WO2013084290A1 - 組電池 - Google Patents
組電池 Download PDFInfo
- Publication number
- WO2013084290A1 WO2013084290A1 PCT/JP2011/078143 JP2011078143W WO2013084290A1 WO 2013084290 A1 WO2013084290 A1 WO 2013084290A1 JP 2011078143 W JP2011078143 W JP 2011078143W WO 2013084290 A1 WO2013084290 A1 WO 2013084290A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- battery
- boundary
- spacer
- flat
- assembled battery
- Prior art date
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/249—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders specially adapted for aircraft or vehicles, e.g. cars or trains
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/61—Types of temperature control
- H01M10/613—Cooling or keeping cold
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/62—Heating or cooling; Temperature control specially adapted for specific applications
- H01M10/625—Vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/64—Heating or cooling; Temperature control characterised by the shape of the cells
- H01M10/647—Prismatic or flat cells, e.g. pouch cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/65—Means for temperature control structurally associated with the cells
- H01M10/655—Solid structures for heat exchange or heat conduction
- H01M10/6556—Solid parts with flow channel passages or pipes for heat exchange
- H01M10/6557—Solid parts with flow channel passages or pipes for heat exchange arranged between the cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/233—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions
- H01M50/24—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions adapted for protecting batteries from their environment, e.g. from corrosion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/289—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by spacing elements or positioning means within frames, racks or packs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to an assembled battery in which square batteries are stacked with a spacer interposed between each of a plurality of square batteries.
- aqueous batteries such as lead batteries, nickel-cadmium batteries and nickel-hydrogen batteries have been mainstream.
- lithium secondary batteries having high energy density have attracted attention, and their research, development, and commercialization have been promoted rapidly.
- cooling is performed by providing a gap between each battery of an assembled battery configured by electrically connecting a plurality of batteries in series and / or in parallel, and flowing a cooling medium such as air through the gap. Yes.
- the electrode material accommodated in the battery can expands with charge / discharge. The expansion of the battery can due to the influence is inevitable.
- Patent Document 1 As a means for cooling the battery while suppressing the expansion of the battery can, a technique has been proposed in which spacers having a plurality of slit portions through which a cooling medium passes are arranged between the batteries (Patent Document 1).
- the spacer is in contact with the center of the side surface of the battery that is likely to expand.
- it is necessary to make the area of the spacer as small as possible.
- an object of the present invention is to provide an excellent assembled battery having a cooling structure for a rectangular battery while suppressing expansion of a battery can.
- the present invention provides a pair of plane portions extending in parallel and a pair of plane portions formed continuously between one end portion and the other end portion of the pair of plane portions.
- An assembled battery in which a plurality of rectangular batteries each having a flat wound electrode group having a curved portion accommodated in a flat box-shaped battery can are arranged in parallel and a cooling medium flows between the respective rectangular batteries, and adjacent to each other It is characterized by having a boundary spacer interposed between the prismatic batteries and disposed at a position facing the boundary portion between the flat portion and the curved portion of the flat wound electrode group.
- FIG. 11 Schematic of an electrode.
- FIG. 11 is a schematic diagram showing a cross section taken along line AA in FIG. 10. The image figure for demonstrating the deformation
- FIG. 1 is a schematic view of an electrode
- FIG. 2 is a perspective view of a flat wound electrode group
- FIG. 3 is an exploded perspective view of a prismatic battery
- FIG. 4 is a perspective view of the prismatic battery.
- the prismatic battery 1 is a lithium ion secondary battery (single cell) and has a configuration in which a power generation element 3 is accommodated in a flat box-shaped battery container 2.
- the battery container 2 includes a battery can 11 having an opening 11 a and a battery lid 21 that seals the opening 11 a of the battery can 11.
- the power generating element 3 includes a flat wound electrode group 31 wound in a flat shape in a state where separators 33 and 35 are interposed between the positive electrode 34 and the negative electrode 32 and are overlapped.
- the battery can 11 and the battery lid 21 are both made of an aluminum alloy, and the battery lid 21 is welded to the battery can 11 by laser welding.
- the battery can 11 and the battery lid 21 constitute a rectangular parallelepiped flat rectangular container.
- the battery can 11 is formed in a flat box shape having a pair of wide side surfaces PW, a pair of narrow side surfaces PN, and a bottom surface PB.
- the battery lid 21 is provided with a positive electrode terminal 51 and a negative electrode terminal 61 (a pair of electrode terminals) via an insulating member, and constitutes a lid assembly.
- the battery lid 21 has a gas discharge valve 71 that opens when the pressure in the battery container 2 rises above a predetermined value and discharges the gas in the battery container 2, A liquid injection port 72 for injecting an electrolytic solution into the battery container 2 is disposed.
- the positive electrode terminal 51 and the negative electrode terminal 61 are arranged at positions separated from each other on one side and the other side in the longitudinal direction of the battery lid 21.
- the positive terminal 51 and the negative terminal 61 include external terminals 52 and 62 disposed outside the battery cover 21 and connection terminals 53 and 63 that penetrate the battery cover 21 and have one end electrically connected to the external terminals 52 and 62.
- the positive external terminal 52 and the connection terminal 53 are made of an aluminum alloy, and the negative external terminal 62 and the connection terminal 63 are made of a copper alloy.
- Bolts 52a and 62a for fastening the bus bar protrude from the external terminals 52 and 62.
- connection terminals 53, 63 and the external terminals 52, 62 are electrically insulated from the battery lid 21 by interposing insulating members (not shown) between the battery lid 21.
- the connection terminals 53 and 63 have current collection terminals 54 and 64 that extend from the inside of the battery lid 21 toward the bottom surface PB of the battery can 11 and are conductively connected to the flat wound electrode group 31.
- the flat wound electrode group 31 is disposed and supported between the current collecting terminal 54 of the positive electrode terminal 51 and the current collecting terminal 64 of the negative electrode terminal 61, and is supported by the lid assembly and the flat wound electrode group 31.
- the power generation element assembly is configured.
- the flat wound electrode group 31 is obtained by winding a strip-like laminate in which the negative electrode 32, the positive electrode 34, and the separators 33 and 35 are laminated in order into a flat shape. It is configured.
- the flat wound electrode group 31 includes a pair of plane portions 31P extending in parallel and a pair of continuously formed between each one end portion and between each other end portion of the pair of plane portions 31P. It has a curved portion 31T, and its cross-sectional shape is an oval shape connecting two semicircles with a straight line (see, for example, FIG. 13).
- the flat wound electrode group 31 is inserted into the battery can 11 from the one curved portion 31T side, as shown in FIG.
- the pair of flat portions 31 ⁇ / b> P are opposed to the pair of wide side surfaces PW
- the one curved portion 31 ⁇ / b> T is opposed to the bottom surface PB
- the other curved portion 31 ⁇ / b> T is opposed to the battery lid 21. Retained.
- the negative electrode 32 includes a negative electrode coating portion 32b in which a negative electrode mixture layer is formed on the front and back surfaces of the negative electrode metal foil, and a negative electrode uncoated negative electrode metal foil with a constant width exposed along the long side direction on one side in the width direction. It has a work part 32a.
- the positive electrode 34 includes a positive electrode coating portion 34b having a positive electrode mixture layer formed on the front and back surfaces of the positive electrode metal foil, and a positive electrode in which the positive electrode metal foil is exposed with a constant width along the long side direction on the other side in the width direction. It has an uncoated portion 34a.
- the separators 33 and 35 are made of, for example, an insulating material having a microporous property made of polyethylene and have a role of insulating the positive electrode 34 and the negative electrode 32.
- the negative electrode coating portion 32b of the negative electrode 32 is larger in the width direction than the positive electrode coating portion 34b of the positive electrode plate 34, so that the positive electrode coating portion 34b is always sandwiched between the negative electrode coating portions 32b. .
- the positive electrode uncoated portion 34a and the negative electrode uncoated portion 32a are bundled by the flat surface portion 31P and connected to the current collecting terminals 54 and 64 connected to the external terminals 52 and 62 by welding or the like.
- the separators 33 and 35 are wider than the negative electrode coated portion 32b in the width direction, but are bundled because they are wound at positions where the metal foil surface is exposed at the positive electrode uncoated portion 34a and the negative electrode uncoated portion 32a. This will not interfere with welding.
- the positive electrode 34 and the negative electrode 32 are overlapped so that the positive electrode uncoated portion 34 a and the negative electrode uncoated portion 32 a are arranged at positions on one side and the other side in the winding axis direction. Is done.
