WO2013122057A1 - 熱可塑性多層樹脂シート及び成形容器 - Google Patents
熱可塑性多層樹脂シート及び成形容器 Download PDFInfo
- Publication number
- WO2013122057A1 WO2013122057A1 PCT/JP2013/053285 JP2013053285W WO2013122057A1 WO 2013122057 A1 WO2013122057 A1 WO 2013122057A1 JP 2013053285 W JP2013053285 W JP 2013053285W WO 2013122057 A1 WO2013122057 A1 WO 2013122057A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- resin sheet
- resin
- notch
- strength
- Prior art date
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 94
- 239000011347 resin Substances 0.000 title claims abstract description 94
- 229920001169 thermoplastic Polymers 0.000 title claims abstract description 35
- 239000004416 thermosoftening plastic Substances 0.000 title claims abstract description 35
- 239000007787 solid Substances 0.000 claims abstract description 29
- 239000006260 foam Substances 0.000 claims abstract description 26
- 238000003856 thermoforming Methods 0.000 claims abstract description 17
- 229920005672 polyolefin resin Polymers 0.000 claims abstract description 13
- 239000010410 layer Substances 0.000 claims description 111
- 239000012790 adhesive layer Substances 0.000 claims description 14
- 239000004793 Polystyrene Substances 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 229920002223 polystyrene Polymers 0.000 claims description 5
- 238000005187 foaming Methods 0.000 claims description 3
- 229920005990 polystyrene resin Polymers 0.000 claims description 3
- 230000003014 reinforcing effect Effects 0.000 abstract 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 35
- -1 for example Polymers 0.000 description 17
- 229920005669 high impact polystyrene Polymers 0.000 description 17
- 239000004797 high-impact polystyrene Substances 0.000 description 17
- 238000000034 method Methods 0.000 description 15
- 229920001577 copolymer Polymers 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 239000004088 foaming agent Substances 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 239000005062 Polybutadiene Substances 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 229920002857 polybutadiene Polymers 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 6
- 238000004080 punching Methods 0.000 description 6
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 5
- 239000000178 monomer Substances 0.000 description 5
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 4
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 229920000578 graft copolymer Polymers 0.000 description 4
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 150000008064 anhydrides Chemical class 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 3
- 239000011976 maleic acid Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 2
- SBYMUDUGTIKLCR-UHFFFAOYSA-N 2-chloroethenylbenzene Chemical compound ClC=CC1=CC=CC=C1 SBYMUDUGTIKLCR-UHFFFAOYSA-N 0.000 description 2
- BTOVVHWKPVSLBI-UHFFFAOYSA-N 2-methylprop-1-enylbenzene Chemical compound CC(C)=CC1=CC=CC=C1 BTOVVHWKPVSLBI-UHFFFAOYSA-N 0.000 description 2
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- 229920001890 Novodur Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 125000005907 alkyl ester group Chemical group 0.000 description 2
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 2
- 239000003242 anti bacterial agent Substances 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 229910052570 clay Inorganic materials 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229920003244 diene elastomer Polymers 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 2
- 229920005680 ethylene-methyl methacrylate copolymer Polymers 0.000 description 2
- 239000001530 fumaric acid Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000010559 graft polymerization reaction Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N iso-pentane Natural products CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000012968 metallocene catalyst Substances 0.000 description 2
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 2
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 2
- 229920001515 polyalkylene glycol Polymers 0.000 description 2
- 229920001195 polyisoprene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 2
- 239000012744 reinforcing agent Substances 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229920002545 silicone oil Polymers 0.000 description 2
- 229920000638 styrene acrylonitrile Polymers 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- WLQXEFXDBYHMRG-UPHRSURJSA-N (z)-4-(oxiran-2-ylmethoxy)-4-oxobut-2-enoic acid Chemical group OC(=O)\C=C/C(=O)OCC1CO1 WLQXEFXDBYHMRG-UPHRSURJSA-N 0.000 description 1
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 1
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 1
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 1
- UOYIYWCAYFTQLH-UHFFFAOYSA-N 3,7-dinitro-1,3,5,7-tetrazabicyclo[3.3.1]nonane Chemical compound C1N2CN([N+](=O)[O-])CN1CN([N+]([O-])=O)C2 UOYIYWCAYFTQLH-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical group CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- PEEHTFAAVSWFBL-UHFFFAOYSA-N Maleimide Chemical compound O=C1NC(=O)C=C1 PEEHTFAAVSWFBL-UHFFFAOYSA-N 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920007962 Styrene Methyl Methacrylate Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 235000015278 beef Nutrition 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- IFDVQVHZEKPUSC-UHFFFAOYSA-N cyclohex-3-ene-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCC=CC1C(O)=O IFDVQVHZEKPUSC-UHFFFAOYSA-N 0.000 description 1
- 235000013365 dairy product Nutrition 0.000 description 1
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 1
- LDCRTTXIJACKKU-ARJAWSKDSA-N dimethyl maleate Chemical group COC(=O)\C=C/C(=O)OC LDCRTTXIJACKKU-ARJAWSKDSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- NKHAVTQWNUWKEO-UHFFFAOYSA-N fumaric acid monomethyl ester Chemical group COC(=O)C=CC(O)=O NKHAVTQWNUWKEO-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- ADFPJHOAARPYLP-UHFFFAOYSA-N methyl 2-methylprop-2-enoate;styrene Chemical compound COC(=O)C(C)=C.C=CC1=CC=CC=C1 ADFPJHOAARPYLP-UHFFFAOYSA-N 0.000 description 1
- NKHAVTQWNUWKEO-IHWYPQMZSA-N methyl hydrogen fumarate Chemical group COC(=O)\C=C/C(O)=O NKHAVTQWNUWKEO-IHWYPQMZSA-N 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000003760 tallow Substances 0.000 description 1
- UFDHBDMSHIXOKF-UHFFFAOYSA-N tetrahydrophthalic acid Natural products OC(=O)C1=C(C(O)=O)CCCC1 UFDHBDMSHIXOKF-UHFFFAOYSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000007666 vacuum forming Methods 0.000 description 1
- 239000000052 vinegar Substances 0.000 description 1
- 235000021419 vinegar Nutrition 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/325—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil
- B65D75/327—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil and forming several compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2575/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D2575/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by association or interconnecting two or more sheets or blanks
- B65D2575/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D2575/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D2575/3209—Details
- B65D2575/3281—Tear lines dividing the package into a plurality of packages
Definitions
- the present invention relates to a thermoplastic multilayer resin sheet and a molded container formed by molding the same.
- Patent Document 2 a technology has been devised to reduce the weight by arranging a foam layer inside the sheet.
- the conventional container described above can be reduced in weight by 15 to 20% by providing a foam layer inside, but on the other hand, the container drop strength is greatly reduced compared to a sheet having no foam layer.
- the resin sheet in which a notch is formed from one surface side there is a problem that the notch folding property after thermoforming is insufficient.
- the present invention has been made in view of the above circumstances, and solves the problem of achieving both weight reduction and strength maintenance, which has been difficult with conventional foamed sheets, and has not only light weight and strength but also a notch after thermoforming.
- An object of the present invention is to provide a thermoplastic multilayer resin sheet that can have sufficient foldability. It is another object of the present invention to provide a molded container manufactured using such a thermoplastic multilayer resin sheet.
- thermoplastic multilayer resin sheet in which a solid layer is formed on both sides with a foam layer sandwiched and a notch is formed from one surface side, the inventor is between the solid layer and the foam layer constituting the notch formation surface. It has been found that the above-mentioned problems can be solved by providing a strength maintaining layer, and the present invention has been completed.
- thermoplastic multilayer resin sheet in which a solid layer is formed on both sides of a foam layer and a notch is formed from one surface side, the solid constituting the notch forming surface
- a strength maintaining layer formed of a polyolefin-based resin is provided between the layer and the foamed layer, and the thickness on the notch forming surface side including the strength maintaining layer with the foamed layer as a boundary is 25% or less of the total thickness
- a thermoplastic multilayer resin sheet is provided.
- the foamed layer preferably has a foaming ratio of 1.3 to 2.0 times.
- the total thickness of the sheet is usually in the range of 600 to 1200 ⁇ m.
- the strength maintaining layer may have a thickness in the range of 20 to 60 ⁇ m, for example.
- the foam layer and the solid layer are preferably formed of polystyrene resin, and an adhesive layer may be further interposed between the strength maintaining layer and the layer adjacent to the strength maintaining layer. Good.
- the polystyrene resin forming the foam layer and the solid layer preferably contains 4 to 8% by mass of a butadiene rubber component.
