WO2014030682A1 - 強化ガラス - Google Patents
強化ガラス Download PDFInfo
- Publication number
- WO2014030682A1 WO2014030682A1 PCT/JP2013/072330 JP2013072330W WO2014030682A1 WO 2014030682 A1 WO2014030682 A1 WO 2014030682A1 JP 2013072330 W JP2013072330 W JP 2013072330W WO 2014030682 A1 WO2014030682 A1 WO 2014030682A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- less
- treated
- expansion coefficient
- content
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims abstract description 152
- 238000001816 cooling Methods 0.000 claims abstract description 72
- 238000010438 heat treatment Methods 0.000 claims abstract description 38
- 230000009477 glass transition Effects 0.000 claims abstract description 29
- 239000005341 toughened glass Substances 0.000 claims description 59
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 14
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 13
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 8
- 229910052742 iron Inorganic materials 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 24
- 238000005496 tempering Methods 0.000 abstract description 13
- 238000005728 strengthening Methods 0.000 description 31
- 238000000465 moulding Methods 0.000 description 26
- 238000000034 method Methods 0.000 description 21
- 238000005452 bending Methods 0.000 description 19
- 238000010791 quenching Methods 0.000 description 19
- 239000000203 mixture Substances 0.000 description 13
- 238000007664 blowing Methods 0.000 description 6
- 230000035939 shock Effects 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000013585 weight reducing agent Substances 0.000 description 4
- 238000006124 Pilkington process Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000004031 devitrification Methods 0.000 description 3
- 229910018068 Li 2 O Inorganic materials 0.000 description 2
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 229910006404 SnO 2 Inorganic materials 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000001784 detoxification Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000007372 rollout process Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- -1 tempering conditions Substances 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/083—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound
- C03C3/085—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal
- C03C3/087—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal containing calcium oxide, e.g. common sheet or container glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0404—Nozzles, blow heads, blowing units or their arrangements, specially adapted for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0413—Stresses, e.g. patterns, values or formulae for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/044—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/044—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position
- C03B27/0442—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position for bent glass sheets
- C03B27/0445—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position for bent glass sheets the quench unit being adapted to the bend of the sheet
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2203/00—Production processes
- C03C2203/50—After-treatment
- C03C2203/52—Heat-treatment
Definitions
- the present invention relates to tempered glass and glass to be tempered, and particularly to a thin tempered glass.
- Tempered glass has improved the disadvantage of being easily broken, which is a general glass problem, and is used in transportation equipment, construction, and the like.
- transportation equipment include passenger cars, trucks, buses, railroads, ships, airplanes, and the like, which are used for windows, headlights, taillights, and the like.
- architecture include buildings and houses, and are used for windows, doors, partitions, and the like.
- furniture such as bookshelves and showcases, electrical appliances such as cooking utensils, and office supplies.
- Tempered glass is manufactured by a method called thermal strengthening, for example.
- Thermal strengthening uses thermal contraction of glass during cooling, and cools the glass after heating it to a temperature near the softening point or yield point. At this time, since the temperature drop on the surface is faster than the temperature drop on the inside, a temperature difference occurs in the thickness direction, and tensile stress and compressive stress are generated on the surface. As a result, a compressive stress is generated on the surface and a tensile stress is generated inside and remains. Since the compressive stress remains on the surface, the strength is improved and the progress of the scratches is suppressed, and the scratch resistance is improved.
- plate-like glass is manufactured by a float method, etc., and after the cut glass plate is heated to a temperature near the softening point or yield point, air cooling as a cooling medium is blown onto the surface to rapidly cool the glass plate. Reinforcement is a typical example.
- the weight reduction of the tempered glass can be achieved by reducing the thickness of the tempered glass.
- the thickness is required to be 2.5 mm or less.
- the heat strengthening uses the temperature difference between the surface and the inside during cooling, if the thickness is thin, the temperature difference between the surface and the inside cannot be increased, and the essential strengthening is difficult.
- a method for producing thin tempered glass for example, it is known to use a glass composition having a predetermined glass composition and an average linear thermal expansion coefficient at 50 to 350 ° C. of 80 to 110 ⁇ 10 ⁇ 7 / ° C. (For example, refer to Patent Document 1).
- a manufacturing method since only the average linear thermal expansion coefficient on the low temperature side is controlled, it is not always possible to effectively apply residual stress to a thin glass having a thickness of 2.5 mm or less.
- a method for producing a thin tempered glass for example, a method of performing two-stage cooling by blowing air that generates a shock wave having a predetermined heat transfer coefficient and then blowing air having a predetermined heat transfer coefficient is known.
- a method of performing two-stage cooling by blowing air that generates a shock wave having a predetermined heat transfer coefficient and then blowing air having a predetermined heat transfer coefficient is known.
- Patent Document 2 a method of performing two-stage cooling by blowing air that generates a shock wave having a predetermined heat transfer coefficient and then blowing air having a predetermined heat transfer coefficient.
- tempered glass is required to be thin from the viewpoint of weight reduction. Moreover, it is calculated
- the present invention has been made to solve the above-described problems, and provides a tempered glass that does not require special production equipment, is thin, and can be produced by general air-cooling tempering, and the tempered glass. It aims at providing the to-be-processed glass for the tempering process suitable for manufacturing.
- the tempered glass of the present invention is heated to a glass to be treated having a glass transition point of 500 to 600 ° C. and a maximum value ⁇ max of a thermal expansion coefficient between the glass transition point and the yield point of 430 ⁇ 10 ⁇ 7 / ° C. or more. It is obtained through a heating process for performing a treatment and a cooling process for performing an air cooling process on the glass to be treated.
- the glass to be treated of the present invention is expressed in terms of mole percentage based on oxides, 55 to 75% of SiO 2 , 0 to 3% of Al 2 O 3 , 0.1 to 25% of MgO, and 0.1% of CaO.
- a glass to be treated having a glass transition point of 500 to 600 ° C. and a maximum value ⁇ max of a thermal expansion coefficient between the glass transition point and the yield point of 430 ⁇ 10 ⁇ 7 / ° C. or more. Is used.
- a thin tempered glass can be produced by general air-cooling tempering without requiring special production equipment.
