WO2013094760A1 - 表面保護フィルム - Google Patents
表面保護フィルム Download PDFInfo
- Publication number
- WO2013094760A1 WO2013094760A1 PCT/JP2012/083363 JP2012083363W WO2013094760A1 WO 2013094760 A1 WO2013094760 A1 WO 2013094760A1 JP 2012083363 W JP2012083363 W JP 2012083363W WO 2013094760 A1 WO2013094760 A1 WO 2013094760A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- copolymer
- prism
- protective film
- surface protective
- polymer block
- Prior art date
Links
Images
Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
- C09J153/025—Vinyl aromatic monomers and conjugated dienes modified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/16—Layered products comprising a layer of natural or synthetic rubber comprising polydienes homopolymers or poly-halodienes homopolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- G02B1/105—
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/04—Prisms
- G02B5/045—Prism arrays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2461/00—Presence of condensation polymers of aldehydes or ketones
Definitions
- the present invention relates to a surface protective film, particularly a surface protective film for a prism sheet.
- the prism sheet is a sheet having a function of condensing light emitted from a backlight forward in a liquid crystal display, and is formed of a transparent resin.
- the surface of the prism sheet has irregularities in the shape of a triangular prism. Since the above unevenness is extremely important for the performance of the prism sheet, even if the uneven shape of the prism sheet is deformed in an extremely fine area during the manufacture of a liquid crystal display or the like in recent years, the uneven shape Self-healing prism sheets that can recover elastically have been put into practical use. In recent years, prism sheets are produced by a soft mold method using a resin mold for the purpose of reducing the cost of the prism sheets.
- a surface protective film that is used by being attached to the surface thereof is widely used.
- a surface protective film the surface protective film currently disclosed by patent document 1 is mentioned, for example.
- Such a surface protective film can obtain an appropriate adhesive force with respect to the prism surface of the prism sheet by biting the concave-convex shape of the prism sheet into the adhesive layer.
- such a surface protection film is industrially manufactured as a wound body obtained by winding a long film into a roll shape.
- the surface protection film as such a wound body has a high force (deployment force) necessary for unwinding the wound body, and the deployment force tends to increase with time.
- deployment force a force necessary for unwinding the wound body
- deployment force tends to increase with time.
- a small force that is, the ability to easily rewind the wound body.
- the self-healing prism sheet is more easily deformed than the ordinary prism sheet, and therefore, when the surface protective film disclosed in Patent Document 1 is applied to the prism surface, the pressure at the time of application thereof As a result, the concavo-convex shape is deformed, and the top of the concavo-convex shape of the prism sheet cannot sufficiently penetrate into the pressure-sensitive adhesive layer, and an appropriate adhesive force to the prism surface of the prism sheet cannot be obtained. As a result, the surface protection sheet frequently peels off naturally from the prism surface against the user's intention, and the surface of the prism sheet (particularly, the prism surface) cannot be properly protected. There was a problem.
- the surface protection sheet can be used from the prism surface to the user's intention.
- a release agent is blended in a resin mold for the purpose of facilitating peeling of the prism sheet from the resin mold (that is, for the purpose of improving mold release properties). The above-described peeling is presumed to be caused by the release agent blended in the mold being transferred to the prism surface of the prism sheet.
- the present invention provides a prism sheet (in particular, a prism sheet manufactured by a soft mold method and a self-recovering prism sheet) without reducing the efficiency of the work of attaching a surface protective film to the prism sheet surface.
- An object of the present invention is to provide a surface protective film that can appropriately protect (especially the prism surface).
- the present inventors have found that the above-mentioned object can be achieved by using a surface protective film having a specific pressure-sensitive adhesive and a pressure-sensitive adhesive layer containing a specific tackifier. It came to complete.
- the present invention includes the following aspects. Item 1.
- a structure represented by the formula: [AB] n (A represents the following polymer block A, B represents the following polymer block B, and n represents an integer of 1 to 3).
- the mass ratio (A: B) of the total amount of the polymer block A and the total amount of the polymer block B contained in the entire copolymer (I ′) and the copolymer (II ′) is 5:95 to Within the range of 25:75,
- the total aromatic alkenyl compound unit content (St (A + B)) of the copolymer (I ′) and the copolymer (II ′) is 5 to 50% by mass, and the copolymer (I )
- Polymer block A Polymer block containing an aromatic alkenyl compound unit at a content of 80% by mass or more
- Polymer block B Containing a conjugated diene compound unit at a content of 50% by mass or more, and 1. Polymer block in which the content of vinyl bonds derived from a conjugated diene compound is 50 mol% or more.
- the surface protective film according to Item 1 which is used for a prism sheet.
- Item 4 The surface protective film according to any one of Items 1 to 3, which is for a self-recovering prism sheet in which deformation cannot be confirmed after 3 seconds from the removal of.
- Item 5. The surface protective film according to any one of Items 1 to 3, which is used for a prism sheet produced by a soft mold method.
- the phenol resin is one selected from the group selected from terpene phenol resins, alkylphenol resins, rosin modified phenol resins, phenol modified coumarone indene resins, phenol modified formaldehyde resins, t-butylphenol resins, and t-butylphenol acetylene resins.
- Item 6. The surface protective film according to any one of Items 1 to 5, which is a phenol resin as described above.
- Item 7. Item 7.
- the surface of a prism sheet (particularly, a prism sheet manufactured by a soft mold method and a self-recovering prism sheet) without reducing the efficiency of the operation of attaching a surface protective film to the surface of the prism sheet. Protection can be properly protected.
- the “content” of the repeating unit of the polymer used in the term “aromatic alkenyl compound unit content” or the like means the mass ratio in terms of the monomer from which the repeating unit is derived, that is, the polymer.
- the “mass of all monomers for forming the polymer” approximates the mass of the polymer.
- the “content ratio” of the repeating unit of the polymer block is the mass ratio in terms of the monomer from which the repeating unit is derived, that is, the total monomer for forming the polymer block. It means the ratio (mass%) of the mass of the monomer from which the repeating unit is derived to the mass.
- the “mass of all monomers for forming the polymer block” approximates the mass of the polymer block.
- the “vinyl bond content” means the total content of 1,2-vinyl bonds and 3,4-vinyl bonds calculated by the Morello method using the infrared absorption spectrum method.
- the surface protective film of the present invention is [1] As the main component of the adhesive (A) A structure represented by the formula: [AB] n (A represents the following polymer block A, B represents the following polymer block B, and n represents an integer of 1 to 3).
- Polymer block A Polymer block containing an aromatic alkenyl compound unit at a content of 80% by mass or more
- Polymer block B Containing a conjugated diene compound unit at a content of 50% by mass or more, and Polymer block having a vinyl bond content derived from a conjugated diene compound of 50 mol% or more
- the surface protective film of the present invention has at least an adhesive layer and a base material layer.
- the pressure-sensitive adhesive layer is laminated on one surface of the base material layer.
- the pressure-sensitive adhesive surface of the surface protective film means the surface of the pressure-sensitive adhesive layer on the side opposite to the base material layer side.
- the pressure-sensitive adhesive layer contains a pressure-sensitive adhesive main component and a tackifier.
- the pressure-sensitive adhesive layer contains copolymer (I) and copolymer (II) as the main component of pressure-sensitive adhesive.
- the main component of the pressure-sensitive adhesive means a component that exists in the pressure-sensitive adhesive layer at the highest content (mass basis) and imparts pressure-sensitive adhesiveness to the pressure-sensitive adhesive layer.
- Copolymer (I) has the formula: [AB] n (A represents polymer block A described below, B represents polymer block B described below, and n represents 1 to 3) It represents a hydrogenated product of copolymer (I ′) having a structure represented by:
- the copolymer (II) is a hydrogenated product of the copolymer (II ′) having the polymer block A at at least two ends and having at least one polymer block B at an intermediate portion thereof. .
- Polymer block A” present in each of copolymer (I ′) and copolymer (II ′) is a polymer block containing an aromatic alkenyl compound unit at a content of 80% by mass or more.
- the lower limit of the content is preferably 85% by mass, more preferably 90% by mass.
- the “aromatic alkenyl compound unit” is a repeating unit derived from an aromatic alkenyl compound.
- aromatic alkenyl compound examples include styrene, tert-butylstyrene, ⁇ -methylstyrene, p-methylstyrene, p-ethylstyrene, divinylbenzene, 1,1-diphenylethylene, vinylnaphthalene, vinylanthracene, N, N-diethyl-p-aminoethylstyrene, vinylpyridine and the like can be mentioned.
- the polymer block A may have a repeating unit other than the aromatic alkenyl compound unit.
- a repeating unit examples include a conjugated diene compound unit.
- the “conjugated diene compound unit” is a repeating unit derived from a conjugated diene compound.
- conjugated diene compound examples include 1,3-butadiene, isoprene, 2,3-dimethyl-1,3-butadiene, 1,3-pentadiene, 2-methyl-1,3-octadiene, 1,3 -Hexadiene, 1,3-cyclohexadiene, 4,5-diethyl-1,3-octadiene, 3-butyl-1,3-octadiene, myrcene and chloroprene.
