WO2011152017A1 - 曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 - Google Patents
曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2011152017A1 WO2011152017A1 PCT/JP2011/002999 JP2011002999W WO2011152017A1 WO 2011152017 A1 WO2011152017 A1 WO 2011152017A1 JP 2011002999 W JP2011002999 W JP 2011002999W WO 2011152017 A1 WO2011152017 A1 WO 2011152017A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- temperature
- hot
- bendability
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 181
- 239000010959 steel Substances 0.000 title claims abstract description 181
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 238000000034 method Methods 0.000 title description 28
- 230000008569 process Effects 0.000 title description 15
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 67
- 239000013078 crystal Substances 0.000 claims abstract description 29
- 239000010410 layer Substances 0.000 claims abstract description 27
- 239000002344 surface layer Substances 0.000 claims abstract description 26
- 238000001816 cooling Methods 0.000 claims description 45
- 238000000137 annealing Methods 0.000 claims description 43
- 229910001335 Galvanized steel Inorganic materials 0.000 claims description 37
- 239000008397 galvanized steel Substances 0.000 claims description 37
- 238000005096 rolling process Methods 0.000 claims description 35
- 238000010438 heat treatment Methods 0.000 claims description 27
- 229910001566 austenite Inorganic materials 0.000 claims description 22
- 229910000734 martensite Inorganic materials 0.000 claims description 21
- 239000000203 mixture Substances 0.000 claims description 20
- 229910001563 bainite Inorganic materials 0.000 claims description 19
- 229910001562 pearlite Inorganic materials 0.000 claims description 13
- 238000005098 hot rolling Methods 0.000 claims description 12
- 239000012535 impurity Substances 0.000 claims description 12
- 229910052698 phosphorus Inorganic materials 0.000 claims description 11
- 229910052717 sulfur Inorganic materials 0.000 claims description 11
- 238000005246 galvanizing Methods 0.000 claims description 10
- 229910052748 manganese Inorganic materials 0.000 claims description 10
- 229910052758 niobium Inorganic materials 0.000 claims description 10
- 229910052796 boron Inorganic materials 0.000 claims description 9
- 229910052750 molybdenum Inorganic materials 0.000 claims description 9
- 229910052799 carbon Inorganic materials 0.000 claims description 8
- 229910052804 chromium Inorganic materials 0.000 claims description 7
- 238000005275 alloying Methods 0.000 claims description 6
- 230000001965 increasing effect Effects 0.000 claims description 6
- 229910052757 nitrogen Inorganic materials 0.000 claims description 6
- 230000000717 retained effect Effects 0.000 claims description 6
- 238000007747 plating Methods 0.000 abstract description 16
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 abstract description 4
- 229910052725 zinc Inorganic materials 0.000 abstract description 4
- 239000011701 zinc Substances 0.000 abstract description 4
- 239000002245 particle Substances 0.000 abstract description 3
- 238000005452 bending Methods 0.000 description 36
- 230000000694 effects Effects 0.000 description 31
- 230000007423 decrease Effects 0.000 description 14
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 14
- 239000000463 material Substances 0.000 description 12
- 238000005728 strengthening Methods 0.000 description 11
- 238000005097 cold rolling Methods 0.000 description 9
- 229920006395 saturated elastomer Polymers 0.000 description 9
- 230000006872 improvement Effects 0.000 description 8
- 238000003466 welding Methods 0.000 description 8
- 230000009467 reduction Effects 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000002244 precipitate Substances 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- 230000002411 adverse Effects 0.000 description 4
- 238000005554 pickling Methods 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 229910001035 Soft ferrite Inorganic materials 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000009661 fatigue test Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 230000008520 organization Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 206010064503 Excessive skin Diseases 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- -1 MnS Chemical class 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000006477 desulfuration reaction Methods 0.000 description 1
- 230000023556 desulfurization Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N ferric oxide Chemical compound O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 229960005191 ferric oxide Drugs 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 1
- 235000013980 iron oxide Nutrition 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
Definitions
- the present invention is a high-strength hot-dip galvanized steel sheet excellent in bendability and weldability and having a tensile strength (TS) of 980 MPa or more, suitable for use in automobile parts and the like that are required to be subjected to severe bending work and the like. It relates to a manufacturing method.
- the hot dip galvanized steel sheet in the present invention includes a so-called galvannealed steel sheet that has been subjected to alloying heat treatment after hot dip galvanizing.
- High-strength hot-dip galvanized steel sheets used for automobile parts and the like are required to have excellent workability in addition to high strength due to the characteristics of their applications.
- high-strength steel sheets have been demanded for automobile bodies from the viewpoint of improving fuel efficiency and reducing collision safety by reducing the weight of the vehicle body, and its application is expanding.
- high-strength steel sheets have mainly been light-worked shapes, but application to complex shapes is also being studied.
- the workability tends to decrease as the strength of the steel plate increases, and therefore, when the high strength steel plate is applied to the vehicle body, problems such as breakage of the steel plate occur during press forming.
- the above-mentioned problem is likely to occur when the high strength steel sheet having a tensile strength of 980 MPa or more is applied to a part that requires a bending process.
- there is an assembly process after press molding During this process, resistance spot welding must be performed, so that excellent weldability is required in addition to workability.
- Patent Documents 1 to 7 describe high hot workability and high strength molten zinc by limiting the steel composition and structure, and by optimizing hot rolling conditions and annealing conditions.
- a method for obtaining a plated steel sheet has been proposed.
- Patent Documents 8 to 12 disclose a technique for obtaining a cold-rolled steel sheet excellent in bendability
- Patent Document 13 discloses a technique for obtaining a high-tensile hot-dip galvanized steel sheet excellent in bendability
- 14 discloses technologies for obtaining hot-dip galvanized steel sheets excellent in workability and weldability.
- Patent Document 1 describes a steel material having a high C and Si content and a tensile strength of 980 MPa class, but no consideration is given to the improvement of stretch flangeability and bendability. Not even paid.
- Patent Documents 2 to 4 disclose steel materials using Cr, but no consideration is given to stretch flangeability and bendability.
- Patent Documents 5 to 7 describe the hole expansion ratio ⁇ , which is one of the indexes for evaluating stretch flangeability. The tensile strength (TS) of the steel sheet from which the hole expansion ratio was measured reached 980 MPa. Not. Further, there is no description about bendability.
- Patent Documents 8 to 11 disclose a technique for improving the bending characteristics by softening a thickness of 10 vol% or more or 10 ⁇ m or more from the surface of the steel sheet.
- the soft layer of the steel sheet surface layer is thick, fatigue strength is disclosed.
- Patent Document 12 describes that bending properties are improved when there is a soft layer within 10 ⁇ m from the surface of the steel sheet, but there is no provision for the structure of the steel sheet, and this technique also provides fatigue strength as a whole steel sheet. The problem of decline was inevitable.
- the present invention has been developed in view of the above situation, and has a high tensile strength of 980 MPa or more, and without deteriorating the plane bending fatigue characteristics, specifically, the fatigue limit / tensile as the plane bending fatigue characteristics.
- the purpose of the present invention is to propose a high-strength hot-dip galvanized steel sheet that is excellent in bendability and weldability while satisfying a durability ratio of 0.35 or more, together with its advantageous production method.
- high strength means that the tensile strength is 980 MPa or more.
- excellent bendability means that the limit bending radius at 90 ° V-bending ⁇ 0.3t is satisfied.
- excellent weldability means that the nugget diameter is 4t 1/2 (mm) or more. It means that the material breaks.
- the steel sheet structure inside the steel sheet surface layer part must be a ferrite phase in order to ensure bending properties, in order to ensure a certain level of the steel sheet structure to a certain extent, specifically about 20% or more. If it exceeds 50%, the fatigue resistance is lowered, and it is difficult to secure a strength of 980 MPa or more.
- the present invention is based on the above findings.
- a high-strength hot-dip galvanized steel sheet excellent in bendability and weldability characterized in that it has a structure containing, further has a tensile strength of 980 MPa or more and has a hot-dip galvanized layer on the steel sheet surface.
- the structure of the inner layer of the steel sheet is A ferrite phase with a volume fraction of 20-70% and an average grain size of 5 ⁇ m or less; A bainite phase and / or a martensite phase with a volume fraction of 30-80% and an average crystal grain size of 5 ⁇ m or less; 2. High-strength molten zinc excellent in bendability and weldability as described in 1 above, which has a structure containing a residual austenite phase and / or pearlite phase of 5% or less (including 0%) in volume fraction Plated steel sheet.
- the steel sheet is, by mass, C: 0.05% or more and less than 0.12%, P: 0.001 to 0.040%, S: 0.0050% or less, Si: 0.01 to 1.6%, Mn: 2.0 to 3.5%, Al: 0.005 to 0.1% And N: 0.0060% or less, with the balance being composed of Fe and inevitable impurities,
- the high-strength hot-dip galvanized steel sheet having excellent bendability and weldability as described in 1 or 2 above.
- the steel sheet further contains, by mass%, one or more selected from Cr: more than 0.5% and not more than 2.0%, Mo: 0.01 to 0.50% and B: 0.0001 to 0.0030%, with the balance being Fe and 4.
- the high-strength hot-dip galvanized steel sheet having excellent bendability and weldability as described in 3 above, comprising an inevitable impurity composition.
- the steel sheet further contains 1% or 2 types selected from Ti: 0.010 to 0.080% and Nb: 0.010 to 0.080% by mass%, and the balance is composed of Fe and inevitable impurities.
- the high-strength hot-dip galvanized steel sheet having excellent bendability and weldability as described in 3 or 4 above.
- the steel sheet is, by mass, C: 0.05% or more and less than 0.12%, P: 0.001 to 0.040%, S: 0.0050% or less, Si: 0.01 to 1.6%, Mn: 2.0 to 3.5%, Al: 0.005 to 0.1% , N: 0.0060% or less, Cr: Over 0.5% and 2.0% or less, Mo: 0.01 to 0.50%, Ti: 0.010 to 0.080%, Nb: 0.010 to 0.080% and B: 0.0001 to 0.0030%, the balance being Fe
- the high-strength hot-dip galvanized steel sheet having excellent bendability and weldability as described in 5 above, wherein the high-strength hot-dip galvanized steel sheet has a composition of inevitable impurities.