- the positive electrode 34 is prepared by mixing lithium-containing double oxide powder as a positive electrode active material, scaly graphite as a conductive material, and polyvinylidene fluoride (PVDF) as a binder in a weight ratio of 85: 10: 5.
- a slurry obtained by adding and kneading a dispersion solvent N-methylpyrrolidone (NMP) was applied to both sides of an aluminum foil (positive electrode metal foil) having a thickness of 20 ⁇ m, dried, and then pressed and cut.
- NMP dispersion solvent N-methylpyrrolidone
- amorphous carbon powder as a negative electrode active material PVDF as a binder is added, NMP as a dispersion solvent is added thereto, and a kneaded slurry is applied to both sides of a rolled copper foil having a thickness of 10 ⁇ m. It was made by drying and then pressing and cutting. Note that the negative electrode uncoated portion 32a formed continuously on one side in the longitudinal direction of the rolled copper foil was used as the negative electrode lead.
- amorphous carbon is exemplified as the negative electrode active material.
- the present invention is not limited to this, and natural graphite capable of inserting and removing lithium ions, various artificial graphite materials, coke, etc.
- the carbonaceous material or the like may be used, and the particle shape is not particularly limited to a scaly shape, a spherical shape, a fibrous shape, a massive shape, or the like.
- the positive electrode 34 and the negative electrode 32 are sequentially stacked with separators 33 and 35 interposed therebetween so that the two electrodes are not in direct contact with each other. Then, with the one side in the long side direction as the center of winding, as shown in FIG. 2, the flat wound electrode group 4 is manufactured by flattening. During winding, the positive electrode 34, the negative electrode 32, and the separators 33 and 35 are stretched by applying a load of 10 N in the electrode length and the separator long side direction, and meandering control is performed so that the electrode end face and the separator end face are in a fixed position. While making. At this time, the positive electrode uncoated portion 34a and the negative electrode uncoated portion 32a were wound in an overlapping manner so as to be positioned at opposite end surfaces of the flat wound electrode group 4, respectively.
- the flat wound electrode group 4 is assembled to the lid assembly in which the positive electrode terminal 51 and the like are attached to the battery lid 21 in advance, and the positive electrode uncoated portion 34a serving as the positive electrode lead and the positive electrode
- the current collecting terminal 54 is joined and electrically conducted by ultrasonic welding, and similarly, the negative electrode uncoated portion 32a that is the negative electrode lead and the negative current collecting terminal 64 are joined by ultrasonic welding and are electrically connected.
- Conducting to form a power generation element assembly Then, the battery can 11 and the power generation element assembly are brought close to each other, the flat wound electrode group 31 is inserted into the battery can 11 from the opening 11a of the battery can 11, and the flat wound electrode group 31 is attached. Accommodate.
- An insulating resin sheet (not shown) is interposed between the battery can 11 and the flat wound electrode group 31. And the opening part 11a of the battery can 11 is obstruct
- lithium hexafluorophosphate LiPF 6
- LiPF 6 lithium hexafluorophosphate
- PVDF is exemplified as the binder, but polytetrafluoroethylene (PTFE), polyethylene, polystyrene, polybutadiene, butyl rubber, nitrile rubber, styrene / butadiene rubber, polysulfide rubber, nitrocellulose, cyanoethylcellulose, various types Polymers such as latex, acrylonitrile, vinyl fluoride, vinylidene fluoride, propylene fluoride, chloroprene fluoride, and mixtures thereof may be used.
- PTFE polytetrafluoroethylene
- polyethylene polystyrene
- polybutadiene butyl rubber
- nitrile rubber styrene / butadiene rubber
- polysulfide rubber nitrocellulose
- cyanoethylcellulose various types Polymers such as latex, acrylonitrile, vinyl fluoride, vinylidene fluoride, propylene fluoride, chloroprene
- a nonaqueous electrolytic solution in which LiPF 6 is dissolved in a mixed solution of ethylene carbonate and dimethyl carbonate is illustrated, but nonaqueous electrolysis in which a general lithium salt is used as an electrolyte and this is dissolved in an organic solvent.
- a liquid may be used, and the present invention is not particularly limited to the lithium salt or organic solvent used.
- the electrolyte LiClO 4 , LiAsF 6 , LiBF 4 , LiB (C 6 H 5 ) 4 , CH 3 SO 3 Li, CF 3 SO 3 Li, or a mixture thereof can be used.
- organic solvent examples include propylene carbonate, ethylene carbonate, 1,2-dimethoxyethane, 1,2-diethoxyethane, ⁇ -butyrolactone, tetrahydrofuran, 1,3-dioxolane, 4-methyl-1,3-dioxolane, Diethyl ether, sulfolane, methyl sulfolane, acetonitrile, propiontonyl, etc., or a mixed solvent of two or more of these may be used, and the mixing ratio is not limited.
- FIG. 13 is an image diagram for explaining a deformed state of the battery container due to expansion of the flat wound electrode group.
- the deformed state is shown extremely in order to easily understand the deformed state of the battery can. In practice, the amount of deformation is difficult to visually recognize with the naked eye.
- the flat wound electrode group 31 of the rectangular battery 1 expands with charge and discharge in a state where the wide side surface of the battery can 11 is not constrained. Then, four boundary portions 31L formed at the boundary between the flat portion 31P and the curved portion 31T of the flat wound electrode group 31 move outward in the thickness direction, and the wide side surface of the battery can 11 is Press the PW from the inside. That is, of the wide side surface PW of the battery can 11, the boundary facing portion 12 that faces the boundary portion 31 ⁇ / b> L is pressed with the strongest pressing force F. Therefore, the wide side surface PW of the battery can 11 is curved and deformed in a convex shape, and changes from a flat state before expansion indicated by a virtual line to a curved state after expansion indicated by a solid line.
- the assembled battery 81 of the present invention is interposed between the adjacent rectangular batteries 1 and is disposed at a position facing the boundary portion 31L between the flat portion 31P and the curved portion 31T of the flat wound electrode group 31.
- a boundary spacer 101 (see, for example, FIG. 5).
- the boundary spacer 101 is disposed at a position facing the boundary portion 31L of the flat wound electrode group 31 with the wide side surface PW of the battery can 11 therebetween, that is, a position facing the boundary facing portion 12 of the wide side surface PW.
- the boundary spacer 101 has been. Therefore, deformation of the battery can 11 can be effectively suppressed, and a larger passage area of the cooling medium passage formed along the wide side surface PW can be secured.
- FIG. 5A and 5B are schematic diagrams for explaining the configuration of the assembled battery according to the first embodiment.
- FIG. 5A is a perspective view
- FIG. 5B is a view as viewed in the direction (b) in FIG. It is.
- the assembled battery 81 six rectangular batteries 1 are arranged in parallel with a certain gap, and are electrically connected in series by a bus bar 82.
- a boundary spacer 101 is disposed between the adjacent square batteries 1.
- the assembled battery 81 suppresses expansion of each rectangular battery 1 by disposing metal plates such as stainless steel and copper (not shown) on both sides of the assembled battery 81 and restraining them with bolts or the like.
- the boundary spacer 101 is interposed between the wide side surfaces PW of the adjacent prismatic batteries 1 facing each other, and the boundary portion 101L of the flat wound electrode group 31 is interposed between the wide side surfaces PW of the battery can 11. Opposite positions, that is, positions facing the boundary facing portion 12 (see FIG. 12) of the wide side surface PW. On the wide side surface PW, the boundary facing portions 12 are formed at two locations on the bottom PB side and the battery lid 21 side, so that the boundary spacers 101 are arranged at positions facing each other corresponding to the two locations. ing. The boundary spacer 101 extends between the pair of narrow side surfaces PN.
- the expansion and deformation of the battery can 11 accompanying charging / discharging of the rectangular battery 1 occurs from a boundary portion 31 ⁇ / b> L between the flat portion 31 ⁇ / b> P and the curved portion 31 ⁇ / b> T of the flat wound electrode group 31. Therefore, in the wide side surface PW of the battery can 11, the boundary portion spacer 101 is disposed at a position facing the boundary portion 31L with the wide side surface PW interposed therebetween, that is, a position facing the boundary facing portion 12 of the wide side surface PW. By doing so, the swelling of the square battery 1 can be effectively suppressed with a smaller area.
