WO2012014713A1 - 非晶性熱融着性繊維、繊維構造体および耐熱性成形体 - Google Patents
非晶性熱融着性繊維、繊維構造体および耐熱性成形体 Download PDFInfo
- Publication number
- WO2012014713A1 WO2012014713A1 PCT/JP2011/066335 JP2011066335W WO2012014713A1 WO 2012014713 A1 WO2012014713 A1 WO 2012014713A1 JP 2011066335 W JP2011066335 W JP 2011066335W WO 2012014713 A1 WO2012014713 A1 WO 2012014713A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- amorphous
- fiber
- heat
- glass transition
- transition temperature
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/84—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from copolyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08L79/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/74—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/88—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds
- D01F6/92—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds of polyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/88—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds
- D01F6/94—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds of other polycondensation products
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/542—Adhesive fibres
- D04H1/55—Polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/14—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensates of cyclic compounds, e.g. polyimides, polybenzimidazoles
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
Definitions
- the present invention comprises an amorphous heat-fusible fiber having excellent heat resistance, flame retardancy, and dimensional stability, a fiber structure containing the fiber, and a fiber structure containing the fiber.
- the present invention relates to a heat resistant molded body. Especially for applications where there are many opportunities to be exposed to high temperature environments in the fields of general industrial materials, electrical and electronic materials, agricultural materials, optical materials, aircraft, automobile and marine materials, apparel, etc.
- the present invention relates to an amorphous heat-fusible fiber that can be used effectively, a fiber structure containing the fiber, and a heat-resistant molded article obtained by fusing the fiber structure containing the fiber.
- the term “fiber” is used as a term including fibers of various forms such as single fiber, staple fiber, shortcut fiber, filament yarn, and spun yarn.
- the term “amorphous” means that it does not have a crystalline melting point but has a property that softening / melting starts at a glass transition temperature lower than the melting point of the crystalline polymer.
- the heat-fusible property means that the heat-fusible fiber is softened when heated to a certain temperature or more, and is fused with a fiber made of the same material or a different material that is in close contact with the fiber. Means that it is possible.
- the term “fiber structure” is used as a term including various fiber structures such as nonwoven fabric (including paper), woven fabric, and knitted fabric.
- the molded product means a molded product of various shapes including at least a fiber structure containing amorphous heat-fusible fibers, and the molded product becomes another fiber structure or matrix. It may contain a polymer or the like.
- the heat resistance in the heat-resistant molded article in the present invention means that the resistance at the time of high temperature use represented by an index such as dry heat shrinkage is excellent.
- thermoplastic composites that are processed at a temperature at which the fibers are completely melted and then made into a matrix.
- heat-fusible fibers include polyethylene-polypropylene composite fibers using polyethylene as an adhesive component, composite fibers with polypropylene using copolymer nylon as an adhesive component, and polyethylene using an ethylene-vinyl alcohol copolymer as an adhesive component.
- composite fibers such as terephthalate composite fibers, amorphous polyester and polyethylene terephthalate composite fibers, especially polyester-based heat-fusible composite fibers, which have excellent light resistance, mechanical properties, durability, Furthermore, it is widely used in various fields from the viewpoint of recyclability.
- PES heat-fusible conjugate fibers have crystalline properties such as a crystalline PES polymer represented by polyethylene terephthalate in the core and an isophthalic acid component in the sheath.
- a so-called core-sheath composite fiber in which an amorphous PES polymer obtained by copolymerizing disturbing components is arranged has been widely proposed (for example, see Patent Document 1).
- These heat-fusible fibers consist of a crystalline, high-melting core and an amorphous sheath that softens at low temperatures, so heat-treat at a temperature above the glass transition temperature of the sheath to melt the core. The fiber form is maintained without causing the adhesive component to flow only in the sheath.
- Attempts to design a copolymerization ratio in an amorphous PES polymer have been widely proposed in accordance with the bonding temperature or the heat resistance requirement of actual use.
- Resin compositions and fibers blended with cellulose, polycarbonate, polysulfone, polyarylate, polyethersulfone, etc., having a glass transition temperature higher than that of PES fibers have been widely proposed (for example, Patent Document 3). .
- PEI polyetherimide
- the PES core-sheath composite fiber described in Patent Document 1 and the like is subjected to stretching and heat treatment for the purpose of enhancing the crystallinity of the crystalline PES polymer disposed in the core and imparting dimensional stability.
- the stretching temperature is set higher than the glass transition temperature of the amorphous PES polymer that is the sheath, the fibers will stick together, and the process passability in the subsequent process such as the card process will be extremely deteriorated. Therefore, the stretching temperature has to be lower than the glass transition temperature of the amorphous PES polymer disposed in the sheath.
- the crystalline PES polymer that is the core cannot be sufficiently oriented and crystallized during the stretching and heat treatment process, and the stretching strain is inherent in the fiber, and as a result, the shrinkage rate of the fiber during dry heat increases.
- problems such as poor thermal dimensional stability of textile products.
- the core-sheath composite fiber described in Patent Document 2 has a problem such as a high manufacturing cost because a special component is copolymerized.
- the stretching and heat treatment temperatures cannot be increased, and the problem of thermal dimensional stability has not been solved.
- thermoplastic composite As described above, it is necessary to melt the entire fiber, and when such a core-sheath composite fiber is used, if the treatment is performed at a melting point or higher of the core part having a high melting point, In the matrix of the obtained molded product, two polymer species, a crystalline PES polymer arranged in the core part and an amorphous PES polymer arranged in the sheath part, are included in the matrix. It will be mixed randomly without melting. In such a case, considering that the quality is not stable and the mechanical properties such as the elastic modulus are greatly reduced at the glass transition temperature of the polymer, the heat resistance of the molded product is consequently dominated by the amorphous PES polymer. Therefore, the core-sheath composite type heat-fusible fiber cannot be practically used in such applications.
- the fiber described in Patent Document 3 is basically an incompatible blend system, the fiber has a glass transition temperature or a melting point due to two polymer species, and for the reason described above, It is unsuitable for use as a plastic composite and is currently not in practical use. In addition, since two incompatible polymer species are present randomly in the fiber, there is a problem that it is difficult to ensure the quality of the fiber.
- the glass transition temperature is single, which is effective for improving the heat resistance of the polyethylene terephthalate fiber. Means. Furthermore, it is not necessary to use a core-sheath composite fiber, and it is also effective in that it can be used as a single fiber. However, such a fiber has a high glass transition temperature, but depending on the mixing ratio, the inherent melting point of polyethylene terephthalate also appears, making it difficult to use the thermoplastic composite as described above.
- amorphous resin compositions and fibers can be obtained by increasing the mixing ratio of the amorphous PEI polymer, but since polyethylene terephthalate is crystalline in the first place, it is exposed to high temperatures for a long time. Then, crystallization progresses, phase separation occurs, and there is a problem that it becomes brittle.
- an amorphous heat-fusible fiber having substantially no melting point, a single glass transition temperature, and not a core-sheath type can be obtained, which can be used for applications such as thermoplastic composites.
- the present inventor has come to require a heat-fusible fiber having heat resistance, flame retardancy, dimensional stability, etc. because the use of the heat-fusible fiber has been diversified. Focused on.
- two polymer species are randomly present in an incompatible state when matrixed.
- the present inventors have uniformly mixed the amorphous PES polymer and the amorphous PEI polymer at a specific ratio. It was found that an amorphous heat-fusible fiber having a single glass transition temperature and excellent heat resistance, flame retardancy, and dimensional stability can be produced.
- the glass transition temperature is preferably 210 ° C. or higher.
- R1 is a divalent aromatic residue having 6 to 30 carbon atoms
- R2 is a divalent aromatic residue having 6 to 30 carbon atoms, and 2 to 20 carbons.
- the amorphous heat-fusible fiber preferably has a heat shrinkage rate of 3% or less at (glass transition temperature ⁇ 10 ° C.). It is a fiber obtained by melt-kneading and spinning a crystalline polyester-based polymer and an amorphous polyether-based polymer, and it is preferable that the fiber is not stretched after spinning.
- the second configuration of the present invention is a fiber structure including 10% by weight (to the fiber structure) of the amorphous heat-fusible fiber of the first configuration of the present invention.
- the third configuration of the present invention includes at least the fiber structure according to the second configuration of the present invention, and the fiber structure is fused at a temperature equal to or higher than the glass transition temperature of the amorphous heat-fusible fiber. It is a heat-resistant molded product.
- the fibers obtained by mixing the amorphous PES polymer and the amorphous PEI polymer at a specific ratio are uniformly compatible with each other, the glass An amorphous heat-fusible fiber having a single transition temperature and excellent in heat resistance, flame retardancy and dimensional stability is provided. Therefore, the present invention can be applied to applications that are frequently exposed to a high temperature environment. Furthermore, the amorphous heat-fusible fiber of the present invention does not require a special process and can be manufactured by a normal fiber manufacturing process.
- the non-crystalline heat-fusible fiber formed by using the non-crystalline heat-fusible fiber alone or together with various component fibers is 10
- Fiber structures such as paper, non-woven fabric, woven fabric, and knitted fabric that contain at least% by weight have non-thermal heat-bonded fibers, have heat-fusibility, and have heat resistance, flame resistance, and dimensional stability. Provide a structure.
- a heat-resistant molded article according to the third configuration of the present invention is a molded article that includes at least the above amorphous heat-fusible fiber and is obtained by fusing the above-mentioned fiber structure. Because it contains amorphous heat-fusible fibers, the resulting molded product also has high heat resistance, flame retardancy, and dimensional stability, so it is a general industrial material field, electrical and electronic material field, agricultural material field, optics It can be used very effectively for many applications including the material field, aircraft / automobile / marine material field, apparel field and the like.
- the glass transition temperature of the amorphous heat-fusible fiber of the present invention can be widely controlled by the mixing ratio of (A) and (B), but from the viewpoint of actual use and cost, it is 80 to 200. It is preferable that it is ° C. More preferably, it is 85 to 200 ° C, and still more preferably 90 to 200 ° C.
- the amorphous heat-fusible fiber of the present invention is amorphous and has a single glass transition temperature. Having a plurality of glass transition temperatures is a state that is substantially incompatible and phase-separated, and not only the process passability in the fiber manufacturing process is deteriorated, but also it is difficult to set conditions for heat-sealing treatment. In addition, it is not preferable because the quality stability and heat resistance of a molded product using the same are poor.