- the polyolefin resin constituting the strength maintaining layer is a polyethylene resin, for example, low density polyethylene, medium density polyethylene, high density polyethylene, linear (linear) polyethylene, ethylene polymerized using a metallocene catalyst.
- the polyolefin resin constituting the strength maintaining layer is preferably a resin having an Izod impact strength of a notched test piece of 100 kJ / m 2 or more.
- thermoforming the thermoplastic multilayer resin sheet according to the present invention there is provided a molded container formed by thermoforming the thermoplastic multilayer resin sheet according to the present invention.
- thermoplastic multilayer resin sheet of the present invention has light weight and strength, and can easily have notch foldability after thermoforming.
- the molded container of the present invention has light weight and drop strength, and is excellent in notch foldability.
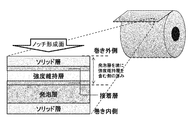
- thermoplastic multilayer resin sheet of this invention shows the winding form of the thermoplastic multilayer resin sheet of this invention, and also shows the schematic sectional drawing which shows the cross section of a part of this sheet
- FIG. 1 shows an example of the shaping
- FIG. 1 shows a schematic side view of the shaping
- molding container of FIG. 1 is the schematic for demonstrating the punching process of a container.
- the cross-sectional view in FIG. 1 shows a cross section of a thermoplastic multilayer resin sheet according to an embodiment of the present invention.
- the solid layer constituting the surface on which the notch is to be formed is the uppermost layer and is directed downward.
- the laminated structure has an adhesive layer, a strength maintaining layer, an adhesive layer, a foamed layer, and a solid layer.
- each layer will be described in the order of a foam layer, a solid layer, a strength maintaining layer, and an adhesive layer.
- the foamed layer may be formed of any resin as long as it can form a foamed layer that can be used in the field of the present invention.
- the foamed layer is formed of a styrene resin.
- Styrene resins used include styrene monomers such as styrene, ⁇ -methyl styrene, p-methyl styrene, dimethyl styrene, pt-butyl styrene, chlorostyrene, or a copolymer thereof, Copolymers with other monomers, such as styrene-acrylonitrile copolymer (AS resin), or other polymers with the styrene monomer, such as polybutadiene, styrene-butadiene copolymer, polyisoprene, polychloroprene, etc.
- AS resin styrene-acrylonitrile copolymer
- graft copolymers obtained by graft polymerization in the presence of a diene rubber polymer such as high impact polystyrene (HIPS resin) and styrene-acrylonitrile graft copolymer (ABS resin).
- HIPS resin high impact polystyrene
- ABS resin styrene-acrylonitrile graft copolymer
- GPPS resin general-purpose polystyrene
- HIPS resin high-impact polystyrene
- the styrene resin preferably contains 4 to 8% by mass of a butadiene rubber component.
- the butadiene rubber component content is a simple method of adjusting by blending GPPS and HIPS, but it may be adjusted at the manufacturing stage of HIPS. If the butadiene rubber component is less than 4% by mass, a practically sufficient container strength may not be obtained. If it exceeds 8% by mass, problems such as adhesion of a hot platen may occur during thermoforming.
- a colorant such as a pigment or a dye, a release agent such as silicone oil or alkyl ester, a fibrous reinforcing agent such as glass fiber, etc.
- Additives such as particulate lubricants such as talc, clay and silica, salt compounds of sulfonic acid and alkali metals, antistatic agents such as polyalkylene glycol, ultraviolet absorbers and antibacterial agents can be added.
- the thermoplastic multilayer resin sheet of the present invention and the scrap resin generated in the manufacturing process of the molded container can be mixed and used.
- Examples of the foaming agent added to the foamed layer include various volatile foaming agents and decomposable foaming agents.
- Volatile blowing agents include, for example, hydrocarbons, propane, i-butane, n-butane, i-pentane, n-pentane, or mixtures thereof, and N 2 , CO 2 , N 2 / CO 2 , water Etc.
- Examples of the decomposable foaming agent include azodicarboxylic amide, dinitropentamethylenetetramine, 4,4′-oxybis (benzenesulfonylhydrazide), and the like.
- sodium bicarbonate, an organic acid such as citric acid or a combination thereof and a bicarbonate can be used.
- sodium bicarbonate, an organic acid such as citric acid or a combination of a salt thereof and a bicarbonate can be used even when coated with a low molecular weight olefin compound, liquid paraffin, beef tallow oil, or the like.
- these mixtures can also be used, and two or more of these may be mixed.
- All of these can also be obtained as a masterbatch with powder, flakes, or a thermoplastic resin.
- a decomposable foaming agent when a decomposable foaming agent is used by mixing polyolefin with polystyrene, the polyolefin has an effect as a cell regulator.
- a decomposable foaming agent is used in combination with N 2 , CO 2 , i-butane, n-butane, i-pentane, and n-pentane, the bubbles are fine and the moldability is good.
- the thickness of the foam layer is preferably 300 to 700 ⁇ m, more preferably 350 to 500 ⁇ m. If it is less than 300 ⁇ m, there is a possibility that sufficient lightness cannot be obtained. If it exceeds 700 ⁇ m, the strength of the molded container is lowered and it is not suitable for deep drawing.
- the foaming ratio of the foamed layer is preferably 1.3 to 2.0 times, more preferably 1.4 to 1.8 times. If it is less than 1.3 times, sufficient lightness cannot be obtained for the sheet, and if it is 2.0 times or more, the strength of the molded container is lowered and it is not suitable for deep drawing.
- the solid layer is a non-foamed layer, and is preferably formed of the same or similar resin as that used for the foamed layer. Therefore, in a preferred embodiment of the present invention, the solid layer is formed of a styrenic resin.
- Styrene resins constituting the solid layer include styrene monomers such as styrene, ⁇ -methyl styrene, p-methyl styrene, dimethyl styrene, pt-butyl styrene, chlorostyrene, or copolymers thereof.
- Copolymer of monomer and other monomer such as styrene-acrylonitrile copolymer (AS resin), or other polymer such as styrene monomer, such as polybutadiene, styrene-butadiene copolymer, polyisoprene, poly
- AS resin styrene-acrylonitrile copolymer
- styrene monomer such as polybutadiene, styrene-butadiene copolymer, polyisoprene
- graft copolymers obtained by graft polymerization in the presence of a diene rubber polymer such as chloroprene, such as high impact polystyrene (HIPS resin), styrene-acrylonitrile graft copolymer (ABS resin), and the like.
- HIPS resin high impact polystyrene
- ABS resin styrene-acrylonitrile graft copolymer
- GPPS resin general-purpose polystyrene
- HIPS resin high-impact polystyrene
- the styrene resin preferably contains 4 to 8% by mass of a butadiene rubber component.
- the butadiene rubber component content is a simple method to adjust by blending GPPS resin and HIPS resin, but it may be adjusted at the manufacturing stage of HIPS resin. If the amount is less than 4% by mass, a practically sufficient container strength may not be obtained. If the amount exceeds 8% by mass, problems such as adhesion of the molten resin to the hot platen may occur during thermoforming.
- a colorant such as a pigment or a dye, a release agent such as silicone oil or alkyl ester, a fibrous reinforcing agent such as glass fiber, etc.
- Additives such as particulate lubricants such as talc, clay and silica, salt compounds of sulfonic acid and alkali metals, antistatic agents such as polyalkylene glycol, ultraviolet absorbers and antibacterial agents can be added.
- the thermoplastic multilayer resin sheet of the present invention and the scrap resin generated in the manufacturing process of the molded container formed by thermoforming it can be mixed and used.
- the thickness of the solid layer on the side where the notch is formed is preferably 30 to 260 ⁇ m, more preferably 50 to 150 ⁇ m. If the thickness is less than 30 ⁇ m, the solid layer is cut when it is stretched through thermoforming, and the strength maintaining layer is exposed, which may impair the printability of the container surface. Moreover, when it exceeds 260 micrometers, it is necessary to enlarge the insertion depth of the blade at the time of forming a notch, and there exists a possibility that the holding
- the thickness of the solid layer on the side where no notch is formed is preferably 140 to 510 ⁇ m, more preferably 170 to 390 ⁇ m. If it is less than 140 ⁇ m, the rigidity of the container obtained by thermoforming may be insufficient, and if it exceeds 510 ⁇ m, the notch breakability after forming the notch may be lowered.
- the strength maintaining layer is a layer having excellent toughness provided for imparting strength, and is formed of a polyolefin-based resin in one embodiment of the present invention.