- the boundary spacer 101 can be made of a resin material such as glass epoxy resin, polypropylene, or polybutylene terephthalate resin, or a metal material such as aluminum, copper, or stainless steel. Although not shown, the boundary spacer 101 may be integrated with a container that houses the assembled battery 81.
- FIG. 6A and 6B are schematic views for explaining the configuration of the assembled battery according to the second embodiment.
- FIG. 6A is a perspective view
- FIG. 6B is a view in the direction of arrow (b) in FIG. It is.
- the same components as those in the first embodiment are denoted by the same reference numerals, and detailed description thereof is omitted.
- a characteristic feature of this embodiment is that an end spacer 102 is provided in addition to the configuration of the first embodiment.
- the end spacers 102 are interposed between the wide side surfaces PW of the adjacent rectangular batteries 1 facing each other, and are respectively disposed at positions facing the upper end portion and the lower end portion of the wide side surface PW.
- the end spacers 102 are connected to each other in the stacking direction and are integrally formed vertically. And in this Embodiment, it has the length extended over a pair of narrow side surface PN.
- the deformation amount due to the expansion of the flat wound electrode group 31 is small in the upper end portion and the lower end portion of the wide side surface PW on which the end spacer 102 is opposed. Therefore, the relative positions in the stacking direction of the respective square batteries 1 can be determined, and dimensions such as the connection of the bus bars 82 can be determined with high accuracy. Therefore, the assembly work of the assembled battery 81 becomes easy.
- the end spacer 102 can be made of a resin such as glass epoxy resin, polypropylene, and PBT resin, or a metal such as aluminum, copper, and stainless steel, like the boundary spacer 101.
- FIG. 7A and 7B are schematic diagrams for explaining the configuration of the assembled battery according to the third embodiment.
- FIG. 7A is a perspective view
- FIG. 7B is a view as viewed in the direction (b) in FIG. It is.
- the same components as those in the first and second embodiments are denoted by the same reference numerals, and detailed description thereof is omitted.
- a characteristic feature of this embodiment is that an intermediate spacer 103 is provided in addition to the configuration of the second embodiment.
- the intermediate spacer 103 is interposed between the wide side surfaces PW of the adjacent rectangular batteries 1 facing each other, and is positioned at a position facing the flat surface portion 31P, that is, on the boundary facing portion 12 on the bottom surface PB side and the battery lid 21 side. It arrange
- FIG. In the present embodiment, the intermediate spacer 103 has a length that extends between the pair of narrow side surfaces PN.
- the intermediate region 13 is deformed so as to be lifted from the flat surface portion 31 ⁇ / b> P by the expansion of the flat wound electrode group 31. Therefore, by arranging the intermediate spacer 103 at a position facing the intermediate region 13 and bringing it into contact with the intermediate region when the flat wound electrode group 31 is expanded, the wide side surface PW narrows the passage of the cooling medium. Deformation into a convex shape can be suppressed and the amount of deformation can be reduced. Therefore, a larger passage area of the cooling medium passage formed along the wide side surface PW of the battery can 11 can be secured, and the prismatic battery 1 can be sufficiently cooled.
- the expansion of the battery can 11 accompanying the charging / discharging of the rectangular battery 1 occurs from the boundary portion 31L of the flat wound electrode group 31 as a starting point. Therefore, the boundary spacer 101 disposed to face the boundary facing portion 12 of the wide side surface PW has a large pressing force due to the expansion of the flat wound electrode group 31, so that the boundary facing portion 12 is deformed to some extent.
- the thickness must be acceptable, and the thickness cannot be made too thick.
- the intermediate spacer 103 disposed to face the intermediate region 13 of the wide side surface PW has a small thickness because the pressing force received by the expansion of the flat wound electrode group 31 is small. A larger passage area can be secured. Therefore, in the present embodiment, the intermediate spacer 103 is different in thickness from the boundary spacer 101, and the intermediate spacer 103 is thicker in the stacking direction than the boundary spacer 101. It is configured. That is, in the present embodiment, there is no spacer having the same thickness as the boundary spacer 101 in the intermediate region 13.
- FIG. 8A and 8B are schematic diagrams for explaining the configuration of the assembled battery according to the fourth embodiment.
- FIG. 8A is a perspective view
- FIG. 8B is a view as viewed in the direction (b) in FIG. It is.
- the same components as those in the first to third embodiments are denoted by the same reference numerals, and detailed description thereof is omitted.
- What is characteristic in this embodiment is that a plurality of intermediate spacers 103 in the third embodiment are provided in the intermediate region 13. This further suppresses the wide side surface PW from being deformed in a convex shape in the direction of narrowing the passage of the cooling medium when the flat wound electrode group 31 is expanded, and further reduces the amount of deformation as compared with the third embodiment. Can be made. Therefore, the passage area of the passage of the cooling medium formed along the wide side surface PW of the battery can 11 can be further ensured, and the prismatic battery 1 can be sufficiently cooled.
- the intermediate spacers 103 and 103 are configured to have a larger thickness in the stacking direction than the boundary spacer 101, as in the third embodiment.
- the plurality of intermediate spacers 103 and 103 are configured to have the same thickness in the stacking direction, but may have different thicknesses.
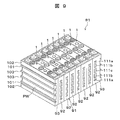
- FIGS. 9 is a perspective view showing an example of an assembled battery according to the fourth embodiment
- FIG. 10 is a perspective view showing an assembled state of a prismatic battery and an intermediate holder
- FIG. 11 shows an exploded state of FIG.
- FIG. 12 is a schematic view showing a cross section taken along line AA of FIG.
- the assembled battery 81 has a plurality of prismatic batteries 1 and a cell holder 91 that holds the prismatic batteries 1 in a stacked state.
- the cell holder 91 can be made of, for example, a resin material such as glass epoxy resin, polypropylene, or polybutylene terephthalate resin, or a metal material such as aluminum, copper, or stainless steel.
- the cell holders 91 are disposed at both ends in the stacking direction of the plurality of prismatic batteries 1 held by the intermediate cell holder 92 and the intermediate cell holders 92 interposed between the mutually adjacent prismatic batteries 1, and cooperate with the intermediate cell holder 92. It comprises a pair of end cell holders 93 that hold the prismatic battery 1.
- the end cell holder 93 has a structure in which the intermediate cell holder 92 is divided at the center position in the stacking direction. Therefore, in the following description, only the configuration of the intermediate cell holder 92 will be described, and the detailed description of the configuration of the end cell holder 93 will be omitted by attaching the same reference numerals as the configuration of the intermediate cell holder 92.
- the intermediate cell holder 92 includes two end spacers 102 and 102 disposed at positions facing the upper and lower ends of the wide side surface PW of the battery can 11, and the bottom surface of the wide side surface PW.
- Two boundary spacers 101, 101 disposed at positions facing the boundary facing portion 12 on the PB side and the boundary facing portion 12 on the battery lid 21 side, and two disposed at positions facing the intermediate region 13 Intermediate spacers 103 are provided.
- the intermediate cell holder 92 has a pair of side walls 111, 111 facing each other at both ends in the cell width direction and extending in the stacking direction, and extending in the stacking direction at the lower end in the cell height direction. And a bottom wall portion 112 that connects the lower end portions of the pair of side wall portions 111 and 111.
- the pair of side wall portions 111 of the intermediate cell holder 92 are opposed to the narrow side surface PN of each rectangular battery 1 disposed on one side and the other side in the stacking direction, and the bottom wall portion 112 is one side and the other in the stacking direction. It faces the bottom surface PB of each square battery 1 positioned on the side.
- the pair of side wall portions 111 and 111 and the bottom wall portion 112 are connected to the pair of side wall portions 111 and 111 and the bottom wall portion 112 of the intermediate cell holder 92 disposed on one side or the other side in the stacking direction.
- the pair of side wall portions 111 and 111 includes first openings 111a and 111a communicating with the space between the end spacers 102 and 102 and the boundary spacers 101 and 101, and the boundary spacers 101 and 101 and the intermediate spacer.
- the third opening that communicates with the space between the second openings 111b and 111b that communicate with the space between 103 and 103 and the two intermediate spacers 103 and 103 that are arranged side by side in the cell height direction.
- 111c is formed so as to open, so that the cooling medium can be passed from one side of the intermediate cell holder 92 to the other side in the cell width direction.
- the thickness T 1 of the boundary spacer 101 is smaller than the thickness T 3 of the intermediate spacer 103 (T 1 ⁇ T 3 ).