- the amorphousness can be confirmed by applying the obtained fiber to a differential scanning calorimeter (DSC), raising the temperature in nitrogen at a rate of 10 ° C./min, and the presence or absence of an endothermic peak. . When the endothermic peak is very broad and the endothermic peak cannot be clearly determined, it is at a level that does not cause a problem even in actual use, and therefore, it can be determined that it is substantially amorphous.
- DSC differential scanning calorimeter
- the amorphous phase is uniformly molecularly compatible, the glass transition temperature changes according to the Gordon-Taylor relational expression, and the mixing ratio of the PEI polymer is It is known that the glass transition temperature of the mixture increases with an increase, and is excellent in heat resistance (for example, “Journal of Applied Polyr Science, 48, 935 (1993)”, “Macromolecules, 28, 2845 (1995) ",” Polymer, 38, 4043 (1997) ").
- crystalline polyethylene terephthalate composed of terephthalic acid and ethylene glycol that shows good compatibility with the PEI polymer, and shows uniform molecular compatibility in the amorphous part, but depending on the mixing ratio, The component remains and cannot be used as a heat-fusible fiber. Even if the mixture is amorphous, it has problems such as crystallization and phase separation due to long-term storage. In the present invention, paying attention to this point, amorphous polymers that do not crystallize and phase-separate even in long-term storage are uniformly mixed with each other, have a single glass transition temperature, and are completely amorphous.
- the glass transition temperature in the present invention depends on the temperature dependence of the loss tangent (tan ⁇ ) at a frequency of 10 Hz and a heating rate of 10 ° C./min using a solid dynamic viscoelastic device “Rheospectra DVE-V4” manufactured by Rheology. Is measured from the peak temperature.
- the peak temperature of tan ⁇ is a temperature at which the first derivative of the amount of change with respect to the temperature of the value of tan ⁇ becomes zero.
- the amorphous PES polymer used in the present invention is not particularly limited as long as it is a PES polymer that does not substantially have a melting point and has only a glass transition temperature.
- terephthalic acid and isophthalic acid are dicarboxylic acids.
- amorphous PES polymer By using such an amorphous PES polymer, it is compatible with the amorphous PEI polymer, has a single glass transition point, and has excellent heat resistance, flame retardancy, and dimensional stability. A heat-fusible fiber can be obtained.
- the amorphous PES-based polymer of the present invention may contain a small amount of other dicarboxylic acid components other than terephthalic acid and isophthalic acid as long as the effects of the present invention are not impaired.
- dicarboxylic acid diphenylsulfone dicarboxylic acid
- Aromatic dicarboxylic acids such as benzophenone dicarboxylic acid, 4,4'-diphenyldicarboxylic acid, 3,3'-diphenyldicarboxylic acid, aliphatic dicarboxylic acids such as adipic acid, succinic acid, azelaic acid, sebacic acid, dodecanedioic acid
- alicyclic dicarboxylic acids such as acid, hexahydroterephthalic acid and 1,3-adamantane dicarboxylic acid.
- glycol components other than ethylene glycol include chlorohydroquinone, 4,4′-dihydroxybiphenyl, 4,4′-dihydroxydiphenylsulfone, 4,4′-dihydroxydiphenyl sulfide, 4,4′-dihydroxybenzophenone,
- aromatic diols such as p-xylene glycol, aliphatic and alicyclic diols such as diethylene glycol, propanediol, butanediol, hexanediol, neopentylglycol and cyclohexanedimethanol.
- the intrinsic viscosity of the amorphous PES polymer used in the present invention is not particularly limited, but is in the range of 0.6 to 1.3 from the viewpoint of mechanical properties, processability and cost of the obtained fiber. It is desirable.
- the intrinsic viscosity is a viscosity obtained from a viscosity measured at 25 ° C. in an orthochlorophenol solution, and is represented by “ ⁇ ”.
- the method for producing the amorphous PES polymer used in the present invention is not particularly limited, and can be produced by applying a known method. That is, it can be produced by a method of melt polymerization through a transesterification reaction using a dicarboxylic acid component and a glycol component as starting materials, or a method of melt polymerization after directly esterifying the dicarboxylic component and the glycol component.
- the amorphous PEI polymer used in the present invention is a polymer containing an aliphatic, alicyclic or aromatic ether unit and a cyclic imide as a repeating unit, and has amorphous and melt moldability. If it is, it will not specifically limit. In addition, as long as the effect of the present invention is not inhibited, structural units other than cyclic imide and ether bond in the main chain of the amorphous PEI polymer, such as aliphatic, alicyclic or aromatic ester units, oxycarbonyl units Etc. may be contained.
- a polymer represented by the following general formula [Chemical Formula 2] is preferably used as a specific amorphous PEI polymer.
- R1 is a divalent aromatic residue having 6 to 30 carbon atoms
- R2 is a divalent aromatic residue having 6 to 30 carbon atoms, and 2 to 20 carbons.
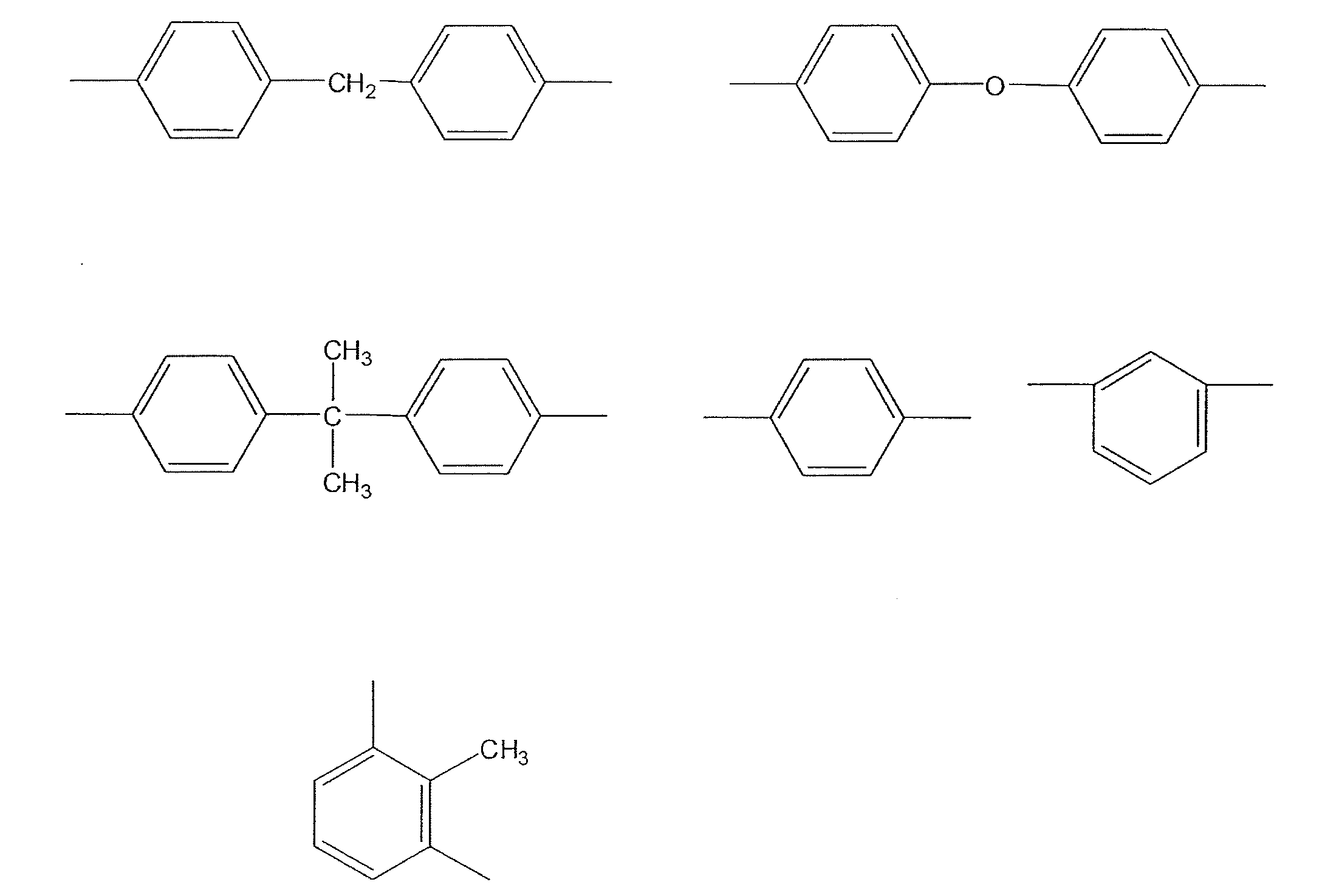
- R1 and R2 for example, those having an aromatic residue represented by the following formula group of [Chemical Formula 3] are preferable.
- the amorphous PEI polymer used in the present invention has a glass transition temperature of 200 ° C. or higher.
- a glass transition temperature of 200 ° C. or lower is not preferable because the heat resistance of the obtained heat-fusible fiber may be inferior.
- the higher the glass transition temperature of the amorphous PEI polymer the better because it is possible to obtain a heat-fusible fiber with excellent heat resistance, but the temperature for fusing becomes higher, and the polymer Since it may cause decomposition, it is not preferable.
- the glass transition temperature of the amorphous PEI polymer is preferably 200 to 230 ° C, more preferably 205 to 220 ° C.
- a condensate of propane dianhydride and m-phenylenediamine is preferably used.
- This polyetherimide is commercially available from Servic Innovative Plastics under the trademark “Ultem”.
- the molecular weight of the amorphous PEI polymer used in the present invention is not particularly limited, but consideration is given to compatibility with the amorphous PES polymer, mechanical properties and dimensional stability of the resulting fiber, and process passability. Then, it is desirable that the weight average molecular weight (Mw) is 1000 to 80000.
- Mw weight average molecular weight
- the use of a polymer having a high molecular weight is preferable because it is excellent in terms of fiber strength, heat resistance, and the like, but Mw is preferably 2000 to 50000, and preferably 3000 to 40000 from the viewpoint of resin production cost and fiberization cost. More preferred.
- the amorphous heat-fusible fiber of the present invention is an antioxidant, an antistatic agent, a radical inhibitor, a matting agent, an ultraviolet absorber, a flame retardant, an inorganic substance, and a fiber as long as the effects of the present invention are not impaired.
- An end group blocking agent for improving hydrolysis resistance may be included.
