WO2015072391A1 - 残留応力測定方法 - Google Patents
残留応力測定方法 Download PDFInfo
- Publication number
- WO2015072391A1 WO2015072391A1 PCT/JP2014/079458 JP2014079458W WO2015072391A1 WO 2015072391 A1 WO2015072391 A1 WO 2015072391A1 JP 2014079458 W JP2014079458 W JP 2014079458W WO 2015072391 A1 WO2015072391 A1 WO 2015072391A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- residual stress
- measurement
- measuring
- cutting
- strain
- Prior art date
Links
Images
















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L1/00—Measuring force or stress, in general
- G01L1/20—Measuring force or stress, in general by measuring variations in ohmic resistance of solid materials or of electrically-conductive fluids; by making use of electrokinetic cells, i.e. liquid-containing cells wherein an electrical potential is produced or varied upon the application of stress
- G01L1/22—Measuring force or stress, in general by measuring variations in ohmic resistance of solid materials or of electrically-conductive fluids; by making use of electrokinetic cells, i.e. liquid-containing cells wherein an electrical potential is produced or varied upon the application of stress using resistance strain gauges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/0047—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes measuring forces due to residual stresses
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L1/00—Measuring force or stress, in general
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M5/00—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings
- G01M5/0041—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings by determining deflection or stress
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M5/00—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings
- G01M5/0041—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings by determining deflection or stress
- G01M5/005—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings by determining deflection or stress by means of external apparatus, e.g. test benches or portable test systems
- G01M5/0058—Investigating the elasticity of structures, e.g. deflection of bridges or air-craft wings by determining deflection or stress by means of external apparatus, e.g. test benches or portable test systems of elongated objects, e.g. pipes, masts, towers or railways
Definitions
- the present invention relates to a method for measuring residual stress.
- the inherent strain method measures the release strain (elastic strain) caused by the release of residual stress and derives the distribution of the inherent strain from the measured release strain by inverse analysis using the finite element method. And further calculating the distribution of residual stress by forward analysis using a finite element method.
- a measurement piece (T piece) obtained by cutting the structure in the axial direction and measurement obtained by cutting the structure in a direction perpendicular to the cutting direction of the T piece A TL method using a piece (L piece) is known.
- the release strain is measured for each of the T piece and the L piece
- the intrinsic strain is derived from the release strain using a finite element method in a model on cylindrical coordinates
- the residual stress Has been proposed see Japanese Patent Application Laid-Open No. 2005-181172, “Measurement of Welding Residual Stress by Inherent Strain Method”, etc.).
- the inherent strain method does not necessarily require direct measurement of the release strain of the part to be measured because of its principle.
- the measurement of the release strain involves an error
- measuring the release strain at a position where the residual stress is higher in the initial state makes it possible to improve the prediction accuracy of the residual stress. Therefore, it is desirable to set more measurement points in the portion where the gradient of the residual stress is steep.
- a columnar shaft portion and a plate-like portion (flange) projecting radially outward from the outer peripheral surface of the shaft portion are provided, and stress concentration is performed at a portion connecting the shaft portion and the plate-like portion.
- a surface treatment technique may be applied to increase the strength of the fillet surface that is the weakest part.
- residual stress is intensively distributed in the vicinity of the fillet surface to which the surface treatment technique is applied.
- the entire fillet surface is included in one L piece, so that the local residual stress distribution near the fillet surface is analyzed with sufficient accuracy. The disadvantage of not being able to do so can occur.
- This method includes a columnar shaft portion and a plate-like portion protruding outward in the radial direction over the entire circumference from the outer peripheral surface of the shaft portion, and connecting the shaft portion and the plate-like portion.
- a method of measuring a residual stress of a target object provided with a fillet surface comprising repeatedly performing a measurement cycle, wherein the measurement cycle is performed by cutting the target object and being concentric with the central axis of the shaft portion. Forming a new cutting surface which is a conical surface or a cylindrical surface, wherein an extension surface of the conical surface or the cylindrical surface passes through a reference position which is not changed in the repeated measurement cycle; Measuring the residual stress at a plurality of locations.
- FIG. 1 It is sectional drawing which shows the 3rd example of the reference position determined in the reference position determination process shown by FIG. It is a perspective view which shows the example of the target object to which a strain gauge is stuck in the strain gauge sticking process shown by FIG. It is a perspective view which shows the example of the target object in which an adjacent groove
- FIG. 2 is a schematic cross-sectional view of a shaft-like member showing a measurement direction of release strain in the sequential cutting release strain measurement step and the measurement piece cutout and release strain measurement step of FIG. 1. It is a figure which shows distribution of the residual stress measured in the Example of the residual stress measuring method of FIG.
- FIG. 1 is a flowchart showing a residual stress measurement method for measuring the residual stress of a shaft-shaped member.
- FIG. 1 shows the case where the residual stress of the shaft-shaped member 1 of FIG.
- the residual stress measurement method includes steps S01, S02, S03, S04 and S05 shown in FIG.
- Step S01 is a target object collecting step of collecting a plurality of target objects (test pieces) used for actual measurement from the shaft-shaped member 1.
- Step S02 is a sequential cutting release strain measurement step of measuring the release strain by sequential cutting using a part of the objects.
- Step S03 is a measurement piece cut-out and release strain measurement step in which a measurement piece is cut out from the remaining object and the release strain is measured.
- Step S04 is an inherent strain derivation step for deriving the inherent strain distribution from the released strain distribution measured in step S03 by finite element method inverse analysis.
- step S05 is a residual stress calculation step of calculating the residual stress distribution by the finite element method forward analysis from the inherent strain distribution.
- the shaft-shaped member 1 of FIG. 2 includes a columnar shaft 2 and a plate-like portion 3 that protrudes outward in the radial direction from the outer peripheral surface of the shaft 2 over the entire circumference.
- the shaft 2 and the plate A fillet surface 5 is provided at a connection portion with the shape portion 3.