- the “polymer block B” present in each of the copolymer (I ′) and the copolymer (II ′) contains a conjugated diene compound unit at a content of 50% by mass or more and is derived from the conjugated diene compound.
- the polymer block has a vinyl bond content of 50 mol% or more.
- the polymer block B may have a repeating unit other than the conjugated diene compound unit.
- a repeating unit include an aromatic alkenyl compound unit.
- the copolymer (I ′) may be used alone or in combination of two or more.
- the copolymer (II ′) has a polymer block A at at least two ends, for example, at both ends of the main chain, and at least one polymer block B at an intermediate portion thereof.
- the “copolymer (II ′)” is preferably such that the copolymer (II ′) is represented by the formula: ABA (the symbols in the formula are as defined above) or the formula: ( AB) xY (wherein x represents an integer of 1 or more, Y represents a coupling agent residue, and other symbols are as defined above). It is a polymer.
- a structure represented by the formula: (AB) xY (wherein x represents an integer of 2 or more, Y represents a coupling agent residue, and other symbols are as defined above).
- the copolymer having has a structure in which the copolymer (I ′) is coupled by Y. Therefore, in the case of (AB) xY, a mixture of the copolymers (I ′) and (II ′) can be synthesized in the same reaction kettle. ) XY is preferred.
- x is 3 or more, the copolymer is a so-called star polymer.
- x is preferably 2 to 4 from the viewpoint of suppressing side reactions during the production of the copolymer and controlling the physical properties of the copolymer.
- the coupling agent residue Y does not affect the physical properties of the copolymer, and examples of the coupling agent that gives such a coupling agent residue Y include methyldichlorosilane.
- a portion represented by xY eg, a portion represented by BYB is substantially The same as block B.
- the copolymer (II ′) may be used alone or in combination of two or more.
- the total aromatic alkenyl compound unit content (St (A + B)) of the copolymer (I ′) and the copolymer (II ′) is 5 to 50% by mass, preferably 30 to 50% by mass. is there.
- the copolymer (I) and the copolymer (II) are hydrogenated products of the copolymer (I ′) and the copolymer (II ′), respectively. Accordingly, as those skilled in the art will readily understand, some of the matters described for the copolymer (I ′) and the copolymer (II ′) are partially related to the copolymer (I) and the copolymer (II). ).
- the total hydrogenation rate of the copolymer (I) and the copolymer (II) is 80% or more, preferably 90%, more preferably 95%.
- the hydrogenation rate of each of the copolymer (I) and the copolymer (II) is 80% or more, preferably 90%, more preferably 95%.
- the hydrogenation rate is the molar ratio (%) of the hydrogenated double bond to the double bond derived from the conjugated diene compound before hydrogenation, and this represents the carbon tetrachloride.
- Used as a solvent means a hydrogenation rate calculated from a 270 MHz, 1 H-NMR spectrum.
- the mass ratio of the copolymer (I) and the copolymer (II) in the pressure-sensitive adhesive layer is preferably in the range of 5:95 to 40:60.
- the copolymer (I) and the copolymer (II) can be produced using a known method.
- the copolymer (I) is a copolymer represented by AB (the symbols in the formula are as defined above), and the copolymer (II) is represented by ABBYB—
- A the symbols in the formula are as defined above
- the pressure-sensitive adhesive layer contains a phenol resin as a tackifier.
- the tackifier is compatible with the copolymer (I) and the copolymer (II), which are the main components of the adhesive, and controls the adhesive force of the adhesive layer.
- the phenol resin is preferably selected from the group selected from terpene phenol resins, alkylphenol resins, rosin-modified phenol resins, phenol-modified coumarone indene resins, phenol-modified formaldehyde resins, t-butylphenol resins, and t-butylphenol acetylene resins.
- phenol resins One or more types of phenol resins, and particularly preferred are terpene phenol resins and hydrogenated products of terpene phenol resins.
- the phenol resin has a phenol component content (molar ratio) in the range of 5 to 45 mol%.
- the phenol component in the phenol resin means a structural unit derived from a monomer containing phenol.
- the content (molar ratio) of the phenol component can be obtained using a proton nuclear magnetic resonance apparatus ( 1 H-NMR).
- the adhesive surface can be deformed in accordance with the prism mountain shape. Therefore, the contact area between the surface protective film of the present invention and the prism surface can be increased, and as a result, a suitable adhesive force can be exerted on the prism sheet. If it is 5% or less, the pressure-sensitive adhesive is deformed at the time of sticking, but since it is elastically recovered immediately, the deformation of the pressure-sensitive adhesive cannot be maintained and sufficient adhesive strength is not exhibited. If it is 45% or more, the cohesive force of the pressure-sensitive adhesive becomes too high, the pressure-sensitive adhesive cannot be deformed at the time of application, and sufficient pressure-sensitive adhesive strength is not exhibited.
- Such a phenol resin may be used independently and may be used in combination of 2 or more type.
- the content of the tackifier in the pressure-sensitive adhesive layer is preferably 10 to 50 parts by mass with respect to 100 parts by mass as the total mass of the copolymer (I) and the copolymer (II).
- the adhesive layer further comprises a styrenic block phase reinforcing agent, a softening agent, an antioxidant, a light stabilizer, and an ultraviolet absorber.
- a known additive such as a filler, a pigment, an anti-adhesive agent, an olefin resin, a silicone polymer, a liquid acrylic copolymer, and a phosphate ester compound may be appropriately contained.
- the “styrene block phase reinforcing agent” is used for suppressing the pressure-sensitive adhesive layer from progressing.
- examples of the styrene block phase reinforcing agent include, as monomer units, styrene and ⁇ -methylstyrene, p-methylstyrene, p-chlorostyrene, chloromethylstyrene, tert-butylstyrene, p-ethylstyrene, divinylbenzene, and the like.
- the styrene-type compound of this is mentioned. These can be used alone or in combination of two or more. That is, the styrenic block phase reinforcing agent can be obtained by polymerizing these monomers.
- the styrenic block phase reinforcing agent preferably has a softening point of about 100 ° C. or higher, and more preferably 150 ° C. or higher.
- trade names “ENDEX 155” (softening point 155 ° C.), “ENDEX 160” (softening point 160 ° C.) manufactured by Eastman Chemical Co., Ltd. are preferably used.
- Softening agents are usually effective in improving adhesive strength.
- the softening agent include low molecular weight diene polymer, polyisobutylene, hydrogenated polyisoprene, hydrogenated polybutadiene, paraffinic process oil, naphthenic process oil, aromatic process oil, castor oil, tall oil, and natural oil. , Liquid polyisobutylene resin, polybutene, or hydrogenated products thereof.
- the “antioxidant” is not particularly limited, and examples thereof include phenol-based (monophenol-based, bisphenol-based, polymer-type phenol-based), sulfur-based, phosphorus-based and the like.
- Examples of the “light stabilizer” include hindered amine compounds.
- the “ultraviolet absorber” is not particularly limited, and examples thereof include salicylic acid series, benzophenone series, benzotriazole series, and cyanoacrylate series.
- filler examples include calcium carbonate, magnesium carbonate, silica, zinc oxide, titanium oxide and the like.
- adhsion progress inhibitor include fatty acid amides, polyethyleneimine long-chain alkyl grafts, soybean oil-modified alkyd resins (eg, Arakawa Chemical Industries, trade name “Arachid 251”, etc.), tall oil-modified alkyd resins ( For example, Arakawa Chemical Industries, Ltd., trade name “Arachid 6300” and the like.
- additives may be used alone or in combination of two or more.
- the thickness of the pressure-sensitive adhesive layer is not particularly limited, but is usually about 0.5 to 50 ⁇ m, preferably 1 to 40 ⁇ m, more preferably 2 to 30 ⁇ m.
- the base material layer is preferably a polyolefin base material layer.
- the “polyolefin” include low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, ethylene- ⁇ -olefin copolymer, ethylene-ethyl acrylate copolymer, ethylene-vinyl acetate copolymer. Examples thereof include a copolymer, an ethylene-methyl acrylate copolymer, an ethylene-n-butyl acrylate copolymer, and polypropylene (homopolymer, random copolymer, block copolymer). These can be used alone or in combination of two or more.
- the “polyolefin” may be a polyolefin having a substituent, and a resin other than the polyolefin may be added. Furthermore, the end material of the polyolefin base material layer and the end material of the surface protection film which were produced in the manufacturing process of the surface protection film may be added.
- the substrate layer may be a single layer or a layer having two or more multilayer structures having different compositions.
- the thickness of the base material layer can be appropriately adjusted depending on the use of the surface protective film. Usually, a thickness of about 10 to 100 ⁇ m is suitable.
- the surface protective film used in the present invention may further have other layers.
- examples of such other layers include an intermediate layer formed from a polyolefin-based resin disposed between the base material layer and the adhesive layer.