- inorganic substances include carbon nanotubes, fullerene, talc, wollastonite, zeolite, sericite, mica, kaolin, clay, pyrophyllite, silica, bentonite, alumina silicate and other silicates, silicon oxide, magnesium oxide, Metal oxides such as alumina, zirconium oxide, titanium oxide and iron oxide, carbonates such as calcium carbonate, magnesium carbonate and dolomite, sulfates such as calcium sulfate and barium sulfate, calcium hydroxide, magnesium hydroxide and aluminum hydroxide Hydroxides, glass beads, glass flakes, glass powders, ceramic beads, boron nitride, silicon carbide, carbon black and silica, graphite and the like are used.
- end group blocking agent a mono- or diepoxy compound, a mono- or polycarbodiimide compound, a mono- or dioxazoline compound, a mono- or diazirine compound
- the heat-fusible fiber of the present invention preferably has a dry heat shrinkage of 3.0% or less at (glass transition temperature ⁇ 10 ° C.).
- the dry heat shrinkage rate exceeds 3%, the dimensional change of the product at the time of processing or use becomes large, and it cannot be said that it has heat resistance.
- the dry heat shrinkage is 2.5% or less, and further preferably 2.0% or less.
- the dry heat shrinkage referred to here is a value measured by the method described later.
- the amorphous heat-fusible fiber of the present invention is derived from a polymer and is excellent in flame retardancy.
- the oxygen limit index (LOI) may be 20 or more, preferably 22 or more. More preferably, it is 24 or more.
- the oxygen limit index is a value measured by the method described in the examples described later.
- the single fiber fineness of the amorphous heat-fusible fiber obtained by the present invention is not particularly limited.
- fibers having a fineness of 0.1 to 50 dtex, preferably 0.5 to 20 dtex can be widely used. What is necessary is just to adjust the fineness of a fiber suitably from a nozzle diameter or discharge amount.
- the cross-sectional shape of the fiber at that time is also not particularly limited, and may be a circular, hollow, flat, or star-shaped cross section.
- the production of the amorphous heat-fusible fiber of the present invention is not particularly limited, and a known melt spinning apparatus can be used. That is, first, an amorphous PES polymer and an amorphous PEI polymer pellet are melt-kneaded in an extruder. At this time, it is preferable to melt-knead using a same-direction twin screw extruder for the purpose of uniform blending.
- the kneading temperature needs to be equal to or higher than the glass transition temperature of the amorphous PES polymer and the amorphous PEI polymer to be used. However, since the resin deteriorates when the temperature is high, it is not preferable.
- the molten polymer is introduced into a spinning cylinder, measured by a gear pump, and the yarn discharged from the spinning nozzle is taken up.
- the size of the spinning holes in the spinning nozzle for example, 0.01 ⁇ 0.07 mm 2, preferably about those about 0.02 ⁇ 0.06 mm 2 is used.
- the shape of the spinning hole can be appropriately selected according to the required fiber cross-sectional shape.
- the discharge amount from the spinning nozzle can be appropriately set according to the number of holes and the hole diameter of the nozzle, and for example, a discharge amount of about 35 to 300 g / min, preferably about 40 to 280 g / min is used.
- the take-up speed at that time is not particularly limited, but it is not preferred if molecular orientation occurs on the spinning line, and it is preferably taken in the range of 500 m / min to 4000 m / min. If it is less than 500 m / min, it is not preferable from the viewpoint of productivity. On the other hand, if it exceeds 4000 m / min, not only the molecular orientation is sufficient to cause shrinkage at high temperatures, but also fiber breakage may occur. is there.
- the fiber after spinning is not stretched in a normal stretching process. Since the PES polymer and the PEI polymer are amorphous, entropy shrinkage due to an increase in molecular motion occurs at a high temperature when the spun fiber is stretched as in the conventional fiber manufacturing process. This is accompanied by large shrinkage, and tends to be a negative factor in achieving heat resistance that can withstand actual use, such as moldability and dimensional stability of the obtained molded body. Therefore, in the present invention, in consideration of the feature of “amorphous”, it is preferable not to stretch the fiber after spinning in terms of producing an amorphous heat-fusible fiber having high heat resistance. .
- the amorphous heat-fusible fiber of the present invention forms a fiber structure such as paper, non-woven fabric, and knitted net fabric from various forms such as staple fiber, shortcut fiber, filament yarn, and spun yarn. Can be used. Among these, the amorphous heat-fusible fiber of the present invention is advantageously used for paper and nonwoven fabrics that require heat resistance, flame retardancy, low smoke generation, electrical insulation, etc., or molded articles obtained by molding the same. be able to.
- a molded body obtained by blending a reinforcing fiber such as a short-cut glass fiber or carbon fiber with the amorphous heat-fusible fiber of the present invention is used as a housing for home appliances, an aircraft structural member, etc. It can be used as a so-called thermoplastic composite.
- the amorphous heat-fusible fiber of the present invention is combined with other fibers to form a paper, non-woven fabric, or other form of fiber structure, and part or all of the fiber structure is fusion-bonded to form excellent heat resistance. You can get a body.
- the content of the amorphous heat-fusible fiber in the fiber structure at that time may be appropriately set according to the required physical properties of the obtained molded body, but at least 10% by weight or more (vs. fiber structure weight) It is necessary to contain it in order to form a molded body, and is preferably 20% by weight or more.
- the amorphous heat-fusible fiber of the present invention itself has heat resistance and flame retardancy, it is a paper or nonwoven fabric excellent in heat resistance and low smoke generation by combining 30% by weight or more. Can be obtained.
- the fibers that can be used in combination are not particularly limited, but in addition to general-purpose fibers such as polyvinyl alcohol fibers, polyolefin fibers, polyester fibers, polyamide fibers, cellulose fibers, polysulfone fibers, aromatics It is also possible to combine with other heat resistant fibers such as para-aramid, aromatic polyester fiber, polyaryl ketone fiber and polysulfone fiber.
- the amorphous heat-fusible fiber of the present invention is mixed with inorganic fibers such as carbon fiber, alumina fiber, glass fiber, and silicon carbide fiber to form paper or non-woven fabric. It is also possible to produce a thermoplastic composite having excellent heat resistance by using a fusion treatment at a temperature higher than the transition temperature and using the fibers as a matrix.
- fusion in “fusing treatment” refers to heating a fiber structure containing amorphous heat-fusible fibers to a temperature higher than the glass transition temperature of amorphous heat-fusible fibers. Fusing of heat-fusible fibers and constituent fibers in the fiber structure, fusing between a plurality of fiber structures including at least an amorphous heat-fusible fiber-containing fiber structure, and between the fiber structure and the polymer Including fusion.
- the amorphous heat-fusible fiber of the present invention can be made into a heat-resistant fiber structure such as paper, nonwoven fabric, woven fabric, and knitted fabric from yarns such as cut fiber, staple fiber, filament, and spun yarn.
- a heat-resistant fiber structure such as paper, nonwoven fabric, woven fabric, and knitted fabric from yarns such as cut fiber, staple fiber, filament, and spun yarn.
- it also has dyeability, but because of its excellent heat resistance, general industrial materials, electrical and electronic materials, agricultural materials, optical materials It can be used very effectively in a wide range of fields including the field, aircraft, automobile and marine material fields.
- the intrinsic viscosity, heat of crystal melting, glass transition temperature, dry heat shrinkage, critical oxygen index, and flexural modulus of the amorphous PES polymer are those measured by the following methods.
- the intrinsic viscosity of the amorphous PES polymer was calculated from the solution viscosity measured at 30 ° C. after dissolving in a mixed solvent of phenol / chloroethane (weight ratio 1/1).
- Glass transition temperature ° C The glass transition temperature of the fiber was measured for the temperature dependence of loss tangent (tan ⁇ ) at a frequency of 10 Hz and a heating rate of 10 ° C./min using a solid dynamic viscoelastic device “RheoSpectra DVE-V4” manufactured by Rheology. It calculated
- the flexural modulus of the molded product was measured according to JIS-K7171, using a test piece having a thickness of 4 mm, a width of 10 mm, and a length of 80 mm at a test speed of 2 mm / min and a distance between fulcrums of 64 mm.
- the produced polymer was extruded into water in the form of a strand from the bottom of the polymerization machine and cut into pellets.
- the obtained amorphous PES polymer was amorphous with no endothermic peak observed by DSC measurement.
- the amorphous PES polymer obtained above is supplied to a co-rotating bent type twin screw extruder heated to 270 ° C., and the spinning heated to 280 ° C. after a residence time of 2 minutes.
- Example 1 (1) The amorphous PES polymer and amorphous PEI polymer obtained in the above Reference Example 1 ("ULTEM 1040" manufactured by Servic Innovative Plastics, glass transition temperature: 215 ° C), the mixing ratio (weight) Ratio) to 50/50, blended into chips, fed to a co-rotating type vent type twin screw extruder heated to 300 ° C, and passed through a residence time of 2 minutes to a spinning head heated to 325 ° C. Then, it was discharged from a round hole nozzle under a discharge rate of 28 g / min, taken up at a spinning speed of 1000 m / min, and a multifilament of 280 dtex / 50f was obtained.
- ULTEM 1040 manufactured by Servic Innovative Plastics, glass transition temperature: 215 ° C
- the mixing ratio (weight) Ratio) to 50/50 blended into chips, fed to a co-rotating type vent type twin screw extruder heated to 300 ° C, and passed through a residence time of
- Table 1 shows the performance evaluation results of the obtained fibers.
- Appearance of the obtained fiber is good without fluff and the like, is amorphous, has a single glass transition temperature of 124 ° C., and has a dry heat shrinkage of 0.1% at (glass transition temperature ⁇ 10 ° C.). Met.
- the LOI value was 24, which was excellent in heat resistance and flame retardancy.
- Examples 2 to 5 A fiber was obtained by spinning in the same manner as in Example 1 except that the mixing ratio of the amorphous PES polymer and the amorphous PEI polymer was changed to the ratio shown in Table 1. .
- Table 1 shows the performance evaluation results of the obtained fibers.
- the appearance of the obtained fiber was good without fluff and the like, and was amorphous at any mixing ratio in Examples 2 to 5, and showed a single glass transition temperature.
- the dry heat shrinkage at (glass transition temperature ⁇ 10 ° C.) was 3% or less.
- the higher the mixing ratio of the amorphous PEI polymer the higher the glass transition temperature and LOI, and the better the heat resistance and flame retardancy.
