WO2012086489A1 - 回転ツール - Google Patents
回転ツール Download PDFInfo
- Publication number
- WO2012086489A1 WO2012086489A1 PCT/JP2011/078896 JP2011078896W WO2012086489A1 WO 2012086489 A1 WO2012086489 A1 WO 2012086489A1 JP 2011078896 W JP2011078896 W JP 2011078896W WO 2012086489 A1 WO2012086489 A1 WO 2012086489A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction stir
- stir welding
- welding tool
- hard phase
- base material
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
Definitions
- the present invention relates to a friction stir welding tool.
- the “joining portion” refers to a joining interface portion where joining of metal materials is desired by abutting metal materials or placing metal materials in an overlapping manner.
- the metal material in the vicinity of the joint interface is softened to cause plastic flow, and the joint interface disappears when the metal material is agitated, and joining is performed.
- dynamic recrystallization occurs simultaneously in the metal material, the metal material in the vicinity of the bonding interface is atomized by the dynamic recrystallization, and the metal materials can be bonded with high strength.
- the friction stir welding technique is mainly applied to non-ferrous metals such as aluminum alloys, magnesium alloys, copper alloys and the like that cause plastic flow at a relatively low temperature.
- Such a friction stir welding technique is superior to the resistance welding method in terms of the cost and time required for joining, the strength of the joined portion, and the like. For this reason, there is a need to apply the friction stir welding technique not only to materials that cause plastic flow at low temperatures, but also to steel materials that cause plastic flow at high temperatures of 1000 ° C or higher. There is.
- various processes using the friction stir welding technique are referred to as friction stir welding.
- Patent Document 1 discloses a technique for increasing the surface hardness of a surface of a friction stir welding tool by coating a portion of the surface in contact with a material to be joined with a diamond film. Yes.
- Patent Document 2 a cemented carbide or the like having a hardness higher than the hardness of the material to be joined is used as a material constituting the friction stir welding tool.
- the diamond film disclosed in Patent Document 1 and the cemented carbide disclosed in Patent Document 2 both have the advantage of high material strength, while having high thermal conductivity.
- the frictional heat generated by the rotation easily diffuses to the friction stir welding tool side, and the frictional heat is not easily conducted to the material to be joined. As a result, a great amount of time is required until plastic flow occurs after the probe portion of the friction stir welding tool is pressed against the material to be joined.
- the friction stir welding tool itself is also exposed to high temperatures during welding, plastic deformation occurs in the friction stir welding tool, and the friction stir welding tool is used as a material to be joined.
- the contact portion, particularly the shoulder portion is easily oxidized and expands. If the friction stir welding is continued in the state of being oxidized and expanded in this way, there is a problem that burrs are generated in the bonded portion and the bonding quality is deteriorated, and the oxidized portion is peeled off at a high temperature, and the shoulder portion is worn. This causes a problem that it is easy to progress.
- Friction stir welding is roughly divided into line welding (FSR: Friction Stir Welding) and point welding (spot FSW).
- FSR Friction Stir Welding
- spot FSW point welding
- a friction stir welding tool is inserted into the material to be joined and continuously joined in a state of generating frictional heat
- point welding the friction stir welding tool is inserted every 2 to 3 seconds. And intermittently joining away from the material to be joined. For this reason, in point joining, the friction stir welding tool comes into contact with air each time joining is performed, and the surface thereof is easily oxidized by being exposed to an oxidizing environment, and the tool life is significantly shortened.
- the present invention has been made in view of the above-described situation, and the object of the present invention is to make the friction stir welding tool itself less likely to become high temperature and to easily bring the material to be joined into a high temperature state.
- An object of the present invention is to provide a friction stir welding tool having excellent wear resistance and fracture resistance.
- the material used for the base material is made of cemented carbide to make it high hardness, or the base material is coated with a high hardness diamond film, and the approach of how to use a material with high hardness is used. An attempt was made to extend the life of friction stir welding tools.
- the friction stir welding tool of the present invention is used for friction stir welding, and the friction stir welding tool includes a base material, and the base material includes a first hard phase and a binder phase. And having a thermal conductivity of 45 W / m ⁇ K or less, the first hard phase is composed of WC particles, the binder phase is composed of an iron group metal, and is 8% by volume or more to the base material. It is characterized by being contained by volume% or less.
- the base material further includes a second hard phase
- the second hard phase is one or more metals selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, and W.
- a compound comprising one or more elements selected from the group consisting of nitrogen, carbon, boron, and oxygen, or a solid solution of the compound (excluding WC), the first hard phase and the second hard phase, It is preferable that the first hard phase is larger than the second hard phase in terms of volume ratio.
- the second hard phase includes at least one metal carbide selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, and W (except WC), nitride, Alternatively, it is preferably made of carbonitride.
- the base material preferably contains 5% by volume or more and less than 46% by volume of the second hard phase.
- the volume ratio of nitride and / or carbonitride in the second hard phase is preferably 30% by volume to 100% by volume.
- the average particle size of the WC particles is preferably 2 ⁇ m or less.
- the friction stir welding tool preferably includes a base material and a coating layer formed on the base material.
- the coating layer preferably has oxidation resistance of 1000 ° C. or higher. It is preferable that a base material contains the 1st hard phase of 36 volume% or more and 87 volume% or less.
- the friction stir welding tool of the present invention has the above-described configuration, so that the friction stir welding tool is unlikely to become high temperature, and the material to be joined is easily brought to a high temperature state, thereby having wear resistance and fracture resistance. It can be made excellent.
- the friction stir welding tool of the present invention is used for friction stir welding, and includes a base material, the base material includes a first hard phase and a binder phase, and 45 W / m ⁇ K.
- the first thermal phase is composed of WC particles
- the binder phase is composed of an iron group metal, and is contained in an amount of 8% by volume to 28% by volume with respect to the base material.
- the base material may contain the 2nd hard phase, another component, and an unavoidable impurity as compositions other than a 1st hard phase and a binder phase.
- the second hard phase will be described later.
- Such a tool for friction stir welding according to the present invention can be usefully used for, for example, wire welding (FSR: Friction Stir Welding) use, point joining (spot FSW) use, and the like.
- FSR Friction Stir Welding
- spot FSW point joining
- the substrate since the substrate has excellent oxidation resistance by having the above-described configuration, it can be used extremely effectively for spot FSW applications.
- FIG. 1 is a schematic cross-sectional view of the friction stir welding tool of the present invention.
- the friction stir welding tool 1 of the present invention includes a probe portion 2 having a small diameter (for example, a diameter of 2 mm to 8 mm) and a cylindrical portion 3 having a large diameter (for example, a diameter of 4 mm to 30 mm). It has the shape provided.