- the steel sheet described in 6 above is mass%, C: 0.05% or more and less than 0.12%, P: 0.001 to 0.040%, S: 0.0050% or less, Si: 0.01 to 1.6%, Mn: 2.0 to 3.5%, Al: 0.005 to 0.1%, N: 0.0060% or less, Cr: more than 0.5% and 2.0% or less, Mo: 0.01 to 0.50%, Ti: 0.010 to 0.080%, Nb: 0.010 to 0.080% and B: 0.0001 to 0.0030%
- the high-strength hot-dip galvanized steel sheet having excellent bendability and weldability as described in 1 or 2 above, comprising the composition of Fe and inevitable impurities.
- the step of applying the hot dip galvanization after the steel slab having the composition according to any one of 1 to 6 above is heated, hot-rolled, wound on a coil, pickled, and then cold-rolled.
- hot dip galvanized steel sheet after slab heating at a temperature of 1150 to 1300 ° C, hot rolling at a hot finish rolling temperature of 850 to 950 ° C and then hot finishing rolling temperature to (hot finish rolling)
- the temperature range of -100 ° C) is cooled at an average cooling rate of 5 to 200 ° C / second, wound on a coil at a temperature of 400 to 650 ° C, then pickled and cold-rolled, and then two more steps
- the primary average rate of temperature increase from 200 ° C to an intermediate temperature of 500 to 800 ° C is set to 5 to 50 ° C / second, and the air ratio is 1.10 to 1.20 up to the intermediate temperature.
- the secondary average temperature rise rate is further increased from the intermediate temperature to the annealing temperature of 730 to 900 ° C. Secondary temperature is raised to the annealing temperature as .1 to 10 ° C / sec. At an air ratio of less than 1.10, held in the annealing temperature range for 10 to 500 seconds, and then 1 to 30 ° C / sec to the temperature range of 450 to 550 ° C.
- a method for producing a high-strength hot-dip galvanized steel sheet excellent in bendability and weldability characterized by cooling at an average cooling rate of 2 seconds, followed by hot-dip galvanizing or further alloying.
- a high-strength hot-dip galvanized steel sheet with improved bendability and weldability can be obtained.
- the high-strength hot-dip galvanized steel sheet can satisfy both the strength and workability required for automobile parts, and can be suitably used as an automobile part that is press-formed into a shape that is severely bent.
- % display regarding a steel plate component shall mean the mass%.
- C 0.05% or more and less than 0.12% C is an indispensable element for strengthening steel using a hard phase such as a martensite phase or a bainite phase.
- TS tensile strength
- C is 0.12% or more, spot weldability is remarkably deteriorated, and workability such as bendability tends to be remarkably lowered due to hardening by increasing the amount of the hard phase. Therefore, C is limited to a range of 0.05% or more and less than 0.12%. More preferably, it is 0.105% or less. Further, from the viewpoint of stably securing TS of 980 MPa or more, preferable C is 0.08% or more.
- P 0.001 to 0.040% Since P is an element contributing to strength improvement, in the present invention, P is contained in an amount of 0.001% or more. However, P is an element that deteriorates weldability on the other hand.
- the ferrite of the steel sheet surface layer part (hereinafter referred to as the steel sheet surface layer part) from the surface of the steel sheet to a depth of 10 ⁇ m, that is, from the interface between the steel sheet and the galvanizing to a depth of 10 ⁇ m is made to exceed 70% in volume fraction. As a result, the weldability is improved.
- P exceeds 0.040%, the effect of P degrading the weldability remarkably appears. Therefore, P is limited to 0.001 to 0.040%. Preferably it is 0.001 to 0.025%, more preferably 0.001 to 0.015%.
- the amount of S increases, weldability deteriorates. In particular, when the content exceeds 0.0050%, the influence on weldability deterioration appears significantly. Moreover, when the amount of S increases, it causes hot red hot brittleness, which may cause defects such as fracture of the hot-rolled sheet during the manufacturing process, and also forms inclusions MnS on the steel sheet, It is desirable to reduce the amount of S because it exists as a plate-like inclusion after cold rolling, thereby reducing the ultimate deformability of the material and formability such as stretch flangeability. Is allowed. Preferably it is 0.0030% or less. In addition, since excessive reduction accompanies the increase in the desulfurization cost in the steel making process, the lower limit of S is preferably about 0.0001%.
- the amounts of C, P and S are defined as described above.
- it in order to obtain desired characteristics, specifically, in order to improve strength and bending characteristics, it is effective to contain Si, Mn, Al, etc., for further enhancing the hardenability. It is also effective to add a predetermined amount of one or more selected from Cr, Mo and B.
- bendability can be further improved by adding a predetermined amount of one or two elements selected from Ti and Nb as elements that can use precipitation strengthening.
- N 0.01 to 1.6%
- Mn 2.0 to 3.5%
- Al 0.005 to 0.1%
- Cr Over 0.5% and 2.0% or less
- Mo 0.01 to 0.50%
- Ti 0.010 to 0.080%
- Nb 0.010
- N is preferably limited to a range of 0.0060% or less.
- Si 0.01-1.6%
- Si is an element that contributes to improvement in strength and bendability of the steel sheet by solid solution strengthening. However, if the content is less than 0.01%, the effect of addition is poor. On the other hand, if it exceeds 1.6%, it will concentrate as an oxide on the steel sheet surface and cause non-plating. Therefore, Si is preferably in the range of 0.01 to 1.6%. Further, Si is preferably 0.8% or less, and more preferably less than 0.35%, in order to avoid non-plating, and particularly preferably 0.20% or less.
- Mn 2.0-3.5% Mn contributes effectively to strength improvement, and this effect is recognized by containing 2.0% or more. On the other hand, if it exceeds 3.5% and excessively contained, the transformation point of the structure is partially different due to segregation of Mn and the like. As a result, if the ferrite phase and the martensite phase are in a non-uniform structure in a band shape, the bendability will be reduced. Moreover, it concentrates as an oxide on the steel plate surface and causes non-plating. Therefore, Mn is included in the range of 2.0 to 3.5%. Preferably it is 2.2 to 2.8%.
- Al 0.005-0.1%
- Al is an effective element as a deoxidizer in the steelmaking process, and is also an element useful for separating non-metallic inclusions that lower bendability into slag. Furthermore, Al has the effect of suppressing the formation of Mn and Si-based oxides that inhibit the plating properties during annealing and improving the appearance of the plating surface. In order to obtain such an effect, addition of 0.005% or more is necessary. On the other hand, if added over 0.1%, not only the steel production cost increases, but also the weldability is lowered. Therefore, Al is included in the range of 0.005 to 0.1%. Preferably it is 0.01 to 0.06%.
- N 0.0060% or less From the viewpoint of improving ductility by cleaning ferrite, it is desirable that the amount of N is small. Particularly, when the content exceeds 0.0060%, the ductility deteriorates significantly, so N is made 0.0060% as the upper limit. .
- the lower limit is preferably about 0.0001% from the viewpoint of purification cost. Therefore, N is set to 0.0060% or less. Preferably it is 0.0001 to 0.0060% of range.
- Ti forms fine carbides and fine nitrides with C or N in steel to refine the hot-rolled sheet structure and the steel sheet structure after annealing to improve bendability and effectively act to impart precipitation strengthening. .
- Ti is less than 0.010%, the effect of addition is poor.
- Ti exceeds 0.080%, not only this effect is saturated, but also excessive precipitates are formed in the ferrite, which lowers the ductility of the ferrite. Therefore, Ti is contained in the range of 0.010 to 0.080%. Preferably, the content is 0.010 to 0.060%.
- Nb 0.010-0.080%
- Nb is an element that contributes to improving the strength of the steel sheet by solid solution strengthening or precipitation strengthening.
- strengthening the ferrite phase has the effect of reducing the hardness difference from the martensite phase, which contributes to the improvement of stretch flangeability.
- it contributes to refinement of ferrite grains and crystal grains in the bainite / martensite region, and has an effect of improving bendability.
- Nb is less than 0.010%, the effect of addition is poor.
- the content exceeds 0.080%, the hot-rolled sheet becomes hard, and the rolling load during hot rolling or cold rolling is increased.
- Nb is included in the range of 0.010 to 0.080%. From the viewpoint of strength and workability, Nb is preferably 0.030 to 0.070%.
- B 0.0001-0.0030% B enhances hardenability, suppresses the formation of ferrite that occurs during the annealing cooling process, contributes to obtaining a desired amount of hard phase, and improves bendability. However, if B is less than 0.0001%, the effect of addition is poor. On the other hand, if it exceeds 0.0030%, the above effect is saturated. Therefore, B is included in the range of 0.0001 to 0.0030%. Preferably it is 0.0005 to 0.0020%.
- a particularly preferable component composition of the present invention is exemplified as follows. 1) C: 0.05% to less than 0.12%, P: 0.001 to 0.040%, S: 0.0050% or less, Si: 0.01 to 1.6%, Mn: 2.0 to 3.5%, Al: 0.005 to 0.1%, and N: 0.0060% or less The balance is Fe and inevitable impurities 2)
- the composition of 1) above is further selected from Cr: more than 0.5% and 2.0% or less, Mo: 0.01 to 0.50%, and B: 0.0001 to 0.0030% A composition containing seeds or two or more.
- the most preferable component composition of the present invention is exemplified as follows. C: 0.05% or more and less than 0.12%, P: 0.001 to 0.040%, S: 0.0050% or less, Si: 0.01 to 1.6%, Mn: 2.0 to 3.5%, Al: 0.005 to 0.1%, N: 0.0060% or less, Cr : More than 0.5% and 2.0% or less, Mo: 0.01 to 0.50%, Ti: 0.010 to 0.080%, Nb: 0.010 to 0.080% and B: 0.0001 to 0.0030%, the balance being Fe and inevitable impurities.
- Ca has an effect of improving ductility by controlling the shape of sulfides such as MnS, but the effect tends to be saturated even if contained in a large amount. Therefore, when Ca is contained, the content is made 0.0001 to 0.0050%, more preferably 0.0001 to 0.0020%.
- V has the effect of strengthening the ferrite phase due to the formation of carbides, but if contained in a large amount, V decreases the ductility of the ferrite phase. Therefore, V is preferably contained in an amount of 0.001% or more and less than 0.05%. More preferably, it is 0.001% or more and less than 0.005%.
- each of the contained Sb is preferably contained in a range of 0.0001 to 0.1%.
- Zr, Mg, and the like that form precipitates are preferably as low as possible, it is not necessary to add them positively, and each is allowed to be less than 0.0200%, preferably less than 0.0002%.