- the surface protective film of the present invention is obtained by the following method: After sticking the surface protective film on the prism surface of a brightness enhancement film (BEF) having a prism mountain height h1 of 25 ⁇ m, punching is performed from the prism surface side; In the cross section generated by punching, the surface protective film adhesive surface has a convex shape formed by pressing the surface protective film adhesive surface into the prism valley from the straight line s connecting the adjacent two points where the apex of the prism crests are respectively recessed.
- BEF brightness enhancement film
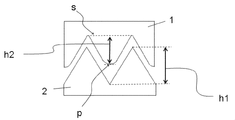
- FIG. 1 is a sectional view for explaining the calculation of the adhesive surface deformation rate.
- a convex shape having a height h2 is formed on the adhesive surface of the surface protective film 1 by sticking the surface protective film 1 to the prism surface of the brightness enhancement film 2 having a constant prism peak height h1.
- the height h ⁇ b> 2 is generated by pressing the surface protective film adhesive surface into the prism valley from the straight line s connecting the two adjacent points where the apex of the prism crest of the surface protective film 1 is inserted.
- the distance to the apex p of the convex shape When the surface protective film of the present invention is attached to the prism surface, the adhesive surface can be deformed according to the shape of the prism peak, so that the contact area between the surface protective film of the present invention and the prism surface can be increased. As a result, it can have a suitable adhesive force to the prism sheet.
- the surface protective film used in the present invention contains, for example, the raw material A containing the copolymer (I) and the copolymer (II), and the main component of the adhesive and the tackifier.
- the raw material B to be manufactured can be manufactured by co-extrusion by a die method using a multilayer extruder.
- a base material layer and an adhesive layer are formed by coextrusion.
- Suitable protective objects of the surface protective film of the present invention are a prism sheet, in particular, a prism sheet manufactured by a soft mold method, and a flexible prism sheet (preferably a self-recovering prism sheet).
- the resin mold used in the soft mold method contains a release agent.
- the release agent can be transferred to the prism surface of the prism sheet.
- the flexible prism sheet has a hardness calculated by measurement according to JIS R1639-5 of the prism crest (convex portion) of 0.08 to 0.15.
- the flexible prism sheet is preferably a self-recovering prism sheet.
- the self-healing prism sheet is a prism sheet in which deformation cannot be confirmed 3 seconds after removing the weight when the weight is removed after the prism sheet is deformed until the weight is 20 gf in accordance with JIS R1639-5. .
- the self-healing property is confirmed by applying a load to one of the crests (convex portions) of the prism with a flat indenter having a diameter of 50 ⁇ m using a micro compression tester MCT-510 and a flat indenter FLAT50.
- the load is increased at a constant speed (0.25 gf / second) until a load of 20 gf is reached.
- the load is decreased to the load 0 gf at the same speed (0.25 gf / second).
- the confirmation is performed by observation using an optical microscope with a magnification (eg, 500 times) at which the shape of the prism can be observed.
- the maximum unevenness height (maximum peak (projection) height) of the prism surface of the surface-protected prism sheet to which the surface protective film of the present invention is suitably applied is in the range of 10 to 70 ⁇ m. .
- the surface protection method of the prism sheet using the surface protection film of the present invention contains the surface protective film of the present invention, that is, [1] copolymer (I) and copolymer (II) as the main component of the adhesive, and [2] phenol component as the tackifier.
- the method can also be understood from FIG.
- the state where the surface protective film of the present invention is attached so as to be in contact with the prism surface of the prism sheet is shown in FIG. 1 where the deepest portion of the valley of the adhesive surface of the surface protective film 1 is in contact with the apex of the prism crest of the prism sheet 2. It is in the state.
- the surface protection film is affixed to the prism sheet so that the adhesive layer of the surface protection film is in contact with the prism surface of the prism sheet. At this time, it is possible to obtain a pressure-sensitive adhesive force suitable for the prism sheet by deforming and sticking the adhesive layer according to the triangular prism shape of the prism of the prism surface so that the adhesive layer has a high contact area. it can.
- St (A) means a numerical value represented by the following formula.
- St (A) (aromatic alkenyl compound unit mass in all polymer blocks A) / (total monomer unit mass in all polymers) ⁇ 100 (mass%)
- St (b) is the aromatic alkenyl compound unit content of the polymer block B, and means a numerical value represented by the following formula.
- St (b) (aromatic alkenyl compound unit mass in all polymer blocks B) / (total monomer unit mass in all polymer blocks B) ⁇ 100 (mass%)
- A: B represents a mass ratio between the total amount of the polymer block A and the total amount of the polymer block B.
- (I) :( II) represents a mass ratio of the copolymer (I) to the copolymer (II).
- conjugated diene content (B) represents the conjugated diene unit content of the polymer block B.
- Vinyl bond content (B) represents the vinyl bond content of the polymer block B.
- Examples 1 to 5 Comparative Examples 1 to 5
- TH130 Terpene phenol resin, manufactured by Yasuhara Chemical Co., Ltd.
- AP100 alicyclic saturated hydrocarbon resin, Arakawa Chemical Co., Ltd.
- AP125 alicyclic saturated hydrocarbon resin, Arakawa Chemical Co., Ltd.
- Polypropylene (J715M manufactured by Prime Polymer Co., Ltd.) is used as the base material, and the base material and each pressure-sensitive adhesive composition are co-extruded by the T-die method, so that the base material layer having a thickness of 36 ⁇ m and the adhesive having a thickness of 4 ⁇ m are used.
- the surface protective films of Examples 1 to 5 and Comparative Examples 1 to 5 in which the agent layer was laminated and integrated were molded, and wound bodies wound on a paper core having an inner diameter of 3 inches were obtained.
- Example 6 to 9 YS Polystar UH115 (hydrogenated terpene phenol resin, manufactured by Yasuhara Chemical Co., Ltd.) as a tackifier is blended with 100 parts by mass of each copolymer composition (Table 1) obtained by each of the synthesis methods described above. An agent composition was obtained. The composition is shown in Table 3 below. Polypropylene (J715M manufactured by Prime Polymer Co., Ltd.) is used as the base material, and the base material and each pressure-sensitive adhesive composition are coextruded by the T-die method, so that the base material layer having a thickness of 36 ⁇ m and the pressure-sensitive adhesive layer having a thickness of 4 ⁇ m are used. The surface protective films of Examples 6 to 9 were laminated and integrated to obtain a wound body wound around a paper core having an inner diameter of 3 inches.
- Example 10 to 13 and Comparative Examples 6 to 7 To 100 parts by mass of each copolymer composition (Table 1) obtained by the above synthesis methods, as a tackifier, YS Polystar S145 (terpene phenol resin, manufactured by Yashara Chemical Co., Ltd.), YS Polystar N125 (terpene phenol resin, Yasuhara Chemical Co., Ltd.) and Mighty Ace K125 (terpene phenol resin, Yasuhara Chemical Co., Ltd.) were blended to obtain each pressure-sensitive adhesive composition. The composition is shown in Table 4 below.
- Polypropylene (J715M manufactured by Prime Polymer Co., Ltd.) is used as the base material, and the base material and each pressure-sensitive adhesive composition are co-extruded by the T-die method, so that the base material layer having a thickness of 36 ⁇ m and the adhesive having a thickness of 4 ⁇ m are used.
- the surface protective films of Examples 10 to 13 and Comparative Examples 6 to 7 in which the agent layer was laminated and integrated were molded, and wound bodies wound on a paper core having an inner diameter of 3 inches were obtained.
- Prism sheet (A) (prism sheet manufactured by soft mold type): A prism sheet made of an acrylic resin having a thickness of 130 ⁇ m and a prism pitch of 50 ⁇ m and a height of 25 ⁇ m, manufactured by a soft mold method.
- Prism sheet (B) (self-healing prism sheet): It is made of an acrylic resin having a thickness of 130 ⁇ m, the prism pitch is 50 ⁇ m, the height is 25 ⁇ m, the hardness calculated by the measurement according to JIS R1639-5 is 0.11 ⁇ 0.02, and According to JIS R1639-5, when the weight is removed after the prism sheet is deformed until the weight reaches 20 gf, the deformation cannot be confirmed by observation using an optical microscope (500 times magnification) 3 seconds after the weight is removed. Prism sheet.
- the measurement is performed by using a micro compression tester MCT-510 and a flat indenter FLAT50 to apply a load to one of the crests (convex portions) of the prism with a flat indenter having a diameter of 50 ⁇ m and to apply a load of 20 gf.
- the load is increased at a constant speed (0.25 gf / second) until reaching the maximum load, and then decreased until the load reaches 0 gf at the same speed (0.25 gf / second).
- a micro compression tester MCT-510 and a flat indenter FLAT50 to apply a load to one of the crests (convex portions) of the prism with a flat indenter having a diameter of 50 ⁇ m and to apply a load of 20 gf.
- the load is increased at a constant speed (0.25 gf / second) until reaching the maximum load, and then decreased until the load reaches 0 gf at the same speed (0.25 gf / second).