- the member to be bonded is bonded by rotating the probe portion 2 in a state where the probe portion 2 is inserted or pressed into the bonding portion of the material to be bonded.
- the part which contacts a to-be-joined material at the time of a joining process is called a shoulder part.
- the probe portion 2 is pressed or inserted into two materials to be joined that are laminated or line contacted, and the rotating probe portion 2 is applied to the laminated portion or the abutted portion.
- the members to be joined are joined together by moving them linearly.
- the probe part 2 by pressing the probe part 2 rotating to a desired joining location of two joined materials stacked or abutted vertically, the probe part 2 is continuously rotated at that location, thereby joining Join materials together.
- joining when joining materials to be joined using a tool for friction stir welding, joining can be performed on materials to be joined having a melting point of 1000 ° C. or higher.
- the friction stir welding tool of the present invention can be joined to a material to be joined having a melting point of 1000 ° C. or higher, which has been conventionally considered difficult to join with a friction stir welding tool.
- the friction stir welding tool 1 of the present invention can be used for various applications, it can be suitably used particularly for joining high-strength steels that have been mainly used in the resistance welding method in the past. . That is, the friction stir welding tool 1 of the present invention provides a means to replace the conventional resistance welding method in joining high-tensile steel.
- the material to be joined is joined in a solid state, and dynamic recrystallization occurs in the joining portion. Therefore, the structure becomes finer, and thus the material to be joined becomes a liquid phase during joining.
- the strength of the joint portion can be improved.
- the friction stir welding tool of the present invention can be very effectively used for joining high-strength steels having high specific strength, particularly ultra-high-strength steels of 980 MPa or more. Moreover, even when such ultra-high-strength steel is spot-joined, the friction stir welding tool is not easily damaged.
- the friction stir welding tool of the present invention as described above can be suitably used for joining materials to be joined made of high melting point materials.
- the friction stir welding tool of the present invention can also be used as a friction stir process.
- the base material used for the friction stir welding tool of the present invention includes a first hard phase composed of WC particles and a binder phase composed of an iron group metal, and has a thermal conductivity of 45 W / m ⁇ K or less. It is characterized by.
- the thermal conductivity of 45 W / m ⁇ K or less is 8% by volume or more and 28% by volume or less of the binder phase and / or Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, and W with respect to the base material.
- a compound comprising one or more metals selected from the group consisting of and one or more elements selected from the group consisting of nitrogen, carbon, boron and oxygen, or a solid solution of the compound (excluding WC).
- the average particle diameter of the WC particles constituting the first hard phase is preferably 1 ⁇ m or less, and more preferably 0.5 ⁇ m or less.
- the volume ratio of the binder phase exceeds 28% by volume, the oxidation resistance of the base material decreases, which is not preferable. If it is less than 8% by volume, the thermal conductivity of the base material exceeds 45 W / m ⁇ K. Therefore, it is against the intended purpose.
- the frictional heat generated by the rotation of the friction stir welding tool is less likely to be transmitted to the tool side, and it is easy to conduct to the workpiece and the temperature of the workpiece is increased. And plastic flow can be generated in the materials to be joined in a short time.
- the probe part of the friction stir welding tool will not be able to conduct heat up to the shoulder, making it difficult for the surface of the shoulder to oxidize, thereby improving oxidation resistance and improving the quality of the joint. Can do.
- the friction stir welding tool has a low thermal conductivity, so the amount of heat conducted to the material to be joined increases, so the joining conditions are moderated, such as reducing the number of revolutions and reducing the indentation load. Even so, it is possible to join the materials to be joined as in the conventional case, and the friction stir welding tool is less likely to be lost.
- the thermal conductivity exceeds 45 W / m ⁇ K, the frictional heat generated by the friction stir welding tool is conducted to the tool side, the material to be joined is less likely to become high temperature, and the time required for joining becomes longer.
- thermal conductivity a value calculated based on the thermal diffusivity of the friction stir welding tool obtained by measurement by the laser flash method, the specific heat, and the density is adopted.
- thermal diffusivity a value obtained by measuring a sample size of ⁇ 8 mm ⁇ 1.5 mm in thickness using a laser flash device (product name: xenon flash analyzer LFA447 (manufactured by NETZSCH)) is adopted.
- the base material of the friction stir welding tool of the present invention may contain free carbon or an abnormal phase called ⁇ phase in the structure.
- the base material contains WC particles as the first hard phase, and preferably contains 36% by volume or more and 87% by volume or less based on the base material. Thereby, the strength and toughness of the friction stir welding tool can be improved. If it is less than 36% by volume, the hardness and toughness of the friction stir welding tool will decrease, and defects will easily occur during the joining process. On the other hand, if it exceeds 87% by volume, the fracture resistance of the friction stir welding tool tends to decrease.
- the 1st hard phase contained in a base material consists of WC particles, and the binder phase which consists of an iron group metal couple
- the average particle diameter of the WC particles used for the first hard phase is preferably 2 ⁇ m or less, more preferably 0.7 ⁇ m or less, and further preferably 0.5 ⁇ m or less.
- the average particle diameter of the above WC particles is a value measured as follows. First, using a scanning electron microscope (SEM: Scanning Electron Microscope) and a wavelength dispersive X-ray analysis (EPMA: Electron Probe Micro-Analysis) attached to it, a cross section of the friction stir welding tool (with respect to the probe tip direction) Mapping of WC particles and other components in the vertical plane) is performed. Next, the number of WC particles existing on an arbitrary line segment of 20 ⁇ m in the same cross section is measured, and the total length of the region occupied by each WC particle on the same line segment is measured. Subsequently, a value obtained by dividing the total length thus measured by the number of WC particles is defined as a particle diameter of the WC particles. Then, the same measurement is performed on three line segments as the above arbitrary line segments, thereby obtaining an average value of the particle diameters of the individual WC particles, and taking the average value as the average particle diameter of the WC particles.
- SEM Scanning
- a base material contains a 2nd hard phase further.
- This 2nd hard phase is contained in a base material with a 1st hard phase, Comprising: It consists of a composition which shows heat insulation.
- the second hard phase is composed of one or more metals selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, and W, and nitrogen, carbon, boron, and oxygen.
- Such a second hard phase is composed of one or more metal carbides selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, and W (except WC), nitrides Or carbonitride. This is because these compounds are particularly excellent in oxidation resistance. Examples of such compounds include (Ti 1-x Al x ), (Ti 1-x Cr x ), (Ti 1-x Mo x ), (Ti 1-x Zr x ), (Ti 1-x Hf x ), or (Ti 1-x Nb x ) carbide, oxide, or carbonitride (wherein x is an arbitrary number of 1 or less), etc. (including those further containing B, Cr, etc.) Can be exemplified as a suitable composition thereof. In the above, the atomic ratio of oxygen and carbon is not particularly limited, and any conventionally known atomic ratio can be adopted.