- Cu is an element that adversely affects weldability and Ni is an adverse effect on the surface appearance after plating. Therefore, Cu and Ni are allowed to be less than 0.4%, but preferably less than 0.04%.
- the balance other than the above component composition is preferably composed of Fe and inevitable impurities.
- the appropriate range of the steel structure which is an important requirement for the present invention, and the reason for the limitation will be described.
- Structure in which the steel sheet surface layer portion contains a ferrite phase with a volume fraction exceeding 70% By making the structure of the steel sheet surface layer portion to be a structure mainly composed of a ferrite phase, the bendability of the steel sheet can be improved. This effect cannot be obtained when the volume fraction of the ferrite phase is 70% or less. Therefore, the volume fraction of the ferrite phase in the surface layer portion of the steel sheet is more than 70%. Preferably it is 85% or more.
- the structure of the steel sheet is confirmed by taking a SEM (scanning electron microscope) photograph at an appropriate magnification of about 1000 to 3000 times on the surface parallel to the rolling direction of the steel sheet, Is obtained by obtaining the ferrite volume fraction and the like at three locations.
- SEM scanning electron microscope
- the high-strength hot-dip galvanized steel sheet of the present invention contains a ferrite phase having a volume fraction of 20 to 70% and an average crystal grain size of 5 ⁇ m or less in the inner layer of the steel sheet from a depth of 10 ⁇ m from the steel sheet surface.
- the structure from the inside of the steel sheet surface layer to the center in the thickness direction of the steel sheet (hereinafter referred to as the steel sheet inner layer) is as follows: depth from the steel sheet surface: 10 to 50 ⁇ m, thickness: 40 ⁇ m, and a thickness of 1/4 position.
- the structure in the region of 40 ⁇ m in thickness is representative, and the structure in both positions is observed.
- the volume fraction is 20 to 70% and the average crystal grain size is 5 ⁇ m or less in the ferrite phase.
- the inner layer of the steel sheet satisfies the above structure. Specifically, on the surface of the steel sheet in the rolling direction, the surface of the steel sheet, that is, the region of 10 to 50 ⁇ m (the region of 40 ⁇ m in the depth direction and 20 ⁇ m in the rolling direction) on the steel plate center side from the interface between the steel plate and the galvanizing and the plate thickness: By taking SEM photographs at an appropriate magnification of about 1000 to 3000 times and observing about three arbitrary locations for each structure in the region of depth of 40 ⁇ m at 1/4 position ⁇ 20 ⁇ m in the rolling direction confirmed.
- the ferrite phase is a soft phase and contributes to the ductility of the steel sheet
- the structure of the inner layer portion of the steel sheet of the present invention requires the ferrite phase to have a volume fraction of 20% or more.
- the ferrite phase is 20 to 70% in volume fraction. Preferably it is in the range of 30-50%.
- Average grain size of ferrite phase 5 ⁇ m or less (inner layer of steel plate) Refinement of crystal grains contributes to improvement of elongation, stretch flangeability and bendability of the steel sheet. Accordingly, in the inner layer portion of the steel sheet of the present invention, the bendability is improved by limiting the average crystal grain size of the ferrite phase in the composite structure to 5 ⁇ m or less. On the other hand, when the average crystal grain size of the ferrite phase exceeds 5 ⁇ m, desired plane bending fatigue characteristics cannot be ensured. In addition, if the soft region and the hard region are sparsely present, the deformation becomes uneven and the bendability deteriorates.
- the average crystal grain size of the ferrite phase is small.
- the preferred range of the average crystal grain size of the ferrite phase is 1 to 3.5 ⁇ m.
- the steel sheet structure other than the ferrite phase in the inner layer portion of the steel sheet can be the following steel sheet structure.
- Volume fraction of bainite phase and / or martensite phase 30-80%
- the bainite phase and / or the martensite phase is a hard phase and has an action of increasing the strength of the steel sheet by strengthening the transformation structure.
- the bainite phase and / or the martensite phase is desirably 30% or more in terms of volume fraction.
- the volume fraction is desirably 80% or less.
- Average crystal grain size of bainite phase and / or martensite phase 5 ⁇ m or less
- the hole expansion properties, bendability and plane bending fatigue properties of the steel sheet are improved. Desired characteristics can be realized by setting the average crystal grain size of the bainite phase and martensite phase in the composite structure to 5 ⁇ m or less. Preferably, it is 3 ⁇ m or less.
- a residual austenite phase and a pearlite phase can be considered, but the total amount thereof is 5% or less (including 0%) in volume fraction. ), The effect of the present invention is not affected.
- a slab is produced from a molten steel prepared to have a component composition according to the present invention by a continuous casting method or an ingot-bundling method.
- the obtained slab is cooled and reheated, or is subjected to a series of steps of hot rolling without being subjected to heat treatment after casting.
- the slab heating temperature is set to 1150 to 1300 ° C in order to obtain a uniform texture of the sheet, and the hot rolling finish rolling temperature is set to 850 to 950 ° C in order to improve workability such as elongation and stretch flangeability.
- the average cooling rate between the hot finish rolling temperature and (hot finish rolling temperature ⁇ 100 ° C.) is set to 5 to 200 ° C./second, and the coil is wound on a coil in order to improve the surface properties and cold rollability of the steel sheet.
- the coiling temperature is adjusted to 400 to 650 ° C., the hot rolling is finished, and after pickling, the desired thickness is obtained by cold rolling.
- the cold rolling reduction ratio at this time is preferably 30% or more in order to improve the ductility by promoting recrystallization of the ferrite phase.
- annealing that is a two-step temperature raising process is performed prior to being subjected to the hot dip galvanizing process.
- the structure of the surface layer portion and the inner layer portion of the steel sheet is controlled by annealing which is a two-step temperature raising process.
- the primary average temperature increase rate from 200 ° C to the intermediate temperature is 5 to 50 ° C / second
- the intermediate temperature is 500 to 800 ° C
- the secondary average temperature increase rate from the intermediate temperature to the annealing temperature is The annealing temperature is set to 0.1 to 10 ° C / second
- the annealing temperature is set to 730 to 900 ° C.
- the structure of the steel sheet surface layer is adjusted by setting the air ratio in the annealing furnace at the time of the primary temperature rise to a range of 1.10 to 1.20.
- the air ratio in the annealing furnace at the time of secondary temperature rise is less than 1.10.
- the steel plate is subsequently immersed in a molten zinc bath, and then the amount of galvanized coating is controlled by gas wiping or the like, or after further heating and alloying treatment, it is cooled to room temperature.
- skin-pass rolling may be applied to the steel sheet after plating.
- Slab heating temperature 1150-1300 ° C
- Precipitates present in the heating stage of the steel slab are present as coarse precipitates in the finally obtained steel sheet and do not contribute to the strength but also obstruct the homogenization of the structure of the obtained hot rolled sheet. There is a case. For this reason, it is necessary to redissolve the deposits deposited during casting.
- the slab heating temperature is limited to the range of 1150 to 1300 ° C.
- Finish rolling temperature 850-950 ° C
- the bendability can be remarkably improved by setting the finish rolling temperature during hot rolling to 850 ° C. or higher. However, if this temperature is less than 850 ° C., after hot rolling, However, the ductility of the steel sheet is reduced.
- Mn which is an austenite stabilizing element
- the Ar 3 transformation point in the region decreases, and the austenite region is reduced to a low temperature. The same temperature range results, and as a result, unrecrystallized austenite remains during hot rolling. In such a non-uniform structure, since uniform deformation of the material during processing is hindered, it becomes difficult to obtain excellent bendability.
- the finish rolling temperature exceeds 950 ° C.
- the amount of oxide (scale) generated increases rapidly, the iron-oxide interface is roughened, and the surface quality after pickling and cold rolling tends to deteriorate.
- the weldability of resistance spot welding is adversely affected.
- the crystal grain size becomes excessively large, and the surface of the pressed product may be roughened during the molding process.
- the finish rolling temperature is in the range of 850 to 950 ° C. Preferably, it is in the range of 900 ° C to 930 ° C.
- the average cooling rate in [finishing temperature to (finishing temperature ⁇ 100 ° C.)] is set to 5 ° C./second or more.
- the average cooling rate in [Finishing temperature to (Finishing temperature-100 ° C)] exceeds 200 ° C / sec, the effect is saturated, and there is a cost disadvantage such as the need for a dedicated cooling device. come. Therefore, the average cooling rate in the temperature range of [finishing temperature to (finishing temperature ⁇ 100 ° C.)] is in the range of 5 to 200 ° C./second. The range is preferably 20 to 100 ° C./second.
- Winding temperature 400-650 ° C
- the hot rolled scale thickness increases, so the surface after cold rolling becomes rough, irregularities are formed on the surface, and the ferrite grain size becomes coarser. This causes a decrease in the bendability of the steel sheet. Further, if hot-rolled scale remains after pickling, the weldability of resistance spot welding is adversely affected.
- the coiling temperature is less than 400 ° C.
- the hot-rolled sheet strength increases, and the rolling load of the steel sheet in the cold rolling process increases, resulting in a decrease in productivity. Accordingly, the coiling temperature is in the range of 400 to 650 ° C. Preferably, it is in the range of 450 to 600 ° C.
- Primary average rate of temperature increase (from 200 ° C to intermediate temperature): 5 to 50 ° C / sec. Air ratio in the furnace at the primary temperature increase: 1.10 to 1.20, intermediate temperature: 500 to 800 ° C If the primary heating rate during annealing before the start of plating is slower than 5 ° C./second, the crystal grains of the steel sheet become coarse and the elongation and bendability are lowered.
- the upper limit of the primary heating rate is not particularly limited, but the action tends to be saturated when it exceeds 50 ° C./second. Therefore, the primary average temperature rise rate is in the range of 5 to 50 ° C./second. The range is preferably 10 to 50 ° C./second, more preferably 15 to 30 ° C./second.
- the intermediate temperature between the primary temperature rise and the secondary temperature rise exceeds 800 ° C, the crystal grain size of the steel sheet becomes coarse, the bendability decreases, and the ferrite phase volume fraction in the structure of the steel sheet surface layer part is reduced. It increases and the fatigue characteristics decrease.
- the intermediate temperature is 500 to 800 ° C.
- the intermediate temperature is preferably about (annealing temperature ⁇ 200 ° C.).
- the air ratio in the annealing furnace at the time of the primary temperature rise is 1.00 or less, but in the present invention, the air ratio in the furnace at the primary temperature rise is set in the range of 1.10 to 1.20.