- Tables 6 and 7 show the results for the prism sheet (A) (the prism sheet manufactured by the soft mold method), while Tables 8 and 9 show the results for the prism sheet (B) (self-recovering prism sheet). Shown in
- Adhesive surface deformation rate The following method: After the surface protection film is applied to the prism surface of the brightness enhancement film having a prism prism height h1 that is constant and 25 ⁇ m, punching is performed from the prism surface side, and then the surface protection film adhesive surface is cut in the cross section generated by the punching. Measuring the distance h2 from the straight line s connecting the two adjacent points where the vertexes of the prism crests are inserted to the apex p of the convex shape generated when the adhesive surface of the surface protective film is pushed into the prism valley.
Abstract
Description
プリズムシートの性能には、前記の凹凸が極めて重要であるので、近年、液晶ディスプレイの製造時等にプリズムシートの凹凸の形状が極微細な領域で変形した場合であっても、当該凹凸形状が弾性回復できる自己回復性プリズムシートが実用化されている。
また、近年、プリズムシートのコストダウンの目的により、樹脂製の鋳型を使用するソフトモールド法によるプリズムシートの生産が実施されている。
運搬時等にこのプリズムシートの凹凸が損傷を受けないようにするために、その表面に貼り付けて用いられる表面保護フィルムが汎用されている。このような表面保護フィルムとしては、例えば、特許文献1に開示されている表面保護フィルムが挙げられる。このような表面保護フィルムは、その粘着剤層にプリズムシートの凹凸形状の頂部が食い込むことによって、プリズムシートのプリズム面に対する適当な粘着力を得ることができるので、プリズムシートのプリズム面の表面保護に好適に使用することができる。
ところで、このような表面保護フィルムは、長尺状のフィルムをロール状に巻回した巻回体として工業的に製造されている。このような巻回体とした表面保護フィルムでは、巻回体の巻き戻しに必要な力(展開力)が高く、かつ経時による展開力の上昇が大きくなりやすいことが知られているが、展開力が小さいこと、すなわち巻回体の巻戻しが容易にできることが強く求められている。
従って、特に運搬時に受ける比較的に強い外力による変形から前記凹凸形状を保護する目的、及び埃等の付着防止の目的から、自己回復性プリズムシートの場合であっても、表面保護フィルムを使用してその表面を保護する必要がある。
しかし、自己回復性プリズムシートは通常のプリズムシートに比べて前記凹凸形状が変形しやすいので、プリズム面に、特許文献1に開示されている表面保護フィルムを適用した場合、その貼り付け時の圧力によって前記凹凸形状が変形してしまい、前記粘着剤層にプリズムシートの凹凸形状の頂部が十分に食い込むことができず、プリズムシートのプリズム面に対する適当な粘着力を得ることができない。これにより、表面保護シートがプリズム面から、使用者の意図に反して自然と剥離してしまうことが頻繁に起こって、プリズムシートの表面(特に、プリズム面)を適切に保護することができないという問題があった。
また、前述のようなソフトモールド法で製造されたプリズムシートのプリズム面に、通常のプリズムシート用の表面保護フィルムを貼り付けた場合にも、表面保護シートがプリズム面から、使用者の意図に反して自然と剥離してしまうことが頻繁に起こって、プリズムシートの表面(特に、プリズム面)を適切に保護することができないという問題があった。ソフトモールド法においては、樹脂製の鋳型からプリズムシートを剥がし易くする目的(すなわち、離型性向上の目的)で、樹脂製の鋳型に離型剤が配合されている。前述の剥離は、この鋳型に配合された離型剤が、プリズムシートのプリズム面に転写されることが原因であると推測される。
しかし、これらの問題に対応するため、単純に粘着力が高い表面保護フィルムを用いると、前述の剥離の問題が解決したとしても、表面保護フィルムの巻回体の巻き戻しに必要な力(展開力)が高くなってしまうので、プリズムシートの表面保護のためにプリズムシート表面に表面保護フィルムを貼り付ける作業の効率が低下する。
従って、本発明は、プリズムシート表面に表面保護フィルムを貼り付ける作業の効率を低下させること無しに、プリズムシート(特に、ソフトモールド法で製造されたプリズムシート、及び自己回復性プリズムシート)の表面(特に、プリズム面)を適切に保護できる表面保護フィルムを提供することを目的とする。
項1.
[1]粘着剤主成分としての、
(a)式:[A-B]n(Aは下記重合体ブロックAを表し、Bは下記重合体ブロックBを表し、及びnは1~3の整数を表す。)で表される構造を有する共重合体(I’)の水素添加物である、共重合体(I)、及び
(b)少なくとも2つの末端に下記重合体ブロックAを有し、その中間部分に少なくとも1個の下記重合体ブロックBを有する共重合体(II’)の水素添加物である共重合体(II)の組み合わせ、並びに
[2]粘着付与剤としての、
フェノール成分の含有量(モル比)が5~45%の範囲内であるフェノール樹脂
を含有し、
前記共重合体(I’)及び前記共重合体(II’)の全体に含まれる、重合体ブロックAの総量と重合体ブロックBの総量との質量比(A:B)が5:95~25:75の範囲内であり、
前記共重合体(I’)及び前記共重合体(II’)の全体の芳香族アルケニル化合物単位含有率(St(A+B))が、5~50質量%であり、かつ
前記共重合体(I)及び前記共重合体(II)の全体の水素添加率が80%以上である粘着剤層、及び
基材層
を有する表面保護フィルム。
[重合体ブロックA]:芳香族アルケニル化合物単位を80質量%以上の含有率で含有する重合体ブロック
[重合体ブロックB]:共役ジエン化合物単位を50質量%以上の含有率で含有し、かつ共役ジエン化合物由来のビニル結合の含有率が50モル%以上である重合体ブロック
項2.
プリズムシート用である項1に記載の表面保護フィルム。
項3.
次の方法:
表面保護フィルムをプリズム山の高さh1が一定であり、かつ25μmである輝度上昇フィルムプリズム面に貼付後、プリズム面側より打ち抜きを実施し、次いで
打ち抜きによって生じた断面において、表面保護フィルム粘着面の、それぞれプリズム山の頂点がくい込んでいた隣り合う2点を結ぶ直線sから、表面保護フィルム粘着面がプリズム谷に押し込まれて生じた凸形状の頂点pまでの距離h2を測定することをn=3で行い、
h2/h1の算術平均値を算出し、
これを粘着面変形率と定義すること;
によって得られる粘着面変形率が、50%以上である項1又は2に記載の表面保護フィルム。
項4.
プリズム山のJIS R1639-5に従った測定にて算出した硬度が0.08~0.15であり、かつ
JIS R1639-5に従い、加重20gfになるまで変形させた後加重を取り除いた場合、加重を取り除いてから3秒後に変形が確認出来ない自己回復性プリズムシート用である項1~3のいずれか1項に記載の表面保護フィルム。
項5.
ソフトモールド法によって製造されたプリズムシート用である項1~3のいずれか1項に記載の表面保護フィルム。
項6.
前記フェノール樹脂が、テルペンフェノール樹脂、アルキルフェノール樹脂、ロジン変性フェノール樹脂、フェノール変性クマロンインデン樹脂、フェノール変性ホルムアルデヒド樹脂、t-ブチルフェノール樹脂、及びt-ブチルフェノールアセチレン樹脂から選ばれる群より選択される1種以上のフェノール樹脂であることを特徴とする項1~5のいずれか1項に記載の表面保護フィルム。
項7.