- Examples 6 to 9 (1) In Reference Example 1, a PES polymer was obtained in the same manner as in Reference Example 1, except that the copolymerization ratio of terephthalic acid and isophthalic acid was changed to the ratio shown in Table 1. Using the obtained PES polymer, spinning was performed in the same manner as in Example 1 to obtain a fiber. Table 1 shows the performance evaluation results of the obtained fibers. (2) Appearance of the obtained fiber was good without fluff and the like, and even if any amorphous PES polymer was used, it was amorphous compatible with each other and showed a single glass transition temperature. The dry heat shrinkage at (glass transition temperature ⁇ 10 ° C.) was 1% or less. Further, regardless of which amorphous PES polymer was used, the glass transition temperature and LOI were higher than those of Reference Example 1, and the heat resistance and flame retardancy were excellent.
- Example 1 A fiber was obtained by spinning in the same manner as in Example 1 except that the mixing ratio of the amorphous PES polymer and the amorphous PEI polymer was changed to 97/3. Table 1 shows the performance evaluation results of the obtained fibers. (2) The appearance of the obtained fiber was good, amorphous and showed a single glass transition temperature, but its value was 76 ° C. When the LOI was measured, it was melt drip. As a result, flame retardancy was not exhibited.
- the amorphous heat-fusible fiber of the present invention is completely amorphous, has a single glass transition temperature, and is excellent in heat resistance, flame retardancy, and dimensional stability. There is no spinning stability.
- Example 10 (1) 50% by weight of the amorphous heat-fusible fiber obtained in Example 1 cut to 5 mm and 50% by weight of carbon fiber having a cut length of 3 mm were subjected to wet papermaking to obtain 500 g / m 2 Three sheets of paper were made. (2) The obtained paper was superposed (weight per unit of 1500 g / m 2 ), and compression molded at 150 ° C., which is a temperature at which the amorphous heat-fusible fiber softens and flows, to obtain a molded body. When one piece of the obtained molded body was sampled and subjected to dynamic viscoelasticity measurement and DSC measurement, the glass transition temperature was 124 ° C., and it was single and amorphous.
- the bending elastic modulus of the obtained molded body is 35 GPa, and its temperature dependency was examined.
- the elastic modulus was constant up to 124 ° C., which is the glass transition temperature of the matrix-formed amorphous heat-fusible fiber. And was excellent in heat resistance. Further, the elastic modulus after holding at 100 ° C. for 168 hours did not change as 35 GPa, the dry heat shrinkage rate was 0.5%, and the dimensional stability was excellent. There was no change in appearance.
- the elastic modulus was kept constant up to 124 ° C. and was excellent in durability.
- Example 11 (1) 500 g / m in the same manner as in Example 10 except that the amorphous heat-fusible fiber obtained in Example 3 [mixing ratio (A) / (B): 75/25] was used. Three sheets of paper No. 2 were produced. (2) The obtained paper was superposed (weight per unit of 1500 g / m 2 ), and compression molded at 150 ° C., which is the temperature at which the amorphous heat-sealing fibers softened and flowed to obtain a molded body. When one piece of the obtained molded body was subjected to a sampling temperature and subjected to dynamic viscoelasticity measurement and DSC measurement, the glass transition temperature was 102 ° C. and was single and amorphous.
- the bending elastic modulus of the obtained molded body is 32 GPa, and its temperature dependency is examined.
- the elastic modulus is constant up to 102 ° C., which is the glass transition temperature of the matrix-formed amorphous heat-fusible fiber. And was excellent in heat resistance. Further, the elastic modulus after holding at 100 ° C. for 168 hours was almost the same as 30 GPa, the dry heat shrinkage was 0.6%, and the dimensional stability was excellent. There was no change in appearance.
- the elastic modulus was kept constant up to 102 ° C., as before, and excellent in durability. there were.
- Example 12 Three sheets of 500 g / m 2 paper were produced in the same manner as in Example 10 except that the amorphous heat-fusible fiber obtained in Example 4 was used. (2) The obtained paper was overlapped (weighing 1500 g / m 2 ), and compression molded at 200 ° C., which is the temperature at which the amorphous heat-fusible fiber softens and flows, to obtain a molded body. When a piece of the obtained molded body was sampled and subjected to dynamic viscoelasticity measurement and DSC measurement, the glass transition temperature was 172 ° C. and was single and amorphous. (3) The bending elastic modulus of the obtained molded body was 37 GPa, and its temperature dependency was examined.
- the elastic modulus was constant up to 172 ° C., which is the glass transition temperature of the amorphous heat-fusible fiber formed into a matrix. And was excellent in heat resistance. Further, the elastic modulus after holding at 100 ° C. for 168 hours was hardly changed to 36 GPa, the dry heat shrinkage rate was 0.5%, and there was no change in appearance which was excellent in dimensional stability. (4) When the temperature dependence of the elastic modulus of the molded body held at 100 ° C. for 168 hours was measured, the elastic modulus was kept constant up to 172 ° C. as before holding, and the durability was excellent. there were.
- Example 13 (1) except for using the amorphous heat fusible fibers obtained in Example 5 was prepared 3 sheets of paper 500 g / m 2 in the same manner as in Example 10 method. (2) The obtained paper was superposed (weight per unit of 1500 g / m 2 ), and compression molded at 240 ° C., which is the temperature at which the amorphous heat-fusible fiber softens and flows, to obtain a molded body. When a piece of the obtained molded body was sampled and subjected to dynamic viscoelasticity measurement and DSC measurement, the glass transition temperature was 209 ° C., and it was single and amorphous. (3) The bending elastic modulus of the obtained molded body was 38 GPa, and its temperature dependency was examined.
- the elastic modulus was constant up to 209 ° C., which is the glass transition temperature of the amorphous heat-fusible fiber formed into a matrix. And was excellent in heat resistance. Further, the elastic modulus after holding at 100 ° C. for 168 hours was hardly changed to 35 GPa, the dry heat shrinkage rate was 0.3%, and the dimensional stability was excellent. There was no change in appearance. (4) When the temperature dependence of the elastic modulus of the molded body held at 100 ° C. for 168 hours was measured, the elastic modulus was kept constant up to 209 ° C., as before, and excellent in durability. there were.
- Comparative Example 5 (1) 50% by weight of the fiber obtained in Comparative Example 1 cut to 5 mm and 50% by weight of carbon fiber having a cut length of 3 mm were subjected to wet paper making to prepare three sheets of 500 g / m 2 paper. (2) The obtained paper was superposed (weight per unit of 1500 g / m 2 ), and compression molded at 150 ° C., which is a temperature at which the amorphous heat-fusible fiber softens and flows, to obtain a molded body. When one piece of the obtained molded body was sampled and subjected to dynamic viscoelasticity measurement and DSC measurement, the glass transition temperature was single at 123 ° C, but it had a melting point at 250 ° C and was semicrystalline. there were.
- the bending elastic modulus of the obtained molded product is 30 GPa, and its temperature dependency was examined. As a result, the elastic modulus was kept constant up to 123 ° C., which is the glass transition temperature of the matrixed fiber, It was excellent in properties.
- the elastic modulus after holding at 100 ° C. for 168 hours was 34 GPa, but the shrinkage was 4%, and the molded product was somewhat cloudy, which was insufficient in terms of dimensional stability and quality.
- the elastic modulus was kept constant up to 74 ° C., which is the glass transition temperature of the matrixed fiber.
- the elastic modulus after being held at 100 ° C. for 168 hours was 25 GPa, and it was insufficient in terms of dimensional stability and quality, such as partly melting and not holding the shape.