- the plate-like portions 3 are provided at four positions arranged at equal intervals in the axial direction of the shaft 2, and each plate-like portion 3 is a disk. Shape.
- each object 4 includes a columnar shaft portion 2a obtained by dividing the shaft 2 and the plate-like body 3, and the plate-like body 3 is an intermediate portion in the axial direction of the shaft portion 2a. At the position, it protrudes outward in the radial direction from the outer peripheral surface of the shaft portion 2a over the entire circumference.
- the fillet surface 5 is located at a connection portion between the shaft portion 2 a and the plate-like portion 3.
- first object 4 a two objects to be used for the sequential cutting release strain measurement in step S 02, which will be described in detail later, are referred to as a first object 4 a and will be described in detail later.
- second target object 4b One target object used for the measurement piece cutout and the release strain measurement in step S03 to be described is referred to as a second target object 4b.
- the release strain measurement process by sequential cutting which is step S02 of FIG. 1 includes obtaining a release strain by repeating a specific measurement cycle a plurality of times.
- the measurement cycle includes a first step of sequentially forming the cutting surface 6 shown in FIG. 3 and a second step of cutting out a small piece from each cutting surface 6 and measuring the released strain with a strain gauge.
- the first object 4a is repeatedly cut along with the repetition of the measurement cycle, whereby the cutting surface 6 is formed a plurality of times, and each cutting surface 6 is formed on the shaft portion 2a. It is a conical surface or a cylindrical surface that is concentric with the central axis C and has a different inclination angle with respect to the central axis C by a certain angle.
- FIG. 4 shows a detailed flow of the sequential cutting release strain measurement process in step S02 of FIG.
- This sequential cutting release strain measurement step includes setting a reference position (step S11), determining a cutting angle and the total number of measurement cycles (step S12), and repeating the above measurement cycle by the total number (steps S13 to S19). ,including.
- a reference position Ps is determined in the vicinity of the fillet surface 5 outside the first object 4a.
- the fillet surface 5 is formed of an arc having a single radius R1 in the central longitudinal section (plane passing through the central axis C) of the first object 4a as shown in FIG. It is preferable to be determined at the center position of the arc.
- the fillet surface 5 is composed of a plurality of arcs having different radii (R1, R2) as shown in FIG. 5B
- the reference is based on the center of the arc having the largest radius (R1) particularly in the range where the residual stress is to be accurately known.
- the position Ps is preferably determined. Further, as shown in FIG. 5C, the reference position Ps may be determined at the center of an arc having the longest length (an arc having a radius R1 smaller than the radius R3), particularly within a range where the residual stress is to be accurately known.
- step S12 of FIG. 4 the angle between the cutting surfaces 6 adjacent to each other among the plurality of cutting surfaces 6 shown in FIG. 3 and the total number (number of cuttings) of the measurement cycle are determined. .
- the angle between the cutting surfaces 6 adjacent to each other is determined such that the distance between the fillet surface 5 and the intersection of each cutting surface 6 is greater than the depth of the adjacent groove in step S16 described later.
- the total number of measurement cycles is determined by the range in which residual stress is to be confirmed and the angle between the cutting surfaces 6.
- the interval of the angle of the cutting surface 6 that can be obtained can be substantially reduced.
- the angle between the cutting surfaces 6 shown in FIG. 3 is 20 °
- the use of two first objects 4a makes it possible to obtain a measurement of the release strain at 10 ° intervals.
- Step S13 to Step S19 are repeated as many times as the total number of measurement cycles determined as described above. That is, the measurement cycle is repeated the number of times.
- step S14 a new cutting surface 6 composed of a conical surface (or a cylindrical surface) is formed by cutting the first object 4a.
- step S15 as shown in FIG. 6, a plurality of first strain gauges 7 are adhered to the newly formed cutting surface 6.
- first strain gauges 7 are respectively affixed to a plurality of locations arranged along the ridgeline direction (the direction of a straight line included in the conical surface) of the cutting surface 6 (conical surface or cylindrical surface).
- the first strain gauges 7 are attached at a small interval (for example, an interval of 6 mm) in a region close to the fillet surface 5 and at a large interval as the distance from the fillet surface 5 increases. Since the residual stress and the inherent strain existing in the first object 4a, which is a rotating body, are equivalent in the circumferential direction, the first strain gauge 7 is divided into a plurality of rows arranged in the circumferential direction as shown in FIG. By attaching the first strain gauge 7 so that the position of the first strain gauge 7 is shifted in the ridge line direction, the interval between the measurement points in the ridge line direction can be substantially reduced.
- each first strain gauge 7 is capable of detecting strains in two orthogonal directions, and also has a ridgeline direction D1 of the cutting surface 6 and a tangential direction (circumferential direction) D2 orthogonal to the ridgeline direction. It is preferable to orient the first strain gauge 7 so that can be detected.
- the biaxial first strain gauges 7 that can be arranged in such a manner, for example, those having a base diameter of 4.5 mm, a gauge length of 1 mm, and a gauge width of 0.7 mm are available.
- adjacent grooves 8 are formed along the rows of the first strain gauges 7 arranged in the ridge line direction.
- the adjacent groove 8 can be formed by an end mill 9, for example, as shown in FIG.
- the adjacent groove 8 may be formed so as to surround each first strain gauge 7.
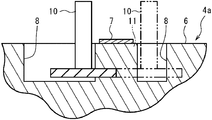
- step S17 the strip-shaped surface layer portion including the row of the first strain gauges 7 is separated from the cutting surface 6.
- This separation is performed by inserting a tool, such as a T-slot cutter 10 as shown in FIG.
- the T-slot cutter 10 is driven to rotate about a predetermined rotation axis, thereby performing cutting that cuts a workpiece in a side direction, that is, a rotation radial direction orthogonal to the rotation axis.
- one of the adjacent grooves 8 on both sides of the first strain gauge 7 has a direction in which the T slot cutter 10 is perpendicular to the adjacent groove 8, that is, a direction parallel to the rotation axis thereof. And has a wide width that allows insertion.