前記フェノール樹脂が、テルペンフェノール樹脂であることを特徴とする項6に記載の表面保護フィルム。
本発明の表面保護フィルムは、
[1]粘着剤主成分としての、
(a)式:[A-B]n(Aは下記重合体ブロックAを表し、Bは下記重合体ブロックBを表し、及びnは1~3の整数を表す。)で表される構造を有する共重合体(I’)の水素添加物である、共重合体(I)、及び
(b)少なくとも2つの末端に下記重合体ブロックAを有し、その中間部分に少なくとも1個の下記重合体ブロックBを有する共重合体(II’)の水素添加物である共重合体(II)の組み合わせ、並びに
[2]粘着付与剤としての、
フェノール成分の含有量(モル比)が5~45%であるフェノール樹脂
を含有し、
前記共重合体(I’)及び前記共重合体(II’)の全体に含まれる、重合体ブロックAの総量と重合体ブロックBの総量との質量比(A:B)が5:95~25:75の範囲内であり、
前記共重合体(I’)及び前記共重合体(II’)の全体の芳香族アルケニル化合物単位含有率(St(A+B))が、5~50質量%であり、かつ
前記共重合体(I)及び前記共重合体(II)の全体の水素添加率が80%以上である粘着剤層、及び
基材層を有する。
[重合体ブロックA]:芳香族アルケニル化合物単位を80質量%以上の含有率で含有する重合体ブロック
[重合体ブロックB]:共役ジエン化合物単位を50質量%以上の含有率で含有し、かつ共役ジエン化合物由来のビニル結合の含有率が50モル%以上である重合体ブロック
粘着剤層は、粘着剤主成分、及び粘着付与剤を含有する。
粘着剤層は、粘着剤主成分として、共重合体(I)及び共重合体(II)を含有する。
本明細書中、粘着剤主成分とは、粘着剤層中に最も高い含有量(質量基準)で存在し、かつ粘着剤層に粘着性を付与する成分を意味する。
共重合体(I)は、式:[A-B]n(Aは下記で説明する重合体ブロックAを表し、Bは下記で説明する重合体ブロックBを表し、及びnは1~3の整数を表す。)で表される構造を有する共重合体(I’)の水素添加物である。
共重合体(II)は、少なくとも2つの末端に前記重合体ブロックAを有し、その中間部分に少なくとも1個の前記重合体ブロックBを有する共重合体(II’)の水素添加物である。
当該含有率の下限は、好ましくは85質量%、より好ましくは90質量%である。
このような繰り返し単位としては、例えば、共役ジエン化合物単位が挙げられる。
本明細書中、「共役ジエン化合物単位」とは、共役ジエン化合物に由来する繰り返し単位である。当該「共役ジエン化合物」としては、例えば、1,3-ブタジエン、イソプレン、2,3-ジメチル-1,3-ブタジエン、1,3-ペンタジエン、2-メチル-1,3-オクタジエン、1,3-ヘキサジエン、1,3-シクロヘキサジエン、4,5-ジエチル-1,3-オクタジエン、3-ブチル-1,3-オクタジエン、ミルセン及びクロロプレン等が挙げられる。
このような繰り返し単位としては、例えば、芳香族アルケニル化合物単位が挙げられる。
共重合体(I’)を表す式:[A-B]n中の「n」が1~3の整数であることから明らかなように、前記「式[A-B]nで表される構造」としては、例えば、A-B、A-B-A-B、及びA-B-A-B-A-Bで表される構造が挙げられる。これらのブロック共重合体においては、A及びBは、それぞれ繰り返しにおいて同一であってもよく、異なっていてもよい。
共重合体(II’)は、少なくとも2つの末端、例えば、その主鎖の両末端に、重合体ブロックAを有し、その中間部分に少なくとも1個の前記重合体ブロックBを有する。
「共重合体(II’)」は、好ましくは、前記共重合体(II’)が、式:A-B-A(式中の記号は前記と同意義を表す。)、又は式:(A-B)x-Y(式中、xは1以上の整数を表し、Yはカップリング剤残基を表し、その他の記号は前記と同意義を表す。)で表される構造を有する共重合体である。
カップリング剤残基Yは、前記共重合体の物性に影響しないことが好ましく、このようなカップリング剤残基Yを与えるカップリング剤としては、メチルジクロロシランが挙げられる。
カップリング剤残基Yが、前記共重合体の物性に与える影響が小さい場合、(B)x-Yで表される部分(例、B-Y-Bで表される部分)は、実質的にBのブロックと同じである。
共重合体(I)及び共重合体(II)は、それぞれ前記共重合体(I’)及び前記共重合体(II’)の水素添加物である。
従って、当業者が容易に理解するように、前記共重合体(I’)及び前記共重合体(II’)について説明した事項の一部は、共重合体(I)及び共重合体(II)にも該当する。
前記共重合体(I)及び前記共重合体(II)の全体の水素添加率は80%以上であり、好ましくは90%、より好ましくは95%である。
また、前記共重合体(I)及び前記共重合体(II)のそれぞれの水素添加率は80%以上であり、好ましくは90%、より好ましくは95%である。
本明細書中、水素添加率は、水素添加前の共役ジエン化合物由来の二重結合に対する、水素添加された、当該二重結合のモル比(%)であって、これは、四塩化炭素を溶媒として用い、270MHz、lH-NMRスペクトルから算出した水素添加率を意味する。
例えば、共重合体(I)がA-B(式中の記号は前記と同意義を表す)で表される共重合体であり、共重合体(II)がA-B-Y-B-A(式中の記号は前記と同意義を表す)で表される共重合体である場合、これらは、
(a)ブロックAの原料単量体を重合させてブロックAを合成し、これにブロックBの原料単量体を加えて、A-B(共重合体(I’))を合成すること、
(b)Yを有するカップリング剤を用いて、A-Bをカップリングさせ、A-B-Y-B-A(共重合体(II’))を合成すること、
(c)共重合体(I’)及び共重合体(II’)に水素添加して、共重合体(I)及び共重合体(II)を得ること
を含む方法によって、合成すればよい。
粘着剤層は、粘着付与剤として、フェノール樹脂を含有する。
粘着付与剤は、粘着剤主成分である共重合体(I)及び共重合体(II)と相溶して、粘着剤層の粘着力をコントロールする。
当該フェノール樹脂は、好ましくは、テルペンフェノール樹脂、アルキルフェノール樹脂、ロジン変性フェノール樹脂、フェノール変性クマロンインデン樹脂、フェノール変性ホルムアルデヒド樹脂、t-ブチルフェノール樹脂、及びt-ブチルフェノールアセチレン樹脂から選ばれる群より選択される1種以上のフェノール樹脂であり、なかでも特に好ましくはテルペンフェノール樹脂、テルペンフェノール樹脂の水素添加物である。
当該フェノール樹脂は、フェノール成分の含有量(モル比)が、5~45モル%の範囲内である。ここで、フェノール樹脂におけるフェノール成分とは、フェノールを含有する単量体に由来する構成単位を意味する。
フェノール成分の含有量(モル比)は、プロトン核磁気共鳴装置(1H-NMR)を用いて、得られる。
5%以下では貼付時に粘着剤が変形するが、すぐに弾性回復してしまうために、粘着剤の変形を維持することができず、十分な粘着力が発現しない。
また、45%以上では、粘着剤の凝集力が高くなりすぎて、貼付時に粘着剤が変形出来ず、十分な粘着力が発現しない。
粘着剤層における粘着付与剤の含有量は、共重合体(I)及び共重合体(II)の質量の合計100質量部に対して、好ましくは10~50質量部である。
粘着剤層は、前記粘着剤主成分、及び前記粘着付与剤に加えて、更に、スチレン系ブロック相補強剤、軟化剤、酸化防止剤、光安定剤、紫外線吸収剤、充填剤、顔料、粘着昂進防止剤、オレフィン系樹脂、シリコーン系ポリマー、液状アクリル系共重合体、リン酸エステル系化合物等の公知の添加剤を適宜含有してもよい。
当該スチレン系ブロック相補強剤としては、例えば、モノマー単位として、スチレン及びα-メチルスチレン、p-メチルスチレン、p-クロロスチレン、クロロメチルスチレン、tert-ブチルスチレン、p-エチルスチレン、ジビニルベンゼン等のスチレン系化合物が挙げられる。これらは、単独又は2種以上を組み合わせて用いることができる。
つまり、スチレン系ブロック相補強剤は、これらモノマーを重合することによって得ることができる。2種以上のモノマーからなる共重合体の場合は、ブロック共重合体であってもよいし、ランダム共重合体であってもよい。なかでも、スチレン系ブロック相補強剤は、100℃程度以上の軟化点を有するものが好ましく、150℃以上がより好ましい。具体的には、イーストマンケミカル社製、商品名「ENDEX155」(軟化点155℃)、「ENDEX160」(軟化点160℃)等が好適に使用される。
「光安定化剤」としては、ヒンダードアミン系化合物が挙げられる。
「紫外線吸収剤」としては、特に限定されず、例えば、サリチル酸系、ベンゾフェノン系、ベンゾトリアゾール系、シアノアクリレート系等が挙げられる。
「粘着昂進防止剤」としては、脂肪酸アミド、ポリエチレンイミンの長鎖アルキルグラフト物、大豆油変性アルキド樹脂(例えば、荒川化学工業社製、商品名「アラキード251」等)、トール油変性アルキド樹脂(例えば、荒川化学工業社製、商品名「アラキード6300」等)などが挙げられる。
基材層は、好ましくは、ポリオレフィン基材層である。
当該「ポリオレフィン」としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖低密度ポリエチレン、エチレン-α-オレフィン共重合体、エチレン-エチルアクリレート共重合体、エチレン-酢酸ビニル共重合体、エチレン-メチルアクリレート共重合体、エチレン-n-ブチルアクリレート共重合体、及びポリプロピレン(ホモポリマー、ランダムコポリマー、ブロックコポリマー)等が挙げられる。
これらは単独又は2種以上を組み合わせて用いることができる。また、「ポリオレフィン」は、置換基を有するポリオレフィンであってもよく、ポリオレフィン以外の樹脂が添加されていてもよい。さらに、表面保護フィルムの製造過程で生じた、ポリオレフィン基材層の端材や表面保護フィルムの端材が添加されていてもよい。
本発明で用いられる表面保護フィルムは、前記基材層、及び前記粘着層に加えて、更にその他の層を有してもよい。このようなその他の層としては、例えば、前記基材層、及び前記粘着層の間に配置される、ポリオレフィン系樹脂から形成された中間層が挙げられる。
表面保護フィルムをプリズム山の高さh1が一定であり、かつ25μmである輝度上昇フィルム(Brightness Enhancement Film;BEF)のプリズム面に貼付後、プリズム面側より打ち抜きを実施し、次いで;