- the perspective view which shows an example of the shaping
- the perspective view which shows an example of the air-cooling strengthening apparatus applicable to manufacture of the tempered glass of embodiment.
- the top view which shows arrangement
- the tempered glass of the embodiment is obtained through a heating process and a cooling process.
- heat treatment is performed on the glass to be processed having a glass transition point of 500 to 600 ° C. and a maximum value ⁇ max of a thermal expansion coefficient between the glass transition point and the yield point of 430 ⁇ 10 ⁇ 7 / ° C. or more.
- the cooling step an air cooling process is performed on the glass to be processed.
- the maximum value ⁇ max of the thermal expansion coefficient between the glass transition point and the yield point is simply referred to as a high temperature thermal expansion coefficient ( ⁇ max).
- the glass transition point is 500 to 600 ° C., particularly as the glass to be processed (ie, glass to be processed, the same applies hereinafter) subjected to air-cooling tempering.
- a high temperature coefficient of thermal expansion ( ⁇ max) of 430 ⁇ 10 ⁇ 7 / ° C. or higher is used.
- the wind pressure of 30 kPa or less is a wind pressure that can be achieved in a general wind-cooling strengthening apparatus. That is, according to the tempered glass of the embodiment, a thin tempered glass having a thickness of 2.5 mm or less can be manufactured using a general air-cooled tempering apparatus.
- the glass transition point of the glass to be treated is preferably 510 to 590 ° C, more preferably 520 to 580 ° C.
- the yield point of the glass to be treated is not necessarily limited, but preferably exceeds 600 ° C.
- the heating temperature in the heating process that is, the strengthening start temperature becomes low, and there is a possibility that the residual stress cannot be effectively applied.
- the yield point is preferably 750 ° C. or lower.
- the yield point exceeds 750 ° C. it is necessary to increase the temperature in the heating process, and peripheral members for holding the glass to be treated are exposed to high temperatures, so there is a risk that their lifetime will be significantly reduced. In order to extend the life, it is necessary to use an expensive member excellent in heat resistance.
- the yield point of the glass to be treated is more preferably 700 ° C. or lower.
- the high-temperature thermal expansion coefficient ( ⁇ max) is less than 430 ⁇ 10 ⁇ 7 / ° C.
- air cooling strengthening is performed by quenching from a temperature about 100 ° C. higher than the glass transition point.
- the high temperature coefficient of thermal expansion ( ⁇ max) refers to a maximum value between the glass transition point and the yield point in the coefficient of expansion curve of the glass to be treated measured by a thermal dilatometer as described later. .
- the high temperature thermal expansion coefficient ( ⁇ max) is 430 ⁇ 10 6. -7 / ° C to 600 ⁇ 10 -7 / ° C is preferable.
- the above is preferable.
- the thermal expansion coefficient difference ( ⁇ ) By setting the thermal expansion coefficient difference ( ⁇ ) to 345 ⁇ 10 ⁇ 7 / ° C. or more, that is, by keeping the average linear expansion coefficient ⁇ constant, the high temperature thermal expansion coefficient ( ⁇ max) is relatively increased. Residual stress can be effectively applied to a thin glass to be processed having a thickness of 2.5 mm or less by air-cooling treatment with a wind pressure of 30 kPa or less, and the occurrence of cracks due to thermal shock can also be suppressed.
- the difference in thermal expansion coefficient ( ⁇ ) is more preferably 360 ⁇ 10 ⁇ 7 / ° C. or more, and further preferably 370 ⁇ 10 ⁇ 7 / ° C. or more.
- the difference in thermal expansion coefficient ( ⁇ ) is basically preferably as large as possible, but usually 500 ⁇ 10 ⁇ 7 / ° C. is sufficient.
- the average linear expansion coefficient ( ⁇ ) is preferably as large as possible from the viewpoint of imparting residual stress. However, if the average linear expansion coefficient ( ⁇ ) is too large, expansion mismatch with other current members becomes a problem or weakens against thermal shock. there is a possibility. Therefore, the average linear expansion coefficient ⁇ is preferably 80 ⁇ 10 ⁇ 7 to 120 ⁇ 10 ⁇ 7 / ° C., and more preferably 85 ⁇ 10 ⁇ 7 to 110 ⁇ 10 ⁇ 7 / ° C.
- the glass transition point, yield point, and thermal expansion coefficient ( ⁇ max, ⁇ ) are measured as follows. That is, a cylindrical sample having a diameter of 5 mm and a length of 20 mm was prepared, and the thermal expansion was measured using a thermal dilatometer at a heating rate of 5 ° C./min under a load condition of 10 g, and the glass transition point, yield point, The thermal expansion coefficient ( ⁇ max, ⁇ ) is obtained.
- the glass to be treated is expressed in terms of mole percentage on the basis of oxide, SiO 2 55 to 75%, Al 2 O 3 0 to 3%, MgO 0.1 to 25%, CaO 0.1 to 15%, SrO 0-10%, BaO 0-3%, Na 2 O 8-20%, K 2 O 0-4%, Fe 2 O 3 0.1-2%, TiO 2 0-5 And containing at least one selected from the group consisting of MgO, CaO, SrO, and BaO is 75% or less, and the sum of the content of SiO 2 and the value of 1.5 times the content of Al 2 O 3 is 75% or less.
- the total content is preferably 16% or more.
- the mole percentage based on oxide is simply expressed as% or mol%.
- the basic component is the same as the component of soda-lime glass generally used for manufacture of tempered glass, productivity becomes favorable. Further, according to such a composition, a glass transition point of 500 to 600 ° C. and a high temperature thermal expansion coefficient ( ⁇ max) of 430 ⁇ 10 ⁇ 7 / ° C. or more can be obtained.
- ⁇ max high temperature thermal expansion coefficient
- the content of SiO 2 is 55 to 75%. If it is less than 55%, the glass density increases, the thermal expansion coefficient increases, and the scratch resistance deteriorates.
- the content of SiO 2 is preferably 57% or more, more preferably 60% or more. On the other hand, if the content of SiO 2 exceeds 75%, the viscosity becomes high and the glass becomes difficult to dissolve.
- the content of SiO 2 is preferably 72% or less, more preferably 71% or less, and particularly preferably 70% or less.