- the strip-shaped surface layer portion including the row of the first strain gauges 7 can be separated from the cutting surface 6.
- a plurality of small pieces 11 each including the first strain gauge 7 can be cut out as shown in FIG.
- Each piece 11 has a thickness of about 2.3 mm, excluding the first strain gauge 7, for example. Release stress is generated in the small piece 11 by releasing the residual stress from the small piece 11 cut out in this way. This release strain is measured by the first strain gauge 7 in step S18.
- step S19 if the measurement cycle is repeated as many times as the number determined in step S12, this sequential cutting release strain measurement process ends. If the number of repetitions of the measurement cycle is less than the determined number, steps S14 to S18 are repeated.
- FIG. 11 shows a detailed flow of the process of step S03 of FIG. 1, that is, a measurement piece cutting-out and release strain measurement process in which a measurement piece is cut out to measure a release strain.
- the internal measurement piece 12 and the surface measurement piece 13 are cut out by cutting the second object 4b.
- the internal measurement piece 12 is used for measurement of the release strain inside the second object 4b using a plurality of second strain gauges 7a as shown in FIG. 13, and the surface measurement piece 13 is a fillet as shown in FIG. It is used for the measurement of the release strain of the surface of the fillet surface 5 performed by sticking the third strain gauge 7b to the surface 5.
- step S21 a plurality of third strain gauges 7b are respectively provided at a plurality of locations on the fillet surface 5 of the second object 4b. Affixed. Each sticking location is set such that the center of each third strain gauge 7b is positioned on a plane passing through the central axis C of the shaft portion 2a.
- Each third strain gauge 7b is oriented so as to be able to detect the strain in the direction of the intersection line between the surface of the second object 4b and the plane passing through the central axis C and the direction orthogonal to the intersection line (circumferential direction D2). It is preferable.
- step S22 as shown in FIG. 12, the plurality of internal measurement pieces 12 and the plurality of surface measurement pieces 13 are cut out by cutting the second object 4b along a plane with a saw.
- each internal measurement piece 12 is defined by two planes (central longitudinal section) that intersect at an angle of 5 ° on the central axis C, and the surface measurement piece 13 is 10 ° on the central axis C. It is defined by two planes (central longitudinal section) that meet at an angle.
- two surface measurement pieces 13 adjacent to each other are cut out, and one internal measurement piece 12 is cut out from both sides of the two surface measurement pieces 13.
- step S23 X-ray residual stress measurement is performed using the internal measurement piece 12 cut out in this way.
- polar coordinates are set, and measurement points are determined based on the polar coordinates.
- the polar coordinate is set so as to correspond to the ridgeline of the conical surface or the cylindrical surface constituting the cutting surface 6 of the first object 4a in the above-described sequential cutting release strain measuring step in the central longitudinal section of the internal measurement piece 12.
- the interval between the measurement points may be smaller than the interval between the first strain gauges 7 (for example, 0.5 mm).
- step S24 the residual stress is converted into a value equivalent to the release strain so that the residual stress measured in step S23 can be used in combination with other measured values.
- step S25 the plurality of second strain gauges 7a are aligned and adhered to the internal measurement piece 12.
- These second strain gauges 7a are respectively arranged at a plurality of positions arranged on a straight line corresponding to the ridgeline of the conical surface or the cylindrical surface constituting the cutting surface 6 of the first object 4a in the above-described sequential cutting release strain measuring step.
- the Furthermore, the second strain gauge 7a is preferably at the same interval as the first strain gauge 7 on the cutting surface 6 of the first object 4a, that is, at a position that matches the measurement position of the release strain in the sequential cutting release strain measurement. Affixed.
- these second strain gauges 7a include a conical surface constituting the cutting surface 6 of the first object 4a or a direction D1 corresponding to a ridge line of the cylindrical surface and a conical surface constituting the cutting surface 6 of the first object 4a. Or it is oriented so as to detect strain in the normal direction D3 of the cylindrical surface.
- step S26 the internal measurement piece 12 and the surface measurement piece 13 are further cut to release the residual stresses in the portions including the second strain gauge 7a and the third strain gauge 7b.
- the release strain is measured by the strain gauge 7a and the third strain gauge 7b, respectively.
- step S23 The residual stress measurement using X-rays in step S23 is theoretically highly accurate and can reduce the measurement interval, but the measurement conditions such as the surface roughness are greatly affected, so that the measurement is performed with high accuracy. Takes a lot of work.
- the measurement of the released strain inside the second object 4b using the second strain gauge 7a from step S25 to step S27 is relatively easy although the measurement interval is limited depending on the size of the second strain gauge 7a. It can be carried out.
- step S27 the measured value of the residual stress measured using X-rays is converted into the release strain in step S24, and the release strain measured using the second strain gauge 7a in steps S25 to S27.
- the component in the D1 direction that is the ridge line direction of the cutting surface 6 and the D1 direction A component in the D2 direction that is perpendicular to the coordinate plane (peripheral direction of the first object 4a and the second object 4b) and a component in the D3 direction that is orthogonal to the D1 direction and the D2 direction in the internal measurement piece 12 And are measured.
- the accuracy of deriving the inherent strain is improved and the calculation is easy.
- the inherent strain distribution is derived by inverse analysis using the finite element method based on the released strain data obtained in step S03.
- the elastic response matrix [H] represents the sensitivity of the inherent strain component to the measured release strain measurement condition (measurement shape). That is, the component of the matrix [H] depends on the measurement shape, and is calculated by iterative calculation for obtaining an elastic response when unit strain is given to each intrinsic strain component.
- the most probable value of the inherent distortion component is uniquely given from the condition that minimizes the residual sum of squares (least square method).
- a technique for displaying the inherent distortion distributed in an object as a function is applied. Instead of directly calculating the inherent strain, the inherent strain distribution is obtained by calculating the coefficient value of the set function. In this case, the coefficients of the distribution function are calculated as unknowns in place of the inherent distortion components and the most probable values in the equations (1) and (2). By using such a function display, the number of unknowns can be greatly reduced.