- the steel sheet surface layer structure which is the greatest feature of the present invention, can exceed 70% in the ferrite phase. it can.
- the air ratio in the furnace at the primary temperature rise exceeds 1.20, the ferrite phase volume fraction also increases in the inner layer of the steel sheet, and as a result, the fatigue characteristics of the steel sheet deteriorate.
- the air ratio in the present invention is the ratio of the amount of air in the annealing furnace to the minimum amount of air determined from the chemical change when the combustible component is completely burned. Therefore, 1.00 is an atmosphere including the equivalent of the theoretical air amount, and if it exceeds 1.00, the air amount is excessive in order to completely burn the combustible component. On the other hand, being less than 1.00 means that combustible components cannot be burned completely.
- the inventors consider as follows. That is, under conditions where the air ratio is high, Fe on the steel sheet surface is oxidized to produce Fe oxide, and O in the oxide combines with C in the steel, so that the solid solution C decreases. As a result, the ferrite volume fraction of only the structure of the steel sheet surface layer portion increases.
- Secondary average heating rate (from intermediate temperature to annealing temperature): 0.1 to 10 ° C / sec. Air ratio in furnace at secondary heating: Less than 1.10 Secondary average heating rate during annealing before plating starts When it is faster than 10 ° C./second, the austenite phase is slow to be generated, so that the volume fraction of the finally obtained ferrite phase is increased, and it is difficult to ensure the strength of the steel sheet. On the other hand, when the secondary average temperature rising rate is slower than 0.1 ° C./second, the crystal grain size becomes coarse, and elongation and bendability deteriorate. Therefore, the secondary average temperature rise rate is in the range of 0.1 to 10 ° C./second. The range is preferably 0.5 to 5 ° C./second.
- the air ratio in the furnace at the time of secondary temperature rise in the present invention is less than 1.10.
- the air ratio in the furnace at the time of secondary heating is 1.10 or more, the volume fraction of the ferrite phase exceeds 70% even in the inner steel sheet inner layer from the depth of the steel sheet surface layer of 10 ⁇ m, and the fatigue characteristics deteriorate.
- the air ratio in the furnace at the time of the secondary temperature increase in the present invention can be set to 1.00 or less which is a normal air ratio, and the air ratio in the subsequent annealing step can also be performed within a normal range.
- the range is preferably 0.60 to 0.95.
- Annealing temperature 730 to 900 ° C, holding time: 10 to 500 seconds If the annealing temperature before starting plating is lower than 730 ° C, austenite is not generated sufficiently during annealing, so the strength of the steel sheet cannot be secured sufficiently. On the other hand, when the annealing temperature is higher than 900 ° C., the austenite phase becomes coarse during heating, the amount of ferrite generated in the subsequent cooling process decreases, and the bendability of the steel sheet decreases. In addition, the entire crystal grain size of the steel sheet structure finally obtained becomes excessively coarse, and the elongation and the bendability tend to decrease. Therefore, the annealing temperature is 730 to 900 ° C.
- the holding time in the above-described annealing temperature range is less than 10 seconds, the amount of austenite phase generated during annealing is insufficient, and it becomes difficult to ensure the strength of the final steel sheet.
- crystal grains of the steel sheet structure tend to grow and become coarse.
- the holding time exceeds 500 seconds the grain sizes of the austenite phase and the ferrite phase during heat annealing become excessively coarse, and the bendability of the steel sheet structure obtained after the heat treatment decreases.
- coarsening of austenite grains is undesirable because it causes rough skin during press molding.
- the holding time is set in the range of 10 to 500 seconds in order to achieve both a fine structure and a uniform fine structure by reducing the influence of the structure before annealing.
- the range is preferably 20 to 200 seconds.
- Average cooling rate from annealing temperature to cooling stop temperature: 1-30 ° C / sec, cooling stop temperature: 450-550 ° C The average cooling rate up to this cooling stop temperature controls the abundance ratio of the soft ferrite phase and the hard bainite phase and / or martensite phase, and at the same time, the steel sheet has a strength of TS: 980 MPa class or higher. It plays an important role in ensuring processability. In other words, when the average cooling rate exceeds 30 ° C / second, the formation of ferrite phase during cooling is suppressed, and bainite phase and martensite phase are excessively generated, so it is easy to secure TS: 980MPa class, but bending It will cause deterioration of sex.
- the average cooling rate up to the cooling stop temperature is in the range of 1 to 30 ° C./second.
- a preferred range is 5 to 20 ° C./second. More preferably, it is in the range of 10 to 20 ° C./second.
- the steel plate cooling method is preferably a general gas cooling method, but other conventional methods such as furnace cooling method, mist cooling method, roll cooling method, and water cooling method can be used. It is also possible to carry out by appropriately combining the respective methods.
- the cooling stop temperature When the cooling stop temperature is higher than 550 ° C., the transformation of the steel sheet structure progresses from austenite to a pearlite phase or bainite phase that is softer than the martensite phase, and it becomes difficult to secure TS: 980 MPa class. In addition, a hard retained austenite phase may be generated, but in that case, stretch flangeability deteriorates. On the other hand, when the cooling stop temperature is lower than 450 ° C., the retained austenite phase increases due to the progress of the bainite transformation, and it becomes difficult to ensure the TS: 980 MPa class and the bending characteristics deteriorate.
- a hot dip galvanizing treatment is performed to obtain a hot dip galvanized steel sheet.
- an alloying treatment is performed in which reheating is performed using an induction heating device or the like to obtain an alloyed hot dip galvanized steel sheet.
- conditions for hot dip galvanizing treatment and alloying treatment are not particularly limited, and may be performed under conventionally known conditions.
- the amount of hot dip galvanizing is preferably about 20 to 150 g / m 2 per side.
- the corrosion resistance effect is saturated, which is disadvantageous in cost. More preferably, it is in the range of 30 to 70 g / m 2 .
- the galvannealed steel sheet finally obtained may be subjected to temper rolling for the purpose of shape correction or surface roughness adjustment, but if excessive skin pass rolling is performed,
- the steel sheet has a rolled structure in which excessive strain is introduced and the crystal grains are expanded, resulting in a reduction in ductility. Therefore, the rolling reduction of skin pass rolling is preferably in the range of about 0.1 to 1.5%.
- the material test and the evaluation method of material characteristics are as follows.
- (1) Structure of steel plate SEM photographs of the surface of the steel sheet and the surface of the steel sheet that is the inner layer of the steel sheet, 10 to 50 ⁇ m from the surface of the steel sheet, and 1/4 position of the plate thickness are 1000 to 3000 times in the plane parallel to the rolling direction of the steel sheet. I took a picture. Using these SEM photographs, the volume fraction of the steel sheet structure was measured.
- the structure of the inner layer of the steel sheet is as follows: from the steel sheet surface or from the interface between the steel sheet and the galvanized plate to the center of the steel sheet, 10 to 50 ⁇ m (depth direction 40 ⁇ m ⁇ rolling direction 20 ⁇ m) and plate thickness: 1/4 position A region of 40 ⁇ m ⁇ 20 ⁇ m (depth direction: 40 ⁇ m ⁇ rolling direction: 20 ⁇ m) was identified by observing the respective structures.
- the crystal grain size of the ferrite phase was measured according to the method specified in JIS G 0552: 1998, and converted to an average crystal grain size.
- the volume fraction of the ferrite phase and pearlite phase was determined by visual determination of ferrite and pearlite using a cross-sectional structure photograph with a magnification of 1000, and the area occupied by the ferrite phase and pearlite phase was obtained by image analysis. was divided by the analyzed area (area of the cross-sectional structure photograph) to determine the area fraction of the ferrite phase and the pearlite phase, and this was used as the volume fraction. Furthermore, the amount of retained austenite was measured using fcc iron on the surface of the steel plate to be measured after grinding to a 1/4 thickness position and then further polishing 0.1 mm by chemical polishing using an X-ray diffractometer using Mo K ⁇ rays.
- the average grain size of the bainite phase and martensite phase is identified as bainite or martensite using an SEM photograph with a magnification of 3000 times, and one continuous region thereof is regarded as a grain. JIS G 0552: 1998 The particle size was measured in accordance with the method defined in 1 and converted into the average particle size of each phase.
- the cross tension test of the resistance spot welded joint was performed in accordance with the provisions of JIS Z 3137.
- the nugget diameter was measured as follows in accordance with the JIS Z 3139 standard.
- the portion of the symmetrical circular plug after resistance spot welding was semi-cut with a cross section perpendicular to the surface of the steel sheet and passing through almost the center of the welding point. After the cut surface was polished and etched, the nugget diameter was measured by cross-sectional structure observation by optical microscope observation. Here, the maximum diameter of the melting region excluding the corona bond was defined as the nugget diameter.
- a cross tensile test was performed on a welded material having a nugget diameter of 4 t 1/2 (mm) or more. When the welded material had good adhesion so as to break from the base material, the weldability was improved.
- Plane bending fatigue test The plane bending fatigue test was performed in accordance with JIS Z 2275 under the conditions of full swing (stress ratio: 1) and a frequency of 20 Hz. The plane bending fatigue characteristics were judged to be good when the durability ratio indicated by fatigue limit / TS was 0.35 or more.
- the high-strength hot-dip galvanized steel sheet according to the present invention provides not only excellent bendability with a limit bending radius ⁇ 0.3 t and good resistance spot weldability, but also plane bending with a durability ratio ⁇ 0.35. It can be seen that the fatigue characteristics are satisfied at the same time. It can also be seen that the invention examples using the steel symbols A to M satisfying the particularly preferred composition of the present invention ensure a further excellent bendability with a limit bending radius ⁇ 0.25 t.
- No. 28, 33, and 34 whose steel components were outside the proper range of the present invention were inferior in weldability.
- the high-strength hot-dip galvanized steel sheet of the present invention not only has high tensile strength, but also has excellent bendability and weldability. Therefore, strict dimensional accuracy and bendability are required in the fields of automobiles, buildings, and home appliances. It is suitable for various uses and has great effects.
