。しかしながら、Mo含有量が0.25%を超えると、これらの効果は飽和する。そのため、Mo含有量は、0.01%~0.25%が好ましい。より好ましくは、Mo含有量は、0.01%~0.23%である。さらに好ましくは、0.10%~0.23%である。
Bは、微量で焼入れ性を向上させる元素である。また、焼入れ時の旧オーステナイト粒界におけるPやSの偏析を抑制する効果も有す。このような効果を得たい場合には、B含有量を0.0001%以上とすることが好ましい。しかしながら、B含有量が0.0050%を超えると、これらの効果は飽和する。そのため、B含有量は、0.0001%~0.0050%が好ましい。より好ましくは、B含有量は、0.0003%~0.0050%である。さらに好ましくは、0.0005%~0.0025%であり、最も好ましくは、0.0010%~0.0025%である。
Cuは、焼入れ性を向上させる元素である。より確実に焼入れ性を確保したい場合には、Cu含有量を0.05%以上とすることが好ましい。しかしながら、Cu含有量が1.0%を超えると、この効果が飽和し、さらに熱間加工性が低下する。そのため、Cu含有量は、0.05%~1.0%が好ましい。より好ましくは、Cu含有量は、0.10%~0.50%である。さらに好ましくは、0.19%~0.31%である。
Niは、焼入れ性を向上させる元素である。また、焼入れを施した鋼材の靭性を向上させる作用を有する。より確実に焼入れ性と靭性とを確保したい場合には、Ni含有量を0.05%以上とすることが好ましい。しかしながら、Ni含有量が3.0%を超えると、この効果は飽和する。そのため、Ni含有量は、0.05%~3.0%が好ましい。より好ましくは、Ni含有量は、0.10%~1.5%である。さらに好ましくは、0.21%~1.2%である。最も好ましくは、0.21%~1.0%である。
Caは、硫化物中に固溶しCaSを形成し、硫化物を微細化させる元素である。硫化物の微細化により、転動疲労寿命をさらに向上させたい場合には、Ca含有量を0.0003%以上とすることが好ましい。しかしながら、Ca含有量が0.0015%を超えると、この効果が飽和する。さらに、酸化物系介在物が粗大化することによって、転動疲労寿命の低下を招く。そのため、Ca含有量は、0.0003%~0.0015%が好ましい。より好ましくは、Ca含有量は、0.0003%~0.0011%である。さらに好ましくは、0.0005%~0.0011%である。
また、パーライトブロックの大きさは延性と非常に強い相関関係がある。つまり、パーライトを微細化することによって、伸線加工性が向上する。そのため、パーライトブロックの平均粒径(円相当径)を15μm以下とすることが好ましい。パーライトブロックの平均粒径が、15μmを超えると、伸線加工性の向上効果が得られない場合がある。一方、パーライトブロックの平均粒径を1μm以下とすることは、工業的に難しい場合がある。そのため、パーライトブロックの平均粒径は、1μm~15μmとすることが好ましい。より好ましくは、1μm~10μmである。
なお、パーライトブロックの平均粒径(円相当径)は、電子後方散乱回折装置(EBSD)を用いて測定することができる。
初析セメンタイトの面積率及び厚さは、SEM観察によって測定することができる。
以上の工程を経て、本実施形態に係る軸受部品の素材となる鋼材(熱間圧延線材)は、製造することができる。
また、必要に応じて、鋳造工程後の鋳片に対して施す、ソーキング処理(均熱拡散処理)は、鋳造などで発生する偏析を軽減させるための熱処理である。これらの工程を経て得られた鋼片は、一般的にビレットと呼ばれる。
なお、ソーキング処理の加熱温度は1100℃~1200℃が好ましい。また、保持時間は10時間~20時間が好ましい。
仕上圧延温度を850℃以下とすることにより、初析セメンタイトを分散して析出させることにより、初析セメンタイト厚さを低下させることができる。かつ、変態時のパーライトの核生成サイトを増加させて、パーライトブロックを微細化することができる。より好ましい仕上圧延温度は、800℃以下である。なお、熱間圧延中の鋼片の温度は、放射温度計によって測定することができる。
軸受部品の素材となる、熱間圧延工程を経た鋼材、すなわち仕上圧延後の鋼材は、一般的に熱間圧延線材と呼ばれる。
巻取工程において、巻取温度が高いと、オーステナイトが粒成長し、パーライトブロックが粗大になることがある。そのため、巻取温度は、800℃以下が好ましい。より好ましい巻取温度は、770℃以下である。
なお、熱間圧延工程終了後に、必要に応じて冷却を行う巻取前冷却工程を有してもよい。
600℃までの冷却速度は、0.5℃/s~3.0℃/sとすることが好ましい。
圧延線材を巻取り後、600℃まで冷却すると、パーライトへの変態が完了する。巻取り後の冷却速度は、オーステナイトからパーライトへの変態に影響する場合がある。そのため、マルテンサイトやベイナイトなどの過冷組織の析出を抑制するために、巻取り後の冷却速度は3.0℃/s以下が好ましい。より好ましくは、2.3℃/s以下である。一方、巻取り後の冷却速度は、初析セメンタイトの析出にも影響する場合がある。そのため、初析セメンタイトの過剰な析出や粗大化を抑制するために、巻取り後の冷却速度は0.5℃/s以上とすることが好ましい。より好ましくは、0.8℃/s以上である。