- Al 2 O 3 can be contained as required, and its content is 3% or less. When the content of Al 2 O 3 exceeds 3%, the thermal expansion coefficient above the glass transition point is difficult to increase, and it may be difficult to increase the residual stress.
- the content of Al 2 O 3 is preferably 2.5% or less, more preferably 2% or less.
- MgO content is 0.1% or more. MgO is necessary for maintaining a suitable thermal expansion coefficient and can improve the scratch resistance.
- the content of MgO is preferably 2% or more, more preferably 3% or more. Further, the content of MgO is 25% or less. When the content of MgO exceeds 25%, the tendency to devitrify the glass becomes strong and the productivity deteriorates.
- the content of MgO is preferably 23% or less, more preferably 21% or less, and still more preferably 20% or less.
- the CaO content is 0.1% or more. CaO is necessary to maintain the thermal expansion coefficient of the glass moderately.
- the content of CaO is preferably 2% or more, more preferably 3% or more.
- the content of CaO is 15% or less. When the content of CaO exceeds 15%, the tendency to devitrify the glass becomes strong and the productivity deteriorates.
- the content of CaO is preferably 14% or less, more preferably 13% or less.
- SrO can be contained as required, and its content is 10% or less. By containing SrO, the solubility at high temperatures and the thermal expansion coefficient of the glass can be adjusted. If the SrO content exceeds 10%, the density of the glass increases and the weight of the glass increases. When SrO is contained, it is preferably 1% or more, more preferably 1.5% or more. The SrO content is more preferably 7% or less, still more preferably 5% or less.
- BaO can be contained as necessary, and its content is 3% or less.
- the solubility at high temperatures and the thermal expansion coefficient of the glass can be adjusted.
- the content of BaO is 3% or less, preferably 2% or less, more preferably 1% or less.
- the content of Na 2 O is 8% or more.
- Na 2 O is a component that increases the thermal expansion coefficient even when the density of the glass is low, so it is included in the glass composition for the purpose of adjusting the thermal expansion coefficient.
- the content of Na 2 O is preferably 9% or more, and more preferably 10% or more.
- the content of Na 2 O is 20% or less. When the content of Na 2 O exceeds 20%, the temperature difference between the strain point and the yield point becomes small, so that the strengthening stress becomes small and the thermal expansion coefficient becomes too large.
- the content of Na 2 O is preferably 17% or less, more preferably 15% or less.
- K 2 O is, can be contained if necessary, its content is preferably 0.1% or more.
- the content of K 2 O is 0.1% or more, the solubility of glass at a high temperature and an appropriate thermal expansion coefficient can be maintained.
- the content of K 2 O is more preferably 0.5% or more, and particularly preferably 1% or more.
- the content of K 2 O is 4% or less.
- the content of K 2 O exceeds 4 percent, the density of the glass is increased, the weight of the glass increases.
- the content of K 2 O is preferably 3.5% or less, more preferably 3% or less.
- the Fe content is 0.1% or more in terms of Fe 2 O 3 .
- Fe has the effect of increasing the high temperature thermal expansion coefficient ( ⁇ max). Furthermore, since Fe is a component that absorbs heat rays, it promotes thermal convection of the molten glass to improve the homogeneity of the glass, and also prevents the high temperature of the bottom brick of the melting furnace, thereby extending the kiln life.
- it is preferably contained in the composition in the melting process of plate glass using a large kiln. Preferably it is 0.2% or more, More preferably, it is 0.3% or more, More preferably, it is 0.5% or more.
- the Fe content is preferably 2% or less in terms of Fe 2 O 3 . When it exceeds 2%, it becomes difficult to use as glass for vehicles or buildings due to coloring. More preferably, it is 1% or less.
- TiO 2 can be contained in a range not exceeding 5% in order to increase the high temperature thermal expansion coefficient ( ⁇ max). Preferably it is 0.1% or more, More preferably, it is 0.2% or more, More preferably, it is 0.5% or more, Most preferably, it is 1% or more. When it exceeds 5%, it becomes difficult to use as glass for vehicles or buildings due to coloring. TiO 2 is preferably 4% or less, more preferably 3% or less.
- the high temperature thermal expansion coefficient ( ⁇ max) may not be 430 ⁇ 10 ⁇ 7 / ° C. or more. More preferably, it is 72% or less, and particularly preferably 71% or less. The total is preferably 55% or more, more preferably 57% or more.
- the total of alkaline earth metal oxides (RO) containing at least one selected from the group consisting of MgO, CaO, SrO, and BaO (hereinafter, the total content of alkaline earth metal oxides (RO) is simply , MgO, CaO, SrO, and BaO) is 16% or more. Note that MgO, CaO, SrO, and BaO are not necessarily all included. When the total content of RO (MgO + CaO + SrO + BaO) is less than 16%, Li 2 O, Na 2 O, K 2 O, etc. are used in order to maintain the glass at a high temperature and an appropriate thermal expansion coefficient.
- the total of MgO, CaO, SrO, and BaO is more preferably 16.5% or more, and further preferably 18% or more.
- the total of MgO, CaO, SrO, and BaO is preferably 30% or less. When it exceeds 30%, the devitrification tendency of the glass becomes strong, and the productivity deteriorates.
- the total of MgO, CaO, SrO, and BaO is preferably 28% or less, and more preferably 26% or less.
- the glass to be treated is preferably substantially composed of the above components, but may contain other components up to 10% in total as necessary and within the limits not departing from the gist of the present invention.
- other components include ZrO 2 , Y 2 O 3 , CeO 2 , MnO, and CoO.
- B 2 O 3, PbO can also contain Li 2 O, etc., they are preferably substantially free.
- the high temperature coefficient of thermal expansion ( ⁇ max) can be increased to some extent for a composition containing B 2 O 3 .
- it does not contain B 2 O 3 substantially because it tends to be very costly for detoxification, components tend to volatilize when heated and the composition tends to become unstable, and the raw material cost is high. Is preferred.
- the glass to be treated contains substantially no As, Sb, or Pb. Since these are toxic, it is preferable that they are not contained in the glass in order to prevent environmental impact. Note that “substantially not contained” indicates less than 0.01%.
- the thickness of the glass to be treated can be 2.5 mm or less.
- a tempered glass reduced in weight can be obtained.