- polyolefin resins include low density polyethylene, medium density polyethylene, high density polyethylene, linear (linear) polyethylene, ethylene- ⁇ / olefin copolymer polymerized using a metallocene catalyst, polypropylene, ethylene -Vinyl acetate copolymer, ionomer resin, ethylene-acrylic acid copolymer, ethylene-ethyl acrylate copolymer, ethylene-methacrylic acid copolymer, ethylene-methyl methacrylate copolymer, ethylene-propylene copolymer Polyolefin resins such as methylpentene polymer, polybutene polymer, polyethylene or polypropylene modified with an unsaturated carboxylic acid such as acrylic acid, methacrylic acid, maleic acid,
- a resin having an Izod impact strength of a notched test piece of 100 kJ / m 2 or more is particularly preferable. If the resin is less than 100 kJ / m 2 , the toughness may be insufficient, and the strength of the resin sheet and a molded container formed by thermoforming the resin sheet may decrease.
- the Izod impact strength of the unnotched specimen is expressed by a value obtained by dividing the impact energy absorbed when the unnotched specimen is broken by the initial cross-sectional area of the specimen, and is described in JIS K7110. It is evaluated according to the method. The outline of the test method is described below. (Evaluation method of Izod impact strength of unnotched specimens) Test piece: The test piece is cut from the sheet in accordance with ISO 2818.
- the tester shall be a pendulum impact tester with a solid structure and capable of measuring impact energy (W) absorbed when the specimen is destroyed.
- Test procedure and result display The test is performed on at least 10 test pieces.
- the Izod impact strength A iu of the unnotched test piece is calculated by the following formula, and the calculated average value is reported by two significant figures.
- a iu W / hb ⁇ 10 3 (kJ / m 2 )
- W Impact energy after correction absorbed by the specimen
- h Test piece thickness (mm)
- b Width of test piece (mm)
- the thickness of the strength maintaining layer is preferably 20 to 60 ⁇ m, more preferably 30 to 50 ⁇ m. If the thickness is less than 20 ⁇ m, there is a possibility that sufficient strength cannot be imparted to the sheet and the molded container. If the thickness exceeds 60 ⁇ m, the strength maintaining layer may not be cut during notch formation, and the notch breakability may be deteriorated.
- the adhesive layer is an arbitrary layer and can be used in the field of the present invention, and may be formed of any resin as long as it has adhesiveness to bond adjacent layers.
- a polyolefin resin is used.
- modified polyolefin resins include homopolymers of olefins having about 2 to 8 carbon atoms such as ethylene, propylene and butene-1, and these olefins and ethylene, propylene, butene-1, 3-methylbutene-1, pentene- Other olefins having about 2 to 20 carbon atoms such as 1,4-methylpentene-1, hexene-1, octene-1 and decene-1, vinyl acetate, vinyl chloride, acrylic acid, methacrylic acid, acrylic ester, methacrylic acid Olefin resins such as acid esters and copolymers with vinyl compounds such as styrene, ethylene-propylene copolymers, ethylene-propylene
- an ethylene-based resin, a propylene-based resin, or an ethylene-propylene or butene-1 copolymer rubber modified with an unsaturated dicarboxylic acid or an anhydride thereof, particularly maleic acid or an anhydride thereof is preferable.
- the thickness of the adhesive layer is preferably 3 to 10 ⁇ m, more preferably 4 to 6 ⁇ m. If the thickness is less than 3 ⁇ m, sufficient interlayer adhesion strength may not be obtained. If the thickness exceeds 10 ⁇ m, resin whiskering may occur at the time of thermoforming punching, or notch breakability may be insufficient.
- the layer structure of the thermoplastic multilayer resin sheet of the present invention is basically solid layer / adhesive layer / strength maintaining layer / adhesive layer / foamed layer / solid layer as shown in the embodiment of FIG.
- the configuration is not limited to this. For example, you may laminate
- the total thickness of the thermoplastic multilayer sheet is preferably 600 to 1200 ⁇ m, more preferably 700 to 900 ⁇ m. If it is less than 600 ⁇ m, the strength of the container obtained by thermoforming may be insufficient, and if it exceeds 1200 ⁇ m, the production cost of the container may increase.
- the notch foldability of the molded container after thermoforming may vary depending on the depth of the notch to be formed, etc., but it is possible to manufacture multilayer sheets with various configurations and form notches under various notch forming conditions.
- the thickness on the notch forming surface side including the strength maintaining layer with the foam layer as a boundary is 25% or less of the total thickness. I found out that it should be. Therefore, in the present embodiment, the thickness on the notch forming surface side including the strength maintaining layer with the foam layer as a boundary (as shown in FIG. 1, the solid layer / adhesive layer / strength maintaining layer / adhesive layer on the notch forming surface side) Up to 25% of the total thickness described above.
- thermoplastic multilayer resin sheet is not particularly limited, and a general method can be used.
- each raw resin is melt-extruded using four or more single-screw extruders, and a multilayer resin sheet is obtained using a feed block and a T die, or a multilayer resin sheet is obtained using a multi-manifold die Is mentioned.
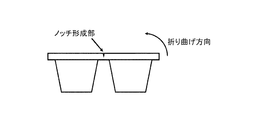
- FIG. 2 shows an example of the molded container of the present invention.
- the molded container of the present invention is formed by molding the thermoplastic multilayer resin sheet of the present invention.
- Thermoforming methods include general vacuum forming, pressure forming, and as an application of these, the plug assist method in which a plug is brought into contact with one side of the sheet to form, and a pair of male and female dies are brought into contact with both sides of the sheet.
- a method called so-called “match mold molding” is performed, but the method is not limited to this.
- a known sheet heating method such as radiant heating with an infrared heater or the like which is non-contact heating can be applied.
- the molded container of the present invention has a notch.
- the notch has a V-shaped cross section, and can be formed by inserting a V-shaped blade by heating on one surface side, that is, the side including the strength maintaining layer with the foam layer as a boundary, by a hot plate method or the like. it can.
- the resin raw materials used in Examples and Comparative Examples are as follows.
- (1) Strength maintaining layer / Izod impact strength (no notch) A low-density polyethylene resin “Novatech LD LJ802” (manufactured by Nippon Polyethylene Co., Ltd.) was used as a polyolefin-based resin having 100 kJ / m 2 or more.
- a styrene-methyl methacrylate resin “Denka TX Polymer TX-800LF” manufactured by Denki Kagaku Kogyo Co., Ltd.
- Izod impact strength (no notch) 20 kJ / m 2 was used.
- Example 1 Using 4 units of 40 mm single screw extruders, solid layer (outside winding) 80 ⁇ m / adhesion layer (outside winding) 5 ⁇ m / strength maintaining layer 30 ⁇ m / adhesion layer (inside winding) 5 ⁇ m / foamed layer 390 ⁇ m A thermoplastic multilayer resin sheet having a total layer thickness of 750 ⁇ m (thickness 120 ⁇ m on the side having the strength maintaining layer with the foam layer as a boundary) having a solid layer (inside winding) 240 ⁇ m layer structure was obtained.
- styrenic resin a HIPS resin for the solid layer and a mixture of HIPS resin and GPPS resin at a mass ratio of 50/50 (HIPS / GPPS) were used for the foam layer (butadiene component content 4.7). mass%).
- the amount of foaming agent added to the amount of foam layer resin was 0.7 PHR.
- thermoplastic multilayer resin sheet was processed in a series of steps from molding, notch formation and container punching (FIG. 4) under the following conditions to obtain a container shown in FIG.
- the notch was formed from the side having the strength maintaining layer with the foam layer as a boundary, and the depth of the notch was adjusted by the heating temperature of the notch forming portion.
- Equipment used CFF-300 (manufactured by CKD Corporation) Upper heating plate temperature: 165 ° C Lower heating plate temperature: 165 ° C Notch partial heating temperature: 160 ° C Notch depth: 300 ⁇ m
- Container punching blade lower structure female blade Gap between upper and lower sides of container punching blade: 20 ⁇ m
- thermoplastic multilayer resin sheet and container were obtained by the following methods. The results are shown in Table 1.
- Sheet specific gravity The specific gravity of the sheet was measured by the following method. Equipment used: Electronic hydrometer MD-200S (manufactured by Alpha Mirage Co., Ltd.) Measurement method: The test piece used was a sheet cut into 3 cm square. Measurement conditions: Temperature 25 ° C The sheet specific gravity is preferably 0.93 or less, more preferably 0.90 or less from the viewpoint of weight reduction.
- thermoplastic multilayer resin sheet a container was molded in the same manner as in Example 1 by using the obtained thermoplastic multilayer resin sheet.