具体的には、素材となる鋼材に球状化熱処理を施さず、総減面率50%以上の伸線加工を施す。その後、焼入れ処理、焼戻し処理を行う。
総減面率が50%未満であると、所定量の残留オーステナイトを確保できず、また、セメンタイトの球状化が不十分となって、旧オーステナイトの平均粒径を微細化することが出来ない場合がある。一方、総減面率が97%を超えると、伸線加工時に断線が発生する虞がある。そのため、総減面率は、50%~97%とすることが好ましい。
そして、得られた素材をφ12mm×22mmに成形して、仕上加工を施して、軸受部品を製造した。
なお、焼入れ処理は、加熱温度800℃~900℃で30分間保持した後、50℃で油冷して行った。
その後、焼戻し温度170℃で30分間焼戻しを行った。
まず、SEM及びX線回折法を用いて、旧オーステナイトの平均粒径(μm)、残留オーステナイトの量(体積%)、所定の大きさのボイド個数密度(個/mm2)を測定した。
軸受部品の硬さは、長手方向中心において、長手方向に垂直なC断面で切断して、中央C断面を研磨により現出させた後、中央C断面において、中心から半径6mmとする中心部をビッカース硬度計で3点測定した平均値で評価した。
なお、ビッカース硬さは、750Hv以上を良好と評価した。
軸受部品の転動疲労寿命は、次の異物混入環境下で測定した。ラジアル型疲労試験機を用いて、750Hv~800Hvの硬さを有する粒径100μm~180μmの鉄粉を、潤滑油1Lに対して1g混入させた異物混入環境下で転動疲労寿命を測定した。
そして、測定した転動疲労寿命を、ワイブル統計処理により、累積破損確率10%で求め、その値にて評価した。


2 球状セメンタイト
3 ボイド
Claims (3)
- 化学成分が、質量%で、
C:0.95%~1.10%、
Si:0.10%~0.70%、
Mn:0.20%~1.20%、
Cr:0.90%~1.60%、
Al:0.010%~0.100%、
N:0.003%~0.030%
を含有し、
P:0.025%以下、
S:0.025%以下、
O:0.0010%以下
に制限し、
任意に、
Mo:0.25%以下、
B:0.0050%以下、
Cu:1.0%以下、
Ni:3.0%以下、
Ca:0.0015%以下
を含有し、
残部がFe及び不純物からなり、
金属組織が、残留オーステナイト、球状セメンタイト及びマルテンサイトであり、前記残留オーステナイトの量が、体積%で、15%~25%であり、かつ、旧オーステナイトの平均粒径が8.0μm以下であり、
前記金属組織において、円相当径で0.02μm以上3.0μm以下のボイドの個数密度が2000個/mm2以下である
ことを特徴とする軸受部品。 - 前記化学成分が、質量%で、
Mo:0.01%~0.25%、
B:0.0001%~0.0050%、
Cu:0.1%~1.0%、
Ni:1.0%~3.0%、
Ca:0.0001%~0.0015%
の1種以上を含有する
ことを特徴とする請求項1に記載の軸受部品。 - ビッカース硬さが750Hv以上であり、750Hv~800Hvの硬さを有する粒径が100μm~180μmである鉄粉を、潤滑油1Lに対して1g混入した環境下である異物混入環境下での転動疲労寿命が5.0×106以上であることを特徴とする請求項1又は2に記載の軸受部品。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG11201605570XA SG11201605570XA (en) | 2014-01-10 | 2015-01-09 | Bearing part |
| PL15735602T PL3093363T3 (pl) | 2014-01-10 | 2015-01-09 | Element łożyska |
| EP15735602.3A EP3093363B1 (en) | 2014-01-10 | 2015-01-09 | Bearing part |
| CN201580003915.0A CN105899704B (zh) | 2014-01-10 | 2015-01-09 | 轴承部件 |
| US15/110,390 US10246757B2 (en) | 2014-01-10 | 2015-01-09 | Bearing part |
| JP2015556850A JP6079904B2 (ja) | 2014-01-10 | 2015-01-09 | 軸受部品 |
| KR1020167019584A KR101826458B1 (ko) | 2014-01-10 | 2015-01-09 | 베어링 부품 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-003338 | 2014-01-10 | ||
| JP2014003338 | 2014-01-10 | ||
| JP2014084952 | 2014-04-16 | ||
| JP2014-084952 | 2014-04-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015105187A1 true WO2015105187A1 (ja) | 2015-07-16 |
Family
ID=53524009
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/050528 WO2015105186A1 (ja) | 2014-01-10 | 2015-01-09 | 軸受部品、軸受部品用鋼材及びそれらの製造方法 |