- a residual stress can be provided effectively by the air cooling process of a wind pressure of 30 kPa or less.
- the thickness of the glass to be treated is not necessarily limited as long as it is 2.5 mm or less, but is preferably 2.4 mm or less and more preferably 2.3 mm or less from the viewpoint of weight reduction. Further, the thickness of the glass to be treated is preferably 1.3 mm or more from the viewpoint of effectively imparting residual stress.
- the thickness of the glass to be treated is more preferably 1.6 mm or more, and even more preferably 1.7 mm or more.
- a desired tempered glass can be obtained by applying a tempering treatment to the glass to be treated having a thickness of more than 2.5 mm.
- the glass to be treated is produced by any one of glass plate forming methods such as a float method, a fusion method, a download method, and a roll-out method.
- the float method is preferable because it is easy to produce a large-area glass plate and the thickness deviation can be easily reduced.
- the glass to be treated is subjected to a heat treatment.
- the heated glass temperature is preferably 640 to 690 ° C. If it exceeds 690 ° C., the glass tends to undergo viscous flow deformation at a high temperature, and the optical quality of the final tempered glass deteriorates.
- the heating temperature is less than 640 ° C., the stress relaxation effect inside the glass during cooling is small, so there is a possibility that the residual stress cannot be effectively applied.
- heating temperature is more preferably 650 to 680 ° C.
- the cooling process is air cooling.
- tempered glass is obtained by spraying cooling air with a wind pressure of 30 kPa or less on both surfaces of the glass to be treated which has been subjected to heat treatment, and then rapidly cooling the glass.
- the wind pressure is preferably 27 kPa or less, and more preferably 25 kPa or less. Even with such wind pressure, according to the method for producing tempered glass of the embodiment, residual stress can be effectively applied. Moreover, according to such a wind pressure, a wider range of wind-cooling strengthening apparatus can be used.
- the wind pressure is preferably 15 kPa or more, more preferably 20 kPa or more, from the viewpoint of effectively imparting residual stress.
- an air-cooling strengthening device conventionally used for this kind of air-cooling strengthening can be used.
- a predetermined interval is provided between the upper and lower air-cooling strengthening outlet members of the glass to be treated.
- An air cooling strengthening device that is arranged so as to be sandwiched between the two and rapidly cooled by cooling air can be used.
- the tempered glass of the embodiment for example, one having a central portion residual stress of 49 MPa or more is preferable. According to such a thing, since the number of fragments in a 50 mm x 50 mm square area
- Such tempered glass can be obtained, for example, by adjusting the composition of the glass to be treated so that the high-temperature thermal expansion coefficient ( ⁇ max) is 430 ⁇ 10 ⁇ 7 / ° C. or higher.
- the tempered glass of the embodiment from the viewpoint of improving the productivity by suppressing devitrification to some extent, for example, those having a central part residual stress of 49 MPa or more and less than 60 MPa are preferable. By setting it as such, the number of fragments when crushed becomes 10 or more and less than 40, devitrification is suppressed to some extent, and productivity is improved.
- FIG. 1 is a perspective view showing an example of the entire structure of a glass plate forming apparatus including an air-cooling strengthening apparatus applicable to the production of tempered glass according to the embodiment.
- This glass plate forming apparatus is a bending apparatus for rear glass for automobiles.
- the glass plate forming apparatus 12 is an in-furnace bending apparatus that bends and forms a glass plate G, which is a glass to be processed, inside the heating unit 14, but out-of-furnace bending that bends and forms the glass plate G outside the heating unit 14. It can also be applied to a molding apparatus. Further, the glass plate G to be bent is not limited to a rear glass for automobiles, but may be a windshield and a side glass, and is not limited to automobiles.
- a roller conveyor 16 is disposed in the heating unit 14.
- the glass plate G to be bent is heated to a predetermined bending temperature in the course of being conveyed in the heating unit 14 while being conveyed in the direction of the arrow A in the drawing by the roller conveyor 16.
- a molding furnace 20 is installed at the outlet of the heating unit 14, and the interior of the molding furnace 20 communicates with the heating unit 14 and is kept at a high temperature.
- the glass plate G heated to the bending temperature by the heating unit 14 is carried into the molding furnace 20 by the roller conveyor 22.
- the heating process in the manufacturing method of the tempered glass of embodiment is performed by these heating parts 14 and the shaping furnace 20, for example.
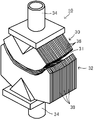
- a molding die 24 is provided in the molding furnace 20.
- the molding die 24 is provided in the molding furnace 20 by being suspended from four ceiling rods (not shown) from the ceiling side of the molding furnace 20.
- the mold 24 is moved up and down in the vertical direction by a lifting device (not shown). Furthermore, a suction pipe 25 is connected to the upper part of the mold 24. The suction pipe 25 is connected to a suction device (not shown).
- the molding die 24 has a large number of suction holes (not shown) formed on its molding surface, and the glass plate G is adsorbed and held on the molding surface by sucking air from these suction holes. .
- a lift jet (not shown) is provided below the roller conveyor 22 at a position below the mold 24. This lift jet blows hot air toward the glass plate G which has been conveyed to the upper position by the roller conveyor 22.
- the glass plate G is levitated from above the roller conveyor 22 by receiving the hot air, and the levitated glass plate G is sucked and adsorbed to the molding surface of the mold 24 and is connected to the bending ring 26. It is pressed between and bent into a predetermined curved shape.
- the bending ring 26 has a peripheral shape that substantially matches the bent shape of the curved glass sheet G to be formed, and is provided on the bending ring support frame 27.
- the bending ring support frame 27 is provided on a bending shuttle 28, and the bending shuttle 28 is driven by a driving mechanism (not shown) to reciprocate on the rail 29.
- a driving mechanism not shown
- the bending shuttle 28 reciprocates, the bending ring 26 reciprocates between a molding position in the molding furnace 20 and a standby position outside the molding furnace.
- the air cooling strengthening apparatus 10 is provided with a quench shuttle 60.
- the quench shuttle 60 is provided at a position opposite to the bending shuttle 28 with the molding furnace 20 in between, and is driven by a drive mechanism (not shown) to reciprocate on the rail 62.
- a quench ring 66 is provided on the quench shuttle 60 via a quench ring support frame 64.