- the container formed using the multilayer resin sheet according to the present invention example was sufficiently good in both the container drop strength and the container notch foldability.
- the container formed using the resin sheet according to the example cannot satisfy either the container drop strength or the container notch foldability.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Wrappers (AREA)
Abstract
【課題】軽量性と強度を具備し、熱成形後のノッチ折れ性を十分なものとできる熱可塑性多層樹脂シート及びそれを用いて製造される成形容器を提供する。 【解決手段】発泡層を挟んで両面にソリッド層が形成され、一方の面側からノッチが形成される熱可塑性多層樹脂シートであって、ノッチ形成面を構成するソリッド層と発泡層との間に、ポリオレフィン系樹脂により形成された強度維持層が設けられ、前記発泡層を境に前記強度維持層を含むノッチ形成面側の厚みが、総厚みの25%以下である熱可塑性多層樹脂シートとする。
Description
本発明は、熱可塑性多層樹脂シート及びそれを成形してなる成形容器に関する。
従来から、ヨーグルトやミルクポーションをはじめとする乳製品の容器には、成形性に優れたスチレン系樹脂が用いられてきた。近年では、酸素に対するガスバリア性、防湿性などの特性を各層に持たせた多層構造のスチレン系発泡シートが開発されている(特許文献1参照)。
更に、近年では環境負荷低減の為、廃棄物を削減しようとする社会的動向があり、これに伴い、シート内部に発泡層を配することで軽量化を図ろうとする技術が考案されている(特許文献2参照)。
上記従来の容器では、その内部に発泡層を設けることにより、15~20%の軽量化が可能であるが、一方で発泡層を持たないシートと比較して容器落下強度が大きく低下するという問題を抱えている。また、一方の面側からノッチが形成される樹脂シートの場合、熱成形後のノッチ折れ性が不十分であるという問題があった。
本発明は、上記事情に鑑みてなされたもので、従来の発泡シートでは困難であった軽量化と強度維持の両立という課題を解決し、軽量性と強度を具備する上、熱成形後のノッチ折れ性を十分なものとできる熱可塑性多層樹脂シートを提供することを目的とする。またこのような熱可塑性多層樹脂シートを用いて製造される成形容器を提供することも目的とする。
本発明者は、発泡層を挟んで両面にソリッド層が形成され、一方の面側からノッチが形成される熱可塑性多層樹脂シートにおいて、ノッチ形成面を構成するソリッド層と発泡層との間に強度維持層を設けることで、前記課題を解決できることを見出し、本発明を完成するに至ったものである。
すなわち、本発明の主たる態様によれば、発泡層を挟んで両面にソリッド層が形成され、一方の面側からノッチが形成される熱可塑性多層樹脂シートであって、ノッチ形成面を構成するソリッド層と発泡層との間に、ポリオレフィン系樹脂により形成された強度維持層が設けられ、前記発泡層を境に前記強度維持層を含むノッチ形成面側の厚みが、総厚みの25%以下である熱可塑性多層樹脂シートが提供される。
上記において、発泡層は、発泡倍率が1.3~2.0倍であるものが好ましい。シートの総厚みは通常は600~1200μmの範囲とされる。前記強度維持層の厚みは例えば20~60μmの範囲とできる。
また、前記発泡層及び前記ソリッド層は何れもポリスチレン系樹脂により形成されるのが好ましく、また前記強度維持層と該強度維持層に隣接する層との間には更に接着層を介在させてもよい。
さらに、前記発泡層及び前記ソリッド層を形成するポリスチレン系樹脂は、ブタジエンゴム成分を4~8質量%含有するものが好ましい。また、前記強度維持層を構成するポリオレフィン系樹脂は、ポリエチレン系樹脂、例えば低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)ポリエチレン、メタロセン触媒を使用して重合したエチレン-α・オレフィン共重合体、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-アクリル酸共重合体、エチレン-アクリル酸エチル共重合体、エチレン-メタクリル酸共重合体、エチレン-メタクリル酸メチル共重合体であることが好ましい。さらに、前記強度維持層を構成するポリオレフィン系樹脂は、ノッチなし試験片のアイゾット衝撃強さが100kJ/m2以上である樹脂が好ましい。
また、前記発泡層及び前記ソリッド層は何れもポリスチレン系樹脂により形成されるのが好ましく、また前記強度維持層と該強度維持層に隣接する層との間には更に接着層を介在させてもよい。
さらに、前記発泡層及び前記ソリッド層を形成するポリスチレン系樹脂は、ブタジエンゴム成分を4~8質量%含有するものが好ましい。また、前記強度維持層を構成するポリオレフィン系樹脂は、ポリエチレン系樹脂、例えば低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)ポリエチレン、メタロセン触媒を使用して重合したエチレン-α・オレフィン共重合体、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-アクリル酸共重合体、エチレン-アクリル酸エチル共重合体、エチレン-メタクリル酸共重合体、エチレン-メタクリル酸メチル共重合体であることが好ましい。さらに、前記強度維持層を構成するポリオレフィン系樹脂は、ノッチなし試験片のアイゾット衝撃強さが100kJ/m2以上である樹脂が好ましい。
また本発明の別の態様によれば、本発明に係る熱可塑性多層樹脂シートを熱成形してなる成形容器が提供される。
本発明の熱可塑性多層樹脂シートは、軽量性、強度を具備すると共に、熱成形後のノッチ折れ性を十分なものとすることが容易である。また、本発明の成形容器は、軽量性、落下強度を具備すると共に、ノッチ折れ性にも優れる。
図1中の断面図は、本発明の一実施形態に係る熱可塑性多層樹脂シートの断面を示すもので、ノッチが形成されることとなる面を構成するソリッド層を最上層とし、下方に向けて順に、接着層、強度維持層、接着層、発泡層、ソリッド層を有する積層構造とされている。以下、発泡層、ソリッド層、強度維持層、接着層の順に各層を説明する。
<発泡層>
前記発泡層は、本発明の分野で使用できる発泡層を形成できるものであれば、如何なる樹脂で形成してもよいが、本発明の一実施形態では、スチレン系樹脂で形成される。使用されるスチレン系樹脂としては、スチレン、α-メチルスチレン、p-メチルスチレン、ジメチルスチレン、p-t-ブチルスチレン、クロロスチレン等のスチレン系モノマーの単独又は共重合体、それらスチレン系モノマーと他のモノマーとの共重合体、例えばスチレン-アクリルニトリル共重合体(AS樹脂)、あるいは前記スチレン系モノマーと更に他のポリマー、例えば、ポリブタジエン、スチレン-ブタジエン共重合体、ポリイソプレン、ポリクロロプレン等のジエン系ゴム質重合体の存在下にグラフト重合したグラフト共重合体、例えばハイインパクトポリスチレン(HIPS樹脂)、スチレン-アクリルニトリルグラフト共重合体(ABS樹脂)等が挙げられる。
前記発泡層は、本発明の分野で使用できる発泡層を形成できるものであれば、如何なる樹脂で形成してもよいが、本発明の一実施形態では、スチレン系樹脂で形成される。使用されるスチレン系樹脂としては、スチレン、α-メチルスチレン、p-メチルスチレン、ジメチルスチレン、p-t-ブチルスチレン、クロロスチレン等のスチレン系モノマーの単独又は共重合体、それらスチレン系モノマーと他のモノマーとの共重合体、例えばスチレン-アクリルニトリル共重合体(AS樹脂)、あるいは前記スチレン系モノマーと更に他のポリマー、例えば、ポリブタジエン、スチレン-ブタジエン共重合体、ポリイソプレン、ポリクロロプレン等のジエン系ゴム質重合体の存在下にグラフト重合したグラフト共重合体、例えばハイインパクトポリスチレン(HIPS樹脂)、スチレン-アクリルニトリルグラフト共重合体(ABS樹脂)等が挙げられる。
なかでも汎用ポリスチレン(GPPS樹脂)、ハイインパクトポリスチレン(HIPS樹脂)が成形容器の剛性、成形性の観点から好ましい。
スチレン系樹脂は、ブタジエンゴム成分を4~8質量%含有することが好ましい。ブタジエンゴム成分含有量は、GPPSとHIPSのブレンドにより調整するのが簡便な方法であるが、HIPSの製造段階で調整しても構わない。ブタジエンゴム成分が4質量%未満であると実用上十分な容器強度が得られなくなる可能性があり、8質量%を超えると、熱成形時に熱盤付着等の不具合を起こす可能性がある。