- the amorphous heat-fusible fiber of the present invention is obtained by fusing an amorphous heat-fusible fiber having excellent heat resistance, flame retardancy, and dimensional stability and a fiber structure including the same. It relates to heat-resistant moldings and is exposed to particularly high temperature environments in the fields of general industrial materials, electrical and electronic materials, agricultural materials, optical materials, aircraft, automobile and marine materials, apparel, etc. It can be used very effectively for applications with many opportunities.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Artificial Filaments (AREA)
- Nonwoven Fabrics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description

本発明の非晶性熱融着性繊維は、非晶性PES系ポリマー(A)と非晶性PEI系ポリマー(B)の混合割合が(重量比)が、(A)/(B)=5/95~95/5であることが必須である。混合割合がこの範囲を外れると、ガラス転移温度を変化させる効果が乏しく、また、場合によっては相分離を起こしてしまいガラス転移温度が複数観察されるため、実使用における成形性や長期安定性の面で望ましくない。好ましくは(A)/(B)=10/90~90/10であり、更に好ましくは、(A)/(B)=10/90~80/20である。また、本発明の非晶性熱融着性繊維のガラス転移温度は、(A)と(B)の混合割合で幅広く制御することができるが、実使用やコスト等の面から、80~200℃であることが好ましい。より好ましくは85~200℃、更に好ましくは90~200℃である。
本発明の非晶性熱融着性繊維は、非晶性であり、且つそのガラス転移温度が単一であることが極めて重要である。ガラス転移温度を複数持つということは、実質的に非相溶で相分離している状態であり、繊維製造工程における工程通過性が悪くなるばかりでなく、熱融着処理させる条件設定が難しくなること、これを用いてなる成形体の品質安定性や耐熱性も乏しくなることなどの理由で好ましくない。ここで、非晶性であることは、得られた繊維を示差走査型熱量計(DSC)にかけ、窒素中、10℃/minの速度で昇温し、吸熱ピークの有無で確認することができる。吸熱ピークが非常にブロードであり明確に吸熱ピークを判断できない場合は、実使用においても問題ないレベルであるので、実質的に非晶性と判断して差し支えない。
次に本発明の非晶性熱融着性繊維を構成する非晶性PES系ポリマーについて説明する。本発明に用いる非晶性PES系ポリマーとは、実質的に融点を有さず、ガラス転移温度のみが存在するPES系ポリマーであれば特に限定されないが、例えば、テレフタル酸およびイソフタル酸をジカルボン酸成分として有しているものが挙げられ、全ジカルボン酸成分のテレフタル酸成分(D)とイソフタル酸成分(E)の共重合割合(モル比)が(D)/(E)=70/30~40/60の範囲にあるのが好ましい。このような非晶性PES系ポリマーを用いることで、非晶性PEI系ポリマーと均一に相溶し、ガラス転移点が単一で耐熱性、難燃性、寸法安定性に優れた非晶性熱融着性繊維を得ることができる。好ましくは(D)/(E)=65/35~45/55であり、更に好ましくは(D)/(E)=60/40~50/50である。
次に、本発明の熱融着性繊維を構成する非晶性PEI系ポリマーについて説明する。本発明で用いる非晶性PEI系ポリマーとは、脂肪族、脂環族または芳香族系のエーテル単位と環状イミドを繰り返し単位として含有するポリマーであり、非晶性、溶融成形性を有すものであれば特に限定されない。また、本発明の効果を阻害しない範囲であれば、非晶性PEI系ポリマーの主鎖に環状イミド、エーテル結合以外の構造単位、例えば脂肪族、脂環族または芳香族エステル単位、オキシカルボニル単位等が含有されていてもよい。


本発明の非晶性熱融着性繊維は、本発明の効果を損なわない範囲で、酸化防止剤、帯電防止剤、ラジカル抑制剤、艶消し剤、紫外線吸収剤、難燃剤、無機物、繊維の耐加水分解性を改良するための末端基封鎖剤などを含んでいてもよい。かかる無機物の具体例としては、カーボンナノチューブ、フラーレン、タルク、ワラステナイト、ゼオライト、セリサイト、マイカ、カオリン、クレー、パイロフィライト、シリカ、ベントナイト、アルミナシリケートなどの珪酸塩、酸化珪素、酸化マグネシウム、アルミナ、酸化ジルコニウム、酸化チタン、酸化鉄などの金属酸化物、炭酸カルシウム、炭酸マグネシウム、ドロマイトなどの炭酸塩、硫酸カルシウム、硫酸バリウムなどの硫酸塩、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウムなどの水酸化物、ガラスビーズ、ガラスフレーク、ガラス粉、セラミックビーズ、窒化ホウ素、炭化珪素、カーボンブラックおよびシリカ、黒鉛などが用いられる。また、末端基封鎖剤としては、モノまたはジエポキシ化合物、モノまたはポリカルボジイミド化合物、モノまたはジオキサゾリン化合物、モノまたはジアジリン化合物などが用いられる。
また、本発明の熱融着性繊維は(ガラス転移温度-10℃)における乾熱収縮率が3.0%以下であることが好ましい。かかる乾熱収縮率が3%を超えると加工時や使用時の製品の寸法変化が大きくなり、耐熱性を有しているとはいえない。より好ましくは乾熱収縮率が2.5%以下、更に好ましくは2.0%以下である。このように熱安定性に優れた繊維は、後述するように繊維化製造工程にて延伸を施さないことによって得られる。なお、ここでいう乾熱収縮率とは後述する方法により測定した値をいう。
更に、本発明の非晶性熱融着性繊維は、ポリマーに由来して難燃性にも優れており、例えば酸素限界指数(LOI)が20以上であってもよく、好ましくは22以上、より好ましくは24以上である。なお、ここでいう酸素限界指数とは、後述する実施例に記載した方法で測定される値である。
本発明により得られる非晶性熱融着性繊維の単繊維繊度は特に限定されず、例えば0.1~50dtex、好ましくは0.5~20dtexの繊度の繊維が広く使用できる。繊維の繊度はノズル径や吐出量より適宜調整すればよい。その際の繊維の断面形状に関しても特に制限はなく、円形、中空、扁平、あるいは星型等異型断面であってもかまわない。
本発明の非晶性熱融着性繊維の製造においては、特に限定されるものではなく、公知の溶融紡糸装置を用いることができる。すなわち、最初に、押出機で非晶性PES系ポリマーと非晶性PEI系ポリマーのペレットを溶融混練する。この時、均一にブレンドすることを目的に、同方向ニ軸押出機を用いて溶融混練することが好ましい。混練温度は、用いる非晶性PES系ポリマーと非晶性PEI系ポリマーのガラス転移温度以上であることが必要であるが、温度が高くなると樹脂の劣化が起こるため好ましくないので、260~350℃であると好ましく、260~340℃であるとより好ましい。次いで、溶融ポリマーを紡糸筒に導きギヤポンプで計量し、紡糸ノズルから吐出させた糸条を巻き取ることで得られる。紡糸ノズルにおける紡糸孔(単孔)の大きさは、例えば、0.01~0.07mm2程度、好ましくは0.02~0.06mm2程度のものが用いられる。なお、紡糸孔の形状は、必要な繊維断面形状に応じて適宜選択することができる。紡糸ノズルからの吐出量は、ノズルの孔数や孔径に応じて、適宜設定可能であるが、例えば、35~300g/分程度、好ましくは40~280g/分程度の吐出量が使用される。その際の引取り速度は特に限定されるものではないが、紡糸線上で分子配向が起こると好ましくないので、500m/分~4000m/分の範囲で引き取ることが好ましい。500m/分未満では生産性の点からは好ましくなく、一方、4000m/分を超えるような高速では、高温時の収縮を引き起こすに足る分子配向が進むばかりでなく、繊維の断糸が起こるおそれがある。
本発明の非晶性熱融着性繊維は、例えばステープルファイバー、ショートカットファイバー、フィラメントヤーン、紡績糸などの形態から、紙、不織布、編網織物などの繊維構造体を形成して、多岐の用途に用いることができる。中でも本発明の非晶性熱融着性繊維は、耐熱性、難燃性、低発煙性、電気絶縁性などが必要な紙や不織布、あるいはこれを成形して得られる成形体に有利に用いることができる。例えば、ショートカットされたガラス繊維や炭素繊維のような補強用の繊維を本発明の非晶性熱融着性繊維と混抄して成形した成形体は、家電製品の筐体や航空機の構造部材などのいわゆる熱可塑性コンポジットとして用いることができる。
非晶性PES系ポリマーの固有粘度は、フェノール/クロロエタン(重量比1/1)の混合溶媒に溶解させ、30℃で測定した溶液粘度から算出した。
繊維の結晶融解熱は、メトラー社製「TA3000-DSC」を用いて、窒素雰囲気下、昇温速度10℃/minで400℃まで昇温した時に観察される吸熱ピークの面積から求めた。吸熱ピークが観察されない場合、すなわち非晶性の場合はΔH=0cal/gとなる。
繊維のガラス転移温度は、レオロジ社製固体動的粘弾性装置「レオスペクトラDVE-V4」を用い、周波数10Hz、昇温速度10℃/minで損失正接(tanδ)の温度依存性を測定し、そのピーク温度から求めた。
10cmに切り出した繊維を、末端を固定しない状態で2℃/分の昇温速度で室温から昇温していき、ガラス転移温度-10℃での繊維長から、次式を用いて算出した。
乾熱収縮率(%)=<X/10>×100
JIS K7201試験法に準拠して、繊維を三つ編みにした試長18cmの試料を作り、試料の上端に着火したとき、試料の燃焼時間が3分以上継続して燃焼するか、又は着火後の燃焼長さが5cm以上燃えつづけるのに必要な最低の酸素濃度を測定し、n=3の平均値を採用した。
成形品の曲げ弾性率の測定は、JIS-K7171に準拠して、厚み4mm×幅10mm×長さ80mmの試験片を用いて、試験速度:2mm/min、支点間距離:64mmで行った。
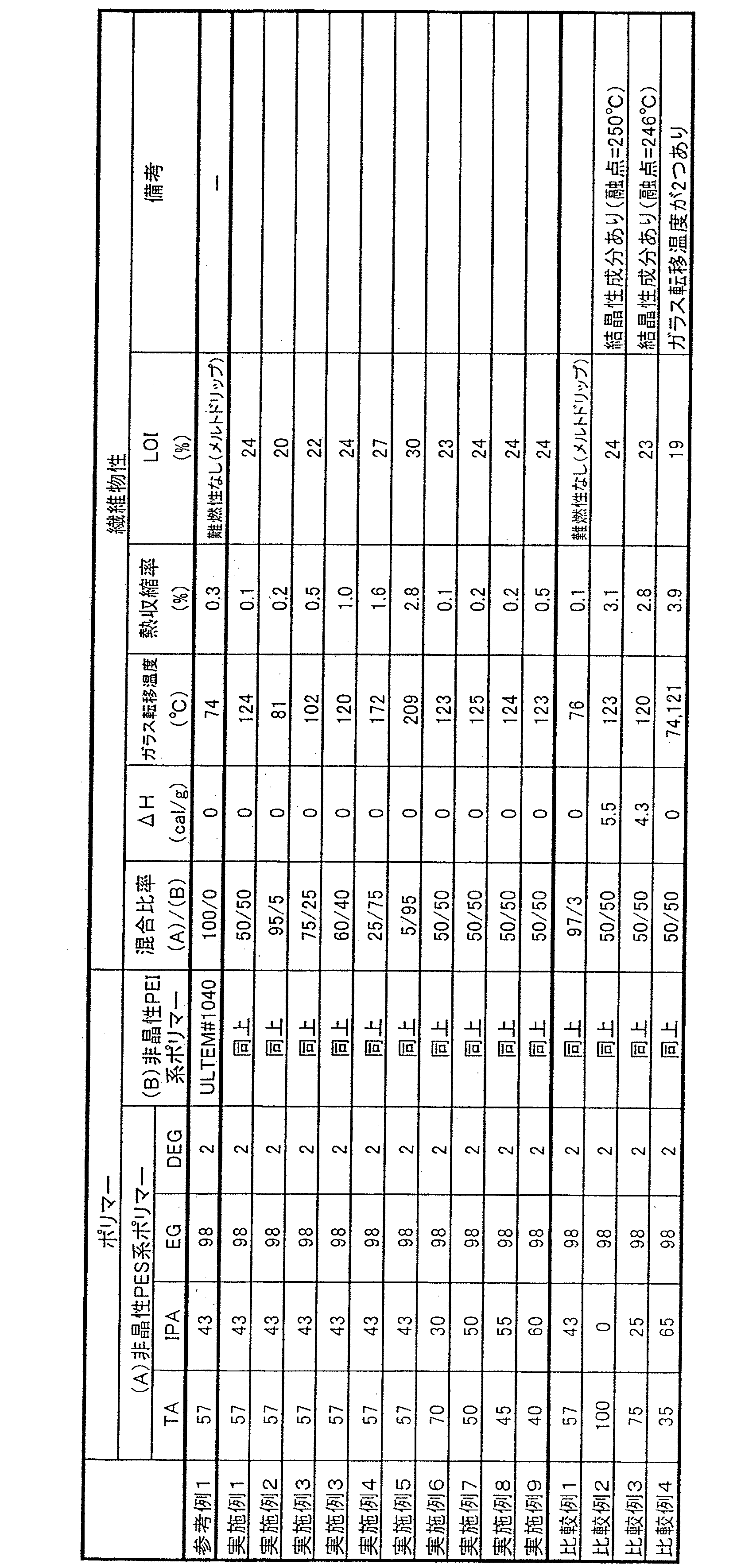
(1)重合反応装置を用い、常法により280℃で重縮合反応を行い、テレフタル酸(以下、TAと略記することがある)とイソフタル酸(以下、IPAと略記することがある)の共重合割合(モル%)が57/43、エチレングリコール(以下、EGと略記する)98モル%、ジエチレングリコール(以下、DEGと略記する)2モル%からなる、固有粘度(η)が0.69である非晶性PES系ポリマーを製造した。製造されたポリマーは、重合機底部よりストランド状に水中に押し出し、ペレット状に切断した。得られた非晶性PES系ポリマーは、DSC測定にて吸熱ピークが観察されず、非晶性であった。
(2)上記で得られた非晶性PES系ポリマーを、270℃に加熱された同方向回転タイプのベント式2軸押出し機に供給し、滞留時間2分を経て280℃に加熱された紡糸ヘッドに導き、吐出量28g/分の条件で丸孔ノズルより吐出し、紡糸速度1000m/分で引取り、280dtex/50fの非晶性PES系ポリマー単独からなるマルチフィラメントを得た。得られた繊維の性能評価結果を表1に示す。
(3)得られた繊維の外観は毛羽等なく良好で、非晶性であり、ガラス転移温度は74℃で単一、(ガラス転移温度-10℃)における乾熱収縮率は0.3%であったが、LOIの測定を実施したところ、メルトドリップしてしまい、難燃性は発現しなかった。
(1)上記の参考例1で得られた非晶性PES系ポリマーと非晶性PEI系ポリマー(サービックイノベイティブプラスチックス社製「ULTEM1040」、ガラス転移温度:215℃)を、その混合割合(重量比)が50/50になるようにチップブレンドし、300℃に加熱された同方向回転タイプのベント式2軸押出し機に供給し、滞留時間2分を経て325℃に加熱された紡糸ヘッドに導き、吐出量28g/分の条件で丸孔ノズルより吐出し、紡糸速度1000m/分で引取り、280dtex/50fのマルチフィラメントを得た。得られた繊維の性能評価結果を表1に示す。
(2)得られた繊維の外観は毛羽等なく良好で、非晶性であり、ガラス転移温度は124℃で単一、(ガラス転移温度-10℃)における乾熱収縮率は0.1%であった。また、LOI値は24であり、耐熱性と共に難燃性にも優れるものであった。
(1)実施例1において、非晶性PES系ポリマーと非晶性PEI系ポリマーの混合割合を表1記載の割合に変更した以外は、実施例1と同じ方法で紡糸して繊維を得た。得られた繊維の性能評価結果を表1に示す。