- the thickness T 2 of the end spacer 102 has a relationship of not less than the thickness T 3 of the intermediate spacer 103 (T 2 ⁇ T 3 ).
- the end spacer 102 is disposed opposite to the upper end and the lower end of the wide side surface PW of the battery can 11 so that the change due to expansion of the flat wound electrode group 31 is minimal, and performs positioning in the stacking direction. since those, the thickness T 2 are set to the largest value.
- the boundary spacer 101, the pressing force exerted by the expansion of the flat-shaped wound electrode group 31 is the largest, it is necessary to allow some deformation of the boundary face portion 12, the thickness T 1 is the smallest value Set to The intermediate section spacer 103, the pressing force is small to receive the expansion of the flat-shaped wound electrode group 31, to secure a larger passage area, a thickness T 3, rather than the thickness T 1 of the boundary spacer 101 Set to a large value.
- the assembled battery 81 having the above configuration faces the boundary portion 31L of the flat wound electrode group 31 with the wide side surface PW of the battery can 11 therebetween, that is, faces the boundary facing portion 12 of the wide side surface PW. Since the boundary spacers 101 and 101 are arranged at the outer position, the deformation of the battery can 11 can be effectively suppressed with a smaller area. Therefore, a larger passage area of the cooling medium passage formed along the wide side surface PW can be ensured, and each prismatic battery 1 can be sufficiently cooled.
- edge part spacer 102 is each provided in the position facing the upper end part and lower end part of the wide side surface PW which is a position where the deformation amount by expansion
- the relative positions of the rectangular batteries 1 in the stacking direction can be determined, the dimensions such as the connection of the bus bars 82 can be accurately determined, and the assembly work of the assembled battery 81 can be facilitated.
- an intermediate spacer 103 having a larger thickness in the stacking direction than the boundary spacer 101 is provided in the intermediate region 13 between the boundary facing portion 12 on the bottom PB side and the boundary facing portion 12 on the battery lid 21 side. Therefore, it is possible to suppress the wide side surface PW from being deformed in a convex shape in the direction of narrowing the passage of the cooling medium, and to reduce the deformation amount. Therefore, a larger passage area of the cooling medium passage formed along the wide side surface PW of the battery can 11 can be secured, and the prismatic battery 1 can be sufficiently cooled.
- the present invention is not limited to the above-described embodiments, and various designs can be made without departing from the spirit of the present invention described in the claims. It can be changed.
- the above-described embodiment has been described in detail for easy understanding of the present invention, and is not necessarily limited to one having all the configurations described.
- a part of the configuration of an embodiment can be replaced with the configuration of another embodiment, and the configuration of another embodiment can be added to the configuration of an embodiment.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Aviation & Aerospace Engineering (AREA)
- Materials Engineering (AREA)
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
本発明の課題は、電池缶の膨張を抑制しつつ、角形電池の冷却構造を兼ね備えた優れた組電池を得ることである。本発明は、平行に延在する一対の平面部31Pと該一対の平面部31Pの各一方端部の間及び各他方端部の間に連続して形成された一対の湾曲部31Tとを有する扁平形捲回電極群31が扁平箱形の電池缶11に収容された角形電池1を、複数平行に並べて各角形電池1の間に冷却媒体が流される組電池81であって、互いに隣り合う角形電池1の間に介在されて、扁平形捲回電極群31の平面部31Pと湾曲部31Tとの間の境界部分31Lに対向する位置に配置された境界部スペーサ101を有することを特徴としている。
Description
本発明は、複数の角形電池の間にそれぞれスペーサを介在させて角形電池を積層した組電池に関する。
従来、再充電可能な二次電池の分野では、鉛電池、ニッケル-カドミウム電池、ニッケル-水素電池等の水溶液系電池が主流であった。しかしながら、電気機器の小型化、軽量化が進むにつれ、高エネルギー密度を有するリチウム二次電池が着目され、その研究、開発及び商品化が急速に進められた。
一方、地球温暖化や枯渇燃料の問題から電気自動車(EV)や駆動の一部を電気モーターで補助するハイブリッド電気自動車(HEV)が各自動車メーカーで開発され、その電源として高容量で高出力な二次電池が求められるようになってきた。このような要求に合致する電源として、高電圧を有する非水溶液系のリチウム二次電池が注目されている。特に角形リチウム二次電池はパック化した際の体積効率が優れているため、HEV用あるいはEV用として角形リチウム二次電池の開発への期待が高まっている。
しかし、HEV用あるいはEV用など大電流用途では電池の発熱は避けられず、電池の冷却が必要となる。一般的には、複数の電池を直列およびまたは並列に電気的に接続して構成される組電池の各電池間に隙間を設け、その隙間に空気などの冷却媒体を流すことで冷却を行っている。一方、電池内部では電池缶内に収容されている電極材料が充放電に伴って膨張が起こる。その影響による電池缶の膨張が避けられない。
この電池缶の膨張を抑制しつつ、電池の冷却を行う手段として、冷却用媒体を通す複数のスリット部を有するスペーサを各電池間に配置する技術が提案されている(特許文献1)。
特許文献1で開示されている構造では、スペーサは膨張の起こりやすい電池の側面中央部に接している。しかし、電池缶の膨張を抑制しつつ、効率よく電池の冷却を行うためには、スペーサの面積をなるべく小さくする必要がある。
本発明は、上記事案に鑑み、電池缶の膨張を抑制しつつ、角形電池の冷却構造を兼ね備えた優れた組電池を提供することを課題とする。