- the second hard phase is TiCN, TiN, MoC, TaC, NbC, ZrC, TiTaC, TaNbC, CrC, TiSiN, TiSiCN, TiHfN, TiNbC, TiAlN, TiAlCrN, TiAlSiN, TiAlSiCrN, TiBN, TiAlBN, TiB TiAlBCN, TiSiBCN, TiTaWC, WTiC, WTiTaCN, WTiNbCN and the like.
- a conventionally known atomic ratio can be arbitrarily selected.
- the volume ratio of nitride and / or carbonitride occupying the second hard phase is preferably 30% by volume or more and 100% by volume or less.
- the oxidation resistance of the friction stir welding tool is improved, so that the friction stir welding tool is less likely to be damaged.
- the side surface of the shoulder part of a base material oxidizes and expand
- nitride and / or carbonitride contained in the second hard phase include TiN, ZrN, NbCN, TiCN, WTiC, WTiTaCN, and WTiNbCN.
- a conventionally known atomic ratio can be arbitrarily selected.
- the base material includes the first hard phase and the second hard phase as described above, and the composition ratio of the first hard phase and the second hard phase is the volume ratio of the first hard phase. It is preferred that the phase be larger than the second hard phase. That is, it is preferable to include the second hard phase at a volume ratio smaller than the volume ratio of the first hard phase.
- the thermal conductivity of the friction stir welding tool can be lowered, and thus the wear resistance of the friction stir welding tool and The fracture resistance can be improved.
- the component ratio of the first hard phase is equal to or less than the volume ratio of the second hard phase, the fracture resistance of the friction stir welding tool is lowered.
- the base material contains a second hard phase of 5% by volume or more and less than 46% by volume.
- thermal conductivity can be 45 W / m * K or less. If it is less than 5% by volume, the effect of improving the oxidation resistance cannot be obtained sufficiently, and the thermal conductivity tends to exceed 45 W / m ⁇ K.
- the binder phase is included in the base material for bonding the first hard phases, the second hard phases, or the first hard phase and the second hard phase.
- a binder phase may be anything as long as it is made of an iron group metal.
- Co is preferably used as the binder phase for bonding the first hard phases, and Ni is preferable as the bond phase for bonding the second hard phases.
- Each composition ratio in the case of using Co and Ni as the binder phase can be arbitrarily changed.
- the material used as the binder phase is not limited to Co and Ni. Fe can be used, and the elements constituting the first hard phase and the second hard phase may be dissolved.
- Such a binder phase preferably contains 8% by volume or more and 28% by volume or less based on the base material. If the binder phase is less than 8% by volume, the strength may be insufficient, which is not preferable. If it exceeds 28% by volume, the volume ratio of the first hard phase or the second hard phase is relatively reduced, and the hardness and Various characteristics such as plastic deformation resistance may not be sufficiently obtained.
- a coating layer may be provided on the base material of the friction stir welding tool 1 of the present invention.
- the coating layer may be composed of only one layer having a single composition, or may be composed of two or more layers having different compositions. By providing such a coating layer, it is possible to impart an effect of improving various characteristics such as wear resistance, oxidation resistance, toughness, and coloring property for identifying used probes.
- the coating layer is preferably formed so as to cover the entire surface of the base material, but a part of the base material is not covered with the coating layer, or the coating layer is formed in any part on the base material. The configuration may be different. Moreover, you may coat
- a material constituting the coating layer a material having a thermal expansion coefficient of 7 ⁇ 10 ⁇ 6 or more and 9 ⁇ 10 ⁇ 6 or less is preferably used, and Ti, Al, Cr, Si, Hf, Zr, More preferably, it is made of a nitride of one or more metals selected from the group consisting of Mo, Nb, Ta, V, and W.
- the coating layer preferably has oxidation resistance of 1000 ° C. or higher.
- “having oxidation resistance of 1000 ° C. or higher” means that the coating layer is evaluated in the atmosphere using a thermal analysis-differential thermogravimetric simultaneous measurement (TG / DTA: Thermogravimetry / Differential Thermal Analysis) apparatus, It means that the temperature at which the weight increase occurred is 1000 ° C. or higher.
- Preferable examples of the composition constituting the coating layer having such oxidation resistance include AlTiSiN, AlCrN, TiZrSiN, CrTaN, HfWSiN, and CrAlN.
- the coating layer of the present invention is preferably formed by physical vapor deposition (PVD method).
- PVD method physical vapor deposition
- This is preferably a film forming process capable of forming a compound having high crystallinity in order to form the coating layer of the present invention on the substrate surface.
- Physical vapor deposition methods include, for example, sputtering method, ion plating method, etc.
- sputtering method ion plating method
- Examples 1 to 18, Comparative Examples 1 and 2 a mixed powder was obtained by mixing the WC particles constituting the first hard phase, the material constituting the second hard phase, and the material constituting the binder phase in the volume ratio shown in Table 1 below.
- the WC particles WC particles having an average particle diameter of 0.1 ⁇ m, 0.3 ⁇ m, 0.5 ⁇ m, 0.7 ⁇ m, and 2 ⁇ m were used.
- Example 1 and Comparative Examples 1 and 2 only the WC particles constituting the first hard phase were used, and the materials constituting the second hard phase were not mixed.
- the sintered compact raw material was filled in a cemented carbide mold and uniaxially pressed at a pressure of 100 MPa to obtain a pressure molded body.
- This press-molded body was sintered in a vacuum at a temperature of 1450 ° C. for 1 hour.
- the tool for friction stir welding of each Example was produced by performing the hot isostatic pressing (HIP: Hot Isostatic Pressing) process for 1 hour on 1400 degreeC and 1000 atm conditions.
- HIP Hot Isostatic Pressing
- the friction stir welding tool produced as described above has a shape as shown in FIG. 1, a substantially cylindrical cylindrical portion 3 having a diameter of 8 mm and a height of 30 mm, and a central portion of the tip of the cylindrical portion 3.
- the probe unit 2 has a cylindrical portion 3 and a concentrically protruding probe portion 2, and the probe portion 2 has a substantially cylindrical shape with a diameter of 4 mm and a height of 1 mm.
- Example 6 the composition and method of Example 6 were the same as those of Example 7 except that the average particle diameter of WC particles was different from that of the friction stir welding tool of Example 7 as shown in Table 1. 8-10 friction stir welding tools were prepared.
- Example 12 was produced in the same manner as in Example 15 except that the friction stir welding tool of Example 15 was different in that 2% by volume of 10% by volume of Co was replaced with Ni.
- Example 1 the thermal conductivity was 45 W / m ⁇ K or less by increasing the amount of Co to 28% by volume and reducing the average particle diameter of WC particles to 0.1 ⁇ m.