Abstract
Description
なお、本発明における溶融亜鉛めっき鋼板は、溶融亜鉛めっき後に合金化熱処理を施したいわゆる合金化溶融亜鉛めっき鋼板を含むものである。
最近、車体軽量化による燃費向上および衝突安全性の確保の観点から、高強度の鋼板が自動車車体に求められ、適用が拡大している。また、従来、高強度鋼板は軽加工の形状が主体であったが、複雑形状への適用も検討されはじめている。
また、車体加工においては、プレス成形後に組立工程があるが、この工程中、抵抗スポット溶接を施す必要があるため、加工性に加えて、優れた溶接性も要求される。
また、特許文献2~4には、Crを活用した鋼材について開示されているが、やはり伸びフランジ性や曲げ性については何らの考慮も払われていない。
さらに、特許文献5~7には、伸びフランジ性を評価する指標の一つである穴拡げ率λに関する記載があるが、穴拡げ率が測定された鋼板の引張強度(TS)は980MPaに達していない。また、曲げ性については何ら記載されていない。
特許文献8~11には、鋼板表面から10vol%以上または10μm以上の厚さを軟質化することによって曲げ特性を向上させる技術が開示されているが、鋼板表層の軟質層が厚いため、疲労強度の低下という問題があった。
特許文献12には、鋼板表面から10μm以内の軟質層があると、曲げ特性が向上することが記載されているが、鋼板の組織の規定がなく、この技術もまた、鋼板全体としての疲労強度の低下という問題が避けられなかった。
特許文献13には、鋼板の表層から深さ:1~10μmの表面近傍におけるフェライト相の面積率を80%以上とすることで、鋼板の曲げ性を改善する技術が示されているが、鋼板内部組織には何ら言及していない。また、鋼板の溶接性および平面曲げ疲労特性に関する技術の記載はなく、鋼板の溶接性および平面曲げ疲労特性について、依然として問題が残っていた。
特許文献14には、加工性および溶接性に優れた高強度溶融亜鉛めっき鋼板が開示されており、曲げ性に関しては、90°V曲げで限界曲げ半径≦1.5t(以下、tは鋼板の板厚を意味する)を達成する技術が開示されており、0.36tまで達成している。しかし、高強度鋼板の自動車車体への適用をさらに拡大していくためには、一層の曲げ性の向上、すなわち限界曲げ半径の低減が求められ、具体的には、限界曲げ半径≦0.3tが求められている。
なお、本発明において、高強度とは、引張強度が980MPa以上を意味する。また、曲げ性に優れるとは、90°V曲げでの限界曲げ半径≦0.3tを満足することであり、さらに、溶接性に優れるとは、ナゲット径:4t1/2(mm)以上で母材破断することを意味する。
その結果、以下に述べる知見を得た。
(1) 鋼板成分組成中、C,P,S量を低減することにより、良好な溶接性を達成できる。
(2) 曲げ特性を改善するには、鋼板表層部組織をフェライト相が主体、具体的には体積分率で70%超をフェライト相として軟質化することが有効であるが、鋼板表層部の軟質化により、耐疲労特性が劣化する。
ただし、鋼板表層部を10μm程度までとするのであれば、軟質化の耐疲労特性への影響は小さいが、曲げ特性向上への効果は大きい。
(3) 一方、上記鋼板表層部よりも内部の鋼板組織は、ある程度以上、具体的には体積分率:20%程度以上は、曲げ特性確保のためにフェライト相とする必要があるが、70%を超えると耐疲労特性が低下し、980MPa以上の強度の確保も困難となる。
本発明は上記の知見に立脚するものである。
1.質量%で、C:0.05%以上0.12%未満、P:0.001~0.040%およびS:0.0050%以下を含有する鋼板であって、該鋼板の表面から10μmの深さまでの鋼板表層部が体積分率で70%超のフェライト相を含有する組織で、かつ該表面から10μmの深さより内部の鋼板内層部は、少なくとも、体積分率が20~70%でかつ平均結晶粒径が5μm以下のフェライト相を含有する組織を有し、さらに、引張強度が980MPa以上で、鋼板表面に溶融亜鉛めっき層を有することを特徴とする曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
体積分率で20~70%、平均結晶粒径が5μm以下のフェライト相と、
体積分率で30~80%、平均結晶粒径が5μm 以下のベイナイト相および/またはマルテンサイト相と、
体積分率で5%以下(0%を含む)の残留オーステナイト相および/またはパーライト相と
を含有する組織であることを特徴とする前記1に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
すなわち、上記6に記載の鋼板は、質量%で、C:0.05%以上0.12%未満、P:0.001~0.040%、S:0.0050%以下、Si:0.01~1.6%、Mn:2.0~3.5%、Al:0.005~0.1%、N:0.0060%以下、Cr:0.5%超2.0%以下、Mo:0.01~0.50%、Ti:0.010~0.080%、Nb:0.010~0.080%およびB:0.0001~0.0030%を含有し、残部はFeおよび不可避的不純物の組成からなることを特徴とする前記1または2に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板である。
まず、本発明において、鋼板の成分組成を上記の範囲に限定した理由について説明する。なお、鋼板成分に関する「%」表示は特に断らない限り質量%を意味するものとする。
C:0.05%以上0.12%未満
Cは、マルテンサイト相やベイナイト相などの硬質相を利用して鋼を強化する上で不可欠の元素である。ここに、980MPa以上の引張強度(以下、TSという)を得るには0.05%以上のCが必要であり、Cの増加に伴ってTSは増加する。一方、Cが0.12%以上になるとスポット溶接性が著しく劣化し、また硬質相の増量による硬質化により、曲げ性等の加工性も著しく低下する傾向にある。そのため、Cは0.05%以上0.12%未満の範囲に限定する。より好ましくは0.105%以下である。また、980MPa以上のTSを安定して確保する観点から、好ましいCは0.08%以上である。
Pは、強度向上に寄与する元素であるので、本発明では0.001%以上含有させるものとした。しかし、Pは、反面で溶接性を劣化させる元素でもある。本発明では、鋼板の表面から10μmの深さまで、すなわち、鋼板と亜鉛めっきの界面から10μmの深さまでの鋼板表層部(以下、鋼板表層部という)のフェライトを体積分率で70%超とすることにより、溶接性が改善されるものの、Pが0.040%を超えると、Pが溶接性を劣化する影響が顕著に現れる。それ故、Pは0.001~0.040%に限定する。好ましくは0.001~0.025%、より好ましくは0.001~0.015%である。
S量が増加すると、溶接性が劣化する。特に、含有量が0.0050%を超えると、溶接性劣化への影響が顕著に現れる。また、S量が増加すると、熱間赤熱脆性の原因となって、製造工程中に、熱延板の破断等の不具合を生じることがあるだけでなく、鋼板に介在物MnSを形成し、冷間圧延後に板状の介在物として存在することによって、材料の極限変形能を低下させたり、伸びフランジ性などの成形性を低下させたりするため、S量は低減させることが望ましいが、0.0050%までは許容される。好ましくは0.0030%以下である。なお、過度の低減は製鋼工程における脱硫コストの増加を伴うので、Sの下限は0.0001%程度とするのが好ましい。
Siは、固溶強化により鋼板の強度向上および曲げ性に寄与する元素である。しかしながら、含有量が0.01%に満たないとその添加効果に乏しい。一方1.6%を超えて含有すると、鋼板表面に酸化物として濃化し、不めっきの原因となる。それ故、Siは0.01~1.6%の範囲とすることが好ましい。また、Siは、0.8%以下、さらには0.35%未満とすることが、不めっきを回避する上でより好ましく、とりわけ0.20%以下とすることが好ましい。
Mnは、強度向上に有効に寄与し、この効果は2.0%以上含有することで認められる。一方、3.5%を超えて過度に含有すると、Mnの偏析などに起因して部分的に組織の変態点が異なってしまう。その結果として、フェライト相とマルテンサイト相がバンド状で存在する不均一な組織になると、曲げ性が低下することとなる。また、鋼板表面に酸化物として濃化し、不めっきの原因ともなる。それ故、Mnは2.0~3.5%の範囲で含有させるものとした。好ましくは2.2~2.8%である。