- the residual stress distribution is calculated by forward analysis of the finite element method based on the inherent strain distribution derived in step S04.
- the elastic response matrix representing the relationship between intrinsic strain and residual stress is derived by finite element analysis.
- a cutting surface 6 made of a conical surface or a cylindrical surface passing through the reference position Ps is sequentially formed on the first object 4a, and a small piece 11 is cut out from the cutting surface.
- the internal measurement piece 12 cut out from the second target body 4b by cutting the second target body 4b equivalent to the first target body 4a in two central longitudinal sections is used. Measuring the release strain in the two directions D1 and D2 measured by the first object 4a and the release strain in the direction D3 orthogonal to the directions D1 and D2 at the measurement point corresponding to the measurement point set for the one object 4a. Is done. Thereby, since all the orthogonal three-dimensional components are obtained as the data of the release strain at each measurement point, it is possible to measure the accurate intrinsic strain and consequently the residual stress. Moreover, since the release strain in the direction D2 and the direction orthogonal to the direction D2 is also measured on the surface of the second object 4b, the measurement accuracy of the residual stress is increased.
- the subject of the residual stress measurement method is to form a cutting surface made of a conical surface or a cylindrical surface that is concentric with the shaft portion of the object and passes through a reference position, and analyzes the distortion of the cutting surface. Therefore, this other process may be omitted or replaced with another process.
- measurement using the internal measurement piece 12 and the surface measurement piece 13 is not an essential process.
- the non-destructive measurement of the strain of each cutting surface may be performed by the X-ray diffraction method, the neutron diffraction method, the acoustoelastic method or the like.
- the tool for cutting out the small piece 11 from the cutting surface 6 may be any tool that can cut so as to cut a workpiece in a rotation radial direction perpendicular to the rotation axis,
- a tool such as a V-groove cutter may be used instead of the T-slot cutter 10.
- the first target body 4a and the second target body 4b are not limited to those cut out from the same shaft-shaped member 1, but are cut out from different shaft-shaped members 1. Also good.
- the number of the first target body 4a and the second target body 4b may be arbitrarily increased, and the angle difference of the cutting surface 6 may be set to a smaller angle.
- the reference position Ps is not limited to the center of the arc of the fillet surface 5, and the interval between measurement points (interval between cutting surfaces to be sequentially formed) at a portion where the residual stress is desired to be determined in detail. Any position that can be reduced is acceptable.
- FIG. 15 illustrates the distribution of the residual stress measured by the residual stress measurement method in the central longitudinal section based on the above-described embodiment.
- the first object and the second object used for this measurement have a shaft part with a diameter of 280 mm and a plate-like part with a thickness of 80 mm and a diameter of 500 mm, and a fillet between the shaft part and the plate-like part.
- a surface is provided and the main part of the fillet surface has a radius of 22 mm.
- the residual stress measurement method is applied using the shaft part of the crankshaft as the shaft part, and the web with the arm and the counterweight integrated as a plate-like part, as well as the pin as the shaft part and the arm as the plate-like part.
- a stress measurement method can also be applied.
- the residual stress measurement method can be used for analysis of various structures other than the crankshaft.
- the shaft portion and the plate-like portion including the columnar shaft portion and the plate-like portion protruding outward in the radial direction from the outer peripheral surface of the shaft portion.
- a residual stress measurement method capable of accurately measuring the distribution of residual stress in the vicinity of the fillet surface of an object provided with a fillet surface at a portion connecting the two.
- This method has a columnar shaft portion and a plate-like portion that protrudes outward in the radial direction over the entire circumference from the outer peripheral surface of the shaft portion, and has a connection portion between the shaft portion and the plate-like portion.
- a method for measuring a residual stress of an object provided with a fillet surface comprising repeatedly performing a measurement cycle, wherein the measurement cycle is a cone concentric with a central axis of the shaft portion by cutting the object. Forming a new cutting surface that is a surface or a cylindrical surface, wherein the conical surface or the extended surface of the cylindrical surface passes through a reference position that is not changed in the repeated measurement cycle, and a plurality of the cutting surfaces on the cutting surface. Measuring the residual stress at the location.
- the residual stress measurement method it is possible to repeatedly form a cutting surface that is a conical surface or a cylindrical surface that passes through the reference position, characterized in that the measurement points in the vicinity of the reference position are densely set. In addition, it is possible to obtain a large amount of measurement data by reducing the interval between the measurement points of the residual stress. As a result, the residual stress measurement method makes it possible to accurately measure the distribution of residual stress in the vicinity of the fillet surface.
- the reference position is preferably the center position of an arc having the largest diameter among the arcs included in the fillet surface in the central longitudinal section of the object. Since this center position is the origin of the polar coordinates (local coordinates) for representing the position of the measurement point of the release strain in the central longitudinal section, the center of the most dominant arc of the fillet surface is used as the reference position as described above. This makes it possible to place many measurement points in the vicinity of the fillet surface. Thereby, the measurement accuracy of the inherent strain and consequently the residual stress is increased.
- the residual stress is measured at each of a plurality of locations arranged in the ridge line direction of the conical surface or the cylindrical surface. Setting a plurality of measurement points arranged in the ridge line direction in this way makes it possible to efficiently measure the distribution of the inherent strain of the object over substantially the entire cylindrical surface or circumferential surface. Further, the positions of a plurality of measurement points arranged in the ridge line direction may be divided in a zigzag pattern in the circumferential direction.
- the object when the object is not axial, by dispersing the plurality of measurement positions arranged in the direction of the ridge line of the conical surface or the cylindrical surface in the circumferential direction, the inherent strain of the object on the entire cylindrical surface or the circumferential surface is reduced. Distribution can be measured.
- the residual stress component in the ridge line direction of the conical surface or the cylindrical surface and the tangential direction perpendicular to the ridge line may be measured.