スチレン系樹脂には、必要に応じて、本発明の効果を阻害しない範囲で、顔料、染料などの着色剤、シリコンオイルやアルキルエステル系等の離型剤、ガラス繊維等の繊維状強化剤、タルク、クレイ、シリカなどの粒状滑剤、スルホン酸とアルカリ金属などとの塩化合物やポリアルキレングリコール等の帯電防止剤及び紫外線吸収剤、抗菌剤のような添加剤を添加することができる。また、本発明の熱可塑性多層樹脂シートや成形容器の製造工程で発生したスクラップ樹脂を混合して用いることもできる。
発泡層に添加する発泡剤としては、種々の揮発性発泡剤や分解型発泡剤がある。揮発性発泡剤としては、例えば、炭化水素、プロパン、i-ブタン、n-ブタン、i-ペンタン、n-ペンタン、あるいはこれらの混合物、そして、N2、CO2、N2/CO2、水などが挙げられる。
分解型発泡剤として、例えば、アゾジカルボン酸アミド、ジニトロペンタメチレンテトラミン、4、4’-オキシビス(ベンゼンスルホニルヒドラジド)などを挙げることができる。さらに、重炭酸ナトリウムや、クエン酸などの有機酸もしくはその塩と重炭酸塩との組み合わせなども使用することができる。また、例えば重炭酸ナトリウムや、クエン酸などの有機酸もしくはその塩と重炭酸塩との組み合わせは、低分子オレフィン化合物、流動パラフィン、牛脂油などでコーティングしても使用することができる。その他、これらの混合物を使用することも可能で、これらを2種類以上混合してもよい。これらはいずれも粉末、フレーク、又は熱可塑性樹脂とのマスターバッチとして入手することもできる。特に、ポリオレフィンをポリスチレンに混合して分解型発泡剤を使用すると、該ポリオレフィンは気泡調整剤としての効果がある。また、分解型発泡剤とN2、CO2、i-ブタン、n-ブタン、i-ペンタン、n-ペンタンとを併用すると気泡が細かく、かつ成形性がよい。
発泡層の厚みとしては好ましくは300~700μm、より好ましくは350~500μmがよい。300μm未満であると十分な軽量性が得られない可能性があり、700μmを超えると、成形容器の強度が低下し、深絞り成形には適さない。
本発明においては、発泡層の発泡倍率としては、好ましくは1.3~2.0倍、より好ましくは1.4~1.8倍である。1.3倍未満であると、シートについて十分な軽量性が得られず、2.0倍以上であると、成形容器の強度が低下し、深絞り成形には適さない。
<ソリッド層>
ソリッド層は非発泡層であり、発泡層に用いられる樹脂と同一又は類似の樹脂によって形成されるのが好ましい。よって、本発明の好適な実施形態では、ソリッド層は、スチレン系樹脂により形成される。ソリッド層を構成するスチレン系樹脂としては、スチレン、α-メチルスチレン、p-メチルスチレン、ジメチルスチレン、p-t-ブチルスチレン、クロロスチレン等のスチレン系モノマーの単独又は共重合体、それらスチレン系モノマーと他のモノマーとの共重合体、例えばスチレン-アクリルニトリル共重合体(AS樹脂)、又は前記スチレン系モノマーと更に他のポリマー、例えば、ポリブタジエン、スチレン-ブタジエン共重合体、ポリイソプレン、ポリクロロプレン等のジエン系ゴム質重合体の存在下にグラフト重合したグラフト共重合体、例えばハイインパクトポリスチレン(HIPS樹脂)、スチレン-アクリルニトリルグラフト共重合体(ABS樹脂)等が挙げられる。
ソリッド層は非発泡層であり、発泡層に用いられる樹脂と同一又は類似の樹脂によって形成されるのが好ましい。よって、本発明の好適な実施形態では、ソリッド層は、スチレン系樹脂により形成される。ソリッド層を構成するスチレン系樹脂としては、スチレン、α-メチルスチレン、p-メチルスチレン、ジメチルスチレン、p-t-ブチルスチレン、クロロスチレン等のスチレン系モノマーの単独又は共重合体、それらスチレン系モノマーと他のモノマーとの共重合体、例えばスチレン-アクリルニトリル共重合体(AS樹脂)、又は前記スチレン系モノマーと更に他のポリマー、例えば、ポリブタジエン、スチレン-ブタジエン共重合体、ポリイソプレン、ポリクロロプレン等のジエン系ゴム質重合体の存在下にグラフト重合したグラフト共重合体、例えばハイインパクトポリスチレン(HIPS樹脂)、スチレン-アクリルニトリルグラフト共重合体(ABS樹脂)等が挙げられる。
なかでも汎用ポリスチレン(GPPS樹脂)、ハイインパクトポリスチレン(HIPS樹脂)が成形容器の剛性、成形性の観点から好ましい。
スチレン系樹脂は、ブタジエンゴム成分を4~8質量%含有することが好ましい。ブタジエンゴム成分含有量は、GPPS樹脂とHIPS樹脂のブレンドにより調整するのが簡便な方法であるが、HIPS樹脂の製造段階で調整しても構わない。4質量%未満であると実用上十分な容器強度が得られなくなる可能性があり、8質量%を超えると、熱成形時に溶融樹脂の熱盤への付着等の不具合を起こす可能性がある。
スチレン系樹脂には、必要に応じて、本発明の効果を阻害しない範囲で、顔料、染料などの着色剤、シリコンオイルやアルキルエステル系等の離型剤、ガラス繊維等の繊維状強化剤、タルク、クレイ、シリカなどの粒状滑剤、スルホン酸とアルカリ金属などとの塩化合物やポリアルキレングリコール等の帯電防止剤及び紫外線吸収剤、抗菌剤のような添加剤を添加することができる。また、本発明の熱可塑性多層樹脂シートやそれを熱成形して成る成形容器の製造工程で発生したスクラップ樹脂を混合して用いることもできる。
ノッチが形成される面側のソリッド層の厚みとしては、好ましくは30~260μm、より好ましくは50~150μmである。30μm未満であると、熱成形を経て引き伸ばされる際にソリッド層が切れて強度維持層が剥き出しになり、容器表面の印字適性が損なわれる可能性がある。また、260μmを超えると、ノッチを形成する際の刃の挿入深さを大きくする必要があり、容器形状の保持性能及び容器強度が低下する恐れがある。
ノッチが形成されない面側のソリッド層の厚みとしては、好ましくは140~510μm、より好ましくは170~390μmである。140μm未満であると、熱成形して得られた容器の剛性が不十分となる可能性があり、510μmを超えると、ノッチを形成した後のノッチ折れ性が低下する可能性がある。
<強度維持層>
強度維持層は、強度を付与するために設ける靱性に優れた層で、本発明の一実施形態では、ポリオレフィン系樹脂により形成される。かかるポリオレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)ポリエチレン、メタロセン触媒を使用して重合したエチレン-α・オレフィン共重合体、ポリプロピレン、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-アクリル酸共重合体、エチレン-アクリル酸エチル共重合体、エチレン-メタクリル酸共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレン又はポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、その他の樹脂を使用することができる。
強度維持層は、強度を付与するために設ける靱性に優れた層で、本発明の一実施形態では、ポリオレフィン系樹脂により形成される。かかるポリオレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)ポリエチレン、メタロセン触媒を使用して重合したエチレン-α・オレフィン共重合体、ポリプロピレン、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-アクリル酸共重合体、エチレン-アクリル酸エチル共重合体、エチレン-メタクリル酸共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレン又はポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂、その他の樹脂を使用することができる。
また、強度維持層を構成するポリオレフィン系樹脂としては、ノッチなし試験片のアイゾット衝撃強さが100kJ/m2以上である樹脂が特に好ましい。100kJ/m2未満の樹脂では靭性が不十分となり、樹脂シート及びそれを熱成形してなる成形容器の強度が低下してしまう場合がありうる。
ここで、ノッチなし試験片のアイゾット衝撃強さとは、ノッチなし試験片の破壊時に吸収される衝撃エネルギーを試験片の初めの断面積で除した値で表わされ、JIS K7110に記載されている手法に従って評価される。以下に試験法の概要を記しておく。
(ノッチなし試験片のアイゾット衝撃強さの評価法)
・試験片: 試験片は、ISO 2818の規定に従ってシートから切削加工する。
(推奨される試験片の形状と寸法)
長さ l=80mm±2mm
幅 b=10.0mm±0.2mm
厚さ h=4.0mm±0.2mm
・装置: 試験機は、振り子式衝撃試験機で、堅固な構造とし、試験片の破壊時に吸収される衝撃エネルギー(W)を測定できるものとする。
・試験手順及び結果の表示: 試験は少なくとも10個の試験片について行う。ノッチなし試験片のアイゾット衝撃強さAiuは次式で算出し、計算した平均値は有効数字2桁で報告する。
Aiu=W/hb×103(kJ/m2)
W:試験片に吸収された補正後の衝撃エネルギー(J)
h:試験片の厚さ(mm)
b:試験片の幅(mm)
(ノッチなし試験片のアイゾット衝撃強さの評価法)
・試験片: 試験片は、ISO 2818の規定に従ってシートから切削加工する。