打ち抜きによって生じた断面において、表面保護フィルム粘着面の、それぞれプリズム山の頂点がくい込んでいた隣り合う2点を結ぶ直線sから、表面保護フィルム粘着面がプリズム谷に押し込まれて生じた凸形状の頂点pまでの距離h2を測定することをn=3で行い、
h2/h1の算術平均値を算出し、
これを粘着面変形率と定義すること;
によって得られる粘着面変形率が、好ましくは50%以上、より好ましくは60%以上である。
当該測定は、顕微鏡(倍率:500倍)で観察して実施できる。
また、前記打ち抜きは、次の装置又はその同等品を使用して実施できる。
株式会社トーコー製
製品名:トーコー油圧クリッカー
型番:TCM-3500
図1に、この粘着面変形率の算出を説明する断面図を記載する。
図1では、表面保護フィルム1をプリズム山の高さh1が一定である輝度上昇フィルム2のプリズム面に貼付したことにより、表面保護フィルム1の粘着面に高さh2の凸形状が形成されている。ここで、高さh2は、表面保護フィルム1の粘着面の、それぞれプリズム山の頂点がくい込んでいた隣り合う2点を結ぶ直線sから、表面保護フィルム粘着面がプリズム谷に押し込まれて生じた凸形状の頂点pまでの距離である。
本発明の表面保護フィルムは、プリズム面に貼り付けした際に、粘着面がプリズム山の形状に合わせて変形できるので、本発明の表面保護フィルムとプリズム面との接触面積が高くなることができ、その結果プリズムシートに対して好適な粘着力を有する事が出来る。
本発明で用いられる表面保護フィルムは、例えば、共重合体(I)及び共重合体(II)を含有する原料A、並びに粘着剤主成分及び前記粘着付与剤を含有する原料Bを、多層押出機を用いてダイ法で共押出することによって製造することができる。
本発明の表面保護フィルムの好適な保護対象は、プリズムシート、特に、ソフトモールド法で製造されたプリズムシート、及び柔軟プリズムシート(好ましくは、自己回復性プリズムシート)である。
本発明において、柔軟プリズムシートは、プリズム山(凸部)のJIS R1639-5に従った測定にて算出した硬度が0.08~0.15である。当該柔軟プリズムシートは、好ましくは、自己回復性プリズムシートである。自己回復性プリズムシートとは、JIS R1639-5に従い、加重20gfになるまで、プリズムシートを変形させた後加重を取り除いた場合、加重を取り除いてから3秒後に変形が確認出来ないプリズムシートである。
自己回復性の確認は、具体的には、微小圧縮試験機MCT-510及び平面圧子FLAT50を用いて、プリズムの山(凸部)の1つに対し、50μm径の平面圧子により負荷をかけ、加重20gfになるまで一定速度(0.25gf/秒)で負荷を上昇させて、最大負荷に到達後、同速度(0.25gf/秒)で負荷0gfになるまで低下させ、その後、光学顕微鏡(倍率500倍)によりプリズムを真上から観察することにより行われる。
当該確認は、プリズムの形状が観察できる倍率(例、500倍)の光学顕微鏡を用いた観察により行われる。
本発明の表面保護フィルムを用いた、プリズムシートの表面保護方法は、要すれば、
前記プリズムシートへ、本発明の表面保護フィルム、すなわち
[1]粘着剤主成分として、共重合体(I)及び共重合体(II)を含有し、かつ
[2]粘着付与剤として、フェノール成分の含有量(モル比)が5~45%の範囲内であるフェノール樹脂
を含有する粘着剤層
を有する表面保護フィルムを、
当該粘着剤層が前記プリズムシートのプリズム面に接触するように貼り付けること
を含む。
当該方法は図1からも理解される。本発明の表面保護フィルムをプリズムシートのプリズム面に接触するように貼り付けた状態は、図1において、表面保護フィルム1の粘着面の谷の最深部がプリズムシート2のプリズム山の頂点に接触した状態である。
当該表面保護方法では、前記プリズムシートへ、前記表面保護フィルムを、表面保護フィルムの粘着剤層がプリズムシートのプリズム面に接触するように貼り付ける。
この際、粘着剤層が高い接触面積を持つように前記プリズム面のプリズムの三角柱形状に応じて変形して貼り付くことで、前記表面保護フィルムを前記プリズムシートに好適な粘着力を得ることができる。
窒素置換された反応容器に、脱気・脱水されたシクロヘキサン500質量部、スチレン9質量部及びテトラヒドロフラン5質量部を仕込み、重合開始温度の40℃にてn-ブチルリチウム0.13質量部を添加して、昇温重合を行った。
重合体ブロックAの重合転化率が略100%に達した後、反応液を15℃に冷却し、次いで、1,3-ブタジエン91質量部を加え、更に昇温重合を行った。
重合転化率がほぼ100%に達した後、カップリング剤としてメチルジクロロシラン0.06質量部を加え、カップリング反応を行った。カップリング反応が完結した後、水素ガスを0.4MPa-Gaugeの圧力で供給しながら10分間放置した。一部取り出したポリマーは、ビニル含有率64%、質量平均分子量約11万、カップリング率60%であった。
以下、同様に操作して所望する共重合体組成物を得た(表1の合成例1~3)。これら共重合体組成物の性質を表1に示す。
「St(A+B)」は、全重合体の芳香族アルケニル化合物単位含有率であり、次式で表される数値を意味する。なお、これは、下記「St(B)」と下記「St(A)」との和に等しい。
式:
St(A+B)=(全重合体中の芳香族アルケニル化合物単位質量)/(全重合体中の全単量体単位質量)×100(質量%)
式:
St(B)=(全重合体ブロックB中の芳香族アルケニル化合物単位質量)/(全重合体中の全単量体単位質量)×100(質量%)
式:
St(A)=(全重合体ブロックA中の芳香族アルケニル化合物単位質量)/(全重合体中の全単量体単位質量)×100(質量%)
式:
St(b)=(全重合体ブロックB中の芳香族アルケニル化合物単位質量)/(全重合体ブロックB中の全単量体単位質量)×100(質量%)

上記の各合成方法により得られた各共重合体組成物(表1)100質量部に、粘着付与剤として、TH130(テルペンフェノール樹脂、ヤスハラケミカル社製)、AP100(脂環族飽和炭化水素樹脂、荒川化学社製)、又はAP125(脂環族飽和炭化水素樹脂、荒川化学社製)を配合し、各粘着剤組成物を得た。その組成を下記の表2に示す。
基材にはポリプロピレン(プライムポリマー社製 J715M)を用い、Tダイ法により基材と各粘着剤組成物を共押出成形することで、36μmの厚さの基材層と4μmの厚さの粘着剤層とが積層一体化された、実施例1~5、及び比較例1~5の表面保護フィルムを成形し、内径3インチの紙芯に巻取った巻回体を得た。

上記の各合成方法により得られた各共重合体組成物(表1)100質量部に、粘着付与剤として、YSポリスターUH115(水素添加型テルペンフェノール樹脂、ヤスハラケミカル社製)を配合し、各粘着剤組成物を得た。その組成を下記の表3に示す。
基材にはポリプロピレン(プライムポリマー社製 J715M)を用い、Tダイ法により基材と各粘着剤組成物を共押出成形することで、36μmの厚みの基材層と4μmの厚みの粘着剤層とが積層一体化された、実施例6~9の表面保護フィルムを成形し、内径3インチの紙芯に巻取った巻回体を得た。

上記の各合成方法により得られた各共重合体組成物(表1)100質量部に、粘着付与剤として、YSポリスターS145(テルペンフェノール樹脂、ヤスハラケミカル社製)、YSポリスターN125(テルペンフェノール樹脂、ヤスハラケミカル社製)、マイティエースK125(テルペンフェノール樹脂、ヤスハラケミカル社製)を配合し、各粘着剤組成物を得た。その組成を下記の表4に示す。
基材にはポリプロピレン(プライムポリマー社製 J715M)を用い、Tダイ法により基材と各粘着剤組成物を共押出成形することで、36μmの厚さの基材層と4μmの厚さの粘着剤層とが積層一体化された、実施例10~13及び比較例6~7の表面保護フィルムを成形し、内径3インチの紙芯に巻取った巻回体を得た。

前記各実施例及び各比較例の粘着剤組成物における粘着付与剤としての、フェノール成分の含有量を、プロトン核磁気共鳴装置(1H-NMR)を用いて、次の測定条件及び計算で求めた。結果を表5に示す。
<1H-NMR測定条件及び算出式>
(ピークの帰属)
4.0-5.0ppm:テルペン2重結合に隣接する14個の水素原子
6.0-8.0ppm:フェノールのOH基に隣接する3個の水素原子
(フェノール成分の重量割合(モル分率)の算出方法)
4.0-5.0ppmのピーク強度の積分値B、
6.0-8.0ppmのピーク強度の積分値Cを算出し、
次の計算を行った。
C’=C/3÷((B/14+C/3))(フェノール骨格の重量割合(モル分率))

上記のようにして得られた各表面保護フィルムについて、以下の項目を評価した。
非保護体であるプリズムシートとしては、以下の2種類のプリズムシートを用意した。
プリズムシート(A)(ソフトモールド式で製造したプリズムシート):
ソフトモールド式で製造した、厚さが130μmのアクリル樹脂からなり、プリズムのピッチ50μm、高さ25μmであるプリズムシート。
プリズムシート(B)(自己回復性プリズムシート):
厚さが130μmのアクリル樹脂からなり、プリズムのピッチが50μm、及び高さが25μmであり、JIS R1639-5に従った測定にて算出した硬度が0.11±0.02であり、かつ、JIS R1639-5に従い、加重20gfになるまで、プリズムシートを変形させた後加重を取り除いた場合、加重を取り除いてから3秒後に光学顕微鏡(倍率500倍)を用いた観察で変形が確認出来ないプリズムシート。
当該測定は、具体的には、微小圧縮試験機MCT-510及び平面圧子FLAT50を用いて、プリズムの山(凸部)の1つに対し、50μm径の平面圧子により負荷をかけ、加重20gfになるまで一定速度(0.25gf/秒)で負荷を上昇させて、最大負荷に到達後、同速度(0.25gf/秒)で負荷0gfになるまで低下させ、その後、光学顕微鏡(倍率500倍)によりプリズムを真上から観察することにより行った。
上記のようにして共押出しにより製膜した各表面保護フィルムの外観を目視にて評価し、外観上問題が無ければ「○(良)」とした。
各表面保護フィルムを、各プリズムシートのプリズム面(レンズ面)を覆うように貼り付けた。
貼り付け条件は、室温23℃及び相対湿度50%の環境下、それぞれ2kgの圧着ゴムローラーを用いて、300mm/分の速度で貼り付け、その状態でプリズムシート(A)については30分、プリズムシート(B)については1日間放置した後、JIS Z0237に準拠し、25mm幅における180度剥離強度を300mm/分の速度で測定した。この際の剥離方向はプリズムの稜線方向とした。このようにして測定された剥離強度を初期粘着力とした。