- the friction stir welding tools of Examples 1 to 18 of the present invention produced in this way include a base material, the base material includes a first hard phase and a binder phase, and 45 W / m ⁇ K.
- the first hard phase is composed of WC particles
- the binder phase is composed of an iron group metal, and is contained in an amount of 8% by volume to 28% by volume with respect to the base material.
- the friction stir welding tool of each example and each comparative example obtained above was mirror-polished, and the crystal structure constituting the friction stir welding tool in an arbitrary region was scanned with a scanning electron microscope (SEM). Take a photo at 10000x, and use the attached wavelength dispersive X-ray analysis (EPMA: Electron Probe Micro-Analysis) in the cross section of the friction stir welding tool (surface perpendicular to the probe tip direction) WC particles and carbides, carbonitrides, and nitrides of the second hard phase, and components of the binder phase were mapped.
- SEM scanning electron microscope
- the WC particles and the carbides, carbonitrides, and nitrides of the second hard phase, and the binder phase are identified using image processing software while confirming the components,
- the total area of each of the WC particles, carbides, carbonitrides and nitrides of the second hard phase, and the binder phase in the photograph is calculated, and the WC particles and second hard occupying the friction stir welding tool in the photograph.
- the percentage of each ratio of the phase and the binder phase was calculated.
- the blending ratio of the raw materials described above and the volume ratio of the respective compositions constituting the finally obtained friction stir welding tool could be regarded as the same.
- the number of WC particles existing on an arbitrary line segment of 20 ⁇ m was measured, and the total length of the region occupied by each WC particle on the same line segment was measured.
- the WC particles were identified by discriminating elements by EPMA.
- the value obtained by dividing the total length thus measured by the number of WC particles is used as the particle diameter of the WC particles, and the same measurement is performed on the three line segments as the above arbitrary line segments. Average particle size was obtained.
- thermal diffusivity of the friction stir welding tool of each of the above Examples and Comparative Examples was calculated based on the thermal diffusivity obtained by measurement by the laser flash method, the specific heat and the density, and Table 1 It is shown in the column of “thermal conductivity”.
- the value of the thermal diffusivity was obtained by measuring a sample having a measurement sample size of ⁇ 8 mm ⁇ thickness 1.5 mm using a laser flash device (xenon flash analyzer LFA447 (manufactured by NETZSCH)).
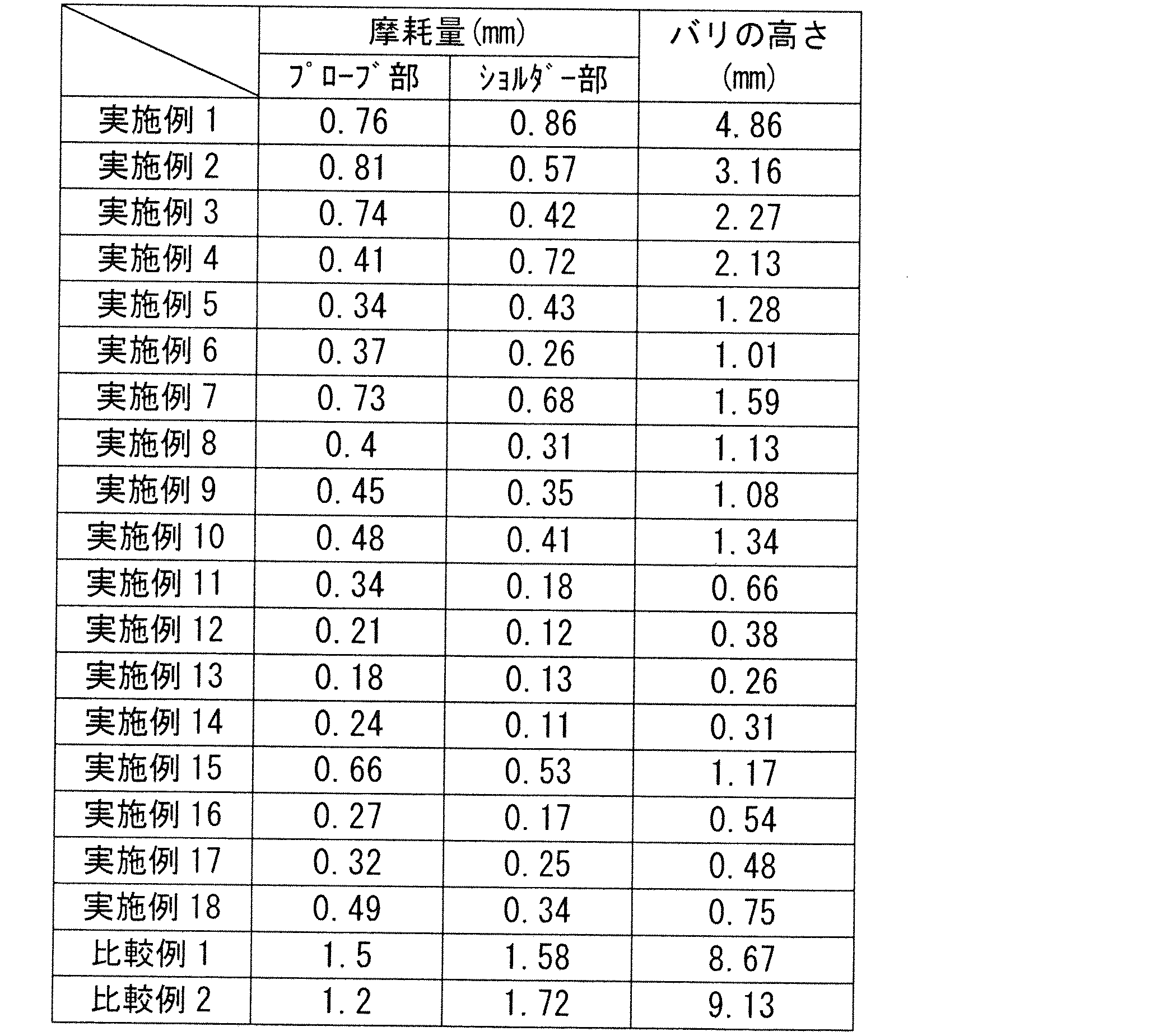
- the friction stir welding tool according to the present invention of Examples 1 to 18 has less wear on the probe part and the shoulder part than the friction stir welding tool of Comparative Examples 1 and 2 Therefore, it became clear that the wear resistance of the friction stir welding tool was improved.
- the friction stir welding tool according to the present invention of Examples 1 to 18 has a lower burr height than the friction stir welding tool of Comparative Examples 1 and 2, so the welding quality of the friction stir welding tool is low. It became clear that it improved.