- the quench ring 66 receives the glass plate G formed by bending in the forming furnace 20, and has a peripheral shape of the glass plate that approximately matches the bent shape of the curved glass plate to be formed.
- the quench ring 66 travels back and forth between the receiving position in the molding furnace 20 and the air-cooling strengthening position outside the molding furnace as the quench shuttle 60 travels. That is, when the bending ring 26 returns to the side standby position, the side door on the opposite side of the molding furnace 20 opens, and the quench shuttle 60 moves from the outside of the furnace to the lower side of the mold 24.
- the glass plate G molded by the molding die 24 is transferred to the quench ring 66, and this glass plate G is cooled by the quench shuttle 60 to the air cooling strengthening device. Up to 10.
- the glass plate 20 that has been air-cooled and tempered in the air-cooling and strengthening apparatus 10 is conveyed to the next step by the quench shuttle 60.
- the glass plate G that has been bent is conveyed to the air-cooling strengthening device 10 by the quench ring 66.
- the air-cooling strengthening device 10 includes an upper air outlet member 30 on the upper side and a lower air outlet member 32 on the lower side with the air-cooling strengthening area 31 in between.
- the glass plate G sandwiched between the upper air outlet member 30 and the lower air outlet member 32 with a predetermined interval is omitted.
- a duct 34 is connected to each of the upper air outlet member 30 and the lower air outlet member 32, and a blower (not shown) is connected to these ducts 34. Therefore, when the blower is driven, the air generated by the blower is supplied to the upper blower member 30 and the lower blower member 32 through the duct 34. Then, as shown in FIG. 2, the air is used for a number of cooling formed on the front end surfaces (lower surfaces in FIG. 2) of a plurality of blade-like members (that is, nozzle chambers) 36, 36. 2 from a plurality of cooling nozzles (not shown) formed on the tip surfaces (upper surfaces in FIG. 2) of a plurality of blade-like members (nozzle chambers) 38, 38. It blows out toward the cold strengthening area 31.
- both sides of the glass plate G supported by the quench ring 66 are cooled and strengthened by air cooling.
- the cooling process in the manufacturing method of the tempered glass of embodiment is performed by such an air cooling strengthening apparatus 10, for example.
- a general wind cooling strengthening device can be used.
- the glass sheet G that has been air-cooled and strengthened by the air-cooling and strengthening device 10 is transported to an inspection process (not shown) by the movement of the quench shuttle 60.
- the glass plate G is inspected for defects such as cracks, and those having no defect are conveyed to a non-defective product process, and those having a defect are conveyed to a defective product process.
- Generally used glass materials such as oxides were appropriately selected so as to have a glass composition as shown in Table 1, and weighed and mixed so as to be 300 g as glass. Thereafter, the mixture is put into a platinum crucible, put into a 1600 ° C. resistance heating electric furnace, melted for 3 hours, defoamed and homogenized, poured into a mold material, and heated at a temperature about 30 ° C. higher than the glass transition point. After holding for more than an hour, the glass was slowly cooled to room temperature at a cooling rate of 1 ° C. per minute, and the plate-like glass to be treated of Examples 1 to 8 was produced.
- Examples 1 to 6 are examples of the present invention
- Examples 7 and 8 are comparative examples of the present invention.
- the rate of temperature increase is 5 ° C./min for a glass to be treated using a thermal dilatometer (manufactured by Bruker AXS, TMA4000SA) in the same manner as the measurement of the glass transition point. Then, the thermal expansion was measured, and the average linear expansion coefficient ⁇ at 50 to 350 ° C. and the maximum value ⁇ max of the thermal expansion coefficient between the glass transition point and the yield point were determined.
- the residual stress generated by heating and cooling was determined by the following measuring method.
- a plate-like glass to be processed having a size of 100 mm ⁇ 100 mm and a thickness of 2.3 mm was produced. Thereafter, the glass to be treated was heated and then removed from the furnace, and when the tempering start temperature shown in Table 1 was reached, tempered glass was obtained by blowing cooling air from a plurality of cooling nozzles on both sides to cool the glass.
- the heating temperature (strengthening start temperature) was set to a temperature at which the viscosity ⁇ of each glass to be treated was changed from 10 9.3 dPa ⁇ s to 10 9.5 dPa ⁇ s.
- the plurality of cooling nozzles 39 are arranged in stages, the diameter of each cooling nozzle is 6.8 mm, the distance between the centers of the cooling nozzles in the horizontal direction is 25 mm, and the vertical direction The distance between the centers of the cooling nozzles (the distance between the centers of the cooling nozzles having the same horizontal position) was set to 54 mm.
- the distance between the tip of the cooling nozzle and the surface of the glass to be treated was 30 mm, the temperature of the air was 20 ° C., and the wind pressure (blown air pressure) was 25 kPa.
- the central portion residual stress of the tempered glass thus produced was measured from the cross-sectional direction of the tempered glass by a birefringence imaging method.
- Table 1 summarizes the physical properties of glass composition, tempering conditions, glass to be treated and tempered glass.
- a glass to be treated having a glass transition point of 500 to 600 ° C. and a maximum value ⁇ max of a thermal expansion coefficient between the glass transition point and the yield point of 430 ⁇ 10 ⁇ 7 / ° C. or more is used. Therefore, tempered glass with a thickness of 2.5 mm or less can be manufactured by general air-cooling tempering without requiring special manufacturing equipment, and such tempered glass with a thin thickness can be used for transportation equipment and construction. Useful for use. It should be noted that the entire contents of the specification, claims, drawings and abstract of Japanese Patent Application No. 2012-185585 filed on August 24, 2012 are incorporated herein by reference. .