Alは、製鋼工程において脱酸剤として有効であり、また曲げ性を低下させる非金属介在物をスラグ中に分離する点でも有用な元素である。さらに、Alは、焼鈍時に、めっき性を阻害するMn、Si系の酸化物の形成を抑制し、めっき表面外観を向上させる作用がある。このような効果を得るためには0.005%以上の添加が必要である。一方、0.1%を超えて添加すると、鋼製造コストの増大を招くだけでなく、溶接性を低下させる。それ故、Alは0.005~0.1%の範囲で含有させるものとした。好ましくは0.01~0.06%である。
フェライトの清浄化による延性向上の観点から、N量は少ないほうが望ましく、特に、含有量が0.0060%を超えると、延性の劣化が著しくなるので、Nは0.0060%を上限とした。なお下限値は、精製コストの点から0.0001%程度とすることが好ましい。従って、Nは0.0060%以下とする。好ましくは0.0001~0.0060%の範囲である。
Crは、鋼の焼入れ強化に有効な元素であり、同時にオーステナイト相の焼入性を向上させ、硬質相を均一微細に分散させて伸び、伸びフランジ性および曲げ性の向上にも有効に寄与する。しかしながら、Crが0.5%以下ではその添加効果に乏しい。一方、Crが2.0%を超えるとこの効果は飽和し、むしろ表面品質の劣化を招く。それ故、Crは0.5%超2.0%以下の範囲で含有させるものとした。好ましくは0.5%超 1.0%以下である。
Moは、鋼の焼入れ強化に有効な元素であり、低炭素鋼成分系で微量添加により強度を確保しやすく、かつ溶接性および曲げ性を向上させる効果もある。しかしながら、Moが0.01%に満たないとその添加効果に乏しい。一方、Moが0.50%を超えると、この効果は飽和し、コストアップの要因となる。それ故、Moは0.01~0.50%の範囲で含有させるものとした。好ましくは0.01~0.35%である。
Tiは、鋼中でCまたはNと微細炭化物や微細窒化物を形成することにより、熱延板組織および焼鈍後の鋼板組織を細粒化し曲げ性を向上させ析出強化の付与に有効に作用する。しかしながら、Tiが0.010%に満たないとその添加効果に乏しい。一方、Tiが0.080%を超えるとこの効果が飽和するだけでなく、フェライト中に過度の析出物が生成し、フェライトの延性を低下させる。従って、Tiは0.010~0.080%の範囲で含有させるものとした。好ましくは0.010~0.060%である。
Nbは、固溶強化または析出強化により鋼板の強度の向上に寄与する元素である。また、フェライト相を強化することによりマルテンサイト相との硬度差を低減する作用もあり、伸びフランジ性の改善にも有効に寄与する。さらに、フェライト粒およびベイナイト/マルテンサイト領域の結晶粒の微細化に寄与して、曲げ性を改善させる効果がある。しかしながら、Nbが0.010%に満たないとその添加効果に乏しい。一方、0.080%を超えて含有すると、熱延板が硬質化し、熱間圧延や冷間圧延時の圧延荷重の増大を招くこととなる。また、フェライトの延性を低下させ、加工性も劣化してしまう。従って、Nbは0.010~0.080%の範囲で含有させるものとした。なお、強度および加工性の観点からは、Nbは0.030~0.070%とするのが好ましい。
Bは、焼入れ性を高め、焼鈍冷却過程で起こるフェライトの生成を抑制し、所望の量の硬質相を得るのに寄与し、曲げ性を向上させる。しかしながら、Bが0.0001%に満たないとその添加効果に乏しい。一方、0.0030%を超えると上記の効果は飽和する。それ故、Bは0.0001~0.0030%の範囲で含有させるものとした。好ましくは0.0005~0.0020%である。
1)C:0.05%以上0.12%未満、P:0.001~0.040%、S:0.0050%以下、Si:0.01~1.6%、Mn:2.0~3.5%、Al:0.005~0.1%およびN:0.0060%以下を含有し、残部はFeおよび不可避的不純物
2)上記1)の組成に、さらに、Cr:0.5%超2.0%以下、Mo:0.01~0.50%およびB:0.0001~0.0030%のうちから選んだ1種または2種以上を含有する組成。
なお、本発明の最も好ましい成分組成を例示すると、以下のようになる。
C:0.05%以上0.12%未満、P:0.001~0.040%、S:0.0050%以下、Si:0.01~1.6%、Mn:2.0~3.5%、Al:0.005~0.1%、N:0.0060%以下、Cr:0.5%超2.0%以下、Mo:0.01~0.50%、Ti:0.010~0.080%、Nb:0.010~0.080%およびB:0.0001~0.0030%を含有し、残部はFeおよび不可避的不純物である。
Caは、MnSなど硫化物の形状制御により延性を向上させる効果があるが、多量に含有させてもその効果は飽和する傾向にある。よって、Caを含有させる場合、0.0001~0.0050%、より好ましくは0.0001~0.0020%とする。
また、Vは、炭化物の形成により、フェライト相を強化させる効果を有するが、多量に含有させるとフェライト相の延性を低下させる。よって、Vは0.001%以上0.05%未満で含有させることが好ましい。より好ましくは0.001%以上0.005%未満である。
その他、析出物を形成するZr,Mgなどは含有量が極力少ない方が好ましいため、積極的に添加する必要はなく、それぞれ0.0200%未満まで許容され、好ましくは0.0002%未満の範囲とする。
また、Cuは溶接性、Niはめっき後の表面外観に悪影響を及ぼす元素である。従ってCu,Niはそれぞれ0.4%未満まで許容されるが、好ましくは0.04%未満の範囲とする。
本発明の鋼板は、上記の成分組成以外の残部はFeおよび不可避不純物の組成からなることが好ましい。
鋼板表層部が体積分率で70%超のフェライト相を含有する組織
鋼板表層部の組織を、フェライト相主体の組織とすることで、鋼板の曲げ性が改善できる。この効果は、フェライト相の体積分率が70%以下では得られない。従って、鋼板表層部におけるフェライト相の体積分率は、70%超とする。好ましくは85%以上である。
なお、本発明における鋼板組織の確認は、鋼板の圧延方向に平行な面を、1000~3000倍程度の適切な倍率でSEM(走査型電子顕微鏡)写真を撮影し、鋼板表層部で任意の箇所を3箇所、フェライト体積分率等を求めることにより行う。
なお、鋼板表層部より内側から鋼板厚み方向中心(以下、鋼板内層部という)までの組織は、鋼板表面からの深さ:10~50μm、厚さ:40μmの領域および板厚1/4位置での厚さ40μmの領域における組織で代表し、両位置での組織を観察し、両位置ともに、体積分率が20~70%でかつ平均結晶粒径が5μm以下のフェライト相である場合に、鋼板内層部が上記の組織を満足することとする。具体的には、鋼板の圧延方向の面において、鋼板表面すなわち鋼板と亜鉛めっきとの界面からの鋼板中心側に10~50μmの領域(深さ方向40μm、圧延方向20μmの領域)および板厚:1/4位置の深さ方向40μm×圧延方向20μmの領域のそれぞれの組織について、1000~3000倍程度の適切な倍率でSEM写真を撮影して、任意の箇所を3箇所程度、観察することによって確認した。
フェライト相は軟質相であり、鋼板の延性に寄与するため、本発明の鋼板内層部での組織は、フェライト相を体積分率で20%以上とする必要がある。一方、フェライト相が体積分率で70%を超えて存在すると過度に軟質化し、鋼板の強度の確保および平面曲げ疲労特性の確保が困難となる。よって、フェライト相は体積分率で20~70%とする。好ましくは30~50%の範囲である。
結晶粒の微細化は、鋼板の伸び、伸びフランジ性および曲げ性の向上に寄与する。そこで、本発明の鋼板内層部では、複合組織中のフェライト相の平均結晶粒径を5μm以下に制限することにより、曲げ性の向上を図るものとした。一方、フェライト相の平均結晶粒径が5μm超では、所望の平面曲げ疲労特性が確保できない。
また、軟質な領域と硬質な領域がまばらに存在すると、変形が不均一となり曲げ性が劣化する。一方、軟質なフェライト相と硬質なマルテンサイト相が均一微細に存在すると、加工時に鋼板の変形が均一となる。そのため、フェライト相の平均結晶粒径は小さい方が望ましい。なお、鋼板の曲げ性の劣化を抑制するために好ましいフェライト相の平均結晶粒径の範囲は1~3.5μmである。
ベイナイト相および/またはマルテンサイト相の体積分率:30~80%