- the friction stir welding tool of Example 3 had a reduced thermal conductivity due to an increase in the content of the second hard phase, and was excellent in wear resistance and bonding quality of the shoulder portion. On the other hand, since the content of WC particles was reduced, the wear amount of the probe portion was increased.
- the thermal conductivity was lowered by increasing the Co content, and the probe part was excellent in wear resistance.
- the volume ratio of the second hard phase is small, the wear resistance and the joint quality of the shoulder portion are not so improved.
- the friction stir welding tool of Example 5 can improve the wear resistance and joining quality of the shoulder portion by increasing the second hard phase to 5% by volume as compared with that of Example 4. It was.
- the second hard phase is made of nitride and / or carbonitride, so that the wear resistance and joining quality of the shoulder portion can be improved. It was. It was found that the higher the ratio of nitride and / or carbonitride, the lower the burr height and the better the bonding quality.
- the tools for friction stir welding in Examples 6 and 8 to 10 are the same as those in Example 7 except that the average particle diameters of the WC particles are different from each other. From this result, it was found that the smaller the average particle diameter of the WC particles, the lower the thermal conductivity, thereby improving the wear resistance and the bonding quality.
- Example 14 and 16 to 18 are the same as Example 15 except that the average particle diameters of the WC particles are different. From this result, it was found that the smaller the average particle diameter of the WC particles, the lower the thermal conductivity, thereby improving the wear resistance and the bonding quality.
- the reason why the wear resistance and the bonding quality of the friction stir welding tool of Comparative Example 1 are not excellent is considered to be that the thermal conductivity is increased due to the low Co content.
- the reason why the wear resistance and the bonding quality of the friction stir welding tool of Comparative Example 2 are not excellent is considered to be that the oxidation of the shoulder portion became intense due to the large Co content.
- Example 19 The base material of the friction stir welding tool of Example 15 is coated with a coating layer made of Al 0.6 Ti 0.35 Si 0.05 N at a thickness of 3 ⁇ m by using a physical vapor deposition method, whereby the friction stir welding of this example is performed. A tool was made.
- the coating layer made of Al 0.6 Ti 0.35 Si 0.05 N has an oxidation start temperature of 1130 ° C.
- Example 20 A friction stir welding tool of this example was produced in the same manner as in Example 19 except that the composition of the coating layer in Example 19 was changed to a coating layer made of Ti 0.5 Al 0.5 N.
- the coating layer made of Ti 0.5 Al 0.5 N has an oxidation start temperature of 970 ° C.
- Example 19 since the coating layer of Example 19 is higher than the oxidation start temperature of the coating layer of Example 20 and the oxidation start temperature exceeds 1000 ° C., the tool of Example 19 is more than the tool of Example 20. Excellent wear resistance. On the other hand, since the oxidation start temperature of the coating layer of Example 20 was lower than 1000 ° C., Example 20 was inferior in wear resistance to the friction stir welding tool of Example 19.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Description
<摩擦攪拌接合用ツール>
本発明の摩擦攪拌接合用ツールは、摩擦攪拌接合加工に使用するものであって、基材を含み、該基材は、第1硬質相と、結合相とを含み、かつ45W/m・K以下の熱伝導率であり、該第1硬質相は、WC粒子からなり、結合相は、鉄族金属からなり、かつ基材に対し、8体積%以上28体積%以下含まれることを特徴とする。なお、基材は、第1硬質相および結合相以外の組成として、第2硬質相、他の成分および不可避不純物を含んでいてもよい。なお、第2硬質相に関しては後述する。