- G Glass plate (glass plate to be treated), 10 ... Air cooling strengthening device, 12 ... Glass plate forming device, 14 ... Heating unit, 16 ... Roller conveyor, 18 ... Heating furnace, 20 ... Molding furnace, 22 ... Roller conveyor, 24 ... Mold, 25 ... Suction pipe, 26 ... Bending ring, 27 ... Bending ring support frame, 28 ... Bending shuttle, 29 ... Rail, 30 ... Upper air outlet member, 31 ... Air cooling strengthening area, 32 ... Lower air outlet member, 34 ... Duct, 36 ... Blade-like member, 38 ... Blade-like member, 39 ... Cooling nozzle, 60 ... Quench shuttle, 62 ... Rail, 64 ... Quench ring support frame, 66 ... Quench ring.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Mathematical Physics (AREA)
- Glass Compositions (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
Description
また、本発明の被処理ガラスは、酸化物基準のモル百分率表示で、SiO2を55~75%、Al2O3を0~3%、MgOを0.1~25%、CaOを0.1~15%、SrOを0~10%、BaOを0~3%、Na2Oを8~20%、K2Oを0~4%、Fe2O3を0.1~2%、TiO2を0~5%含有し、SiO2含有量とAl2O3の含有量を1.5倍した値との合計が75%以下、MgO、CaO、SrO、およびBaOからなる群から選ばれる少なくとも1種を含み、その含有量の合計が16%以上である。
実施形態の強化ガラスは、加熱工程と冷却工程とを経て得られる。加熱工程は、ガラス転移点が500~600℃、かつガラス転移点と屈伏点の間における熱膨張係数の極大値αmaxが430×10-7/℃以上の被処理ガラスに対して加熱処理を行う。冷却工程は、被処理ガラスに対して風冷処理を行う。以下、ガラス転移点と屈伏点の間における熱膨張係数の極大値αmaxを単に高温熱膨張係数(αmax)と記す。
なお、本発明はこれらの実施例に限定されるものではない。

なお、2012年8月24日に出願された日本特許出願2012-185685号の明細書、特許請求の範囲、図面および要約書の全内容をここに引用し、本発明の開示として取り入れるものである。
Claims (12)
- ガラス転移点が500~600℃、かつガラス転移点と屈伏点の間における熱膨張係数の極大値αmaxが430×10-7/℃以上の被処理ガラスに対して加熱処理を行う加熱工程と、前記被処理ガラスに対して風冷処理を行う冷却工程とを経て得られる強化ガラス。
- 前記被処理ガラスが、酸化物基準のモル百分率表示で、Fe2O3を0.1%以上含む請求項1に記載の強化ガラス。
- 前記被処理ガラスが、酸化物基準のモル百分率表示で、Fe2O3を0.1%以上、2%以下含む請求項1または2に記載の強化ガラス。
- 前記被処理ガラスが、酸化物基準のモル百分率表示で、TiO2を0.1%以上含む請求項1に記載の強化ガラス。
- 前記被処理ガラスが、酸化物基準のモル百分率表示で、TiO2を0.1%以上、5%以下含む請求項1または4に記載の強化ガラス。
- 前記被処理ガラスが、酸化物基準のモル百分率表示で、SiO2を55~75%、Al2O3を0~3%、MgOを0.1~25%、CaOを0.1~15%、SrOを0~10%、BaOを0~3%、Na2Oを8~20%、K2Oを0~4%、Fe2O3を0.1~2%、TiO2を0~5%含有し、SiO2含有量とAl2O3の含有量を1.5倍した値との合計が75%以下、MgO、CaO、SrO、およびBaOからなる群から選ばれる少なくとも1種を含み、その含有量の合計が16%以上である請求項1に記載の強化ガラス。
- 前記被処理ガラスは、ガラス転移点と屈伏点の間における熱膨張係数の極大値αmaxと50~350℃における平均線膨張係数αの熱膨張係数差(Δα)が345×10-7/℃以上である請求項1~6のいずれか1項に記載の強化ガラス。
- 2.5mm以下の厚さを有する請求項1~7のいずれか1項に記載の強化ガラス。
- MgO、CaO、SrO、およびBaOの含有量の合計が18%以上である請求項1~8のいずれか1項に記載の強化ガラス。
- 中心部残留応力が49MPa以上である請求項1~9のいずれか1項に記載の強化ガラス。
- 酸化物基準のモル百分率表示で、SiO2を55~75%、Al2O3を0~3%、MgOを0.1~25%、CaOを0.1~15%、SrOを0~10%、BaOを0~3%、Na2Oを8~20%、K2Oを0~4%、Fe2O3を0.1~2%、TiO2を0~5%含有し、SiO2含有量とAl2O3の含有量を1.5倍した値との合計が75%以下、MgO、CaO、SrO、およびBaOからなる群から選ばれる少なくとも1種を含み、その含有量の合計が16%以上である強化ガラス用の被処理ガラス。
- ガラス転移点と屈伏点の間における熱膨張係数の極大値αmaxと、50~350℃における平均線膨張係数αの熱膨張係数差(Δα)が345×10-7/℃以上である請求項11に記載の被処理ガラス。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014531656A JPWO2014030682A1 (ja) | 2012-08-24 | 2013-08-21 | 強化ガラス |
| EP13831637.7A EP2889276A4 (en) | 2012-08-24 | 2013-08-21 | REINFORCED GLASS |
| CN201380043836.3A CN104583141A (zh) | 2012-08-24 | 2013-08-21 | 强化玻璃 |
| US14/626,474 US20150158757A1 (en) | 2012-08-24 | 2015-02-19 | Tempered glass |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-185685 | 2012-08-24 | ||
| JP2012185685 | 2012-08-24 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/626,474 Continuation US20150158757A1 (en) | 2012-08-24 | 2015-02-19 | Tempered glass |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014030682A1 true WO2014030682A1 (ja) | 2014-02-27 |
Family
ID=50149988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/072330 WO2014030682A1 (ja) | 2012-08-24 | 2013-08-21 | 強化ガラス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150158757A1 (ja) |
| EP (1) | EP2889276A4 (ja) |
| JP (1) | JPWO2014030682A1 (ja) |
| CN (1) | CN104583141A (ja) |
| WO (1) | WO2014030682A1 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015086080A (ja) * | 2013-10-28 | 2015-05-07 | 旭硝子株式会社 | 物理強化ガラスおよび物理強化ガラスの製造方法 |
| US9296638B2 (en) | 2014-07-31 | 2016-03-29 | Corning Incorporated | Thermally tempered glass and methods and apparatuses for thermal tempering of glass |
| JP2017014097A (ja) * | 2015-07-01 | 2017-01-19 | 旭硝子株式会社 | 強化ガラス板 |
| WO2017082312A1 (ja) * | 2015-11-10 | 2017-05-18 | 旭硝子株式会社 | 風冷強化用ガラス、および風冷強化ガラス |
| WO2017082311A1 (ja) * | 2015-11-10 | 2017-05-18 | 旭硝子株式会社 | 風冷強化用ガラス、および風冷強化ガラス |
| US20170362116A1 (en) * | 2014-12-09 | 2017-12-21 | Agc Glass Europe | Chemically temperable glass sheet |
| JP2018510835A (ja) * | 2015-03-26 | 2018-04-19 | ピルキントン グループ リミテッド | 新規のガラス |
| JP2018531861A (ja) * | 2015-07-30 | 2018-11-01 | コーニング インコーポレイテッド | 熱強化された消費家電用ガラスおよびその関連するシステムと方法 |