ベイナイト相および/またはマルテンサイト相は、硬質相であり、変態組織強化によって鋼板の強度を増加させる作用を有している。また、TS:980MPa以上を達成するために、ベイナイト相および/またはマルテンサイト相は体積分率で30%以上が望ましい。一方所望の曲げ性を有するためには体積分率で80%以下とすることが望ましい。
ベイナイト相および/またはマルテンサイト相を微細化することにより、鋼板の穴拡げ特性や曲げ性、平面曲げ疲労特性が向上し、特に、複合組織中のベイナイト相およびマルテンサイト相の平均結晶粒径を5μm 以下とすることで所望の特性が実現できる。好ましくは3μm 以下である。
まず、本発明に従う成分組成に調製された溶鋼から、連続鋳造法または造塊-分塊法等でスラブを製造する。ついで、得られたスラブを、冷却後、再加熱したのち、あるいは鋳造後加熱処理を経ずにそのまま熱間圧延を行う一連の工程を経るが、この時、スラブを再加熱する場合は、熱延板を均一組織化するためスラブ加熱温度を1150~1300℃とし、また伸び、伸びフランジ性などの加工性を向上するために、熱間圧延の仕上げ圧延温度を850~950℃として、フェライト相とパーライト相の2相からなるバンド状組織の生成を抑制する。
さらに、熱間仕上げ圧延温度~(熱間仕上げ圧延温度-100℃)間の平均冷却速度を5~200℃/秒とし、鋼板の表面性状および冷間圧延性を向上させるため、コイルに巻取る巻取り温度を400~650℃に調整して、熱間圧延を終了し、酸洗後、冷間圧延により所望の板厚とする。この時の冷延圧下率はフェライト相の再結晶促進により延性を向上させるために、30%以上の冷延圧下率とすることが望ましい。
上記した工程において、鋼板表層部の組織調整は、1次昇温時の焼鈍炉内の空気比を1.10~1.20の範囲にして行う。なお、2次昇温時の焼鈍炉内の空気比は1.10未満とする。
冷却後、引続き溶融亜鉛浴に鋼板を浸漬し、ついで、ガスワイピング等により亜鉛めっき付着量を制御したのち、あるいはさらに加熱して合金化処理を行った後、室温まで冷却する。
かくして、本発明の目的とする高強度溶融亜鉛めっき鋼板が得られるが、めっき後の鋼板にスキンパス圧延を施しても良い。
スラブ加熱温度:1150~1300℃
鋼スラブの加熱段階で存在している析出物は、最終的に得られる鋼板内で粗大な析出物として存在し、強度に寄与しないばかりか、得られる熱延板の組織の均一化を阻害する場合がある。このため、鋳造時に析出した析出物を再溶解させる必要がある。ここに、1150℃以上の加熱であれば、例えば、Ti、Nb系析出物を有する場合でも再溶解可能であり、また、スラブ表層の気泡、偏析などの欠陥をスケールオフし、鋼板表面の亀裂、凹凸を減少させ、平滑な鋼板表面を達成するという観点からも1150℃以上に鋼板を加熱することが有用である。一方、加熱温度が1300℃を超えると、鋼板組織中のオーステナイト粒の粗大化を引き起こし、最終組織が粗大化するため伸び特性を低下させてしまう。従って、スラブ加熱温度は1150~1300℃の範囲に限定する。
熱間圧延時の仕上げ圧延温度を850℃以上とすることにより曲げ性(延性、伸びフランジ性)を著しく向上させることができるが、この温度が850℃に満たないと、熱間圧延後に、結晶が展伸した加工組織となってしまうため、鋼板の延性が低下する。また、鋳片内にてオーステナイト安定化元素であるMnが偏析していると、その領域のAr3変態点が低下し、低温までオーステナイト域となって、未再結晶温度域と圧延終了温度が同じ温度域となり、結果的に熱間圧延中に未再結晶のオーステナイトが残ることになる。このように不均一な組織では、加工時の材料の均一な変形が阻害されるため、優れた曲げ性を得ることが困難となる。
一方、仕上げ圧延温度が950℃を超えると酸化物(スケール)の生成量が急激に増大し、地鉄-酸化物界面が荒れ、酸洗、冷間圧延後の表面品質が劣化する傾向にある。また酸洗後に熱延スケールの取れ残りなどが一部に存在すると、抵抗スポット溶接の溶接性に悪影響を及ぼすことになる。さらに、結晶粒径が過度に粗大となって、成形加工時にプレス品表面荒れを生じる場合もある。従って、仕上げ圧延温度は850~950℃の範囲とする。好ましくは900℃~930℃の範囲である。
仕上げ圧延直後の高温域[仕上げ温度~(仕上げ温度-100℃)]における冷却速度が5℃/秒に満たないと、熱延後の鋼板は、再結晶および粒成長をして熱延板組織が粗大化すると共に、フェライトとパーライトが層状に形成されたバンド状組織となる。焼鈍前にバンド状組織になると、成分の濃度ムラが生じた状態で熱処理されることになるため、めっき工程での熱処理では組織の微細均一化が困難となる。その結果、最終的に得られる鋼板の組織が不均一となり、伸びや曲げ性が低下する。このため、[仕上げ温度~(仕上げ温度-100℃)]における平均冷却速度は5℃/秒以上とする。一方、[仕上げ温度~(仕上げ温度-100℃)]における平均冷却速度が200℃/秒を超えてもその効果は飽和し、専用の冷却装置が必要となるなどのコスト的な不利も生じてくる。従って、[仕上げ温度~(仕上げ温度-100℃)]の温度域における平均冷却速度は5~200℃/秒の範囲とする。好ましくは、20~100℃/秒の範囲である。
圧延後の鋼板の巻取り温度が650℃を超えると、熱延スケール厚が増加するため、冷間圧延後の表面が荒れて、表面に凹凸が形成され、さらにフェライト粒径が粗大化するために鋼板の曲げ性の低下を招く。また、酸洗後に熱延スケールが残存すると抵抗スポット溶接の溶接性に悪影響を及ぼす。一方、巻取り温度が400℃に満たないと、熱延板強度が上昇してしまい、冷間圧延工程における鋼板の圧延負荷が増大して生産性が低下してしまう。従って、巻取り温度は400~650℃の範囲とする。好ましくは450~600℃の範囲である。
めっき開始前の焼鈍時における1次昇温速度が5℃/秒より遅いと、鋼板の結晶粒が粗大化し、伸びおよび曲げ性を低下させる。一方、1次昇温速度の上限に特に制限はないが、50℃/秒を超えるとその作用が飽和する傾向にある。従って、1次平均昇温速度は5~50℃/秒の範囲とする。好ましくは10~50℃/秒の範囲、より好ましくは15~30℃/秒の範囲である。
1次昇温と2次昇温の間の中間温度が800℃を超えると、鋼板の結晶粒径が粗大化し、曲げ性が低下すると共に、鋼板表層部の組織中のフェライト相体積分率が増加し、疲労特性が低下してしまう。一方、中間温度が500℃未満ではその効果が飽和し、最終的に得られる組織の鋼板表層部と鋼板内層部とのフェライト相体積分率に差が無くなってしまう。従って、中間温度は500~800℃とする。なお、中間温度は、(焼鈍温度-200℃)程度とすることが好ましい。
ここに、1次昇温での炉内の空気比が1.20を超えると、鋼板内層部でもフェライト相体積分率が増加し、その結果、鋼板の疲労特性が劣化してしまう。一方、空気比が1.10に満たないと、上記した、通常の空気比の場合と同様に、鋼板表層部のフェライト分率が70%以下となり曲げ特性が向上しない。好ましくは1.12~1.17の範囲である。
なお、本発明における空気比とは、可燃成分を完全燃焼させるときの化学変化から求めた最小限に必要な空気量に対する焼鈍炉内の空気量の比である。従って、1.00が理論空気量相当が含まれている雰囲気であり、1.00を超えると、可燃成分を完全燃焼させるためには、空気量が過剰な雰囲気である。一方、1.00に満たないということは、可燃成分を完全燃焼させることができないということである。
すなわち、空気比が高い条件では、鋼板表面のFeが酸化してFe酸化物が生成し、その酸化物中のOが、鋼中Cと結合することで、固溶Cが減少する。その結果、鋼板表層部の組織のみのフェライト体積分率が増加する。
めっき開始前の焼鈍時における2次平均昇温速度が10℃/秒より速い場合には、オーステナイト相の生成が遅くなるため、最終的に得られるフェライト相の体積分率が大きくなってしまい、鋼板の強度確保が困難となる。一方、2次平均昇温速度が0.1℃/秒より遅い場合には、結晶粒径が粗大化し、伸びや曲げ性が低下する。従って、2次平均昇温速度は0.1~10℃/秒の範囲とする。好ましくは0.5~5℃/秒の範囲である。
本発明における2次昇温時の炉内の空気比は、1.10未満とする。2次昇温時の炉内の空気比が、1.10以上となると、鋼板表層10μmの深さより内部の鋼板内層部でも、フェライト相の体積分率が70%超となり疲労特性が劣化する。
また、本発明における2次昇温時の炉内の空気比は、通常の空気比である1.00以下とすることができ、以降の焼鈍工程の空気比も、通常の範囲で行うことができる。好ましくは0.60~0.95の範囲である。