上記課題を解決するために、本発明は、平行に延在する一対の平面部と該一対の平面部の各一方端部の間及び各他方端部の間に連続して形成された一対の湾曲部とを有する扁平形捲回電極群が扁平箱形の電池缶に収容された角形電池を、複数平行に並べて各角形電池の間に冷却媒体が流される組電池であって、互いに隣り合う角形電池の間に介在されて、前記扁平形捲回電極群の平面部と湾曲部との間の境界部分に対向する位置に配置された境界部スペーサを有することを特徴としている。
本発明によれば、電池缶の膨張を抑制しつつ、角形電池の冷却構造を兼ね備えた優れた組電池を提供することができる。なお、上記した以外の課題、構成及び効果は、以下の実施形態の説明により明らかにされる。
以下、図面を参照して、本発明を角形リチウムイオン二次電池の組電池に適用した第1~第4の実施形態について説明する。
まず、各実施形態において共通して用いられる角形電池の構成について説明する。
図1は、電極の概略図、図2は、扁平形捲回電極群の斜視図、図3は、角形電池の分解斜視図、図4は、角形電池の斜視図である。
角形電池1は、リチウムイオン二次電池(単電池)であり、扁平箱形の電池容器2内に発電要素3を収容した構成を有している。電池容器2は、開口部11aを有する電池缶11と、電池缶11の開口部11aを封口する電池蓋21とを有する。発電要素3は、正極34と負極32との間にセパレータ33、35を介在させて重ね合わせた状態で扁平状に捲回した扁平形捲回電極群31を有している。
電池缶11及び電池蓋21は、共にアルミニウム合金で製作されており、電池蓋21は、レーザ溶接によって電池缶11に溶接される。電池缶11と電池蓋21は、直方体形状の扁平角形容器を構成する。電池缶11は、一対の幅広側面PWと、一対の幅狭側面PNと、底面PBとを有する扁平箱形に形成されている。電池蓋21には、絶縁部材を介して正極端子51と負極端子61(一対の電極端子)が配設されており、蓋組立体を構成している。また、電池蓋21には、正極端子51及び負極端子61の他に、電池容器2内の圧力が所定値よりも上昇すると開放されて電池容器2内のガスを排出するガス排出弁71と、電池容器2内に電解液を注入するための注液口72が配置されている。
正極端子51及び負極端子61は、電池蓋21の長手方向一方側と他方側の互いに離れた位置に配置されている。正極端子51及び負極端子61は、電池蓋21の外側に配置される外部端子52、62と、電池蓋21を貫通して一端が外部端子52、62に導通接続される接続端子53、63を有している。正極側の外部端子52と接続端子53は、アルミニウム合金で製作され、負極側の外部端子62と接続端子63は、銅合金で製作されている。外部端子52,62には、バスバーを締結するためのボルト52a、62aが突設されている。
接続端子53、63と外部端子52、62は、それぞれ電池蓋21との間に図示していない絶縁部材が介在されており、電池蓋21から電気的に絶縁されている。接続端子53、63は、電池蓋21の内側から電池缶11の底面PBに向かって延出して扁平形捲回電極群31に導通接続される集電端子54、64を有している。扁平形捲回電極群31は、正極端子51の集電端子54と負極端子61の集電端子64との間に配置されて支持されており、蓋組立体及び扁平形捲回電極群31によって、発電要素組立体が構成されている。
扁平形捲回電極群31は、図1及び図2に示すように、負極32と正極34とセパレータ33、35を順番に重ねて積層した帯状の積層体を、扁平形状に捲回することによって構成されている。扁平形捲回電極群31は、平行に延在する一対の平面部31Pと、これら一対の平面部31Pの各一方端部の間及び各他方端部の間に連続して形成された一対の湾曲部31Tとを有しており、その断面形状は、二つの半円を直線で結んだ長円形状をなす(例えば図13を参照)。
扁平形捲回電極群31は、図3に示すように、一方の湾曲部31T側から電池缶11に挿入される。そして、電池缶11の内部で、一対の平面部31Pが一対の幅広側面PWに対向し、一方の湾曲部31Tが底面PBに対向し、他方の湾曲部31Tが電池蓋21に対向する姿勢状態に保持される。
負極32は、負極金属箔の表面と裏面に負極合剤層が形成された負極塗工部32bと、幅方向一方側で長辺方向に沿って一定幅で負極金属箔が露出した負極未塗工部32aを有している。そして、正極34は、正極金属箔の表面と裏面に正極合剤層が形成された正極塗工部34bと、幅方向他方側で長辺方向に沿って一定幅で正極金属箔が露出した正極未塗工部34aを有している。
セパレータ33、35は、例えばポリエチレン製の微多孔性を有する絶縁材料からなり、正極34と負極32を絶縁する役割を有している。負極32の負極塗工部32bは、正極板34の正極塗工部34bよりも幅方向に大きく、これにより正極塗工部34bは、必ず負極塗工部32bに挟まれるように構成されている。
正極未塗工部34a、負極未塗工部32aは、平面部31Pで束ねられて溶接等により外部端子52、62につながる各極の集電端子54、64に接続される。尚、セパレータ33、35は、幅方向で負極塗工部32bよりも広いが、正極未塗工部34a、負極未塗工部32aで金属箔面が露出する位置に捲回されるため、束ねて溶接する場合の支障にはならない。正極34と負極32は、図2に示すように、正極未塗工部34aと負極未塗工部32aが捲回軸方向一方側と他方側の位置に配置されるように重ねられて捲回される。
正極34は、正極活物質としてリチウム含有複酸化物粉末と、導電材として鱗片状黒鉛と、結着剤としてポリフッ化ビニリデン(PVDF)と、を重量比85:10:5で混合し、これに分散溶媒のN-メチルピロリドン(NMP)を添加、混練したスラリを、厚さ20μmのアルミニウム箔(正極金属箔)の両面に塗布して乾燥し、その後プレス、裁断をすることにより作製された。なお、アルミニウム箔の長手方向一側に形成された正極未塗工部34aを正極リードとした。
負極32は、負極活物質として非晶質炭素粉末に、結着剤としてPVDFを添加し、これに分散溶媒のNMPを添加、混練したスラリを、厚さ10μmの圧延銅箔の両面に塗布して乾燥し、その後プレス、裁断をすることにより作製された。なお、圧延銅箔の長手方向一側に連続して形成された負極未塗工部32aを負極リードとした。
なお、本実施形態では、負極活物質に非晶質炭素を例示したが、これに限定されるものではなく、リチウムイオンを挿入、脱離可能な天然黒鉛や、人造の各種黒鉛材、コークスなどの炭素質材料等でよく、その粒子形状においても、鱗片状、球状、繊維状、塊状等、特に制限されるものではない。
上記した角形電池1を組み立てる場合は、まず、図1に示すように、正極34と負極32とを、これら両極が直接接触しないように間にセパレータ33、35を介在させて順番に重ね合わせる。そして、長辺方向一方側を捲回中心として、図2に示すように、扁平状に捲回して扁平形捲回電極群4を作製する。捲回時は、正極34、負極32、セパレータ33、35とも、電極長さおよびセパレータ長辺方向に10Nの荷重をかけて伸展しつつ、電極端面およびセパレータ端面が一定位置になるように蛇行制御しながら作製した。このとき、正極未塗工部34aと負極未塗工部32aとが、それぞれ扁平形捲回電極群4の互いに反対側の両端面に位置するように重ね合わせて捲回した。
次に、予め電池蓋21に正極端子51等が取り付けられて組み立てられている蓋組立体に対して、扁平形捲回電極群4を組み付けて、正極リードである正極未塗工部34aと正極集電端子54とを超音波溶接により接合して電気的に導通させ、同様に、負極リードである負極未塗工部32aと負極集電端子64とを超音波溶接により接合して電気的に導通させて、発電要素組立体を形成する。そして、電池缶11と発電要素組立体とを接近させて、電池缶11の開口部11aから電池缶11の内部に扁平形捲回電極群31を挿入して、扁平形捲回電極群31を収容する。なお、電池缶11と扁平形捲回電極群31との間には、図示していない絶縁樹脂シートが介在されている。そして、電池缶11の開口部11aを電池蓋21で閉塞して、電池缶11と電池蓋21との間をレーザ溶接して封止する。
次に、扁平形捲回電極群31全体を浸潤可能な所定量の非水電解液を、電池蓋21の注液口72から電池容器2内に注入して、その後に注液口72に栓を取り付けてレーザ溶接し、密閉する。これにより、角形電池1は、図4に示すように、完成した状態とされる。
非水電解液には、エチレンカーボネートとジメチルカーボネートとを体積比で1:2の割合で混合した混合溶液中へ六フッ化リン酸リチウム(LiPF6)を1モル/リットルの濃度で溶解したものを用いた。
また、本実施形態では、バインダとしてPVDFを例示したが、ポリテトラフルオロエチレン(PTFE)、ポリエチレン、ポリスチレン、ポリブタジエン、ブチルゴム、ニトリルゴム、スチレン/ブタジエンゴム、多硫化ゴム、ニトロセルロース、シアノエチルセルロース、各種ラテックス、アクリロニトリル、フッ化ビニル、フッ化ビニリデン、フッ化プロピレン、フッ化クロロプレン等の重合体及びこれらの混合体などを使用するようにしてもよい。
更に、本実施形態では、エチレンカーボネートとジメチルカーボネートの混合溶液中にLiPF6を溶解した非水電解液を例示したが、一般的なリチウム塩を電解質とし、これを有機溶媒に溶解した非水電解液を用いるようにしてもよく、本発明は用いられるリチウム塩や有機溶媒には特に制限されない。例えば、電解質としては、LiClO4、LiAsF6、LiBF4、LiB(C6H5)4、CH3SO3Li、CF3SO3Li等やこれらの混合物を用いることができる。また、有機溶媒としては、プロピレンカーボネート、エチレンカーボネート、1,2-ジメトキシエタン、1,2-ジエトキシエタン、γ-ブチロラクトン、テトラヒドロフラン、1,3-ジオキソラン、4-メチル-1,3-ジオキソラン、ジエチルエーテル、スルホラン、メチルスルホラン、アセトニトリル、プロピオニトニル等またはこれら2種類以上の混合溶媒を用いるようにしてもよく、混合配合比についても限定されるものではない。
図13は、扁平形捲回電極群の膨張による電池容器の変形状態を説明するためのイメージ図である。なお、図13では、電池缶の変形状態を容易に理解するために変形状態を極端に示しており、実際には、肉眼で視認することが困難な程度の変形量となる。
角形電池1の扁平形捲回電極群31は、図13に示すように、電池缶11の幅広側面が拘束されていない状態では、充放電に伴い膨張する。そして、扁平形捲回電極群31の平面部31Pと湾曲部31Tとの間の境界に形成される4箇所の境界部分31Lが、厚さ方向外側に向かって移動し、電池缶11の幅広側面PWを内側から押圧する。すなわち、電池缶11の幅広側面PWのうち、境界部分31Lに対向する境界対向部12が最も強い押圧力Fで押圧される。したがって、電池缶11の幅広側面PWは、凸状に湾曲して変形し、仮想線で示す膨張前の平面状態から実線で示される膨張後の湾曲状態となる。