(3)経時粘着力
各表面保護フィルムを、室温23℃および相対湿度50%の環境下、(2)の初期粘着力評価に用いたソフトモールド式で製造したプリズムシートのレンズ面の表面に、それぞれ2kgの圧着ゴムローラーを用いて、300mm/分の速度で貼り付けた。
表面保護フィルムを貼り付けたプリズムシートを60℃、72時間放置した。これを、JIS Z0237に準拠し、25mm幅における180度剥離強度を300mm/分の速度で測定した。
実施例及び比較例の各表面保護フィルムの50mm幅の巻回体を、巻き戻し速度を変更したこと以外はJIS Z0237に準拠し、15m/分の巻戻し速度で巻戻し力を測定し、展開力とした。結果を表4、表5に示す。
(5)汚染有無
室温60℃および相対湿度50%の環境下、(2)の初期粘着力評価に用いたソフトモールド式で製造したプリズムシートのレンズ面の表面に、それぞれ2kgの圧着ゴムローラーを用いて、300mm/分の速度で貼り付けた。
表面保護フィルムを貼り付けたプリズムシートを60℃、168時間放置した。これを、JIS Z0237に準拠し、25mm幅の試験片を作成して300mm/分の速度で表面保護フィルムをプリズムシートから剥離した。プリズムシート表面を電子顕微鏡を用いて汚染物質の有無を観察した。
なお、実施例6~9の各表面保護フィルムについて当該評価にて被着体表面を電子顕微鏡で観察したところ、被着体表面に粘着付与剤に由来する汚染物質が観察されなかった。
(6)総合評価
総合評価では、各判定で一つでも「×(不良)」があるものを一つでも「×(不良)」がと判定し、一つも「×(不良)」が無いものを「○(良)」と判定した。
粘着力(初期)、(経時)
○(良 ):0.05N/25mm以上
×(不良):0.05N/25mm未満
展開力
◎(優 ):2.0N/50mm未満
○(良 ):2.0N/50mm以上3.5N/50mm以下
×(不良):3.5N/50mm超
次の方法:
表面保護フィルムをプリズム山の高さh1が一定であり、かつ25μmである輝度上昇フィルムプリズム面に貼付後、プリズム面側より打ち抜きを実施し、次いで
打ち抜きによって生じた断面において、表面保護フィルム粘着面の、それぞれプリズム山の頂点がくい込んでいた隣り合う2点を結ぶ直線sから、表面保護フィルム粘着面がプリズム谷に押し込まれて生じた凸形状の頂点pまでの距離h2を測定することをn=3で行い、
h2/h1の算術平均値を算出し、
これを粘着面変形率と定義すること;
によって、表面保護フィルムの粘着面変形率を得た。
当該測定は、顕微鏡(倍率:500倍)で観察して実施した。
前記打ち抜きには、次の装置を使用した。
株式会社トーコー製
製品名:トーコー油圧クリッカー
型番:TCM-3500




Claims (7)
- [1]粘着剤主成分としての、
(a)式:[A-B]n(Aは下記重合体ブロックAを表し、Bは下記重合体ブロックBを表し、及びnは1~3の整数を表す。)で表される構造を有する共重合体(I’)の水素添加物である、共重合体(I)、及び
(b)少なくとも2つの末端に下記重合体ブロックAを有し、その中間部分に少なくとも1個の下記重合体ブロックBを有する共重合体(II’)の水素添加物である共重合体(II)の組み合わせ、並びに
[2]粘着付与剤としての、
フェノール成分の含有量(モル比)が5~45%の範囲内であるフェノール樹脂
を含有し、
前記共重合体(I’)及び前記共重合体(II’)の全体に含まれる、重合体ブロックAの総量と重合体ブロックBの総量との質量比(A:B)が5:95~25:75の範囲内であり、
前記共重合体(I’)及び前記共重合体(II’)の全体の芳香族アルケニル化合物単位含有率(St(A+B))が、5~50質量%であり、かつ
前記共重合体(I)及び前記共重合体(II)の全体の水素添加率が80%以上である粘着剤層、及び
基材層
を有する表面保護フィルム。
[重合体ブロックA]:芳香族アルケニル化合物単位を80質量%以上の含有率で含有する重合体ブロック
[重合体ブロックB]:共役ジエン化合物単位を50質量%以上の含有率で含有し、かつ共役ジエン化合物由来のビニル結合の含有率が50モル%以上である重合体ブロック - プリズムシート用である請求項1に記載の表面保護フィルム。
- 次の方法:
表面保護フィルムをプリズム山の高さh1が一定であり、かつ25μmである輝度上昇フィルムプリズム面に貼付後、プリズム面側より打ち抜きを実施し、次いで
打ち抜きによって生じた断面において、表面保護フィルム粘着面の、それぞれプリズム山の頂点がくい込んでいた隣り合う2点を結ぶ直線sから、表面保護フィルム粘着面がプリズム谷に押し込まれて生じた凸形状の頂点pまでの距離h2を測定することをn=3で行い、
h2/h1の算術平均値を算出し、
これを粘着面変形率と定義すること;
によって得られる粘着面変形率が、50%以上である請求項1又は2に記載の表面保護フィルム。 - プリズム山のJIS R1639-5に従った測定にて算出した硬度が0.08~0.15であり、かつ
JIS R1639-5に従い、加重20gfになるまで変形させた後加重を取り除いた場合、加重を取り除いてから3秒後に変形が確認出来ない自己回復性プリズムシート用である請求項1~3のいずれか1項に記載の表面保護フィルム。 - ソフトモールド法によって製造されたプリズムシート用である請求項1~3のいずれか1項に記載の表面保護フィルム。
- 前記フェノール樹脂が、テルペンフェノール樹脂、アルキルフェノール樹脂、ロジン変性フェノール樹脂、フェノール変性クマロンインデン樹脂、フェノール変性ホルムアルデヒド樹脂、t-ブチルフェノール樹脂、及びt-ブチルフェノールアセチレン樹脂から選ばれる群より選択される1種以上のフェノール樹脂であることを特徴とする請求項1~5のいずれか1項に記載の表面保護フィルム。
- 前記フェノール樹脂が、テルペンフェノール樹脂であることを特徴とする請求項6に記載の表面保護フィルム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137032056A KR101990159B1 (ko) | 2011-12-22 | 2012-12-21 | 표면 보호 필름 |
| JP2013502718A JP5382755B1 (ja) | 2011-12-22 | 2012-12-21 | 表面保護フィルム |
| CN201280031439.XA CN103620450B (zh) | 2011-12-22 | 2012-12-21 | 表面保护膜 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011282364 | 2011-12-22 | ||
| JP2011-282366 | 2011-12-22 | ||
| JP2011-282364 | 2011-12-22 | ||
| JP2011282366 | 2011-12-22 | ||
| JP2012-055172 | 2012-03-12 | ||
| JP2012055172 | 2012-03-12 | ||
| JP2012055173 | 2012-03-12 | ||
| JP2012-055173 | 2012-03-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013094760A1 true WO2013094760A1 (ja) | 2013-06-27 |
Family
ID=48668637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/083363 WO2013094760A1 (ja) | 2011-12-22 | 2012-12-21 | 表面保護フィルム |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP5382755B1 (ja) |
| KR (1) | KR101990159B1 (ja) |
| CN (1) | CN103620450B (ja) |
| TW (1) | TWI500730B (ja) |
| WO (1) | WO2013094760A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013216853A (ja) * | 2012-03-16 | 2013-10-24 | Nitto Denko Corp | 粘着剤組成物および粘着シート |
| JP2016169264A (ja) * | 2015-03-11 | 2016-09-23 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
| JP2016169263A (ja) * | 2015-03-11 | 2016-09-23 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
| JP2017048368A (ja) * | 2015-08-31 | 2017-03-09 | 日東電工株式会社 | 粘着シート |
| WO2017038307A1 (ja) * | 2015-08-31 | 2017-03-09 | 日東電工株式会社 | 粘着シート |
| WO2019044637A1 (ja) * | 2017-09-04 | 2019-03-07 | 東洋紡株式会社 | 粘着性樹脂組成物、及びそれを用いた保護フィルム |
| JP2019048981A (ja) * | 2018-10-04 | 2019-03-28 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104789141A (zh) * | 2015-03-24 | 2015-07-22 | 昆山金华安电子科技有限公司 | 一种增光片专用聚丙烯保护膜 |
| JP6507785B2 (ja) * | 2015-03-27 | 2019-05-08 | 東レ株式会社 | 表面保護用フィルム |
| JP2017066395A (ja) * | 2015-09-30 | 2017-04-06 | 東レ株式会社 | 積層体 |
| JP6863770B2 (ja) * | 2016-02-24 | 2021-04-21 | 積水化学工業株式会社 | ハーフカット加工用粘着フィルム及び被着体の加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0292982A (ja) * | 1988-09-30 | 1990-04-03 | Nitto Denko Corp | 自着性粘着剤及びその粘着部材 |