| PCT/JP2015/050531 WO2015105187A1 (ja) | 2014-01-10 | 2015-01-09 | 軸受部品 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/050528 WO2015105186A1 (ja) | 2014-01-10 | 2015-01-09 | 軸受部品、軸受部品用鋼材及びそれらの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10246757B2 (ja) |
| EP (2) | EP3093363B1 (ja) |
| JP (2) | JP6079904B2 (ja) |
| KR (2) | KR101826457B1 (ja) |
| CN (2) | CN105899704B (ja) |
| PL (2) | PL3093361T3 (ja) |
| SG (2) | SG11201605568SA (ja) |
| WO (2) | WO2015105186A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108350538A (zh) * | 2015-09-18 | 2018-07-31 | 国立大学法人大阪大学 | 高硬度且韧性优异的钢 |
| JP2018123374A (ja) * | 2017-01-31 | 2018-08-09 | 山陽特殊製鋼株式会社 | 高硬度かつ靭性に優れる鋼製部材および高負荷ボールねじのナット |
| WO2018159840A1 (ja) * | 2017-03-03 | 2018-09-07 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| JP2018146111A (ja) * | 2017-03-03 | 2018-09-20 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| WO2019124074A1 (ja) * | 2017-12-18 | 2019-06-27 | Ntn株式会社 | 軸受部品及び転がり軸受 |
| JP2023508022A (ja) * | 2019-12-20 | 2023-02-28 | ポスコホールディングス インコーポレーティッド | ベアリング用線材及びその製造方法 |
| JP7422527B2 (ja) | 2019-12-05 | 2024-01-26 | 日本製鉄株式会社 | 転動部品及びその製造方法 |
| JP7464821B2 (ja) | 2020-02-14 | 2024-04-10 | 日本製鉄株式会社 | 軸受軌道用鋼材、および軸受軌道 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101664193B1 (ko) * | 2015-12-11 | 2016-10-11 | 주식회사 세아베스틸 | 오스템퍼링 열처리를 이용한 고수명의 베어링용 강의 제조방법 |
| CN105782245A (zh) * | 2016-02-26 | 2016-07-20 | 惠州市金力电机有限公司 | 一种不锈钢基粉末冶金含油轴承 |
| CN108559913A (zh) * | 2018-05-16 | 2018-09-21 | 浙江健力股份有限公司 | 一种GCr15轴承钢管及其制备工艺 |
| KR20200138848A (ko) * | 2019-06-03 | 2020-12-11 | 현대자동차주식회사 | 고탄소 베어링강의 제조방법 및 이로부터 제조된 고탄소 베어링강 |
| WO2022065200A1 (ja) * | 2020-09-24 | 2022-03-31 | Ntn株式会社 | 軸受部品および転がり軸受 |
| CN114134403B (zh) * | 2021-05-19 | 2023-01-13 | 江阴兴澄特种钢铁有限公司 | 一种大规格风电轴承滚动体用钢及其生产方法 |
| KR20220169272A (ko) * | 2021-06-18 | 2022-12-27 | 주식회사 포스코 | 신선 가공성이 우수한 선재 및 그 제조방법 |
| CN113755755A (zh) * | 2021-08-30 | 2021-12-07 | 西安交通大学 | 用于高速精密轴承的超高碳轴承钢材料及其制备方法和应用 |
| CN114790531A (zh) * | 2022-05-09 | 2022-07-26 | 中科西王特钢有限公司 | 一种风电主轴轴承用钢 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001294972A (ja) * | 2000-04-18 | 2001-10-26 | Sumitomo Metal Ind Ltd | 軸受用鋼材 |
| JP2003129176A (ja) * | 2001-10-16 | 2003-05-08 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた線状または棒状鋼、および軸受部品 |