(推奨される試験片の形状と寸法)
長さ l=80mm±2mm
幅 b=10.0mm±0.2mm
厚さ h=4.0mm±0.2mm
・装置: 試験機は、振り子式衝撃試験機で、堅固な構造とし、試験片の破壊時に吸収される衝撃エネルギー(W)を測定できるものとする。
・試験手順及び結果の表示: 試験は少なくとも10個の試験片について行う。ノッチなし試験片のアイゾット衝撃強さAiuは次式で算出し、計算した平均値は有効数字2桁で報告する。
Aiu=W/hb×103(kJ/m2)
W:試験片に吸収された補正後の衝撃エネルギー(J)
h:試験片の厚さ(mm)
b:試験片の幅(mm)
強度維持層の厚みとしては、好ましくは20~60μm、より好ましくは30~50μmがよい。20μm未満であるとシート及び成形容器に十分な強度を付与できない可能性があり、60μmを超えるとノッチ形成時、強度維持層が切断されずノッチ折れ性が悪くなる恐れがある。
<接着層>
接着層は、任意の層で、本発明の分野で使用でき、隣接層を接着する接着性を具備するものであれば如何なる樹脂で形成してもよいが、本発明の一実施形態では、変性ポリオレフィン系樹脂が使用される。かかる変性ポリオレフィン系樹脂としては、エチレン、プロピレン、ブテン-1等の炭素数2~8程度のオレフィンの単独重合体、それらのオレフィンとエチレン、プロピレン、ブテン-1、3-メチルブテン-1、ペンテン-1、4-メチルペンテン-1、ヘキセン-1、オクテン-1、デセン-1等の炭素数2~20程度の他のオレフィンや酢酸ビニル、塩化ビニル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、スチレン等のビニル化合物との共重合体等のオレフィン系樹脂や、エチレン-プロピレン共重合体、エチレン-プロピレン-ジエン共重合体、エチレン-ブテン-1共重合体、プロピレン-ブテン-1共重合体等の共重合体ゴムを、アクリル酸、メタクリル酸、クロトン酸、イソクロトン酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸等の不飽和カルボン酸、又はその酸ハライド、アミド、イミド、無水物、エステル等の誘導体、具体的には、塩化マレニル、マレイミド、無水マレイン酸、無水シトラコン酸、マレイン酸モノメチル、マレイン酸ジメチル、マレイン酸グリシジル等でグラフト反応条件下に変性したものが代表的なものとして挙げられる。
接着層は、任意の層で、本発明の分野で使用でき、隣接層を接着する接着性を具備するものであれば如何なる樹脂で形成してもよいが、本発明の一実施形態では、変性ポリオレフィン系樹脂が使用される。かかる変性ポリオレフィン系樹脂としては、エチレン、プロピレン、ブテン-1等の炭素数2~8程度のオレフィンの単独重合体、それらのオレフィンとエチレン、プロピレン、ブテン-1、3-メチルブテン-1、ペンテン-1、4-メチルペンテン-1、ヘキセン-1、オクテン-1、デセン-1等の炭素数2~20程度の他のオレフィンや酢酸ビニル、塩化ビニル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、スチレン等のビニル化合物との共重合体等のオレフィン系樹脂や、エチレン-プロピレン共重合体、エチレン-プロピレン-ジエン共重合体、エチレン-ブテン-1共重合体、プロピレン-ブテン-1共重合体等の共重合体ゴムを、アクリル酸、メタクリル酸、クロトン酸、イソクロトン酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸等の不飽和カルボン酸、又はその酸ハライド、アミド、イミド、無水物、エステル等の誘導体、具体的には、塩化マレニル、マレイミド、無水マレイン酸、無水シトラコン酸、マレイン酸モノメチル、マレイン酸ジメチル、マレイン酸グリシジル等でグラフト反応条件下に変性したものが代表的なものとして挙げられる。
なかでも、不飽和ジカルボン酸又はその無水物、特にマレイン酸又はその無水物で変性したエチレン系樹脂、プロピレン系樹脂、又はエチレン-プロピレン又はブテン-1共重合体ゴムが好適である。
接着層の厚みとしては、好ましくは3~10μm、より好ましくは4~6μmがよい。3μm未満であると、十分な層間接着強度が得られなくなる可能性があり、10μmを超えると、熱成形の打ち抜き時に樹脂ヒゲが発生したり、ノッチ折れ性が不十分となる可能性がある。
<熱可塑性多層樹脂シート>
本発明の熱可塑性多層樹脂シートの層構成は、図1の実施形態に示すように、基本的に、ソリッド層/接着層/強度維持層/接着層/発泡層/ソリッド層であるが、層構成はこれに限定されるものではない。例えば、本発明の熱可塑性多層樹脂シートやそれを熱成形して成る成形容器の製造工程で発生したスクラップ樹脂の屑等からなる層を、ノッチが形成される反対側に積層してもよい。
本発明の熱可塑性多層樹脂シートの層構成は、図1の実施形態に示すように、基本的に、ソリッド層/接着層/強度維持層/接着層/発泡層/ソリッド層であるが、層構成はこれに限定されるものではない。例えば、本発明の熱可塑性多層樹脂シートやそれを熱成形して成る成形容器の製造工程で発生したスクラップ樹脂の屑等からなる層を、ノッチが形成される反対側に積層してもよい。
熱可塑性多層シートの総厚みとしては、好ましくは600~1200μm、より好ましくは700~900μmである。600μm未満であると、熱成形して得られた容器の強度が不十分となる可能性があり、1200μmを超えると容器の製造コストが高くなる可能性がある。また、熱成形後の成形容器のノッチ折れ性は、形成されるノッチの深さ等に応じて変動しうるが、種々の構成の多層シートを製造し、種々のノッチ形成条件下でノッチを形成してその折れ性を試験した結果、成形容器のノッチ折れ性を十分なものとするためには、発泡層を境に強度維持層を含むノッチ形成面側の厚みを、総厚みの25%以下としておくべきであることを知見した。よって、本実施形態においては、発泡層を境に強度維持層を含むノッチ形成面側の厚み(図1に示されるように、ノッチ形成面側のソリッド層/接着層/強度維持層/接着層までの厚み)が、上述の総厚みの25%以下でなければならない。
熱可塑性多層樹脂シートの成形方法は、特に限定されず一般的な方法を用いることができる。例えば、4台もしくはそれ以上の単軸押出機を用いて各々の原料樹脂を溶融押出し、フィードブロックとTダイによって多層樹脂シートを得る方法や、マルチマニホールドダイを使用して多層樹脂シートを得る方法が挙げられる。
<成形容器>
図2に、本発明の成形容器の一例を示す。
本発明の成形容器は、上記本発明の熱可塑性多層樹脂シートを成形してなる。熱成形方法としては、一般的な真空成形、圧空成形やこれらの応用として、シートの片面にプラグを接触させて成形を行うプラグアシスト法、またシートの両面に一対をなす雄雌型を接触させて成形を行う、いわゆるマッチモールド成形と称される方法等が挙げられるが、これに限定されるものではない。また、成形前にシートを加熱軟化させる方法として非接触加熱である赤外線ヒーター等による輻射加熱等、公知のシート加熱方法を適用することができる。
図2に、本発明の成形容器の一例を示す。
本発明の成形容器は、上記本発明の熱可塑性多層樹脂シートを成形してなる。熱成形方法としては、一般的な真空成形、圧空成形やこれらの応用として、シートの片面にプラグを接触させて成形を行うプラグアシスト法、またシートの両面に一対をなす雄雌型を接触させて成形を行う、いわゆるマッチモールド成形と称される方法等が挙げられるが、これに限定されるものではない。また、成形前にシートを加熱軟化させる方法として非接触加熱である赤外線ヒーター等による輻射加熱等、公知のシート加熱方法を適用することができる。
また、本発明の成形容器はノッチを有する。ノッチは断面V字形状であり、一方の面側、すなわち発泡層を境に強度維持層を含む側に、熱盤方式等により加熱してV字形状の刃を挿入することにより形成することができる。
以下、実施例及び比較例を挙げて本発明をより具体的に説明するが、本発明は実施例等の内容に何ら限定されるものではない。
実施例及び比較例で用いた樹脂原料は以下の通りである。
(1)強度維持層
・アイゾット衝撃強さ(ノッチ無)が100kJ/m2以上のポリオレフィン系樹脂として、低密度ポリエチレン樹脂「ノバテックLD LJ802」(日本ポリエチレン株式会社製)を用いた。
・比較例として、アイゾット衝撃強さ(ノッチ無)が20kJ/m2のスチレン-メチルメタクリレート樹脂「デンカTXポリマー TX-800LF」(電気化学工業株式会社製)を用いた。
(2)接着層
・エチレン-酢酸ビニル共重合樹脂「エバフレックス360」(三井・デュポンポリケミカルズ株式会社製)
(3)発泡層
・HIPS樹脂「トーヨースチロールH850N」(東洋スチレン社製、ブタジエン含有量9.3質量%)
・GPPS樹脂「トーヨースチロールG200C」(東洋スチレン社製)
・化学発泡剤「ES-275」(永和化成工業株式会社製、ポリスチレン、炭酸水素ナトリウム、タルク含量1~10質量%、石油系炭化水素含量1~10質量%)
(4)ソリッド層
・HIPS樹脂「トーヨースチロールH850N」(東洋スチレン社製、ブタジエン含有量9.3質量%)
(1)強度維持層