本発明の摩擦攪拌接合用ツールに用いられる基材は、WC粒子からなる第1硬質相と、鉄族金属からなる結合相とを含み、かつ45W/m・K以下の熱伝導率であることを特徴とする。45W/m・K以下の熱伝導率は、基材に対し、8体積%以上28体積%以下の結合相、および/またはTi、Zr、Hf、V、Nb、Ta、Cr、Mo、およびWからなる群より選ばれた一種以上の金属と、窒素、炭素、硼素、および酸素からなる群より選ばれる一種以上の元素とからなる化合物、または該化合物の固溶体(ただし、WCを除く)からなる第2硬質相を含むことによって達成することができる。特に、第1硬質相を構成するWC粒子の平均粒子径は、1μm以下であることが好ましく、より好ましくは0.5μm以下である。一方、結合相の体積比率が28体積%を超えると、基材の耐酸化性が低下するため好ましくなく、8体積%未満であると、基材の熱伝導率が45W/m・Kを超えるため、所期の目的に反する。
本発明において、基材に含まれる第1硬質相は、WC粒子からなるものであり、鉄族金属からなる結合相がWC粒子同士を結合してなるものである。第1硬質相に用いるWC粒子の平均粒子径は、2μm以下であることが好ましく、0.7μm以下であることがより好ましく、さらに好ましくは0.5μm以下である。このようにWC粒子の平均粒子径を小さくすることにより、WC粒子同士の接触面積およびWC粒子とCoとの接触面積が増加し、もって基材の熱伝導率を低下させることができる。これにより、ショルダー部の耐摩耗性および接合品質を向上させることができる。
本発明において、基材は、さらに第2硬質相を含むことが好ましい。該第2硬質相は、第1硬質相とともに基材に含まれるものであって、断熱性を示す組成からなるものである。このような第2硬質相は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、およびWからなる群より選ばれた一種以上の金属と、窒素、炭素、硼素、および酸素からなる群より選ばれる一種以上の元素とからなる化合物、または該化合物の固溶体(ただし、WCを除く)からなるものである。これらの化合物またはその固溶体は、断熱性に優れるため、基材に含まれることにより、基材の熱伝導率を低下させることができる。
本発明において、基材は、上述のように第1硬質相と第2硬質相とを含み、かつ、第1硬質相と第2硬質相との構成比は、体積比率にして、第1硬質相が第2硬質相より大きくなることが好ましい。すなわち、第1硬質相の体積比率よりも少ない体積比率で第2硬質相を含むことが好ましい。上記の組成からなる第2硬質相を第1硬質相の体積比率よりも少なく含むことにより、摩擦攪拌接合用ツールの熱伝導率を下げることができ、もって摩擦攪拌接合用ツールの耐摩耗性および耐欠損性を向上させることができる。一方、第1硬質相の構成比率が、体積比率にして、第2硬質相よりも同等以下であると、摩擦攪拌接合用ツールの耐欠損性が低下する。
本発明において、結合相は、第1硬質相同士、第2硬質相同士、または第1硬質相と第2硬質相を結合するために基材に含むものである。このような結合相は、鉄族金属からなるものであればいかなるものであってもよい。第1硬質相同士を結合する結合相としてはCoを用いることが好ましく、第2硬質相同士を結合する結合相としてはNiが好ましい。結合相としてCoとNiを用いる場合の各組成比は、任意に変更することができる。なお、結合相として用いる材料は、CoおよびNiのみに限られるものではなく、Feを用いることができる他、第1硬質相、第2硬質相を構成する元素を固溶していてもよい。かかる結合相は、基材に対し、8体積%以上28体積%以下を含むことが好ましい。結合相が8体積%未満であると、強度が不足する場合があるため好ましくなく、28体積%を超えると、第1硬質相または第2硬質相の体積比率が相対的に低下し、硬度および耐塑性変形性等の諸特性を十分に得られない場合がある。
本発明の摩擦攪拌接合用ツール1の基材上に、被覆層を備えていてもよい。ここでの被覆層とは、単一組成の1層のみから構成されていてもよいし、互いに組成の異なる2以上の層によって構成されていてもよい。このような被覆層を備えることにより、耐摩耗性、耐酸化性、靭性、使用済みプローブの識別のための色付性等の諸特性を向上させる作用を付与することができる。また、被覆層は、基材の全面を覆うようにして形成されていることが好ましいが、基材の一部が被覆層により覆われていなかったり、基材上のいずれかの部分において被覆層の構成が異なっていてもよい。また、酸化が最も著しい、ショルダー部のみを被覆してもよい。
まず、第1硬質相を構成するWC粒子と、第2硬質相を構成する材料と、結合相を構成する材料とを、下記の表1に示す体積比率で混合することにより混合粉末を得た。ここで、WC粒子としては、平均粒子径が0.1μm、0.3μm、0.5μm、0.7μm、2μmのWC粒子を用いた。なお、実施例1および比較例1~2においては、第1硬質相を構成するWC粒子のみを用い、第2硬質相を構成する材料は混合しなかった。

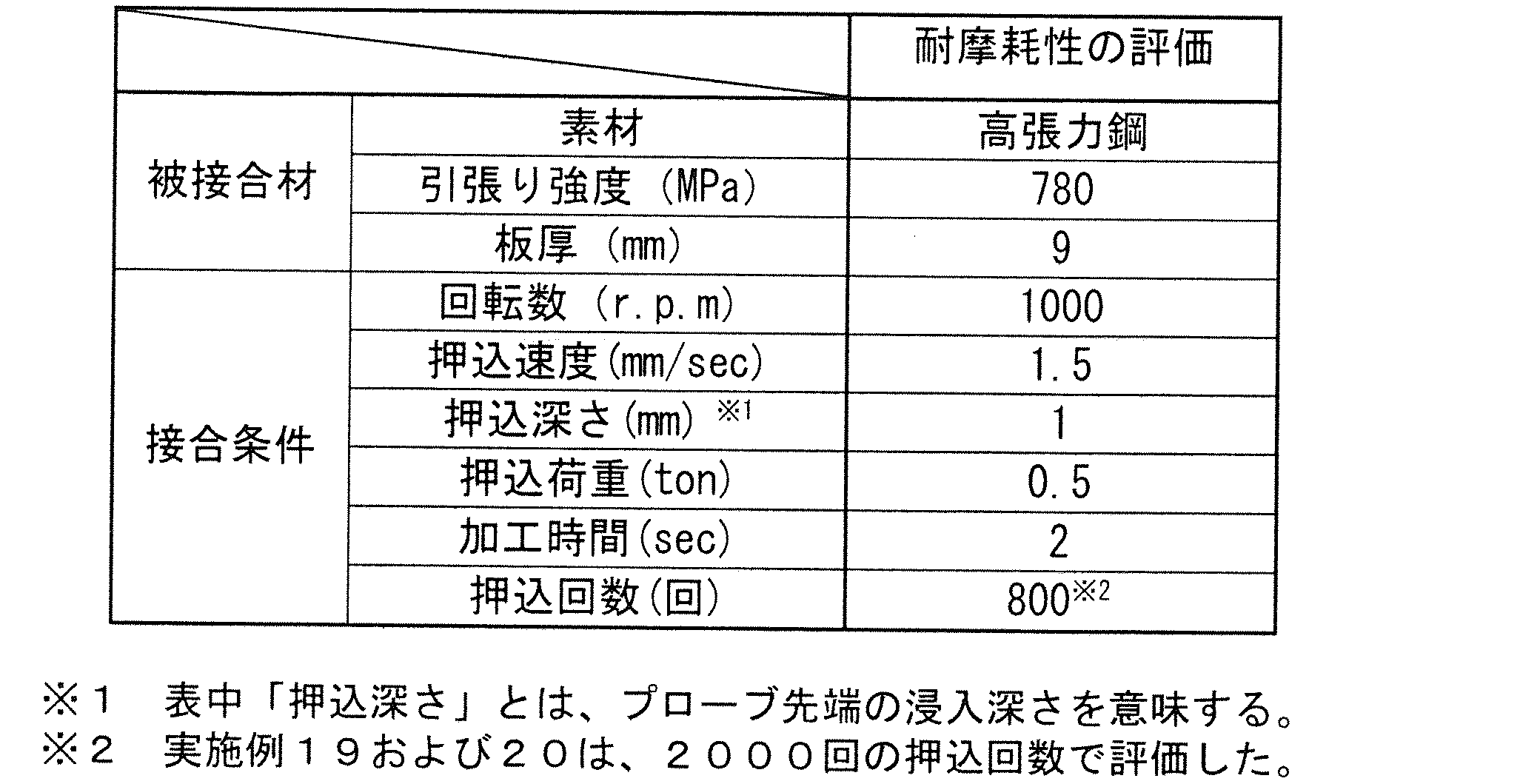
上記で作製した各実施例および各比較例の摩擦攪拌接合用ツールのそれぞれについて、下記の表2に示す条件による点接合(スポットFSW)を800スポット行なった。
実施例15の摩擦攪拌接合用ツールの基材に対し、Al0.6Ti0.35Si0.05Nからなる被覆層を3μmの厚みで物理的蒸着法を用いて被覆することにより、本実施例の摩擦攪拌接合用ツールを作製した。ここで、Al0.6Ti0.35Si0.05Nからなる被覆層は、酸化開始温度が1130℃のものである。
実施例19における被覆層の組成を、Ti0.5Al0.5Nからなる被覆層に代えたことが異なる他は、実施例19と同様の方法によって、本実施例の摩擦攪拌接合用ツールを作製した。ここで、Ti0.5Al0.5Nからなる被覆層は、酸化開始温度が970℃のものである。

Claims (10)
- 摩擦攪拌接合加工に使用する摩擦攪拌接合用ツールであって、
前記摩擦攪拌接合用ツールは、基材を含み、
前記基材は、第1硬質相と、結合相とを含み、かつ45W/m・K以下の熱伝導率であり、
前記第1硬質相は、WC粒子からなり、
前記結合相は、鉄族金属からなり、かつ前記基材に対し、8体積%以上28体積%以下含まれる、摩擦攪拌接合用ツール。 - 前記基材は、さらに第2硬質相を含み、
前記第2硬質相は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、およびWからなる群より選ばれた1種以上の金属と、窒素、炭素、硼素、および酸素からなる群より選ばれる一種以上の元素とからなる化合物、または該化合物の固溶体(ただし、WCを除く)からなり、
前記第1硬質相と前記第2硬質相との構成比は、体積比率にして、前記第1硬質相が前記第2硬質相より大きくなる、請求項1に記載の摩擦攪拌接合用ツール。 - 前記第2硬質相は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、およびWからなる群より選ばれた1種以上の金属の炭化物(ただし、WCを除く)、窒化物、または炭窒化物からなる、請求項2に記載の摩擦攪拌接合用ツール。
- 前記基材は、5体積%以上46体積%未満の第2硬質相を含む、請求項2に記載の摩擦攪拌接合用ツール。
- 前記第2硬質相は、前記第2硬質相に占める窒化物および/または炭窒化物の体積比率が30体積%以上100体積%以下である、請求項2に記載の摩擦攪拌接合用ツール。
- 前記WC粒子の平均粒子径は、2μm以下である、請求項1に記載の摩擦攪拌接合用ツール。
- 前記摩擦攪拌接合用ツールを用いた摩擦攪拌接合加工が、点接合である、請求項1に記載の摩擦攪拌接合用ツール。
- 前記摩擦攪拌接合用ツールは、前記基材と、該基材上に形成された被覆層とを備える、請求項1に記載の摩擦攪拌接合用ツール。
- 前記被覆層は、1000℃以上の耐酸化性を有する、請求項8に記載の摩擦攪拌接合用ツール。
- 前記基材は、36体積%以上87体積%以下の第1硬質相を含む、請求項1に記載の摩擦攪拌接合用ツール。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11850199.8A EP2656959A4 (en) | 2010-12-22 | 2011-12-14 | Rotating tool |
| US13/995,355 US8833633B2 (en) | 2010-12-22 | 2011-12-14 | Rotary tool |
| JP2012549748A JPWO2012086489A1 (ja) | 2010-12-22 | 2011-12-14 | 回転ツール |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010285914 | 2010-12-22 | ||