(2)得られた繊維の外観は毛羽等なく良好で、実施例2~5における何れの混合割合においても非晶性であり、単一のガラス転移温度を示した。また、(ガラス転移温度-10℃)における乾熱収縮率は3%以下であった。更には、非晶性PEI系ポリマーの混合割合が多いほど、ガラス転移温度、LOIは高くなり、耐熱性と難燃性に優れるものであった。
(1)参考例1において、テレフタル酸とイソフタル酸の共重合割合を表1に記載の割合に変更した以外は、参考例1と同じ方法でPES系ポリマーを得た。得られたPES系ポリマーを用いて、実施例1と同じ方法で紡糸して繊維を得た。得られた繊維の性能評価結果を表1に示す。
(2)得られた繊維の外観は毛羽等なく良好で、何れの非晶性PES系ポリマーを用いても均一に相溶した非晶性であり、単一のガラス転移温度を示した。また、(ガラス転移温度-10℃)における乾熱収縮率は1%以下であった。更には、何れの非晶性PES系ポリマーを用いても、参考例1に比較してガラス転移温度、LOIは高くなり、耐熱性と難燃性に優れるものであった。
(1)実施例1において、非晶性PES系ポリマーと非晶性PEI系ポリマーの混合割合を97/3に変更した以外は、実施例1と同じ方法で紡糸して繊維を得た。得られた繊維の性能評価結果を表1に示す。
(2)得られた繊維の外観は良好であり、非晶性で単一のガラス転移温度を示したが、その値は76℃であり、またLOIの測定を実施したところ、メルトドリップしてしまい、難燃性は発現しなかった。
(1)参考例1において、テレフタル酸とイソフタル酸の共重合割合を表1に記載の割合に変更した以外は、参考例1と同じ方法でPES系ポリマーを得た。得られたPES系ポリマーを用いて、実施例1と同じ方法で紡糸して繊維を得た。得られた繊維の性能評価結果を表1に示す。
(2)得られた繊維の外観は毛羽等なく良好であったが、何れの非晶性PES系ポリマーを用いた場合においても、融点を示すかあるいは/またはガラス転移温度を複数示しており、相溶性に優れるものではなかった。また、(低温側のガラス転移温度-10℃)の測定を実施したが、乾熱収縮率は5%以上であり、耐熱性に優れるものではなかった。
(1)実施例1で得られた非晶性熱融着性繊維を5mmにカットしたもの50重量%と、3mmのカット長の炭素繊維50重量%を湿式抄紙して、500g/m2の紙を3枚作成した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着性繊維が軟化して流動する温度である150℃で圧縮成形して成形体を得た。得られた成形体の一片をサンプリングして動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は124℃で単一、非晶性であった。
(3)得られた成形体の曲げ弾性率は35GPaであり、その温度依存性を調べたところ、マトリックス化した非晶性熱融着性繊維のガラス転移温度である124℃まで弾性率は一定に保持されており、耐熱性に優れるものであった。また、100℃で168時間保持した後の弾性率も35GPaと変化無く、乾熱収縮率は0.5%であり、寸法安定性に優れるものであった。外観上の変化も無かった。
(4)100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、やはり124℃までは弾性率は一定に保持されており、耐久性に優れるものであった。
(1)実施例3[混合比率(A)/(B):75/25]で得られた非晶性熱融着性繊維を用いた以外は、実施例10と同様な方法で500g/m2の紙を3枚作製した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着繊維が軟化して流動する温度である150℃で圧縮成形して成形体を得た。得られた成形体の一片をサンプリング温度して動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は102℃で単一、非晶性であった。
(3)得られた成形体の曲げ弾性率は32GPaであり、その温度依存性を調べたところ、マトリックス化した非晶性熱融着性繊維のガラス転移温度である102℃まで弾性率は一定に保持されており、耐熱性に優れるものであった。また、100℃で168時間保持した後の弾性率も30GPaと殆ど変化なく、乾熱収縮率は0.6%であり、寸法安定性に優れるものであった。外観上の変化もなかった。
(4)100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、保持前と同様に、102℃までは弾性率は一定に保持されており、耐久性に優れるものであった。
(1)実施例4で得られた非晶性熱融着性繊維を用いた以外は、実施例10と同様な方法で500g/m2の紙を3枚作製した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着性繊維が軟化して流動する温度である200℃で圧縮成形して成形体を得た。得られた成形体の一片をサンプリングして動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は172℃で単一、非晶性であった。
(3)得られた成形体の曲げ弾性率は37GPaであり、その温度依存性を調べたところ、マトリックス化した非晶性熱融着性繊維のガラス転移温度である172℃まで弾性率は一定に保持されており、耐熱性に優れるものであった。また、100℃で168時間保持した後の弾性率も36GPaと殆ど変化なく、乾熱収縮率は0.5%であり、寸法安定性に優れるものであった、外観上の変化もなかった。
(4)100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、保持前と同様に、172℃までは弾性率は一定に保持されており、耐久性に優れるものであった。
(1)実施例5で得られた非晶性熱融着性繊維を用いた以外は、実施例10と同様な方法で500g/m2の紙を3枚作製した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着性繊維が軟化して流動する温度である240℃で圧縮成形して成形体を得た。得られた成形体の一片をサンプリングして動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は209℃で単一、非晶性であった。
(3)得られた成形体の曲げ弾性率は38GPaであり、その温度依存性を調べたところ、マトリックス化した非晶性熱融着性繊維のガラス転移温度である209℃まで弾性率は一定に保持されており、耐熱性に優れるものであった。また、100℃で168時間保持した後の弾性率も35GPaと殆ど変化なく、乾熱収縮率は0.3%であり、寸法安定性に優れるものであった。外観上の変化もなかった。
(4)100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、保持前と同様に、209℃までは弾性率は一定に保持されており、耐久性に優れるものであった。
(1)比較例1で得られた繊維を5mmにカットしたもの50重量%と、3mmのカット長の炭素繊維50重量%を湿式抄紙して、500g/m2の紙を3枚作成した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着性繊維が軟化して流動する温度である150℃で圧縮成形して成形体を得た。得られた成形体の一片をサンプリングして動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は123℃で単一であったが、250℃に融点を持っており、半結晶性であった。
(3)得られた成形体の曲げ弾性率は30GPaであり、その温度依存性を調べたところ、マトリックス化した繊維のガラス転移温度である123℃まで弾性率は一定に保持されており、耐熱性に優れるものであった。100℃で168時間保持した後の弾性率は34GPaであったが、収縮率は4%であり、また成形品は多少白濁しており、寸法安定性と品質の点で不十分であった。
(4)また、100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、先ず75℃で弾性率の落ち込みが観察され、次いで123℃でも弾性率の落ち込みが観察され、耐久性に優れるものではなかった。これは結晶性PET成分の相分離が進行したためと想定される。
(1)参考例1で得られた繊維を用いた以外は比較例5と同様な方法で500g/m2の紙を3枚作製した。
(2)得られた紙を重ね合わせ(目付け1500g/m2)、非晶性熱融着性繊維が軟化して流動する温度である150で圧縮成形して成形体を得た。得られた成形体の一片をサンプリングして動的粘弾性測定およびDSC測定をしたところ、ガラス転移温度は74℃で単一であり、非晶性であった。
(3)得られた成形体の曲げ弾性率は32GPaであり、その温度依存性を調べたところ、マトリックス化した繊維のガラス転移温度である74℃まで弾性率は一定に保持されていた。しかしながら、100℃で168時間保持した後の弾性率は25GPaであり、一部が溶融して形状を保持していないなど、寸法安定性と品質の点で不十分であった。
(4)また、100℃で168時間保持した成形体の弾性率の温度依存性を測定したところ、74℃で弾性率の落ち込みが観察され、耐久性が優れるものではなかった。
Claims (7)
- 実質的に融点を持たない非晶性ポリエステル系ポリマー(A)と非晶性ポリエーテルイミド系ポリマー(B)からなる繊維であって、その混合割合(重量比)が(A)/(B)=5/95~95/5の範囲にあり、且つガラス転移温度は単一であり、80~200℃の範囲にあることを特徴とする非晶性熱融着性繊維。
- 前記非晶性ポリエステル系ポリマーは、全ジカルボン酸成分がテレフタル酸成分(D)とイソフタル酸成分(E)からなる非晶性ポリエステル系ポリマーであって、その共重合割合(モル%比)が(D)/(E)=70/30~40/60の範囲にあることを特徴とする請求項1記載の非晶性熱融着性繊維。
- 前記非晶性ポリエーテルイミド系ポリマーが、主たる繰り返し構造単位が下記[化1]式で示され、且つガラス転移温度が210℃以上であることを特徴とする請求項1または2記載の非晶性熱融着性繊維。

- (ガラス転移温度-10℃)における熱収縮率が3%以下であることを特徴とする、請求項1から3の何れか1項記載の非晶性熱融着性繊維。
- 前記非晶性ポリエステル系ポリマー(A)と前記非晶性ポリエーテルイミド系ポリマー(B)とを溶融混練紡糸して得られた繊維であって、紡糸後延伸を施していないことを特徴とする、請求項1から4の何れか1項記載の非晶性熱融着性繊維。
- 請求項1から5の何れか1項記載の非晶性熱融着性繊維を10重量%以上含むことを特徴とする繊維構造体。
- 請求項1から5の何れか1項記載の非晶性熱融着性繊維を10重量%以上含む繊維構造体を少なくとも含み、前記非晶性熱融着性繊維のガラス転移温度以上の温度で融着処理してなる耐熱性成形体。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180035836.XA CN103025934B (zh) | 2010-07-29 | 2011-07-19 | 非晶性热熔接性纤维、纤维构造体及耐热性成形体 |
| KR1020137003574A KR101875239B1 (ko) | 2010-07-29 | 2011-07-19 | 비정성 열융착성 섬유, 섬유 구조체 및 내열성 성형체 |
| EP11812305.8A EP2604730A4 (en) | 2010-07-29 | 2011-07-19 | AMORPHE HEAT FUSION FIBER, FIBER STRUCTURE BODY, AND HEAT-RESISTANT FORMING |
| US13/812,697 US20130123437A1 (en) | 2010-07-29 | 2011-07-19 | Amorphous heat-fusible fiber, fiber structure, and heat-resistant molded article |
| JP2012526430A JP5726876B2 (ja) | 2010-07-29 | 2011-07-19 | 非晶性熱融着性繊維、繊維構造体および耐熱性成形体 |
| US14/634,125 US9422643B2 (en) | 2010-07-29 | 2015-02-27 | Method for producing article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010170350 | 2010-07-29 | ||
| JP2010-170350 | 2010-07-29 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/812,697 A-371-Of-International US20130123437A1 (en) | 2010-07-29 | 2011-07-19 | Amorphous heat-fusible fiber, fiber structure, and heat-resistant molded article |