- the radial direction of the polar coordinates (the direction of the measurement point viewed from the origin) related to the arrangement of the measurement points on the central vertical section matches the measurement direction by the strain gauge, which facilitates analysis.
- the step of measuring the residual stress on the cutting surface includes a step of attaching a strain gauge to the cutting surface, a step of cutting out a small piece including the strain gauge from the cutting surface, And measuring the release strain of the small piece using the strain gauge.
- the measurement of the release strain makes it possible to accurately measure the residual stress.
- the step of cutting out the small piece includes a step of forming a groove adjacent to the strain gauge, and a rotational radial direction orthogonal to the rotational axis by being driven to rotate about a predetermined rotational axis.
- a step of separating a surface layer of the cutting surface by inserting a tool for cutting so as to cut a workpiece into the groove and cutting a lower portion of the cutting surface with the tool to cut the workpiece.
- the cutting groove formed on the surface of the cutting surface can be shallowed. This makes it possible to reduce the angular difference between the formed cutting surface and the next cutting surface, thereby increasing the measurement accuracy of the inherent strain and consequently the residual stress by setting the measurement points densely. enable.
- the residual stress measurement method further includes a step of measuring a residual stress of the second target object equivalent to the target object, and the step of measuring the residual stress of the second target object includes the step of measuring the second target object.
- the residual stress component in the direction corresponding to the ridge line and normal line of the conical surface or cylindrical surface may be measured.
- the calculation is facilitated by setting one of the measurement directions of the residual stress in the measurement piece of the second object as the radial direction of the polar coordinate related to the arrangement of the measurement points. Further, by setting the other of the measurement directions of the residual stress in the measurement piece of the second object as a direction corresponding to the normal line of the cutting surface of the object, the residual stress component in a direction that cannot be measured on the cutting surface of the object Can be measured. For this reason, the residual stress measurement method can measure the residual stress more accurately.
- a plurality of steps of measuring residual stress at a plurality of locations on the cut surface of the measurement piece may be performed on a straight line corresponding to the ridgeline of the conical surface or the cylindrical surface on the cut surface of the measurement piece.
- Arranging the second strain gauges side by side, and further measuring the release strain using each of the second strain gauges by further cutting the measurement piece to release the residual stress of the measurement piece It is good to include.
- the residual stress can be measured more accurately by measuring the release strain also in the second object.
- the residual stress measurement method may further include a step of measuring residual stresses at a plurality of locations on the surface of the second object. Measuring the residual stress on the outer surface of the second object in this way enables further improvement in the measurement accuracy of the residual stress.
- the direction of the line of intersection between the surface of the second object and the plane passing through the central axis and the direction perpendicular to the line of intersection The residual stress component should be measured.
- the analysis becomes easy.
- the step of measuring the residual stress at a plurality of locations on the surface of the second object may include a step of attaching a third strain gauge to the surface of the second object.
- the shaft portion of the target body and the shaft portion of the second target body may be formed integrally.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