本発明の組電池81は、互いに隣り合う角形電池1の間に介在されて、扁平形捲回電極群31の平面部31Pと湾曲部31Tとの間の境界部分31Lに対向する位置に配置された境界部スペーサ101(例えば図5を参照)を有する。境界部スペーサ101は、電池缶11の幅広側面PWを間に介して扁平形捲回電極群31の境界部分31Lと対向する位置、すなわち、幅広側面PWの境界対向部12と対向する位置に配置されている。したがって、電池缶11の変形を効果的に抑制し、かつ、幅広側面PWに沿って形成される冷却媒体の通路の通路面積をより大きく確保することができる。
<第1の実施形態>
第1の実施形態について図5を用いて説明する。
第1の実施形態について図5を用いて説明する。
図5は、第1実施の形態に係わる組電池の構成を説明する模式図であり、図5(a)は斜視図、図5(b)は、(a)における(b)方向矢視図である。組電池81は、6個の角形電池1を一定の隙間を設けて平行に並べて、バスバー82によって電気的に直列に接続している。そして、互いに隣り合う角形電池1の間には、境界部スペーサ101が配置されている。組電池81は、図示していないステンレスや銅などの金属プレートを組電池81の両側に配置し、ボルトなどで拘束することにより各角形電池1の膨張を抑制している。
境界部スペーサ101は、隣り合う角形電池1の互いに対向する幅広側面PWの間に介在されており、電池缶11の幅広側面PWを間に介して扁平形捲回電極群31の境界部分31Lと対向する位置、すなわち、幅広側面PWの境界対向部12(図12を参照)に対向する位置に配置されている。幅広側面PWには、底面PB側と電池蓋21側の上下2箇所に、境界対向部12が構成されているので、かかる2箇所に対応してそれぞれ対向する位置に境界部スペーサ101が配置されている。境界部スペーサ101は、一対の幅狭側面PNの間に亘って延在している。
角形電池1の充放電に伴う電池缶11の膨張変形は、図13に示すように、扁平形捲回電極群31の平面部31Pと湾曲部31Tとの境界部分31Lを起点として起こっている。したがって、電池缶11の幅広側面PWのうち、幅広側面PWを間に介して境界部分31Lと対向する位置、すなわち、幅広側面PWの境界対向部12と対向する位置に、境界部スペーサ101を配置することで、より少ない面積で角形電池1の膨れを効果的に抑制することができる。
したがって、電池缶11の幅広側面PWに沿って形成される冷却媒体の通路の通路面積をより大きく確保することができ、角形電池1の冷却も十分に行うことが可能となる。境界部スペーサ101は、ガラスエポキシ樹脂、ポリプロピレン、ポリブチレンテレフタレート樹脂などの樹脂材料や、アルミニウム、銅、ステンレスなどの金属材料によって構成することができる。尚、図示していないが、境界部スペーサ101は、組電池81を収容する容器と一体化しても良い。
<第2の実施形態>
第2の実施形態について図6を用いて説明する。
第2の実施形態について図6を用いて説明する。
図6は、第2の実施形態に係わる組電池の構成を説明する模式図であり、図6(a)は斜視図、図6(b)は、(a)における(b)方向矢視図である。なお、第1の実施形態と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
本実施形態において特徴的なことは、第1の実施形態の構成に加えて、端部スペーサ102を設けたことである。
端部スペーサ102は、隣り合う角形電池1の互いに対向する幅広側面PWの間に介在されており、幅広側面PWの上端部及び下端部に対向する位置にそれぞれ配置されている。端部スペーサ102は、積層方向に互いに連結されており、上下に一体に形成されている。そして、本実施の形態では、一対の幅狭側面PNの間に亘って延在する長さを有している。
端部スペーサ102が対向配置される幅広側面PWの上端部及び下端部は、図13に示すように、扁平形捲回電極群31の膨張による変形量が小さい。したがって、各角形電池1の積層方向における相対的な位置を決定でき、バスバー82の連結などの寸法が精度良く決定される。したがって、組電池81の組み立て作業が容易となる。
端部スペーサ102は、境界部スペーサ101と同様に、ガラスエポキシ樹脂、ポリプロピレン、PBT樹脂などの樹脂やアルミニウム、銅、ステンレスなどの金属で構成することができる。
<第3の実施形態>
第3の実施形態について図7を用いて説明する。
第3の実施形態について図7を用いて説明する。
図7は、第3の実施形態に係わる組電池の構成を説明する模式図であり、図7(a)は斜視図、図7(b)は、(a)における(b)方向矢視図である。なお、第1及び第2の実施形態と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
本実施形態において特徴的なことは、第2の実施形態の構成に加えて、中間部スペーサ103を設けたことである。
中間部スペーサ103は、隣り合う角形電池1の互いに対向する幅広側面PWの間に介在されており、平面部31Pに対向する位置、すなわち、底面PB側の境界対向部12と電池蓋21側の境界対向部12との間の中間領域13(図12を参照)に配置されている。中間部スペーサ103は、本実施の形態では、一対の幅狭側面PNの間に亘って延在する長さを有している。
中間領域13は、図13に示すように、扁平形捲回電極群31の膨張によって平面部31Pから浮き上がるように変形する。したがって、中間領域13に対向する位置に中間部スペーサ103を配置して、扁平形捲回電極群31の膨張時に中間領域に当接させることにより、幅広側面PWが冷却媒体の通路を狭める方向に凸状に変形するのを抑制し、その変形量を減少させることができる。したがって、電池缶11の幅広側面PWに沿って形成される冷却媒体の通路の通路面積をより大きく確保することができ、角形電池1の冷却も十分に行うことが可能となる。
角形電池1の充放電に伴う電池缶11の膨張は、扁平形捲回電極群31の境界部分31Lを起点として起こっている。したがって、幅広側面PWの境界対向部12に対向して配置されている境界部スペーサ101は、扁平形捲回電極群31の膨張により受ける押圧力が大きいので、境界対向部12のある程度の変形を許容する厚さとする必要があり、その厚さをあまり厚くすることはできない。
これに対して、幅広側面PWの中間領域13に対向して配置されている中間部スペーサ103は、扁平形捲回電極群31の膨張により受ける押圧力が小さいので、厚さを大きく確保して、より大きな通路面積を確保することができる。したがって、本実施の形態では、中間部スペーサ103は、境界部スペーサ101と厚さが相違しており、境界部スペーサ101よりも中間部スペーサ103の方が積層方向の厚さが大きくなるように構成されている。すなわち、本実施の形態では、中間領域13において、境界部スペーサ101の厚さと同じ厚さを有するスペーサは存在しない。
<第4の実施形態>
第4の実施形態について図8を用いて説明する。
第4の実施形態について図8を用いて説明する。
図8は、第4の実施形態に係わる組電池の構成を説明する模式図であり、図8(a)は斜視図、図8(b)は、(a)における(b)方向矢視図である。なお、第1~第3の実施形態と同様の構成要素には同一の符号を付することでその詳細な説明を省略する。
本実施形態において特徴的なことは、第3の実施形態における中間部スペーサ103を中間領域13に複数設けたことである。これにより、第3の実施形態よりも、扁平形捲回電極群31の膨張時に幅広側面PWが冷却媒体の通路を狭める方向に凸状に変形するのをさらに抑制し、その変形量をさらに減少させることができる。したがって、電池缶11の幅広側面PWに沿って形成される冷却媒体の通路の通路面積をさらに大きく確保することができ、角形電池1の冷却も十分に行うことが可能となる。
なお、中間部スペーサ103、103は、境界部スペーサ101よりも積層方向の厚さが大きい構成となっているのは、第3の実施形態と同様である。また、本実施の形態では、複数の中間部スペーサ103、103は、積層方向の厚さが互いに等しくなるように構成されているが、互いに相違する厚さとしてもよい。
[実施例]
次に、第4の実施形態における具体的な実施例の構成について図9~図12を用いて説明する。図9は、第4の実施形態に係わる組電池の一実施例を示す斜視図、図10は、角形電池と中間ホルダの組立状態を示す斜視図、図11は、図10の分解状態を示す斜視図、図12は、図10のA-A線断面を示す模式図である。
次に、第4の実施形態における具体的な実施例の構成について図9~図12を用いて説明する。図9は、第4の実施形態に係わる組電池の一実施例を示す斜視図、図10は、角形電池と中間ホルダの組立状態を示す斜視図、図11は、図10の分解状態を示す斜視図、図12は、図10のA-A線断面を示す模式図である。
組電池81は、複数の角形電池1と、各角形電池1を積層した状態に保持するセルホルダ91を有している。セルホルダ91は、例えば、ガラスエポキシ樹脂、ポリプロピレン、ポリブチレンテレフタレート樹脂などの樹脂材料や、アルミニウム、銅、ステンレスなどの金属材料によって構成することができる。
セルホルダ91は、互いに隣り合う角形電池1の間に介在される中間セルホルダ92と、中間セルホルダ92に保持された複数の角形電池1の積層方向両端部に配置されて中間セルホルダ92との協働により角形電池1を保持する一対の端部セルホルダ93とからなる。端部セルホルダ93は、中間セルホルダ92を、その中心位置で積層方向に分割した構造を有している。したがって、以下の説明では、中間セルホルダ92の構成についてのみ説明し、端部セルホルダ93の構成については、中間セルホルダ92の構成と同一の符号を付することでその詳細な説明を省略する。
中間セルホルダ92は、例えば図12に示すように、電池缶11の幅広側面PWの上端部及び下端部に対向する位置に配置される2本の端部スペーサ102、102と、幅広側面PWの底面PB側の境界対向部12及び電池蓋21側の境界対向部12に対向する位置に配置される2本の境界部スペーサ101、101と、中間領域13に対向する位置に配置される2本の中間部スペーサ103、103を有している。
中間セルホルダ92は、図10及び図11に示すように、セル幅方向両端部で対峙して積層方向に延在する一対の側壁部111、111と、セル高さ方向下端部で積層方向に延在して一対の側壁部111、111の下端部間を連結する底壁部112とを有している。中間セルホルダ92の一対の側壁部111、111は、積層方向一方側と他方側に配置される各角形電池1の幅狭側面PNとそれぞれ対向し、底壁部112は、積層方向一方側と他方側には位置される各角形電池1の底面PBに対向する。一対の側壁部111、111と底壁部112は、積層方向一方側あるいは他方側に配置される中間セルホルダ92の一対の側壁部111、111と底壁部112に連結される。