| JPWO2021172258A1 (ja) * | 2020-02-28 | 2021-09-02 | ||
| US11485673B2 (en) | 2017-08-24 | 2022-11-01 | Corning Incorporated | Glasses with improved tempering capabilities |
| US11643355B2 (en) | 2016-01-12 | 2023-05-09 | Corning Incorporated | Thin thermally and chemically strengthened glass-based articles |
| US11697617B2 (en) | 2019-08-06 | 2023-07-11 | Corning Incorporated | Glass laminate with buried stress spikes to arrest cracks and methods of making the same |
| US11708296B2 (en) | 2017-11-30 | 2023-07-25 | Corning Incorporated | Non-iox glasses with high coefficient of thermal expansion and preferential fracture behavior for thermal tempering |
| US11795102B2 (en) | 2016-01-26 | 2023-10-24 | Corning Incorporated | Non-contact coated glass and related coating system and method |
| US11891324B2 (en) | 2014-07-31 | 2024-02-06 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
| US12064938B2 (en) | 2019-04-23 | 2024-08-20 | Corning Incorporated | Glass laminates having determined stress profiles and methods of making the same |
| US12338159B2 (en) | 2015-07-30 | 2025-06-24 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10611664B2 (en) | 2014-07-31 | 2020-04-07 | Corning Incorporated | Thermally strengthened architectural glass and related systems and methods |
| US9611166B2 (en) * | 2014-10-02 | 2017-04-04 | Glasstech, Inc. | Glass quench apparatus |
| US10417239B2 (en) | 2017-01-13 | 2019-09-17 | International Business Machines Corporation | Reducing flow delays in a data streaming application caused by lookup operations |
| DE112018003694T5 (de) * | 2017-07-18 | 2020-03-26 | AGC Inc. | Gehärtetes Glas |
| CN110423001A (zh) * | 2019-07-29 | 2019-11-08 | 信义电子玻璃(芜湖)有限公司 | 一种电子玻璃及其应用 |
| CN114105653B (zh) * | 2020-08-25 | 2022-10-28 | 中国科学院理化技术研究所 | 一种强化镁质耐火材料性能的方法 |
| CN112624587A (zh) * | 2021-01-13 | 2021-04-09 | 洛阳北方玻璃技术股份有限公司 | 一种水平辊道式玻璃连续钢化方法 |
| CN114380486A (zh) * | 2021-12-31 | 2022-04-22 | 中建材蚌埠玻璃工业设计研究院有限公司 | 一种平板玻璃物理钢化炉 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0623068B2 (ja) | 1989-04-05 | 1994-03-30 | セントラル硝子株式会社 | 板ガラスの強化方法 |
| JP2000507199A (ja) * | 1997-01-14 | 2000-06-13 | イソベール・サン―ゴバン | 人工ミネラルウール組成物 |
| JP2003119048A (ja) | 2000-10-03 | 2003-04-23 | Nippon Sheet Glass Co Ltd | ガラス組成物 |
| JP2003171131A (ja) * | 2001-03-30 | 2003-06-17 | Asahi Glass Co Ltd | ガラス板およびガラス板の強化方法 |
| JP2012185685A (ja) | 2011-03-07 | 2012-09-27 | Fujitsu Ltd | 作業手順表示装置及び作業管理装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6461736B1 (en) * | 1998-09-04 | 2002-10-08 | Nippon Sheet Glass Co., Ltd. | Light-colored glass of high transmittance and method for production thereof, glass plate with electrically conductive film and method for production thereof, and glass article |
| WO2001034531A1 (fr) * | 1999-11-11 | 2001-05-17 | Nippon Sheet Glass Co., Ltd. | Verre plat a tremper |
| JP5000097B2 (ja) * | 2005-03-22 | 2012-08-15 | 日本板硝子株式会社 | 赤外線吸収グリーンガラス組成物 |
-
2013
- 2013-08-21 WO PCT/JP2013/072330 patent/WO2014030682A1/ja active Application Filing
- 2013-08-21 CN CN201380043836.3A patent/CN104583141A/zh active Pending
- 2013-08-21 EP EP13831637.7A patent/EP2889276A4/en not_active Withdrawn
- 2013-08-21 JP JP2014531656A patent/JPWO2014030682A1/ja not_active Withdrawn
-
2015
- 2015-02-19 US US14/626,474 patent/US20150158757A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0623068B2 (ja) | 1989-04-05 | 1994-03-30 | セントラル硝子株式会社 | 板ガラスの強化方法 |
| JP2000507199A (ja) * | 1997-01-14 | 2000-06-13 | イソベール・サン―ゴバン | 人工ミネラルウール組成物 |
| JP2003119048A (ja) | 2000-10-03 | 2003-04-23 | Nippon Sheet Glass Co Ltd | ガラス組成物 |
| JP2003171131A (ja) * | 2001-03-30 | 2003-06-17 | Asahi Glass Co Ltd | ガラス板およびガラス板の強化方法 |
| JP2012185685A (ja) | 2011-03-07 | 2012-09-27 | Fujitsu Ltd | 作業手順表示装置及び作業管理装置 |
Non-Patent Citations (2)
| Title |
|---|
| AKEYOSHI ET AL.: "Rept. Res. Lab.", 1967, ASAHI GLASS CO., LTD., pages: 17,23 |
| See also references of EP2889276A4 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015086080A (ja) * | 2013-10-28 | 2015-05-07 | 旭硝子株式会社 | 物理強化ガラスおよび物理強化ガラスの製造方法 |
| US9783448B2 (en) | 2014-07-31 | 2017-10-10 | Corning Incorporated | Thin dicing glass article |
| US10005691B2 (en) | 2014-07-31 | 2018-06-26 | Corning Incorporated | Damage resistant glass article |
| US11891324B2 (en) | 2014-07-31 | 2024-02-06 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