| JP2004124215A (ja) | 2002-10-04 | 2004-04-22 | Daido Steel Co Ltd | 異物混入環境下での転動寿命に優れた軸受用鋼 |
| JP2007077432A (ja) | 2005-09-13 | 2007-03-29 | Sanyo Special Steel Co Ltd | ボールネジまたはワンウェイクラッチ用部品の製造方法 |
| JP2007224410A (ja) * | 2006-01-24 | 2007-09-06 | Kobe Steel Ltd | 伸線性に優れた軸受鋼線材およびその製造方法 |
| JP2009242920A (ja) * | 2008-03-31 | 2009-10-22 | Jfe Steel Corp | 異物環境下での疲労特性に優れた軸受部品およびその製造方法 |
| WO2013108828A1 (ja) | 2012-01-20 | 2013-07-25 | 新日鐵住金株式会社 | 圧延線材、及びその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07127643A (ja) | 1993-10-29 | 1995-05-16 | Nippon Seiko Kk | 転がり軸受 |
| JP2001234286A (ja) * | 2000-02-24 | 2001-08-28 | Nippon Steel Corp | 伸線加工性に優れた細径高炭素低合金鋼熱間圧延線材とその製造方法 |
| JP3889931B2 (ja) | 2001-01-26 | 2007-03-07 | Jfeスチール株式会社 | 軸受材料 |
| JP4008320B2 (ja) | 2002-09-12 | 2007-11-14 | 株式会社神戸製鋼所 | 軸受用圧延線材および伸線材 |
| JP4252837B2 (ja) * | 2003-04-16 | 2009-04-08 | Jfeスチール株式会社 | 転動疲労寿命の優れた鋼材及びその製造方法 |
| JP4487748B2 (ja) | 2004-11-30 | 2010-06-23 | Jfeスチール株式会社 | 軸受部品の製造方法 |
| JP2007327084A (ja) | 2006-06-06 | 2007-12-20 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| JP5679440B2 (ja) * | 2011-03-28 | 2015-03-04 | 株式会社神戸製鋼所 | 冷間鍛造性に優れ、高周波焼入れ後におけるねじり強度に優れた高周波焼入れ用鋼、およびその製造方法 |
| CN103320704B (zh) * | 2013-07-12 | 2015-02-04 | 安徽工业大学 | 一种高性能的轴承钢的生产方法 |
-
2015
- 2015-01-09 JP JP2015556850A patent/JP6079904B2/ja active Active
- 2015-01-09 SG SG11201605568SA patent/SG11201605568SA/en unknown
- 2015-01-09 US US15/110,390 patent/US10246757B2/en not_active Expired - Fee Related
- 2015-01-09 CN CN201580003915.0A patent/CN105899704B/zh not_active Expired - Fee Related
- 2015-01-09 EP EP15735602.3A patent/EP3093363B1/en active Active
- 2015-01-09 WO PCT/JP2015/050528 patent/WO2015105186A1/ja active Application Filing
- 2015-01-09 SG SG11201605570XA patent/SG11201605570XA/en unknown
- 2015-01-09 CN CN201580003908.0A patent/CN105899703B/zh active Active
- 2015-01-09 KR KR1020167019177A patent/KR101826457B1/ko active IP Right Grant
- 2015-01-09 WO PCT/JP2015/050531 patent/WO2015105187A1/ja active Application Filing
- 2015-01-09 EP EP15735570.2A patent/EP3093361B1/en active Active
- 2015-01-09 PL PL15735570T patent/PL3093361T3/pl unknown
- 2015-01-09 PL PL15735602T patent/PL3093363T3/pl unknown
- 2015-01-09 US US15/110,351 patent/US20160333437A1/en not_active Abandoned