| JP2010-285914 | 2010-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012086489A1 true WO2012086489A1 (ja) | 2012-06-28 |
Family
ID=46313765
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/078896 WO2012086489A1 (ja) | 2010-12-22 | 2011-12-14 | 回転ツール |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8833633B2 (ja) |
| EP (1) | EP2656959A4 (ja) |
| JP (1) | JPWO2012086489A1 (ja) |
| WO (1) | WO2012086489A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9440288B2 (en) | 2012-11-05 | 2016-09-13 | Fluor Technologies Corporation | FSW tool with graduated composition change |
| CN106493467A (zh) * | 2016-12-26 | 2017-03-15 | 重庆派馨特机电有限公司 | 一种搅拌头用抗热疲劳材料 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013000773A (ja) * | 2011-06-16 | 2013-01-07 | Sumitomo Electric Ind Ltd | 被覆回転ツール |
| WO2013129321A1 (ja) * | 2012-02-29 | 2013-09-06 | 住友電気工業株式会社 | 被覆回転ツールおよびその製造方法 |
| US20140299651A1 (en) * | 2013-03-12 | 2014-10-09 | Edison Welding Institute | Molybdenum-based friction stir welding tools |
| WO2015182497A1 (ja) * | 2014-05-30 | 2015-12-03 | 株式会社アライドマテリアル | タングステン耐熱合金、摩擦攪拌接合工具、および製造方法 |
| CN109890550B (zh) * | 2016-08-09 | 2022-01-04 | 国立大学法人大阪大学 | 氮化硅烧结体制搅拌摩擦焊工具构件以及使用该工具构件的搅拌摩擦焊装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07505090A (ja) | 1991-12-06 | 1995-06-08 | ザ ウェルディング インスティテュート | 摩擦溶接方法 |
| JP2001314983A (ja) | 2000-04-28 | 2001-11-13 | Mazda Motor Corp | 接合方法及び接合装置 |
| JP2003507578A (ja) * | 1999-08-23 | 2003-02-25 | ケンナメタル インコ−ポレイテツド | 低熱伝導性硬質金属 |
| JP2003326372A (ja) | 2002-05-10 | 2003-11-18 | Nachi Fujikoshi Corp | 摩擦攪拌接合用ツール |
| JP2004195480A (ja) * | 2002-12-16 | 2004-07-15 | Furuya Kinzoku:Kk | 薄板の接合方法 |
| WO2009062216A1 (de) * | 2007-11-16 | 2009-05-22 | Boehlerit Gmbh & Co.Kg. | REIBRÜHRSCHWEIßWERKZEUG |
| JP2009543696A (ja) * | 2006-01-31 | 2009-12-10 | ワールドワイド ストラテジー ホールディングス リミテッド | 高性能摩擦撹拌接合ツール |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58104174A (ja) | 1981-12-15 | 1983-06-21 | Hitachi Metals Ltd | 被覆超硬合金 |
| US5697994A (en) | 1995-05-15 | 1997-12-16 | Smith International, Inc. | PCD or PCBN cutting tools for woodworking applications |
| CN1075125C (zh) * | 1996-12-16 | 2001-11-21 | 住友电气工业株式会社 | 硬质合金、其制造方法及硬质合金工具 |
| IL130803A (en) * | 1997-11-06 | 2002-12-01 | Sumitomo Electric Industries | Coated carbide cutting tool |
| AU2001261365A1 (en) * | 2000-05-08 | 2001-11-20 | Brigham Young University | Friction stir weldin of metal matrix composites, ferrous alloys, non-ferrous alloys, and superalloys using superabrasive tool |
| JP2002356734A (ja) | 2001-05-30 | 2002-12-13 | Kyocera Corp | 超硬合金およびそれを用いた切削工具 |
| SE527348C2 (sv) | 2003-10-23 | 2006-02-14 | Sandvik Intellectual Property | Sätt att tillverka en hårdmetall |
| JP2005152909A (ja) | 2003-11-21 | 2005-06-16 | Mitsubishi Heavy Ind Ltd | 回転ツール及び摩擦撹拌接合装置及び摩擦撹拌接合方法 |
| JP4375665B2 (ja) | 2004-01-13 | 2009-12-02 | ダイジ▲ェ▼ット工業株式会社 | 摩擦攪拌接合用ツール |
| US20060049234A1 (en) | 2004-05-21 | 2006-03-09 | Flak Richard A | Friction stirring and its application to drill bits, oil field and mining tools, and components in other industrial applications |
| JP2006115119A (ja) * | 2004-10-13 | 2006-04-27 | Nec Corp | Cdma移動通信システムにおけるハンドオーバ方法 |
| US7857188B2 (en) * | 2005-03-15 | 2010-12-28 | Worldwide Strategy Holding Limited | High-performance friction stir welding tools |
| JP2009525181A (ja) * | 2006-01-31 | 2009-07-09 | エスアイアイ・メガダイアモンド・インコーポレーテッド | 摩擦撹拌のための熱的に強化された工具 |
| JP5055814B2 (ja) | 2006-04-13 | 2012-10-24 | マツダ株式会社 | 接合方法及び接合装置 |
| GB0616571D0 (en) * | 2006-08-21 | 2006-09-27 | H C Stark Ltd | Refractory metal tooling for friction stir welding |
| JP5213326B2 (ja) * | 2006-11-28 | 2013-06-19 | 京セラ株式会社 | サーメット |
| EP2210692A1 (en) * | 2007-09-14 | 2010-07-28 | Sumitomo Electric Industries, Ltd. | Composite material and coated cutting tool |
| US8361178B2 (en) * | 2008-04-21 | 2013-01-29 | Smith International, Inc. | Tungsten rhenium compounds and composites and methods for forming the same |