- Measuring Or Testing Involving Enzymes Or Micro-Organisms (AREA)
Abstract
Description
図1は、軸状部材の残留応力を測定する残留応力測定方法を示す流れ図である。以下、当該残留応力測定方法について、図2の軸状部材1の残留応力を測定する場合について説明する。
図1のステップS01である対象体採取工程では、上記軸状部材1が図1に二点鎖線で示す位置で切断され、これにより、互いに同一の形状を有し、残留応力について均等とみなせる3つの対象体4が採取される。各対象体4は、上記軸2を分割することにより得られる円柱状の軸部2aと、上記板状体3と、を含み、この板状体3は、上記軸部2aの軸方向の中間位置において全周にわたり当該軸部2aの外周面よりも径方向の外向きに突出する。上記軸部2aと上記板状部3との接続部分に上記フィレット面5が位置する。この実施の形態では、便宜上、上記3つの対象体4の内、後で詳述するステップS02の逐次切削解放歪測定に供される2つの対象体を第1対象体4aと呼び、後で詳述するステップS03の測定片切り出し及び解放歪測定に供される1つの対象体を第2対象体4bと呼ぶ。
図1のステップS02である逐次切削による解放歪測定工程は、特定の測定サイクルを複数回にわたり繰り返して解放歪を得ることを含む。上記測定サイクルは、図3に示す切削面6を順次形成する第1工程と、各切削面6から小片を切り出してその解放歪を歪ゲージにより測定する第2工程と、を含む。上記第1工程では、上記測定サイクルの繰り返しに伴って上記第1対象体4aが繰り返し切削されることにより、上記切削面6が複数回にわたって形成され、それぞれの切削面6は上記軸部2aの中心軸Cと同心で当該中心軸Cに対する傾斜角が一定の角度ずつ異なる円錐面又は円筒面である。
図11は、図1のステップS03の工程、すなわち測定片を切り出して解放歪の測定を行う測定片切り出し及び解放歪測定工程、の詳細な流れを示す。
図1のステップS04である固有歪導出工程では、ステップS03で得られた解放歪のデータを基に、有限要素法による逆解析により固有歪の分布が導出される。


当該残留応力測定方法では、最後に、図1のステップS05である残留応力算出工程において、ステップS04で導出した固有歪の分布に基づいて、有限要素法の順解析により残留応力の分布が算出される。

当該残留応力測定方法は、第1対象体4aに基準位置Psを通る円錐面又は円筒面からなる切削面6を順次形成することと、その切削面から小片11を切り出すことにより、中央縦断面において基準位置Psを中心とする極座標上に設定される複数の測定点の解放歪を測定することと、を含み、これにより、第1対象体4aの内部のフィレット面5の近傍に多数の測定点を設定してそれぞれの測定点の歪を測定するため、フィレット面5の近傍の残留応力分布を詳細に測定することを可能にする。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記実施形態の構成に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
Claims (13)
- 円柱状の軸部とこの軸部の外周面よりも全周にわたって径方向の外向きに突出する板状部とを有して上記軸部と上記板状部とを接続する部分にフィレット面が設けられた対象体の残留応力を測定する方法であって、
測定サイクルを繰り返し行うことを含み、この測定サイクルは、上記対象体を切削して上記軸部の中心軸と同心の円錐面又は円筒面である新たな切削面を形成する工程であって、上記円錐面又は円筒面の延長面が、繰り返される上記測定サイクルで不変の基準位置を通るものと、上記切削面上の複数箇所の残留応力を測定する工程と、を含む、残留応力測定方法。 - 上記基準位置が、上記対象体の中央縦断面において上記フィレット面に含まれる円弧のうち最大の径を有する円弧の中心位置である、請求項1に記載の残留応力測定方法。
- 上記切削面上の残留応力を測定する工程において、上記円錐面又は円筒面の稜線方向に並ぶ複数の箇所でそれぞれ残留応力が測定される、請求項1又は請求項2に記載の残留応力測定方法。
- 上記切削面上の残留応力を測定する工程において、上記円錐面又は円筒面の稜線方向及びこの稜線に直交する接線方向の残留応力の成分が測定される、請求項1から請求項3のいずれか1項に記載の残留応力測定方法。
- 上記切削面上の残留応力を測定する工程が、
上記切削面に歪ゲージを貼着する工程と、
上記切削面から上記歪ゲージを含む小片を切り出す工程と、
上記歪ゲージを用いて上記小片の解放歪を測定する工程と、
を含む、請求項1に記載の残留応力測定方法。 - 上記小片を切り出す工程が、
上記歪ゲージに隣接する溝を形成する工程と、
所定の回転軸回りに回転駆動されることにより当該回転軸と直交する回転径方向に加工物を切り込むように切削を行う工具を上記溝内に挿入して上記切削面の下側の部位を当該工具により切削して切断することにより当該切削面の表層を分離する工程と、
を含む請求項5に記載の残留応力測定方法。 - 上記対象体と均等な第2対象体の残留応力を測定する工程をさらに備え、
上記第2対象体の残留応力を測定する工程が、
上記第2対象体の軸部の中心軸を通る2つの平面に沿って上記第2対象体を切断することにより当該2つの平面により画定される測定片を得る工程と、
上記測定片の切断面において上記円錐面又は円筒面の稜線に対応する直線上に位置する複数の箇所の残留応力を測定する工程と、
を含む、請求項1に記載の残留応力測定方法。 - 上記測定片の切断面上の複数箇所の残留応力を測定する工程において、上記円錐面又は円筒面の稜線及び法線に対応する方向の残留応力の成分が測定される、請求項7に記載の残留応力測定方法。
- 上記測定片の切断面上の複数箇所の残留応力を測定する工程が、
上記測定片の切断面において上記円錐面又は円筒面の稜線に対応する直線上に複数の第2歪ゲージを並べて貼着する工程と、
上記測定片をさらに切断して上記測定片の残留応力を解放することにより、上記各第2歪ゲージを用いて解放歪を測定する工程と、
を含む請求項7に記載の残留応力測定方法。 - 上記第2対象体の表面上の複数箇所の残留応力を測定する工程をさらに備える請求項7に記載の残留応力測定方法。
- 上記第2対象体の表面上の複数箇所の残留応力を測定する工程において、上記第2対象体の表面と上記中心軸を通る平面との交線の方向及びこの交線に直交する方向の残留応力の成分が測定される請求項10に記載の残留応力測定方法。
- 上記第2対象体の表面上の複数箇所の残留応力を測定する工程が、上記第2対象体の表面に第3歪ゲージを貼着する工程を含む請求項10に記載の残留応力測定方法。
- 上記対象体の上記軸部と上記第2対象体の上記軸部とが一体に形成されている、請求項7から請求項12のいずれか1項に記載の残留応力測定方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14862243.4A EP3070447B1 (en) | 2013-11-14 | 2014-11-06 | Residual stress measuring method |
| KR1020167015701A KR101840958B1 (ko) | 2013-11-14 | 2014-11-06 | 잔류 응력 측정 방법 |
| CN201480060674.9A CN105705925B (zh) | 2013-11-14 | 2014-11-06 | 残余应力测量方法 |
| PL14862243T PL3070447T3 (pl) | 2013-11-14 | 2014-11-06 | Sposób pomiaru naprężeń resztkowych |
| US15/033,805 US10018522B2 (en) | 2013-11-14 | 2014-11-06 | Residual stress measuring method |
| ES14862243.4T ES2686632T3 (es) | 2013-11-14 | 2014-11-06 | Método de medir el esfuerzo residual |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-236300 | 2013-11-14 | ||
| JP2013236300A JP5955301B2 (ja) | 2013-11-14 | 2013-11-14 | 残留応力算出方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015072391A1 true WO2015072391A1 (ja) | 2015-05-21 |
Family
ID=53057326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/079458 WO2015072391A1 (ja) | 2013-11-14 | 2014-11-06 | 残留応力測定方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10018522B2 (ja) |
| EP (1) | EP3070447B1 (ja) |
| JP (1) | JP5955301B2 (ja) |
| KR (1) | KR101840958B1 (ja) |
| CN (1) | CN105705925B (ja) |
| ES (1) | ES2686632T3 (ja) |
| PL (1) | PL3070447T3 (ja) |