・アイゾット衝撃強さ(ノッチ無)が100kJ/m2以上のポリオレフィン系樹脂として、低密度ポリエチレン樹脂「ノバテックLD LJ802」(日本ポリエチレン株式会社製)を用いた。
・比較例として、アイゾット衝撃強さ(ノッチ無)が20kJ/m2のスチレン-メチルメタクリレート樹脂「デンカTXポリマー TX-800LF」(電気化学工業株式会社製)を用いた。
(2)接着層
・エチレン-酢酸ビニル共重合樹脂「エバフレックス360」(三井・デュポンポリケミカルズ株式会社製)
(3)発泡層
・HIPS樹脂「トーヨースチロールH850N」(東洋スチレン社製、ブタジエン含有量9.3質量%)
・GPPS樹脂「トーヨースチロールG200C」(東洋スチレン社製)
・化学発泡剤「ES-275」(永和化成工業株式会社製、ポリスチレン、炭酸水素ナトリウム、タルク含量1~10質量%、石油系炭化水素含量1~10質量%)
(4)ソリッド層
・HIPS樹脂「トーヨースチロールH850N」(東洋スチレン社製、ブタジエン含有量9.3質量%)
<実施例1>
4台の40mm単軸押出機を使用し、フィードブロック法により、ソリッド層(巻き外)80μm/接着層(巻き外)5μm/強度維持層30μm/接着層(巻き内)5μm/発泡層390μm/ソリッド層(巻き内)240μmという層構成を有する総厚み750μm(発泡層を境に強度維持層を有する側の厚み120μm)の熱可塑性多層樹脂シートを得た。
4台の40mm単軸押出機を使用し、フィードブロック法により、ソリッド層(巻き外)80μm/接着層(巻き外)5μm/強度維持層30μm/接着層(巻き内)5μm/発泡層390μm/ソリッド層(巻き内)240μmという層構成を有する総厚み750μm(発泡層を境に強度維持層を有する側の厚み120μm)の熱可塑性多層樹脂シートを得た。
尚、スチレン系樹脂としては、ソリッド層にはHIPS樹脂、発泡層にはHIPS樹脂とGPPS樹脂を質量比50/50(HIPS/GPPS)で混合したものを用いた(ブタジエン成分含有量4.7質量%)。
また、発泡層樹脂量に対する発泡剤添加量は、0.7PHRとした。
この熱可塑性多層樹脂シートを下記条件で、成形、ノッチ形成、容器打ち抜き(図4)まで一連の工程で加工し、図2又は3に示す容器を得た。尚、ノッチに関しては、発泡層を境に強度維持層を有する側から形成し、ノッチの深さはノッチ形成部分の加熱温度により調整した。
使用機器:CFF-300(CKD株式会社製)
上熱盤温度:165℃
下熱盤温度:165℃
ノッチ部分加熱温度:160℃
ノッチ深さ:300μm
容器打ち抜き刃上側構造:雄刃
容器打ち抜き刃下側構造:雌刃
容器打ち抜き刃の上側下側間の間隙:20μm
使用機器:CFF-300(CKD株式会社製)
上熱盤温度:165℃
下熱盤温度:165℃
ノッチ部分加熱温度:160℃
ノッチ深さ:300μm
容器打ち抜き刃上側構造:雄刃
容器打ち抜き刃下側構造:雌刃
容器打ち抜き刃の上側下側間の間隙:20μm
得られた熱可塑性多層樹脂シート及び容器の各種評価を下記の方法で行った。結果を表1に示す。
(1)シート比重
シートの比重を、以下の方法にて測定した。
使用機器:電子比重計MD-200S(アルファーミラージュ株式会社製)
測定方法:試験片は、シートを3cm角にカットしたものを用いた。
測定条件:温度25℃
なお、シート比重は、軽量化の観点から0.93以下であれば好ましく、0.90以下であればより好ましい。
シートの比重を、以下の方法にて測定した。
使用機器:電子比重計MD-200S(アルファーミラージュ株式会社製)
測定方法:試験片は、シートを3cm角にカットしたものを用いた。
測定条件:温度25℃
なお、シート比重は、軽量化の観点から0.93以下であれば好ましく、0.90以下であればより好ましい。
(2)容器ノッチ折れ性
ノッチ形成部分を、図2に示す折り曲げ方向に折り曲げて、以下の基準で評価した。
◎:ノッチ30箇所中、一回で折れない箇所が0箇所
○:ノッチ30箇所中、一回で折れない箇所が3箇所以内
△:ノッチ30箇所中、一回で折れない箇所が4~10箇所
×:ノッチ30箇所中、一回で折れない箇所が11~30箇所
ノッチ形成部分を、図2に示す折り曲げ方向に折り曲げて、以下の基準で評価した。
◎:ノッチ30箇所中、一回で折れない箇所が0箇所
○:ノッチ30箇所中、一回で折れない箇所が3箇所以内
△:ノッチ30箇所中、一回で折れない箇所が4~10箇所
×:ノッチ30箇所中、一回で折れない箇所が11~30箇所
(3)容器落下強度
成形容器の落下強度を、以下の方法にて評価した。
図1に示す4連容器に水80gを入れ、フィルム状の蓋材で密封した試験サンプルを20個、作製した。これらを高さ40cmから水平に落下させ、破損した(容器から水が漏れる状態になった)サンプルの個数を記録し、以下の基準で評価した。
◎:4連容器20個中の破損個数が0個
○:4連容器20個中の破損個数が3個以内
△:4連容器20個中の破損個数が4~10個
×:4連容器20個中の破損個数が11~20個
成形容器の落下強度を、以下の方法にて評価した。
図1に示す4連容器に水80gを入れ、フィルム状の蓋材で密封した試験サンプルを20個、作製した。これらを高さ40cmから水平に落下させ、破損した(容器から水が漏れる状態になった)サンプルの個数を記録し、以下の基準で評価した。
◎:4連容器20個中の破損個数が0個
○:4連容器20個中の破損個数が3個以内
△:4連容器20個中の破損個数が4~10個
×:4連容器20個中の破損個数が11~20個
<実施例1~13、比較例1~4>
強度維持層と接着層の有無、強度維持層の樹脂組成、発泡層樹脂量に対する発泡剤添加量、各層の厚みを表1及び表2に示すように変更した以外は実施例1と同様にして、熱可塑性多層樹脂シートを成形した。
強度維持層と接着層の有無、強度維持層の樹脂組成、発泡層樹脂量に対する発泡剤添加量、各層の厚みを表1及び表2に示すように変更した以外は実施例1と同様にして、熱可塑性多層樹脂シートを成形した。
また、得られた熱可塑性多層樹脂シートを用いて、実施例1と同様にして容器を成形した。
評価結果を表1及び表2に示す。


表1及び表2から明らかなように、本発明例に係る多層樹脂シートを用いて形成した容器は、容器落下強度及び容器ノッチ折れ性の何れの特性も十分良好なものであったが、比較例に係る樹脂シートを用いて形成した容器は、容器落下強度及び容器ノッチ折れ性の何れかが満足できないものであった。
Claims (8)
- 発泡層を挟んで両面にソリッド層が形成され、一方の面側からノッチが形成される熱可塑性多層樹脂シートであって、ノッチ形成面を構成するソリッド層と発泡層との間に、ポリオレフィン系樹脂により形成された強度維持層が設けられ、前記発泡層を境に前記強度維持層を含むノッチ形成面側の厚みが、総厚みの25%以下であることを特徴とする熱可塑性多層樹脂シート。
- 前記発泡層の発泡倍率が1.3~2.0倍である請求項1に記載の熱可塑性多層樹脂シート。
- 総厚みが600~1200μmである請求項1又は2に記載の熱可塑性多層樹脂シート。
- 前記発泡層がポリスチレン系樹脂により形成されてなる請求項1から3の何れか一項に記載の熱可塑性多層樹脂シート。
- 前記ソリッド層がポリスチレン系樹脂により形成されてなる請求項1から4の何れか一項に記載の熱可塑性多層樹脂シート。
- 前記強度維持層と該強度維持層に隣接する層との間に接着層を更に有する請求項1から5の何れか一項に記載の熱可塑性多層樹脂シート。
- 前記強度維持層が20~60μmの厚みを有する請求項1から6の何れか一項に記載の熱可塑性多層樹脂シート。
- 請求項1から7の何れか一項に記載の熱可塑性多層樹脂シートを熱成形してなる成形容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380009101.9A CN104114356B (zh) | 2012-02-13 | 2013-02-12 | 热塑性多层树脂片以及成型容器 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-028810 | 2012-02-13 | ||
| JP2012028810A JP5883308B2 (ja) | 2012-02-13 | 2012-02-13 | 熱可塑性多層樹脂シート及び成形容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013122057A1 true WO2013122057A1 (ja) | 2013-08-22 |
Family
ID=48984167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053285 WO2013122057A1 (ja) | 2012-02-13 | 2013-02-12 | 熱可塑性多層樹脂シート及び成形容器 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5883308B2 (ja) |
| CN (1) | CN104114356B (ja) |