- 2015-01-09 KR KR1020167019584A patent/KR101826458B1/ko active IP Right Grant
- 2015-01-09 JP JP2015556849A patent/JP6079903B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001294972A (ja) * | 2000-04-18 | 2001-10-26 | Sumitomo Metal Ind Ltd | 軸受用鋼材 |
| JP2003129176A (ja) * | 2001-10-16 | 2003-05-08 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた線状または棒状鋼、および軸受部品 |
| JP2004124215A (ja) | 2002-10-04 | 2004-04-22 | Daido Steel Co Ltd | 異物混入環境下での転動寿命に優れた軸受用鋼 |
| JP2007077432A (ja) | 2005-09-13 | 2007-03-29 | Sanyo Special Steel Co Ltd | ボールネジまたはワンウェイクラッチ用部品の製造方法 |
| JP2007224410A (ja) * | 2006-01-24 | 2007-09-06 | Kobe Steel Ltd | 伸線性に優れた軸受鋼線材およびその製造方法 |
| JP2009242920A (ja) * | 2008-03-31 | 2009-10-22 | Jfe Steel Corp | 異物環境下での疲労特性に優れた軸受部品およびその製造方法 |
| WO2013108828A1 (ja) | 2012-01-20 | 2013-07-25 | 新日鐵住金株式会社 | 圧延線材、及びその製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108350538A (zh) * | 2015-09-18 | 2018-07-31 | 国立大学法人大阪大学 | 高硬度且韧性优异的钢 |
| US11203803B2 (en) * | 2015-09-18 | 2021-12-21 | Osaka University | Steel with high hardness and excellent toughness |
| JP2018123374A (ja) * | 2017-01-31 | 2018-08-09 | 山陽特殊製鋼株式会社 | 高硬度かつ靭性に優れる鋼製部材および高負荷ボールねじのナット |
| WO2018159840A1 (ja) * | 2017-03-03 | 2018-09-07 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| JP2018146111A (ja) * | 2017-03-03 | 2018-09-20 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| US11137031B2 (en) | 2017-03-03 | 2021-10-05 | Ntn Corporation | Bearing part, rolling bearing, and method for manufacturing bearing part |
| WO2019124074A1 (ja) * | 2017-12-18 | 2019-06-27 | Ntn株式会社 | 軸受部品及び転がり軸受 |
| JP2019108576A (ja) * | 2017-12-18 | 2019-07-04 | Ntn株式会社 | 軸受部品及び転がり軸受 |
| JP7422527B2 (ja) | 2019-12-05 | 2024-01-26 | 日本製鉄株式会社 | 転動部品及びその製造方法 |
| JP2023508022A (ja) * | 2019-12-20 | 2023-02-28 | ポスコホールディングス インコーポレーティッド | ベアリング用線材及びその製造方法 |
| JP7389909B2 (ja) | 2019-12-20 | 2023-11-30 | ポスコホールディングス インコーポレーティッド | ベアリング用線材及びその製造方法 |
| JP7464821B2 (ja) | 2020-02-14 | 2024-04-10 | 日本製鉄株式会社 | 軸受軌道用鋼材、および軸受軌道 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3093363B1 (en) | 2019-07-10 |
| KR101826458B1 (ko) | 2018-02-06 |
| US20160333438A1 (en) | 2016-11-17 |
| JP6079904B2 (ja) | 2017-02-15 |
| WO2015105186A1 (ja) | 2015-07-16 |
| CN105899703A (zh) | 2016-08-24 |
| US10246757B2 (en) | 2019-04-02 |
| KR20160099671A (ko) | 2016-08-22 |