| US14/634,125 Continuation US9422643B2 (en) | 2010-07-29 | 2015-02-27 | Method for producing article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012014713A1 true WO2012014713A1 (ja) | 2012-02-02 |
Family
ID=45529929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/066335 WO2012014713A1 (ja) | 2010-07-29 | 2011-07-19 | 非晶性熱融着性繊維、繊維構造体および耐熱性成形体 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20130123437A1 (ja) |
| EP (1) | EP2604730A4 (ja) |
| JP (1) | JP5726876B2 (ja) |
| KR (1) | KR101875239B1 (ja) |
| CN (1) | CN103025934B (ja) |
| TW (1) | TWI571543B (ja) |
| WO (1) | WO2012014713A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014112423A1 (ja) * | 2013-01-18 | 2014-07-24 | 株式会社クラレ | 難燃性繊維、その製造方法、並びに該繊維を用いた布帛および樹脂複合材料 |
| WO2014208671A1 (ja) * | 2013-06-28 | 2014-12-31 | 株式会社クラレ | 難燃性不織布、成形体およびコンポジット積層体 |
| JP2015044325A (ja) * | 2013-08-27 | 2015-03-12 | 王子ホールディングス株式会社 | 加飾成形品及び加飾成形品の製造方法 |
| JP2015168908A (ja) * | 2014-03-07 | 2015-09-28 | 株式会社クラレ | 高視認性を有する難燃布帛 |
| KR20160130857A (ko) | 2014-03-27 | 2016-11-14 | 주식회사 쿠라레 | 절연성 부직포 및 그 제조 방법, 절연재 |
| JP2017125192A (ja) * | 2012-02-29 | 2017-07-20 | 王子ホールディングス株式会社 | 繊維強化プラスチック成形用複合材及び繊維強化プラスチック成形体 |
| WO2018061955A1 (ja) * | 2016-09-30 | 2018-04-05 | クラレファスニング株式会社 | 難燃性かつ低発煙性の成形雄型面ファスナー |
| WO2018123986A1 (ja) * | 2016-12-26 | 2018-07-05 | 株式会社クラレ | ポリエステルバインダー繊維 |
| CN112262736A (zh) * | 2020-10-16 | 2021-01-26 | 中国农业科学院都市农业研究所 | 一种具有硬化外壳的基质块及制备装置、制备方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102362021B (zh) | 2009-03-26 | 2014-04-23 | 株式会社可乐丽 | 非晶性聚醚酰亚胺类纤维和耐热性布帛 |
| JP6158602B2 (ja) * | 2013-06-11 | 2017-07-05 | 帝人株式会社 | 伸縮性難燃布帛および繊維製品 |
| US10544528B2 (en) | 2013-12-23 | 2020-01-28 | The North Face Apparel Corp. | Textile constructs formed with fusible filaments |
| US10982381B2 (en) | 2014-10-06 | 2021-04-20 | Natural Fiber Welding, Inc. | Methods, processes, and apparatuses for producing welded substrates |
| CN109072542B (zh) | 2016-03-25 | 2022-03-08 | 天然纤维焊接股份有限公司 | 用于生产焊接基质的方法、工艺和设备 |
| CN109196149B (zh) | 2016-05-03 | 2021-10-15 | 天然纤维焊接股份有限公司 | 用于生产染色的焊接基质的方法、工艺和设备 |
| TWI829660B (zh) * | 2017-11-11 | 2024-01-21 | 美商天然纖維焊接股份有限公司 | 紗與熔接紗 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0449940B2 (ja) | 1983-10-11 | 1992-08-12 | Nippon Zeon Co | |
| JPH0790724A (ja) * | 1993-09-16 | 1995-04-04 | Kuraray Co Ltd | 熱融着性複合繊維 |
| JP2001271227A (ja) | 2000-03-27 | 2001-10-02 | Toray Ind Inc | ポリエステル繊維 |
| JP2001323146A (ja) | 2000-03-09 | 2001-11-20 | Toray Ind Inc | 2軸配向ポリエステルフィルム |
| JP2005263957A (ja) * | 2004-03-18 | 2005-09-29 | Mitsubishi Plastics Ind Ltd | 熱可塑性樹脂組成物及びそれから造られる成形体 |
| JP2006118066A (ja) | 2004-10-19 | 2006-05-11 | Nippon Ester Co Ltd | 熱接着性複合繊維 |
| JP2007177347A (ja) | 2005-12-27 | 2007-07-12 | Toray Ind Inc | セルロースブレンド繊維 |
| JP2009132896A (ja) * | 2007-10-31 | 2009-06-18 | Toray Ind Inc | 熱可塑性樹脂組成物およびその成形品 |
| JP2011127252A (ja) * | 2009-12-18 | 2011-06-30 | Kuraray Co Ltd | 耐熱性難燃紙 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4141927A (en) * | 1975-05-22 | 1979-02-27 | General Electric Company | Novel polyetherimide-polyester blends |
| IT1229141B (it) | 1989-04-06 | 1991-07-22 | Himont Inc | Poliolefine atte alla filatura e fibre termosaldabili da esse ottenute. |
| FR2685363B1 (fr) * | 1991-12-24 | 1994-02-04 | Rhone Poulenc Fibres | Papiers synthetiques a base de fibres, pulpe et liant thermostables et leur procede d'obtention. |
| US5439987A (en) * | 1994-05-31 | 1995-08-08 | Eastman Chemical Company | High heat deflection temperature blends of certain polyesters with polyetherimides |
| DE69519265T2 (de) | 1994-08-24 | 2001-07-12 | Toyo Boseki K.K., Osaka | Fasern aus Polymermischungen mit Phasentrennungstruktur und Verfahren zu ihrer Herstellung |
| US6114472A (en) * | 1996-11-25 | 2000-09-05 | Teijin Limited | Thermoplastic resin composition containing amorphous polyimide |
| JP4049940B2 (ja) | 1999-04-26 | 2008-02-20 | 株式会社クラレ | 熱融着性複合繊維及びその製造方法 |
| JP3950410B2 (ja) * | 2002-12-10 | 2007-08-01 | 名古屋油化株式会社 | 繊維、繊維集合体、繊維集合体成形物 |
| US7294663B2 (en) | 2002-12-17 | 2007-11-13 | E. I. Du Pont De Nemours And Company | Compatibility improvement in aromatic polyesters with mineral fillers |
| JP2005314601A (ja) * | 2004-04-30 | 2005-11-10 | Toyobo Co Ltd | 共重合ポリエステルならびに共重合ポリエステルの製造方法 |
| US20070142569A1 (en) * | 2005-12-16 | 2007-06-21 | Michael Stephen Donovan | Food service articles of manufacture comprising high temperature polymers |
| JP2008274042A (ja) * | 2007-04-26 | 2008-11-13 | Teijin Ltd | ポリエステル樹脂組成物 |
| CN102362021B (zh) | 2009-03-26 | 2014-04-23 | 株式会社可乐丽 | 非晶性聚醚酰亚胺类纤维和耐热性布帛 |
| EP2794558B1 (en) | 2011-12-20 | 2017-04-26 | Basf Se | Heat sensitive coating composition |
-
2011
- 2011-07-19 KR KR1020137003574A patent/KR101875239B1/ko active IP Right Grant
- 2011-07-19 WO PCT/JP2011/066335 patent/WO2012014713A1/ja active Application Filing
- 2011-07-19 EP EP11812305.8A patent/EP2604730A4/en not_active Withdrawn
- 2011-07-19 JP JP2012526430A patent/JP5726876B2/ja active Active
- 2011-07-19 CN CN201180035836.XA patent/CN103025934B/zh not_active Expired - Fee Related
- 2011-07-19 US US13/812,697 patent/US20130123437A1/en not_active Abandoned
- 2011-07-28 TW TW100126705A patent/TWI571543B/zh not_active IP Right Cessation
-
2015
- 2015-02-27 US US14/634,125 patent/US9422643B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0449940B2 (ja) | 1983-10-11 | 1992-08-12 | Nippon Zeon Co | |
| JPH0790724A (ja) * | 1993-09-16 | 1995-04-04 | Kuraray Co Ltd | 熱融着性複合繊維 |
| JP2001323146A (ja) | 2000-03-09 | 2001-11-20 | Toray Ind Inc | 2軸配向ポリエステルフィルム |
| JP2001271227A (ja) | 2000-03-27 | 2001-10-02 | Toray Ind Inc | ポリエステル繊維 |
| JP2005263957A (ja) * | 2004-03-18 | 2005-09-29 | Mitsubishi Plastics Ind Ltd | 熱可塑性樹脂組成物及びそれから造られる成形体 |