| WO (1) | WO2013122057A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017114124A (ja) * | 2015-12-22 | 2017-06-29 | 日生化学株式会社 | 多層シート及びこれを用いた多層容器 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015041100A1 (ja) * | 2013-09-20 | 2015-03-26 | 電気化学工業株式会社 | 熱可塑性多層樹脂シート及びそれからなる食品包装容器 |
| DE102014103961A1 (de) * | 2014-03-24 | 2015-09-24 | Coveris Rigid (Zell) Deutschland Gmbh | Muldenförmig ausgebildetes Teil |
| JP6373045B2 (ja) * | 2014-04-10 | 2018-08-15 | デンカ株式会社 | 積層シートおよびこれを用いた容器 |
| KR102164729B1 (ko) * | 2019-08-05 | 2020-10-14 | 강현식 | 상품포장 트레이용 공압출 적층시트의 제조방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57199434U (ja) * | 1981-06-12 | 1982-12-18 | ||
| JPH0347121U (ja) * | 1989-09-18 | 1991-05-01 | ||
| JPH0679529U (ja) * | 1993-04-23 | 1994-11-08 | 旭化成工業株式会社 | 容 器 |
| JP2003040387A (ja) * | 2001-08-02 | 2003-02-13 | Jsp Corp | 扇形状シート及び袋並びに冷菓包装体 |
| JP2004010103A (ja) * | 2002-06-06 | 2004-01-15 | Fuji Seal Inc | プラスチックケース及びプラスチックケース用シートの製造方法 |
| JP2008213355A (ja) * | 2007-03-06 | 2008-09-18 | Denki Kagaku Kogyo Kk | 熱可塑性多層樹脂シート及び成形容器 |
| JP2010280391A (ja) * | 2009-06-02 | 2010-12-16 | Dainippon Printing Co Ltd | 自立型包装容器及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002114265A (ja) * | 2000-10-06 | 2002-04-16 | Daicel Chem Ind Ltd | 分割可能な容器 |
| JP4991345B2 (ja) * | 2007-02-27 | 2012-08-01 | 株式会社エフピコ | 熱成形用積層シート及び包装用容器 |
| JP5061650B2 (ja) * | 2007-02-28 | 2012-10-31 | ソニー株式会社 | 電子機器ユニット |
-
2012
- 2012-02-13 JP JP2012028810A patent/JP5883308B2/ja active Active
-
2013
- 2013-02-12 WO PCT/JP2013/053285 patent/WO2013122057A1/ja active Application Filing
- 2013-02-12 CN CN201380009101.9A patent/CN104114356B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57199434U (ja) * | 1981-06-12 | 1982-12-18 | ||
| JPH0347121U (ja) * | 1989-09-18 | 1991-05-01 | ||
| JPH0679529U (ja) * | 1993-04-23 | 1994-11-08 | 旭化成工業株式会社 | 容 器 |
| JP2003040387A (ja) * | 2001-08-02 | 2003-02-13 | Jsp Corp | 扇形状シート及び袋並びに冷菓包装体 |
| JP2004010103A (ja) * | 2002-06-06 | 2004-01-15 | Fuji Seal Inc | プラスチックケース及びプラスチックケース用シートの製造方法 |
| JP2008213355A (ja) * | 2007-03-06 | 2008-09-18 | Denki Kagaku Kogyo Kk | 熱可塑性多層樹脂シート及び成形容器 |
| JP2010280391A (ja) * | 2009-06-02 | 2010-12-16 | Dainippon Printing Co Ltd | 自立型包装容器及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017114124A (ja) * | 2015-12-22 | 2017-06-29 | 日生化学株式会社 | 多層シート及びこれを用いた多層容器 |
| WO2018116504A1 (ja) * | 2015-12-22 | 2018-06-28 | 日生化学株式会社 | 多層シート及びこれを用いた多層容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104114356B (zh) | 2017-03-01 |
| CN104114356A (zh) | 2014-10-22 |
| JP5883308B2 (ja) | 2016-03-15 |
| JP2013163356A (ja) | 2013-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013122057A1 (ja) | 熱可塑性多層樹脂シート及び成形容器 | |
| JP4991345B2 (ja) | 熱成形用積層シート及び包装用容器 | |
| JP2007168178A (ja) | 加熱発泡用押出ラミネート積層体 | |
| JP2005111888A (ja) | 樹脂発泡積層シート | |
| JP2015178260A (ja) | 熱成形用積層発泡シート、熱成形用積層発泡シートの製造方法、及び食品用又は包装用容器 | |
| JP6083856B2 (ja) | 熱成形用多層シート及び電子レンジ加熱用容器 | |
| JP2006257307A (ja) | ポリオレフィン系樹脂発泡シート成形用樹脂組成物及びそれから得られるポリオレフィン系樹脂発泡シート | |
| CN107428145B (zh) | 热塑性多层树脂片材及使用该热塑性多层树脂片材的容器 | |
| JP4484184B2 (ja) | ポリスチレン系樹脂発泡シート及び熱可塑性樹脂積層発泡シート、並びにそれらの容器 | |
| JP2009034934A (ja) | 容器用積層シート | |
| JP2009214372A (ja) | ポリプロピレン系樹脂積層発泡シート及びその成形体 | |
| WO2021111815A1 (ja) | 多層樹脂シート及び成形容器 | |
| JP4829136B2 (ja) | 積層発泡シートとその製造方法及び青果用トレー | |
| JP4610139B2 (ja) | 多層ポリプロピレン系樹脂発泡板およびその組立箱 | |
| JP6589117B2 (ja) | ポリプロピレン系樹脂発泡積層シート及び成形品 | |
| JP2016193539A (ja) | 熱成型用多層シート及びその製造方法、並びに加熱用容器 | |
| JP2009000984A (ja) | ポリオレフィン系多層シート | |
| JP3868076B2 (ja) | オレフィン系複合樹脂積層シート | |
| JP4565481B2 (ja) | ポリプロピレン系樹脂発泡体/ポリオレフィン系樹脂多層体、容器本体、包装容器及び食品包装体 | |
| JP4080466B2 (ja) | 熱可塑性樹脂シート及びその成形品 | |
| JP2008120979A (ja) | ポリプロピレン系樹脂発泡シートおよびその成形体 | |
| JP4338114B2 (ja) | ポリスチレン系樹脂発泡体/ポリオレフィン系樹脂多層体 | |
| JP3916500B2 (ja) | ポリプロピレン系樹脂発泡シート及び容器 | |
| JP2014111339A (ja) | 積層発泡シート、及び、発泡成形品 | |
| JP4990585B2 (ja) | ポリスチレン系樹脂発泡シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13748620 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13748620 Country of ref document: EP Kind code of ref document: A1 |