| WO (1) | WO2015072391A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6516323B2 (ja) * | 2015-03-05 | 2019-05-22 | 株式会社神戸製鋼所 | 残留応力推定方法及び残留応力推定装置 |
| JP6345618B2 (ja) * | 2015-03-05 | 2018-06-20 | 株式会社神戸製鋼所 | 残留応力推定方法及び残留応力推定装置 |
| CN106555810A (zh) * | 2015-09-30 | 2017-04-05 | 北汽福田汽车股份有限公司 | 曲轴装置及测试曲轴所受到的应力的系统 |
| JP6560998B2 (ja) * | 2016-03-03 | 2019-08-14 | 株式会社神戸製鋼所 | 残留応力算出方法 |
| US11609169B2 (en) | 2017-11-29 | 2023-03-21 | Hill Engineering, Llc | Analysis of material properties of internal surfaces using machining processes to enable stress relief in the material under test |
| US10900768B2 (en) * | 2017-11-29 | 2021-01-26 | Hill Engineering, Llc | Systems and methods for analysis of material properties of components and structures using machining processes to enable stress relief in the material under test |
| CN108489651B (zh) * | 2018-03-14 | 2020-08-04 | 中国石油大学(华东) | 多角度角焊缝残余应力测试对中装置 |
| JP6867329B2 (ja) * | 2018-04-25 | 2021-04-28 | 株式会社神戸製鋼所 | 残留応力算出方法 |
| DE102018214436B4 (de) * | 2018-08-27 | 2020-07-16 | Universität Stuttgart | Verfahren zur Bestimmung eines Spannungszustands in einem Bauteil |
| CN109341990A (zh) * | 2018-10-26 | 2019-02-15 | 北京工业大学 | 畸变荷载下钢箱梁结构的实验加载装置及其加载方法 |
| CN109509224B (zh) * | 2018-11-09 | 2022-04-19 | 西南科技大学 | 一种平面材料小孔应力集中极坐标化展示方法 |
| CN111460702B (zh) * | 2020-03-09 | 2023-06-20 | 扬州大学 | 一种基于正逆向损伤特征融合的结构件损伤识别方法 |
| JP7344841B2 (ja) * | 2020-06-02 | 2023-09-14 | 株式会社神戸製鋼所 | 残留応力測定方法 |
| CN112304478B (zh) * | 2020-07-30 | 2021-09-28 | 北京航空航天大学 | 一种基于蠕变轮廓法的残余应力测试方法 |
| JP6981521B1 (ja) * | 2020-12-08 | 2021-12-15 | Jfeスチール株式会社 | 残留応力の算出方法 |
| CN114088263B (zh) * | 2021-10-28 | 2023-05-23 | 广东省特种设备检测研究院(广东省特种设备事故调查中心) | 一种自增强超高压管式反应器残余应力的监测方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005181172A (ja) | 2003-12-22 | 2005-07-07 | Mitsubishi Heavy Ind Ltd | 残留応力測定方法及び装置 |
| JP2006284199A (ja) * | 2005-03-31 | 2006-10-19 | Toshiba Corp | 残留応力測定装置及びその測定方法 |
| JP2008298507A (ja) * | 2007-05-30 | 2008-12-11 | Toshiba Corp | 構造物の応力解析方法及び装置 |
| JP2009048361A (ja) * | 2007-08-17 | 2009-03-05 | Ihi Corp | 溶接構造物の残留応力解析方法 |
| JP2009216514A (ja) * | 2008-03-10 | 2009-09-24 | Toshiba Corp | 残留応力評価システム及び残留応力測定方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07110390B2 (ja) * | 1987-03-20 | 1995-11-29 | 富士重工業株式会社 | 無段変速機用ベルトの製造管理方法 |
| US5164669A (en) * | 1990-07-23 | 1992-11-17 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Method of characterizing residual stress in ferromagnetic materials using a pulse histogram of acoustic emission signals |
| EP0878710A1 (en) * | 1997-05-15 | 1998-11-18 | Hoogovens Aluminium Walzprodukte GmbH | Method for residual stress measurement |
| JPH11304603A (ja) * | 1998-04-17 | 1999-11-05 | Toshiba Corp | 残留応力測定方法および装置 |
| US7286893B1 (en) * | 1998-06-30 | 2007-10-23 | Jyoti Mazumder | Tailoring residual stress and hardness during direct metal deposition |
| KR100326302B1 (ko) * | 2000-03-13 | 2002-03-08 | 윤종용 | 광섬유의 잔여 응력 및 포토일래스틱 효과 측정을 위한측정장치 및 그 방법 |
| US6470756B1 (en) * | 2001-02-23 | 2002-10-29 | The Regents Of The University Of California | System and method for measuring residual stress |
| JP3612293B2 (ja) | 2001-07-31 | 2005-01-19 | 株式会社東芝 | 物体内部の残留応力測定方法およびその測定装置 |
| US7516534B2 (en) * | 2001-11-25 | 2009-04-14 | Stresswave, Inc. | Method for attaching a nut element to a metal structure |
| JP4079638B2 (ja) | 2001-12-26 | 2008-04-23 | 株式会社東芝 | 有限要素法による残留応力解析方法 |
| KR100416723B1 (ko) * | 2002-04-04 | 2004-01-31 | (주)프론틱스 | 잔류응력 측정장치 및 이 장치를 이용한 잔류응력 데이터측정방법, 잔류응력 측정방법 및 이 측정방법을 기록한기록매체 |
| GB0304192D0 (en) * | 2003-02-25 | 2003-03-26 | Accentus Plc | Measurement of thermally induced stress |
| JP3746287B2 (ja) * | 2004-01-15 | 2006-02-15 | 学校法人東京電機大学 | 応力測定方法とその装置 |
| KR100569143B1 (ko) * | 2004-02-26 | 2006-04-07 | 현대자동차주식회사 | 실린더블록 샴부의 잔류응력 측정방법 |
| KR100517857B1 (ko) * | 2004-12-16 | 2005-09-30 | (주)프론틱스 | 연속압입시험법을 이용한 잔류응력 측정방법 |
| JP4910135B2 (ja) | 2006-08-03 | 2012-04-04 | 国立大学法人 岡山大学 | ひずみ測定方法及びひずみ測定装置 |
| JP4328349B2 (ja) * | 2006-11-29 | 2009-09-09 | 株式会社日立製作所 | 残留応力測定方法及び装置 |
| US7739059B2 (en) * | 2007-07-16 | 2010-06-15 | Airbus France | Method, System, and computer program product for calculating the residual stress equilibrium of two concentric cylinders coldworked by a loading-unloading expansion process |