| JP2006118066A (ja) | 2004-10-19 | 2006-05-11 | Nippon Ester Co Ltd | 熱接着性複合繊維 |
| JP2007177347A (ja) | 2005-12-27 | 2007-07-12 | Toray Ind Inc | セルロースブレンド繊維 |
| JP2009132896A (ja) * | 2007-10-31 | 2009-06-18 | Toray Ind Inc | 熱可塑性樹脂組成物およびその成形品 |
| JP2011127252A (ja) * | 2009-12-18 | 2011-06-30 | Kuraray Co Ltd | 耐熱性難燃紙 |
Non-Patent Citations (4)
| Title |
|---|
| "Miscibility and Crystallization Behavior of Poly(ethylene terephthalate )lPoly( ether imide) Blends", MACROMOLECULES, vol. 28, 1995, pages 2845 - 2851 |
| "Miscibility of poly(ether imide) and poly(ethylene terephthalate", JOURNAL OF APPLIED POLYMER SCIENCE, vol. 48, 1993, pages 935 - 937 |
| "Spectroscopic studies of the crystallization behaviour in poly(ether imide)/poly(ethylene terephthalate) blends", POLYMER, vol. 38, 1997, pages 4043 - 4048 |
| See also references of EP2604730A4 * |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017125192A (ja) * | 2012-02-29 | 2017-07-20 | 王子ホールディングス株式会社 | 繊維強化プラスチック成形用複合材及び繊維強化プラスチック成形体 |
| JPWO2014112423A1 (ja) * | 2013-01-18 | 2017-01-19 | 株式会社クラレ | 難燃性繊維、その製造方法、並びに該繊維を用いた布帛および樹脂複合材料 |
| US9982368B2 (en) | 2013-01-18 | 2018-05-29 | Kuraray Co., Ltd. | Flame-retardant fiber, method for producing same, fabric using flame-retardant fiber, and resin composite material using flame-retardant fiber |
| TWI618825B (zh) * | 2013-01-18 | 2018-03-21 | 可樂麗股份有限公司 | 難燃性纖維、其製造方法、以及使用該纖維之布帛及樹脂複合材料 |
| WO2014112423A1 (ja) * | 2013-01-18 | 2014-07-24 | 株式会社クラレ | 難燃性繊維、その製造方法、並びに該繊維を用いた布帛および樹脂複合材料 |
| EP2947186A4 (en) * | 2013-01-18 | 2016-08-17 | Kuraray Co | FIRE RETARDANT FIBER, METHOD FOR PRODUCING THE SAME, FABRIC USING THE FIBER FIBER AND RESIN COMPOSITE MATERIAL USING THE FLAME RETARDANT FIBER |
| KR102083054B1 (ko) * | 2013-06-28 | 2020-02-28 | 주식회사 쿠라레 | 난연성 부직포, 성형체 및 컴포지트 적층체 |
| US9963810B2 (en) | 2013-06-28 | 2018-05-08 | Kuraray Co., Ltd. | Flame retardant nonwoven fabric, formed product, and composite stack |
| JPWO2014208671A1 (ja) * | 2013-06-28 | 2017-02-23 | 株式会社クラレ | 難燃性不織布、成形体およびコンポジット積層体 |
| KR20160025561A (ko) * | 2013-06-28 | 2016-03-08 | 가부시키가이샤 구라레 | 난연성 부직포, 성형체 및 컴포지트 적층체 |
| WO2014208671A1 (ja) * | 2013-06-28 | 2014-12-31 | 株式会社クラレ | 難燃性不織布、成形体およびコンポジット積層体 |
| JP2015044325A (ja) * | 2013-08-27 | 2015-03-12 | 王子ホールディングス株式会社 | 加飾成形品及び加飾成形品の製造方法 |
| JP2015168908A (ja) * | 2014-03-07 | 2015-09-28 | 株式会社クラレ | 高視認性を有する難燃布帛 |
| US10526736B2 (en) | 2014-03-27 | 2020-01-07 | Kuraray Co., Ltd. | Insulating nonwoven fabric and method for manufacturing the same, insulating material |
| JPWO2015146953A1 (ja) * | 2014-03-27 | 2017-04-13 | 株式会社クラレ | 絶縁性不織布およびその製造方法、絶縁材 |
| KR20160130857A (ko) | 2014-03-27 | 2016-11-14 | 주식회사 쿠라레 | 절연성 부직포 및 그 제조 방법, 절연재 |
| WO2018061955A1 (ja) * | 2016-09-30 | 2018-04-05 | クラレファスニング株式会社 | 難燃性かつ低発煙性の成形雄型面ファスナー |
| JPWO2018061955A1 (ja) * | 2016-09-30 | 2019-07-11 | クラレファスニング株式会社 | 難燃性かつ低発煙性の成形雄型面ファスナー |
| US10772391B2 (en) | 2016-09-30 | 2020-09-15 | Kuraray Fastening Co., Ltd. | Fire-retardant and low-fuming molded hook fastener |
| WO2018123986A1 (ja) * | 2016-12-26 | 2018-07-05 | 株式会社クラレ | ポリエステルバインダー繊維 |
| JPWO2018123986A1 (ja) * | 2016-12-26 | 2019-10-31 | 株式会社クラレ | ポリエステルバインダー繊維 |
| EP3561161A4 (en) * | 2016-12-26 | 2020-08-26 | Kuraray Co., Ltd. | POLYESTER BINDING FIBER |
| US11255032B2 (en) | 2016-12-26 | 2022-02-22 | Kuraray Co., Ltd. | Polyester binder fiber |
| CN112262736A (zh) * | 2020-10-16 | 2021-01-26 | 中国农业科学院都市农业研究所 | 一种具有硬化外壳的基质块及制备装置、制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103025934B (zh) | 2014-09-10 |
| US20130123437A1 (en) | 2013-05-16 |
| TWI571543B (zh) | 2017-02-21 |
| JP5726876B2 (ja) | 2015-06-03 |
| EP2604730A1 (en) | 2013-06-19 |
| KR101875239B1 (ko) | 2018-07-05 |
| CN103025934A (zh) | 2013-04-03 |
| KR20130041203A (ko) | 2013-04-24 |
| US20150167199A1 (en) | 2015-06-18 |
| JPWO2012014713A1 (ja) | 2013-09-12 |
| EP2604730A4 (en) | 2014-02-26 |
| US9422643B2 (en) | 2016-08-23 |
| TW201211332A (en) | 2012-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5726876B2 (ja) | 非晶性熱融着性繊維、繊維構造体および耐熱性成形体 | |
| JP5659148B2 (ja) | 非晶性ポリエーテルイミド系繊維および耐熱性布帛 | |
| KR20150040867A (ko) | 내열성 수지 복합체 및 그 제조 방법, 그리고 내열성 수지 복합체용 부직포 | |
| WO1996038504A1 (en) | Polyesters of 2,6-naphthalenedicarboxylic acid having improved hydrolytic stability | |
| JP4661266B2 (ja) | 合成繊維、およびそれからなる繊維構造体 | |
| JP2009097012A (ja) | ポリエステル樹脂組成物、その樹脂組成物より得られる成形体、その樹脂組成物より得られる繊維 | |
| JP5797392B2 (ja) | 耐熱性ブレンド繊維からなる紙 | |
| JP3703775B2 (ja) | 吸熱性複合繊維 | |
| US20060216448A1 (en) | Methods for processing poly(cyclohexylenedimethyleneterephthalate) and products produced therefrom | |
| JP2006169653A (ja) | バインダー繊維用ポリエステル樹脂組成物およびこれを用いてなる不織布 | |
| JP5985980B2 (ja) | 耐熱性を有する芯鞘複合繊維 | |
| JP5463180B2 (ja) | ポリカーボネート繊維 | |
| JP2007146345A (ja) | 接着加工用熱接着性長繊維 | |
| JP2007254908A (ja) | 再生熱接着性繊維 | |
| JP2008150759A (ja) | ポリエステル複合繊維 | |
| JP2007131777A (ja) | ポリエステル樹脂組成物 | |
| JP2008196069A (ja) | ポリエステル複合繊維 | |
| JP2009287128A (ja) | 撥水性ポリエステル混繊糸 | |
| JP2007113156A (ja) | 熱接着性長繊維 | |
| JP4720331B2 (ja) | 難燃性繊維構造物 | |
| JP2023092474A (ja) | ポリエステル繊維成型体 | |
| JP2008024802A (ja) | 難燃性および色調に優れたポリエステル樹脂組成物 | |
| Shu et al. | Rheology, thermal characteristics, crystallinity, tenacity and density of cationic dyeable polycaproamide/cationic dyeable poly (trimethylene terephthalate) polyblended fibers | |
| JP2008202186A (ja) | 人工毛髪用モノフィラメントおよび人工毛髪 | |
| JP2008169502A (ja) | ポリエステル繊維およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180035836.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11812305 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012526430 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011812305 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13812697 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137003574 Country of ref document: KR Kind code of ref document: A |