| US9296638B2 (en) | 2014-07-31 | 2016-03-29 | Corning Incorporated | Thermally tempered glass and methods and apparatuses for thermal tempering of glass |
| US9776905B2 (en) | 2014-07-31 | 2017-10-03 | Corning Incorporated | Highly strengthened glass article |
| US10233111B2 (en) | 2014-07-31 | 2019-03-19 | Corning Incorporated | Thermally tempered glass and methods and apparatuses for thermal tempering of glass |
| US9802853B2 (en) | 2014-07-31 | 2017-10-31 | Corning Incorporated | Fictive temperature in damage-resistant glass having improved mechanical characteristics |
| US10077204B2 (en) | 2014-07-31 | 2018-09-18 | Corning Incorporated | Thin safety glass having improved mechanical characteristics |
| US9975801B2 (en) | 2014-07-31 | 2018-05-22 | Corning Incorporated | High strength glass having improved mechanical characteristics |
| US20200180998A1 (en) * | 2014-12-09 | 2020-06-11 | Agc Glass Europe | Chemically temperable glass sheet |
| US20170362116A1 (en) * | 2014-12-09 | 2017-12-21 | Agc Glass Europe | Chemically temperable glass sheet |
| US11718552B2 (en) | 2014-12-09 | 2023-08-08 | Agc Glass Europe | Chemically temperable glass sheet |
| JP2018510835A (ja) * | 2015-03-26 | 2018-04-19 | ピルキントン グループ リミテッド | 新規のガラス |
| JP2017014097A (ja) * | 2015-07-01 | 2017-01-19 | 旭硝子株式会社 | 強化ガラス板 |
| JP2018531861A (ja) * | 2015-07-30 | 2018-11-01 | コーニング インコーポレイテッド | 熱強化された消費家電用ガラスおよびその関連するシステムと方法 |
| US12338159B2 (en) | 2015-07-30 | 2025-06-24 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
| JPWO2017082312A1 (ja) * | 2015-11-10 | 2018-09-06 | Agc株式会社 | 風冷強化用ガラス、および風冷強化ガラス |
| WO2017082311A1 (ja) * | 2015-11-10 | 2017-05-18 | 旭硝子株式会社 | 風冷強化用ガラス、および風冷強化ガラス |
| WO2017082312A1 (ja) * | 2015-11-10 | 2017-05-18 | 旭硝子株式会社 | 風冷強化用ガラス、および風冷強化ガラス |
| US11643355B2 (en) | 2016-01-12 | 2023-05-09 | Corning Incorporated | Thin thermally and chemically strengthened glass-based articles |
| US11795102B2 (en) | 2016-01-26 | 2023-10-24 | Corning Incorporated | Non-contact coated glass and related coating system and method |
| US11485673B2 (en) | 2017-08-24 | 2022-11-01 | Corning Incorporated | Glasses with improved tempering capabilities |
| US11708296B2 (en) | 2017-11-30 | 2023-07-25 | Corning Incorporated | Non-iox glasses with high coefficient of thermal expansion and preferential fracture behavior for thermal tempering |
| US12064938B2 (en) | 2019-04-23 | 2024-08-20 | Corning Incorporated | Glass laminates having determined stress profiles and methods of making the same |
| US11697617B2 (en) | 2019-08-06 | 2023-07-11 | Corning Incorporated | Glass laminate with buried stress spikes to arrest cracks and methods of making the same |
| US12043575B2 (en) | 2019-08-06 | 2024-07-23 | Corning Incorporated | Glass laminate with buried stress spikes to arrest cracks and methods of making the same |
| JPWO2021172258A1 (ja) * | 2020-02-28 | 2021-09-02 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104583141A (zh) | 2015-04-29 |
| EP2889276A4 (en) | 2016-03-23 |
| EP2889276A1 (en) | 2015-07-01 |
| JPWO2014030682A1 (ja) | 2016-07-28 |
| US20150158757A1 (en) | 2015-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014030682A1 (ja) | 強化ガラス | |
| JP5954316B2 (ja) | 強化用ガラス板 | |
| EP1245545B1 (en) | Glass plate and method for tempering a glass plate | |
| JP6660660B2 (ja) | 強化ガラス板の製造方法 | |
| JP6376443B2 (ja) | 強化ガラス板の製造方法 | |
| JP6020455B2 (ja) | 強化用ガラス板 | |
| CN1693247A (zh) | 具有高热稳定性的硅铝酸锂平板浮法玻璃 | |
| JP6477506B2 (ja) | 強化ガラスおよび強化ガラス用の被処理ガラス | |
| CN110709361A (zh) | 强化玻璃 | |
| JP2001523211A (ja) | 熱強化用ガラスシート | |
| JP2014040353A (ja) | 化学強化結晶化ガラス物品 | |
| WO2015111524A1 (ja) | 強化用ガラス組成物、強化ガラス物品およびその製造方法 | |
| KR20060005920A (ko) | 유리패널의 제조방법 | |
| CZ2002738A3 (cs) | Tepelně tvrzený skleněný dílec, vrstvený skleněný dílec, způsob tvrzení, a sodnovápenatokřemičité sklo | |
| JP2009155148A (ja) | ガラス組成物 | |
| JP2019001662A (ja) | 風冷強化用ガラス、および、風冷強化ガラス | |
| WO2017082311A1 (ja) | 風冷強化用ガラス、および風冷強化ガラス | |
| JP6872158B2 (ja) | 遮音板 | |
| JP2001064028A (ja) | フラットパネルディスプレイ用強化ガラス基板 | |
| JP6769441B2 (ja) | 風冷強化用ガラス、および風冷強化ガラス | |
| JP2005281101A (ja) | ディスプレイ装置用基板ガラス | |
| CN106673423A (zh) | 风冷强化用玻璃及风冷强化玻璃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13831637 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014531656 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013831637 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013831637 Country of ref document: EP |