| JP5020146B2 (ja) | 2008-03-28 | 2012-09-05 | 株式会社小松製作所 | 歯車の圧縮残留応力評価方法および歯車設計方法 |
| JP5545043B2 (ja) | 2010-06-02 | 2014-07-09 | 株式会社Ihi | 残留応力測定方法 |
| JP2012206824A (ja) * | 2011-03-29 | 2012-10-25 | Fuji Xerox Co Ltd | 内部残留応力算出装置、及びプログラム |
| JP5347001B2 (ja) * | 2011-08-18 | 2013-11-20 | 日立Geニュークリア・エナジー株式会社 | X線回折装置 |
| GB201117343D0 (en) * | 2011-10-07 | 2011-11-23 | Airbus Uk Ltd | Method and apparatus for measuring residual stresses in a component |
| ITRM20120017A1 (it) * | 2012-01-18 | 2013-07-19 | Univ Degli Studi Roma Tre | Metodo per la misura del rapporto di poisson e dello stress residuo |
| CN103196592B (zh) * | 2013-04-10 | 2015-07-01 | 东南大学 | 微机械残余应力的测试结构及其测试方法 |
| DE102014202020B4 (de) * | 2014-02-05 | 2016-06-09 | MTU Aero Engines AG | Verfahren und Vorrichtung zur Bestimmung von Eigenspannungen eines Bauteils |
-
2013
- 2013-11-14 JP JP2013236300A patent/JP5955301B2/ja active Active
-
2014
- 2014-11-06 ES ES14862243.4T patent/ES2686632T3/es active Active
- 2014-11-06 KR KR1020167015701A patent/KR101840958B1/ko active IP Right Grant
- 2014-11-06 WO PCT/JP2014/079458 patent/WO2015072391A1/ja active Application Filing
- 2014-11-06 US US15/033,805 patent/US10018522B2/en active Active
- 2014-11-06 PL PL14862243T patent/PL3070447T3/pl unknown
- 2014-11-06 CN CN201480060674.9A patent/CN105705925B/zh active Active
- 2014-11-06 EP EP14862243.4A patent/EP3070447B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005181172A (ja) | 2003-12-22 | 2005-07-07 | Mitsubishi Heavy Ind Ltd | 残留応力測定方法及び装置 |
| JP2006284199A (ja) * | 2005-03-31 | 2006-10-19 | Toshiba Corp | 残留応力測定装置及びその測定方法 |
| JP2008298507A (ja) * | 2007-05-30 | 2008-12-11 | Toshiba Corp | 構造物の応力解析方法及び装置 |
| JP2009048361A (ja) * | 2007-08-17 | 2009-03-05 | Ihi Corp | 溶接構造物の残留応力解析方法 |
| JP2009216514A (ja) * | 2008-03-10 | 2009-09-24 | Toshiba Corp | 残留応力評価システム及び残留応力測定方法 |
Non-Patent Citations (1)
| Title |
|---|
| KEIJI NAKACHO: "Measurement of Welding Residual Stress by Inherent Strain Method", JAPAN WELDING SOCIETY TRANSACTION, vol. 27, March 2009 (2009-03-01), pages 104 - 113 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105705925A (zh) | 2016-06-22 |
| JP2015094758A (ja) | 2015-05-18 |
| CN105705925B (zh) | 2017-10-20 |
| EP3070447A1 (en) | 2016-09-21 |
| PL3070447T3 (pl) | 2019-02-28 |
| JP5955301B2 (ja) | 2016-07-20 |
| KR20160086898A (ko) | 2016-07-20 |
| US20160273979A1 (en) | 2016-09-22 |
| KR101840958B1 (ko) | 2018-03-21 |
| EP3070447A4 (en) | 2017-06-28 |
| ES2686632T3 (es) | 2018-10-18 |
| EP3070447B1 (en) | 2018-08-29 |
| US10018522B2 (en) | 2018-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015072391A1 (ja) | 残留応力測定方法 | |
| JP6560998B2 (ja) | 残留応力算出方法 | |
| KR101541978B1 (ko) | 배관 감육 검사장치 및 검사방법 | |
| JP2015093346A5 (ja) | 工作機械の加工検査ワークを用いた機上計測方法 | |
| JP2012159477A (ja) | 亀裂サイズ推定方法 | |
| CN105067187A (zh) | 一种钻孔法残余应力标定装置 | |
| JP2015184118A (ja) | 残留応力測定方法、及び、残留応力測定装置 | |
| CN109724553A (zh) | 一种基于三坐标定心功能间接测量大直径螺纹量具的方法 | |
| CN205691410U (zh) | 环境腐蚀引起的损伤混凝土应力‑应变全曲线测试装置 | |
| CN104121843A (zh) | 一种检测内锥面与外形面同轴度、对称度的工具套件及其检测方法 | |
| EP2574894A2 (en) | System, apparatus and method for in situ fastener preload measurement | |
| CN103644797A (zh) | 一种位置度检测检具 | |
| EP3328592A1 (en) | Locating positions on components | |
| JP3206123U (ja) | 穴位置測定用治具 | |
| TWI580939B (zh) | Residual stress detection method for hard and brittle materials | |
| CN211042046U (zh) | 一种螺柱间距检测装置 | |
| JP2018146503A (ja) | 歯面形状管理方法 | |
| CN106871857B (zh) | 一种滚珠丝杠弯曲挠度检测装置及方法 | |
| CN217953360U (zh) | 孔中心距测具 | |
| JP2010230562A (ja) | テーパ穴の内径測定方法 | |
| Khan et al. | Materialistic suitability analysis for cutting dynamometers | |
| CN220670415U (zh) | 一种检测齿轮内外花键跨棒距的工装 | |
| CN115752864B (zh) | 一种单缝双应变材料工作应力的测试方法 | |
| CN110487142B (zh) | 测量球面设定位置至通孔中心距离的量规及方法 | |
| JP2004205474A (ja) | 円柱材外径測定器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14862243 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15033805 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014862243 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014862243 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167015701 Country of ref document: KR Kind code of ref document: A |