一対の側壁部111、111には、端部スペーサ102、102と境界部スペーサ101、101との間の空間に連通する第1開口部111a、111aと、境界部スペーサ101、101と中間部スペーサ103、103との間の空間に連通する第2開口部111b、111bと、セル高さ方向に並んで配置されている2つの中間部スペーサ103、103の間の空間に連通する第3開口部111cが開口して形成されており、中間セルホルダ92のセル幅方向一方側から他方側に冷却媒体を通過させることができるようになっている。
図12に示すように、境界部スペーサ101と端部スペーサ102と中間部スペーサ103の積層方向の厚さをそれぞれT1、T2、T3とすると、境界部スペーサ101の厚さT1は、端部スペーサ102の厚さT2以下という関係を有している(T1≦T2)。そして、境界部スペーサ101の厚さT1は、中間部スペーサ103の厚さT3よりも小さいという関係を有している(T1<T3)。そして、端部スペーサ102の厚さT2は、中間部スペーサ103の厚さT3以上という関係を有している(T2≧T3)。
端部スペーサ102は、電池缶11の幅広側面PWのうち、扁平形捲回電極群31の膨張による変化が最も少ない上端部と下端部に対向して配置されており、積層方向の位置決めを行うものであるので、その厚さT2は最も大きい値に設定される。そして、境界部スペーサ101は、扁平形捲回電極群31の膨張により受ける押圧力が最も大きいので、境界対向部12のある程度の変形を許容する必要があり、その厚さT1は最も小さい値に設定される。中間部スペーサ103は、扁平形捲回電極群31の膨張により受ける押圧力が小さいので、より大きな通路面積を確保すべく、その厚さT3は、境界部スペーサ101の厚さT1よりも大きい値に設定される。中間領域13には、境界部スペーサ101の厚さT1と同じ厚さを有するスペーサは存在しない。
上記構成を有する組電池81は、電池缶11の幅広側面PWを間に介して扁平形捲回電極群31の境界部分31Lと対向する位置に、すなわち、幅広側面PWの境界対向部12と対向する外側位置に、境界部スペーサ101、101が配置された構成を有しているので、より少ない面積で電池缶11の変形を効果的に抑制することができる。したがって、幅広側面PWに沿って形成される冷却媒体の通路の通路面積をより大きく確保することができ、各角形電池1の冷却も十分に行うことが可能となる。
そして、幅広側面PWのうち、扁平形捲回電極群31の膨張による変形量が小さい位置である、幅広側面PWの上端部及び下端部に対向する位置にそれぞれ端部スペーサ102を設けているので、各角形電池1の積層方向における相対的な位置を決定でき、バスバー82の連結などの寸法を精度良く決定でき、組電池81の組み立て作業を容易なものとすることができる。
また、底面PB側の境界対向部12と電池蓋21側の境界対向部12との間の中間領域13に、境界部スペーサ101よりも積層方向の厚さが大きい中間部スペーサ103を設けているので、幅広側面PWが冷却媒体の通路を狭める方向に凸状に変形するのを抑制して、その変形量を減少させることができる。したがって、電池缶11の幅広側面PWに沿って形成される冷却媒体の通路の通路面積をより大きく確保することができ、角形電池1の冷却も十分に行うことが可能となる。
以上、本発明の実施形態について詳述したが、本発明は、前記の実施形態に限定されるものではなく、特許請求の範囲に記載された本発明の精神を逸脱しない範囲で、種々の設計変更を行うことができるものである。例えば、前記した実施の形態は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施形態の構成の一部を他の実施形態の構成に置き換えることが可能であり、また、ある実施形態の構成に他の実施形態の構成を加えることも可能である。さらに、各実施形態の構成の一部について、他の構成の追加・削除・置換をすることが可能である。
1 角形電池
2 電池容器
3 発電要素
11 電池缶
12 境界対向部
13 中間領域
21 電池蓋
31 扁平形捲回電極群
31P 平面部
31T 湾曲部
31L 境界部分
81 組電池
101 境界部スペーサ
102 端部スペーサ
103 中間部スペーサ
2 電池容器
3 発電要素
11 電池缶
12 境界対向部
13 中間領域
21 電池蓋
31 扁平形捲回電極群
31P 平面部
31T 湾曲部
31L 境界部分
81 組電池
101 境界部スペーサ
102 端部スペーサ
103 中間部スペーサ
Claims (6)
- 平行に延在する一対の平面部と該一対の平面部の各一方端部の間及び各他方端部の間に連続して形成された一対の湾曲部とを有する扁平形捲回電極群が扁平箱形の電池缶に収容された角形電池を、複数平行に並べて各角形電池の間に冷却媒体が流される組電池であって、
互いに隣り合う角形電池の間に介在されて、前記扁平形捲回電極群の平面部と湾曲部との間の境界部分に対向する位置に配置された境界部スペーサを有することを特徴とする組電池。 - 互いに隣り合う角形電池の間に介在されて、前記電池缶の一方端部及び他方端部にそれぞれ対向する位置に配置された端部スペーサを有することを特徴とする請求項1に記載の組電池。
- 互いに隣り合う角形電池の間に介在されて、前記扁平形捲回電極群の平面部に対向する位置に配置された中間部スペーサを有することを特徴とする請求項1または2に記載の組電池。
- 前記中間部スペーサは、前記境界部スペーサと厚さが相違していることを特徴とする請求項3に記載の組電池。
- 前記中間部スペーサの方が前記境界部スペーサよりも厚さが大きいことを特徴とする請求項4に記載の組電池。
- 前記端部スペーサは、互いに隣り合う端部スペーサに連結されていることを特徴とする請求項2に記載の組電池。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013547982A JP5889333B2 (ja) | 2011-12-06 | 2011-12-06 | 組電池 |
| PCT/JP2011/078143 WO2013084290A1 (ja) | 2011-12-06 | 2011-12-06 | 組電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/078143 WO2013084290A1 (ja) | 2011-12-06 | 2011-12-06 | 組電池 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013084290A1 true WO2013084290A1 (ja) | 2013-06-13 |
Family
ID=48573697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/078143 WO2013084290A1 (ja) | 2011-12-06 | 2011-12-06 | 組電池 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5889333B2 (ja) |
| WO (1) | WO2013084290A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014032932A (ja) * | 2012-08-06 | 2014-02-20 | Panasonic Corp | 組電池 |
| JP2014107217A (ja) * | 2012-11-29 | 2014-06-09 | Toyota Motor Corp | 蓄電装置 |
| WO2015025198A1 (en) * | 2013-08-21 | 2015-02-26 | Toyota Jidosha Kabushiki Kaisha | Battery stack |
| WO2015045632A1 (ja) * | 2013-09-24 | 2015-04-02 | 日立オートモティブシステムズ株式会社 | 組電池 |
| WO2015075766A1 (ja) * | 2013-11-19 | 2015-05-28 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JP2015118917A (ja) * | 2013-11-15 | 2015-06-25 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子モジュール |
| WO2015097875A1 (ja) * | 2013-12-27 | 2015-07-02 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JP2015138753A (ja) * | 2014-01-24 | 2015-07-30 | 日立オートモティブシステムズ株式会社 | 電池モジュール |
| JP2016115486A (ja) * | 2014-12-12 | 2016-06-23 | 株式会社Gsユアサ | 蓄電装置 |
| WO2017055158A1 (en) * | 2015-10-02 | 2017-04-06 | Robert Bosch Gmbh | Elastic plates and battery cell assemblies including same |
| JPWO2015162938A1 (ja) * | 2014-04-25 | 2017-04-13 | 三洋電機株式会社 | 組電池、およびそれを備えた車両 |
| CN107887530A (zh) * | 2016-08-02 | 2018-04-06 | 罗伯特·博世有限公司 | 电池模块 |
| US10276846B2 (en) | 2015-10-02 | 2019-04-30 | Bosch Battery Systems, Llc | Elastic bladder and battery cell assemblies including same |
| JP7519403B2 (ja) | 2022-05-10 | 2024-07-19 | プライムアースEvエナジー株式会社 | 組電池 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50145427U (ja) * | 1974-05-20 | 1975-12-02 | ||