| WO2007126081A1 (ja) * | 2006-04-28 | 2007-11-08 | Jsr Corporation | 粘着剤組成物及びその製造方法、並びに粘着体 |
| JP2010018796A (ja) * | 2008-06-11 | 2010-01-28 | Sekisui Chem Co Ltd | 表面保護接着シート |
| WO2010029773A1 (ja) * | 2008-09-11 | 2010-03-18 | 積水化学工業株式会社 | 表面保護フィルム |
| JP2010214853A (ja) * | 2009-03-18 | 2010-09-30 | Sekisui Chem Co Ltd | プリズムシート用表面保護シート |
| WO2011122287A1 (ja) * | 2010-03-31 | 2011-10-06 | 東レフィルム加工株式会社 | 表面保護フィルム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4074872B2 (ja) * | 2004-05-18 | 2008-04-16 | 富士フイルム株式会社 | 光学補償偏光板、画像表示装置、及び液晶表示装置 |
| US20070231571A1 (en) * | 2006-04-04 | 2007-10-04 | Richard Lane | Pressure sensitive adhesive (PSA) laminates |
| JP5530621B2 (ja) * | 2008-11-12 | 2014-06-25 | 株式会社寺岡製作所 | 紫外線重合性粘着剤組成物、紫外線重合性粘着剤組成物を用いた感圧性接着剤及びこの感圧性接着剤を用いた接着シ―ト |
-
2012
- 2012-12-21 CN CN201280031439.XA patent/CN103620450B/zh active Active
- 2012-12-21 WO PCT/JP2012/083363 patent/WO2013094760A1/ja active Application Filing
- 2012-12-21 JP JP2013502718A patent/JP5382755B1/ja active Active
- 2012-12-21 KR KR1020137032056A patent/KR101990159B1/ko active IP Right Grant
- 2012-12-22 TW TW101149259A patent/TWI500730B/zh active
-
2013
- 2013-09-24 JP JP2013196592A patent/JP6027512B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0292982A (ja) * | 1988-09-30 | 1990-04-03 | Nitto Denko Corp | 自着性粘着剤及びその粘着部材 |
| WO2007126081A1 (ja) * | 2006-04-28 | 2007-11-08 | Jsr Corporation | 粘着剤組成物及びその製造方法、並びに粘着体 |
| JP2010018796A (ja) * | 2008-06-11 | 2010-01-28 | Sekisui Chem Co Ltd | 表面保護接着シート |
| WO2010029773A1 (ja) * | 2008-09-11 | 2010-03-18 | 積水化学工業株式会社 | 表面保護フィルム |
| JP2010214853A (ja) * | 2009-03-18 | 2010-09-30 | Sekisui Chem Co Ltd | プリズムシート用表面保護シート |
| WO2011122287A1 (ja) * | 2010-03-31 | 2011-10-06 | 東レフィルム加工株式会社 | 表面保護フィルム |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013216853A (ja) * | 2012-03-16 | 2013-10-24 | Nitto Denko Corp | 粘着剤組成物および粘着シート |
| JP2016169264A (ja) * | 2015-03-11 | 2016-09-23 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
| JP2016169263A (ja) * | 2015-03-11 | 2016-09-23 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
| JP2017048368A (ja) * | 2015-08-31 | 2017-03-09 | 日東電工株式会社 | 粘着シート |
| WO2017038307A1 (ja) * | 2015-08-31 | 2017-03-09 | 日東電工株式会社 | 粘着シート |
| WO2019044637A1 (ja) * | 2017-09-04 | 2019-03-07 | 東洋紡株式会社 | 粘着性樹脂組成物、及びそれを用いた保護フィルム |
| JPWO2019044637A1 (ja) * | 2017-09-04 | 2020-10-01 | 東洋紡株式会社 | 粘着性樹脂組成物、及びそれを用いた保護フィルム |
| JP7264053B2 (ja) | 2017-09-04 | 2023-04-25 | 東洋紡株式会社 | 粘着性樹脂組成物、及びそれを用いた保護フィルム |
| JP2019048981A (ja) * | 2018-10-04 | 2019-03-28 | 積水化学工業株式会社 | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101990159B1 (ko) | 2019-06-17 |
| JP6027512B2 (ja) | 2016-11-16 |
| JPWO2013094760A1 (ja) | 2015-04-27 |
| JP2014040593A (ja) | 2014-03-06 |
| CN103620450A (zh) | 2014-03-05 |
| CN103620450B (zh) | 2016-06-08 |
| TWI500730B (zh) | 2015-09-21 |
| JP5382755B1 (ja) | 2014-01-08 |
| KR20140107110A (ko) | 2014-09-04 |
| TW201341497A (zh) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6027512B2 (ja) | 表面保護フィルム | |
| JP5127903B2 (ja) | 表面保護フィルム | |
| EP3184597A1 (en) | Acrylic adhesive composition and adhesive product | |
| JP2011042777A (ja) | 粘着テープ | |
| JP5719151B2 (ja) | 粘着剤組成物および表面保護粘着フィルム | |
| WO2013021830A1 (ja) | 粘着テープ | |
| JP2012117013A (ja) | 粘着剤組成物および表面保護粘着フィルム | |
| WO2019044637A1 (ja) | 粘着性樹脂組成物、及びそれを用いた保護フィルム | |
| JP2016186044A (ja) | 粘着剤組成物、表面保護フィルム、及び、表面保護フィルム付きプリズムシート | |
| JP5879110B2 (ja) | 粘着剤組成物、および表面保護フィルム | |
| JP5753667B2 (ja) | 粘着剤組成物、および表面保護フィルム | |
| JP2011042776A (ja) | 粘着テープ | |
| JP5623872B2 (ja) | 粘着剤組成物および表面保護粘着フィルム | |
| JP6859097B2 (ja) | プリズムシート用表面保護フィルム及びプリズムシート用表面保護フィルム付きプリズムシート | |
| JP2011016354A (ja) | 表面保護フィルム | |
| WO2013005830A1 (ja) | 粘着剤組成物及び表面保護用粘着シート | |
| JP5534878B2 (ja) | 表面保護フィルム | |
| JP6416666B2 (ja) | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート | |
| JP2011202146A (ja) | 表面保護フィルム | |
| JP6454183B2 (ja) | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート | |
| JP2017106014A (ja) | 耐熱粘着フィルム、表面保護フィルム及び耐熱粘着フィルムの製造方法 | |
| JP2008274213A (ja) | 粘着剤組成物及び表面保護フィルム | |
| JP2019048981A (ja) | 表面保護フィルム、及び、表面保護フィルム付きプリズムシート | |
| WO2013021810A1 (ja) | 粘着テープ | |
| JP2019137867A (ja) | 粘着剤組成物、表面保護フィルム、及び、表面保護フィルム付きプリズムシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013502718 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12859240 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137032056 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12859240 Country of ref document: EP Kind code of ref document: A1 |