| EP3093363A4 (en) | 2017-11-22 |
| SG11201605568SA (en) | 2016-08-30 |
| EP3093361A1 (en) | 2016-11-16 |
| US20160333437A1 (en) | 2016-11-17 |
| CN105899703B (zh) | 2017-09-08 |
| EP3093361A4 (en) | 2017-11-22 |
| KR20160101133A (ko) | 2016-08-24 |
| KR101826457B1 (ko) | 2018-02-06 |
| PL3093363T3 (pl) | 2019-12-31 |
| JPWO2015105186A1 (ja) | 2017-03-23 |
| CN105899704B (zh) | 2017-12-22 |
| PL3093361T3 (pl) | 2020-03-31 |
| EP3093363A1 (en) | 2016-11-16 |
| JP6079903B2 (ja) | 2017-02-15 |
| SG11201605570XA (en) | 2016-08-30 |
| JPWO2015105187A1 (ja) | 2017-03-23 |
| CN105899704A (zh) | 2016-08-24 |
| EP3093361B1 (en) | 2019-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6079904B2 (ja) | 軸受部品 | |
| KR101382664B1 (ko) | 저온 어닐링용 강선 및 그 제조 방법 | |
| JP5026626B2 (ja) | 冷間鍛造性に優れた鋼線及びその製造方法 | |
| JP5432105B2 (ja) | 肌焼鋼およびその製造方法 | |
| JP5257082B2 (ja) | 低温焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法並びに冷間鍛造性に優れた鋼線材の製造方法 | |
| US20100212786A1 (en) | High-Strength Steel Wire Excellent In Ductility and Method of Manufacturing the Same | |
| JP5736936B2 (ja) | 熱間圧延棒鋼または線材、および冷間鍛造用鋼線の製造方法 | |
| JP5590256B2 (ja) | 圧延線材、及びその製造方法 | |
| JP5576785B2 (ja) | 冷間鍛造性に優れた鋼材、及びその製造方法 | |
| JP2011225897A (ja) | 冷間鍛造用熱間圧延棒鋼または線材 | |
| WO2012144630A1 (ja) | 高炭素鋼線材および高炭素鋼線材の製造方法 | |
| JP6569845B1 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP5292897B2 (ja) | 異物環境下での疲労特性に優れた軸受部品およびその製造方法 | |
| WO2019182054A1 (ja) | 鋼材 | |
| JP5990428B2 (ja) | 転動疲労特性に優れた軸受用鋼材およびその製造方法 | |
| JP2021028414A (ja) | 浸炭歯車用鋼、浸炭歯車及び浸炭歯車の製造方法 | |
| EP4357477A1 (en) | Wire rod having excellent drawability, and manufacturing method therefor | |
| JP2024002337A (ja) | 結晶粒粗大化防止鋼 | |
| KR20230159707A (ko) | 기계 구조 부품용 강선 및 그 제조 방법 | |
| JP2000239742A (ja) | 熱間鍛造後焼ならしの省略可能な浸炭鋼の製造方法 | |
| WO2023167318A1 (ja) | 鋼材 | |
| JP2021147644A (ja) | 真空浸炭用粗形材及びその製造方法 | |
| JP5098486B2 (ja) | 浸炭部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15735602 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15110390 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2015556850 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015735602 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015735602 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167019584 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201604776 Country of ref document: ID |