| JPH0714616A (ja) * | 1993-06-23 | 1995-01-17 | Japan Storage Battery Co Ltd | 蓄電池パック |
| JP2001196103A (ja) * | 2000-01-12 | 2001-07-19 | Matsushita Electric Ind Co Ltd | 組電池の冷却構造 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3093081B2 (ja) * | 1993-06-25 | 2000-10-03 | 富士通株式会社 | 同軸コネクタ |
| JP4701652B2 (ja) * | 2004-08-02 | 2011-06-15 | トヨタ自動車株式会社 | 組電池 |
-
2011
- 2011-12-06 WO PCT/JP2011/078143 patent/WO2013084290A1/ja active Application Filing
- 2011-12-06 JP JP2013547982A patent/JP5889333B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50145427U (ja) * | 1974-05-20 | 1975-12-02 | ||
| JPH0714616A (ja) * | 1993-06-23 | 1995-01-17 | Japan Storage Battery Co Ltd | 蓄電池パック |
| JP2001196103A (ja) * | 2000-01-12 | 2001-07-19 | Matsushita Electric Ind Co Ltd | 組電池の冷却構造 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014032932A (ja) * | 2012-08-06 | 2014-02-20 | Panasonic Corp | 組電池 |
| JP2014107217A (ja) * | 2012-11-29 | 2014-06-09 | Toyota Motor Corp | 蓄電装置 |
| DE112014003862B4 (de) | 2013-08-21 | 2024-02-08 | Toyota Jidosha Kabushiki Kaisha | Akkumulatorstapel |
| WO2015025198A1 (en) * | 2013-08-21 | 2015-02-26 | Toyota Jidosha Kabushiki Kaisha | Battery stack |
| JP2015041484A (ja) * | 2013-08-21 | 2015-03-02 | トヨタ自動車株式会社 | 組電池 |
| US9929383B2 (en) | 2013-08-21 | 2018-03-27 | Toyota Jidosha Kabushiki Kaisha | Battery stack |
| CN105474431A (zh) * | 2013-08-21 | 2016-04-06 | 丰田自动车株式会社 | 电池堆 |
| US10651442B2 (en) | 2013-09-24 | 2020-05-12 | Vehicle Energy Japan Inc. | Assembled cell |
| JP2015064959A (ja) * | 2013-09-24 | 2015-04-09 | 日立オートモティブシステムズ株式会社 | 組電池 |
| CN105518904A (zh) * | 2013-09-24 | 2016-04-20 | 日立汽车系统株式会社 | 电池组 |
| WO2015045632A1 (ja) * | 2013-09-24 | 2015-04-02 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JP2015118917A (ja) * | 2013-11-15 | 2015-06-25 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子モジュール |
| WO2015075766A1 (ja) * | 2013-11-19 | 2015-05-28 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JPWO2015075766A1 (ja) * | 2013-11-19 | 2017-03-16 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JPWO2015097875A1 (ja) * | 2013-12-27 | 2017-03-23 | 日立オートモティブシステムズ株式会社 | 組電池 |
| WO2015097875A1 (ja) * | 2013-12-27 | 2015-07-02 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JP2015138753A (ja) * | 2014-01-24 | 2015-07-30 | 日立オートモティブシステムズ株式会社 | 電池モジュール |
| US10074883B2 (en) | 2014-04-25 | 2018-09-11 | Sanyo Electric Co., Ltd. | Assembled battery and vehicle provided with same |
| JPWO2015162938A1 (ja) * | 2014-04-25 | 2017-04-13 | 三洋電機株式会社 | 組電池、およびそれを備えた車両 |
| JP2016115486A (ja) * | 2014-12-12 | 2016-06-23 | 株式会社Gsユアサ | 蓄電装置 |
| CN108140769B (zh) * | 2015-10-02 | 2021-08-31 | 罗伯特·博世有限公司 | 弹性板及包括弹性板的电池单元组件 |
| US10276846B2 (en) | 2015-10-02 | 2019-04-30 | Bosch Battery Systems, Llc | Elastic bladder and battery cell assemblies including same |
| US10355304B2 (en) | 2015-10-02 | 2019-07-16 | Robert Bosch Battery Systems GmbH | Elastic plates and battery cell assemblies including same |
| CN108140769A (zh) * | 2015-10-02 | 2018-06-08 | 罗伯特·博世有限公司 | 弹性板及包括弹性板的电池单元组件 |
| WO2017055158A1 (en) * | 2015-10-02 | 2017-04-06 | Robert Bosch Gmbh | Elastic plates and battery cell assemblies including same |
| CN107887530B (zh) * | 2016-08-02 | 2023-04-18 | 罗伯特·博世有限公司 | 电池模块 |
| CN107887530A (zh) * | 2016-08-02 | 2018-04-06 | 罗伯特·博世有限公司 | 电池模块 |
| JP7519403B2 (ja) | 2022-05-10 | 2024-07-19 | プライムアースEvエナジー株式会社 | 組電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013084290A1 (ja) | 2015-04-27 |
| JP5889333B2 (ja) | 2016-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5889333B2 (ja) | 組電池 | |
| JP6043428B2 (ja) | 角形電池及び組電池 | |
| JP6166994B2 (ja) | 組電池 | |
| JP5417241B2 (ja) | 角形リチウムイオン二次電池および角形リチウムイオン二次電池の製造方法 | |
| JP6352640B2 (ja) | 電池モジュール | |
| KR101244549B1 (ko) | 각형 전지 | |
| JP6086240B2 (ja) | 非水電解液電池およびその製造方法 | |
| JP5456542B2 (ja) | 角形二次電池および角形二次電池の製造方法 | |
| JP6198844B2 (ja) | 組電池 | |
| JP6214758B2 (ja) | 角形二次電池 | |
| CN103227311A (zh) | 密闭型二次电池 | |
| JP2014157722A (ja) | 組電池 | |
| JP2014102915A (ja) | 組電池 | |
| JP6757499B2 (ja) | 二次電池 | |
| JP5651614B2 (ja) | 角形二次電池及びモジュール | |
| JP6697685B2 (ja) | 密閉型電池および組電池 | |
| JP2012074287A (ja) | 角形二次電池 | |
| JP2015118773A (ja) | 二次電池モジュール | |
| CN108242512B (zh) | 电池组 | |
| JP6186449B2 (ja) | 組電池 | |
| JP7108319B2 (ja) | 密閉型電池、組電池及び密閉型電池の製造方法 | |
| JP7455032B2 (ja) | 電池 | |
| JP5768002B2 (ja) | 二次電池 | |
| WO2014068740A1 (ja) | 電池ユニット | |
| WO2013018196A1 (ja) | リチウムイオン二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11876904 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013547982 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11876904 Country of ref document: EP Kind code of ref document: A1 |