| US8241556B2 (en) * | 2008-08-11 | 2012-08-14 | Megastir Technologies Llc | Rotary holding device for gripping tool material at elevated temperatures through multiple collar assembly |
| CN102170991A (zh) * | 2008-08-14 | 2011-08-31 | 史密斯运输股份有限公司 | 采用摩擦搅拌处理加工管道的环形加硬接头的方法 |
| JP2010110197A (ja) * | 2008-09-30 | 2010-05-13 | Yamaha Motor Co Ltd | 電線の止水構造および船舶用推進機 |
| JP5371102B2 (ja) * | 2009-08-10 | 2013-12-18 | 地方独立行政法人 大阪市立工業研究所 | 超硬合金の改質方法および該方法によって改質された超硬合金 |
| JP2011062742A (ja) * | 2009-09-18 | 2011-03-31 | Sumitomo Electric Ind Ltd | 回転工具 |
| EP2514552A4 (en) * | 2009-12-17 | 2017-04-05 | Sumitomo Electric Industries, Ltd. | Coated rotary tool |
| CA2792533C (en) * | 2010-03-12 | 2017-08-15 | Sumitomo Electric Hardmetal Corp. | Tool made of cubic boron nitride sintered body |
| JP2012139696A (ja) * | 2010-12-28 | 2012-07-26 | Sumitomo Electric Ind Ltd | 回転ツール |
| EP2591874B1 (en) * | 2011-11-11 | 2018-05-16 | Sandvik Intellectual Property AB | Friction stir welding tool made of cemented tungsten carbid with Nickel and with a Al2O3 surface coating |
-
2011
- 2011-12-14 JP JP2012549748A patent/JPWO2012086489A1/ja active Pending
- 2011-12-14 EP EP11850199.8A patent/EP2656959A4/en not_active Withdrawn
- 2011-12-14 WO PCT/JP2011/078896 patent/WO2012086489A1/ja active Application Filing
- 2011-12-14 US US13/995,355 patent/US8833633B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07505090A (ja) | 1991-12-06 | 1995-06-08 | ザ ウェルディング インスティテュート | 摩擦溶接方法 |
| JP2003507578A (ja) * | 1999-08-23 | 2003-02-25 | ケンナメタル インコ−ポレイテツド | 低熱伝導性硬質金属 |
| JP2001314983A (ja) | 2000-04-28 | 2001-11-13 | Mazda Motor Corp | 接合方法及び接合装置 |
| JP2003326372A (ja) | 2002-05-10 | 2003-11-18 | Nachi Fujikoshi Corp | 摩擦攪拌接合用ツール |
| JP2004195480A (ja) * | 2002-12-16 | 2004-07-15 | Furuya Kinzoku:Kk | 薄板の接合方法 |
| JP2009543696A (ja) * | 2006-01-31 | 2009-12-10 | ワールドワイド ストラテジー ホールディングス リミテッド | 高性能摩擦撹拌接合ツール |
| WO2009062216A1 (de) * | 2007-11-16 | 2009-05-22 | Boehlerit Gmbh & Co.Kg. | REIBRÜHRSCHWEIßWERKZEUG |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2656959A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9440288B2 (en) | 2012-11-05 | 2016-09-13 | Fluor Technologies Corporation | FSW tool with graduated composition change |
| US10286481B2 (en) | 2012-11-05 | 2019-05-14 | Fluor Technologies Corporation | FSW tool with graduated composition change |
| CN106493467A (zh) * | 2016-12-26 | 2017-03-15 | 重庆派馨特机电有限公司 | 一种搅拌头用抗热疲劳材料 |
| CN106493467B (zh) * | 2016-12-26 | 2018-11-30 | 重庆派馨特机电有限公司 | 一种搅拌头用抗热疲劳材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2656959A1 (en) | 2013-10-30 |
| EP2656959A4 (en) | 2017-07-26 |
| JPWO2012086489A1 (ja) | 2014-05-22 |
| US20130341376A1 (en) | 2013-12-26 |
| US8833633B2 (en) | 2014-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012086488A1 (ja) | 回転ツール | |
| WO2012086489A1 (ja) | 回転ツール | |
| WO2012086490A1 (ja) | 回転ツール | |
| WO2012091011A1 (ja) | 回転ツール | |
| US8978957B2 (en) | Coated rotary tool | |
| JP6139545B2 (ja) | ニッケルを含みかつal203表面コーティングを有する超硬炭化タングステンから作られる摩擦撹拌接合工具 | |
| EP2722126B1 (en) | Coated rotating tool | |
| JP6740862B2 (ja) | 硬質材料および摩擦撹拌接合用ツール | |
| JP2012139695A (ja) | 被覆回転ツール | |
| JP5708105B2 (ja) | 回転ツール | |
| JP2015107525A (ja) | 回転ツール | |
| JP6036795B2 (ja) | 回転ツール | |
| JP6039004B2 (ja) | 回転ツール | |
| JP6578532B2 (ja) | 被覆層を有する耐熱合金製工具および加工装置 | |
| JP2012166219A (ja) | 回転ツール | |
| JP2019183201A (ja) | 焼結体および回転ツール | |
| JP2012139694A (ja) | 被覆回転ツール | |
| JP2012166220A (ja) | 回転ツール | |
| JP2016055350A (ja) | 被覆回転ツール | |
| JP2015131347A (ja) | 回転ツール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11850199 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012549748 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13995355 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011850199 Country of ref document: EP |