めっき開始前の焼鈍温度が730℃より低い場合、焼鈍時にオーステナイトが十分に生成しないため、鋼板の強度確保が十分にできない。一方、焼鈍温度が900℃より高い場合、加熱中にオーステナイト相が粗大化し、その後の冷却過程で生成するフェライトの量が減少し、鋼板の曲げ性が低下する。また、最終的に得られる鋼板組織の結晶粒径全体が過度に粗大化し、伸び、曲げ性ともに低下する傾向となる。従って、焼鈍温度は730~900℃とする。好ましくは750~850℃の範囲である。
また、上記した焼鈍温度域における保持時間が10秒未満の場合、焼鈍中のオーステナイト相の生成量が不足し、最終的な鋼板の強度確保が困難となる。一方、長時間焼鈍を施した場合は、鋼板組織の結晶粒が成長し粗大化する傾向にある。特に、その保持時間が500秒を超えた場合は、加熱焼鈍中のオーステナイト相およびフェライト相の粒径が過度に粗大化し、熱処理後に得られた鋼板の組織は曲げ性が低下する。加えて、オーステナイト粒の粗大化は、プレス成形時の肌荒れの原因ともなり好ましくない。また、冷却停止温度までの冷却過程中のフェライト相の生成量も減少するため、伸び性も低下することとなる。
従って、より微細な組織を達成することと、焼鈍前の組織の影響を小さくして均一微細な組織を得ることを両立するために、保持時間は10~500秒の範囲とする。好ましくは20~200秒の範囲である。
この冷却停止温度までの平均冷却速度は、軟質なフェライト相と硬質なベイナイト相および/またはマルテンサイト相の存在比率を制御し、鋼板がTS:980MPa級以上の強度を有するのと同時に、優れた加工性を確保するのに重要な役割を担っている。すなわち、平均冷却速度が30℃/秒を超えると、冷却中のフェライト相の生成が抑制され、ベイナイト相やマルテンサイト相が過度に生成するためTS:980MPa級の確保は容易ではあるが、曲げ性の劣化を招いてしまう。
一方、平均冷却速度が1℃/秒より遅いと、冷却過程中に生成するフェライト相の量が多くなるのみならず、パーライト相も多くなってしまうため、高いTSの確保ができない。従って、冷却停止温度までの平均冷却速度は1~30℃/秒の範囲とする。好ましい範囲は5~20℃/秒である。より好ましくは10~20℃/秒の範囲である。
なお、この場合の鋼板の冷却方法は、一般的なガス冷却法が好ましいが、その他、炉冷法、ミスト冷却法、ロール冷却法、水冷法など、従来公知の方法を用いることができ、また、それぞれの方法を適宜組み合わせて行うことも可能である。
ここに、溶融亜鉛めっきの付着量は、片面当たり20~150 g/m2程度とすることが好ましい。というのは、めっき付着量が20g/m2未満では、耐食性の確保が困難であり、一方150g/m2を超えると、耐食効果は飽和し、コスト的に不利となるからである。より好ましくは30~70g/m2の範囲である。
かくして得られた溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板について、以下に示す材料試験を行い、材料特性を調査した。
結果を、表3-1,3-2および表4に示す。
(1) 鋼板の組織
鋼板の圧延方向に平行な面において、鋼板表層部と、鋼板内層部である鋼板表面から10~50μmの領域および板厚1/4位置のSEM写真を1000~3000倍で撮影した。これらのSEM写真を用いて、鋼板組織の体積分率を測定した。
すなわち、鋼板内層部の組織は、鋼板表面からもしくは鋼板と亜鉛めっきとの界面から、鋼板中心側に10~50μmの領域(深さ方向40μm×圧延方向20μm)および板厚:1/4位置の40μm×20μmの領域(深さ方向40μm×圧延方向20μm)、それぞれの組織を観察することにより同定した。
なお、フェライト相の結晶粒径はJIS G 0552:1998に規定の方法に準拠して結晶粒度を測定し、平均結晶粒径に換算した。また、フェライト相、パーライト相の体積分率は、倍率:1000の断面組織写真を用いて、フェライトおよびパーライトを目視判定によって特定し、画像解析により、フェライト相およびパーライト相の占有面積を求め、これを解析した面積(断面組織写真の面積)で除することにより、フェライト相およびパーライト相の面積分率を求め、これを体積分率とした。
さらに、残留オーステナイトの量は、測定対象の鋼板を板厚1/4位置まで研削した後、化学研磨によりさらに0.1mm研磨した面について、X線回折装置でMoのKα線を用いて、fcc鉄の(200) 面、(220) 面、(311)面とbcc鉄の(200) 面、(211) 面、(220)面の積分強度を測定し、これらの測定値から残留オーステナイトの分率を求め、残留オーステナイトの体積分率とした。
また、本発明に従う鋼板の鋼組織として、フェライト相、オーステナイト相、パーライト相以外の残部はベイナイト相および/またはマルテンサイト相であるため、ベイナイト相とマルテンサイト相の合計量はフェライト相、オーステナイト相、パーライト相以外の部分とした。
ベイナイト相とマルテンサイト相の平均粒径は、倍率:3000倍のSEM写真を用いてベイナイトあるいはマルテンサイトであることを特定し、それらの連続したひとつの領域を粒とみなし、JIS G 0552:1998に規定された方法に準拠して粒度を測定し、それぞれの相の平均粒径に換算した。
圧延方向と90°の方向を長手方向(引張方向)とするJIS Z 2201に記載の5号試験片を用い、JIS Z 2241に準拠した引張試験を行い評価した。
JIS Z 2248に規定のVブロック法に基づき実施した。その際、曲げ部外側について亀裂の有無を目視で観察し、亀裂が発生しない最小の曲げ半径を限界曲げ半径とした。なお、限界曲げ半径≦0.3tを曲げ性良好とした。また、表4には、限界曲げ半径/tの値を併記する。
まず、以下の条件にてスポット溶接を行った。
電極:DR6mm-40R、加圧力:4802 N(490 kgf)、初期加圧時間:30cycles/60Hz、通電時間:17cycles/60Hz、保持時間:1cycle/60Hzとした。試験電流は、同一番号の鋼板に対し、4.6~10.0kAまで0.2kAピッチで変化させ、また10.5 kAから溶着までは0.5kAピッチで、変化させた。
ついで、各試験片を、十字引張り試験、溶接部のナゲット径の測定に供した。抵抗スポット溶接継手の十字引張り試験はJIS Z 3137の規定に準拠して実施した。また、ナゲット径の測定はJIS Z 3139の規定に準拠して以下のように実施した。
抵抗スポット溶接後の対称円状のプラグの部分を鋼板表面に垂直な断面について、溶接点のほぼ中心を通る断面で半切断した。切断面を研磨、エッチングしたのち、光学顕微鏡観察による断面組織観察によりナゲット径を測定した。ここで、コロナボンドを除いた溶融領域の最大直径をナゲット径とした。
ナゲット径が4t1/2(mm)以上の溶接材において十字引張り試験を行い、母材から破断するほど密着性の良い溶接であった場合に、その溶接性を良好とした。
平面曲げ疲労試験は、JIS Z 2275に準拠し、完全両振り(応力比:1)、周波数20Hzの条件で行った。平面曲げ疲労特性は、疲労限度/TSで示される耐久比が0.35以上であったものを良好と判断した。



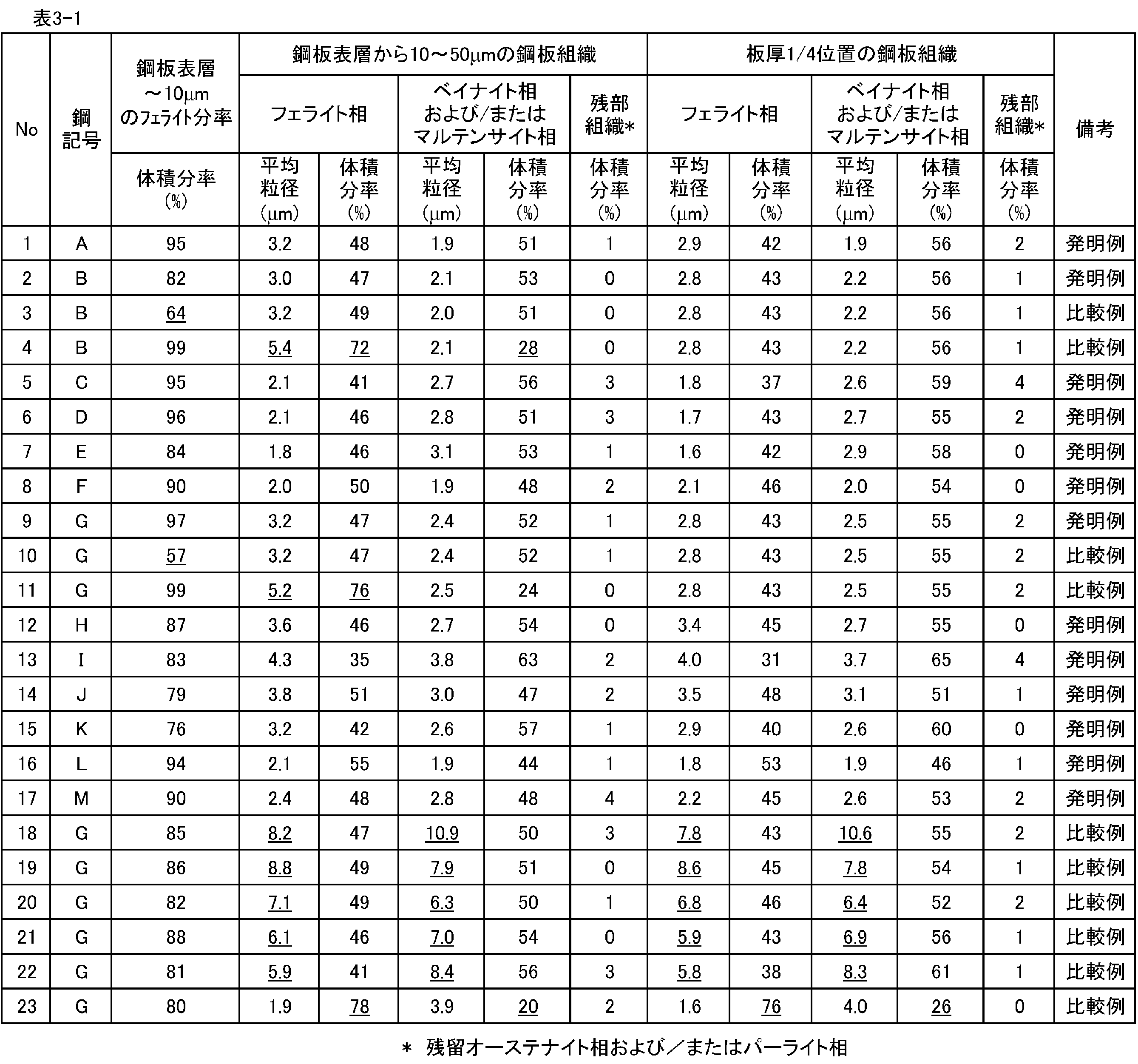
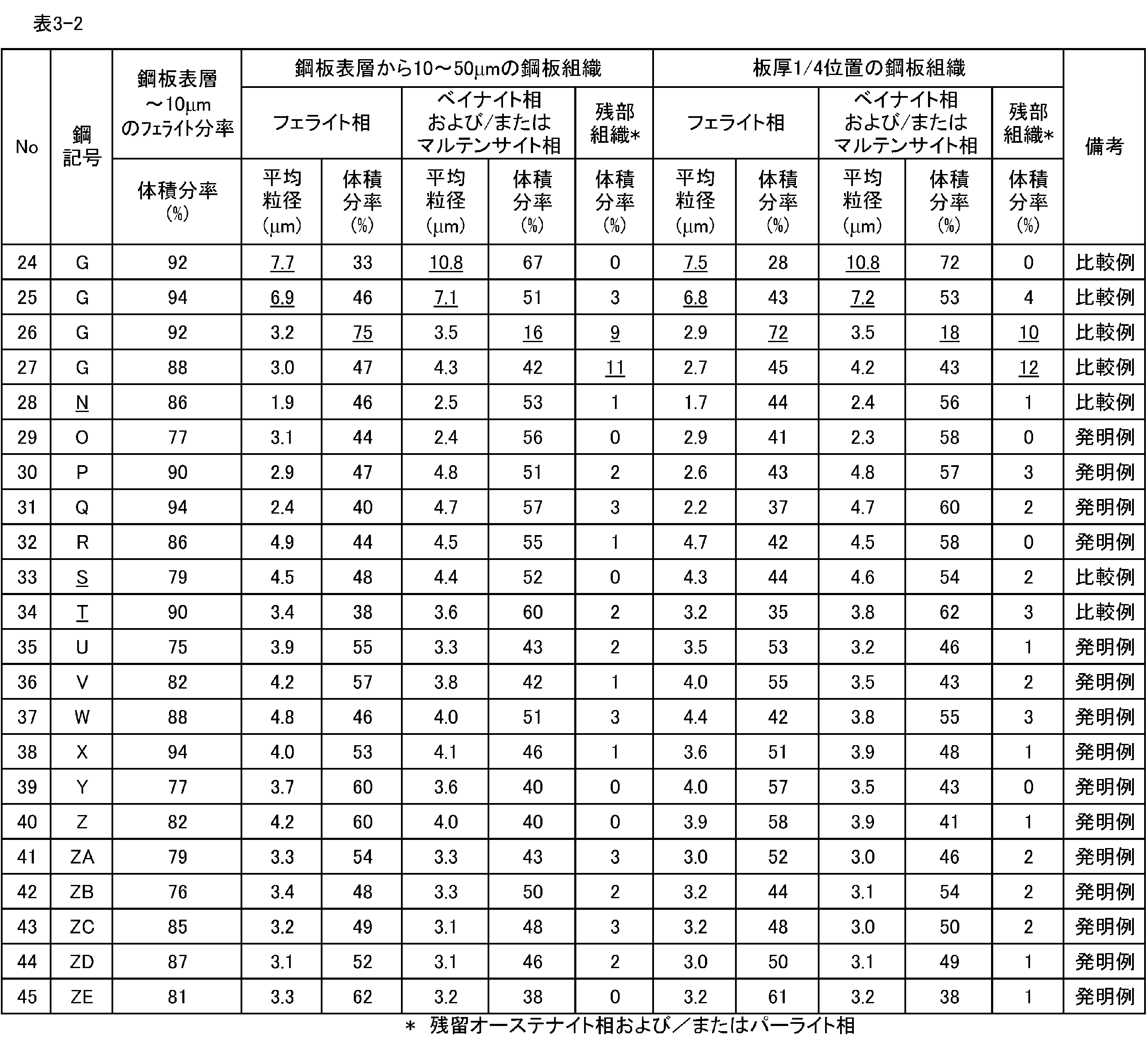

1次昇温時の空気比が本発明の適正範囲外であるNo.3,4,10,11は、曲げ性あるいは平面曲げ疲労特性(耐久比)に劣っていた。
仕上げ温度からの平均冷却速度が本発明の適正範囲外であるNo.19も、フェライト相の結晶粒径が粗大なため、曲げ性が劣っていた。
巻取り温度、中間温度が本発明の適正範囲外であるNo.20,22も、フェライト相の結晶粒径が粗大なため、曲げ性に劣っていた。
焼鈍温度が本発明の適正範囲外であるNo.24は、フェライト相の結晶粒径が粗大なため、曲げ性に劣っていた。
冷却停止温度が本発明の適正範囲外であるNo.27は、TSが980MPaよりも低かった。
Claims (7)
- 質量%で、C:0.05%以上0.12%未満、P:0.001~0.040%およびS:0.0050%以下を含有する鋼板であって、該鋼板の表面から10μmの深さまでの鋼板表層部が体積分率で70%超のフェライト相を含有する組織で、かつ該表面から10μmの深さより内部の鋼板内層部は、少なくとも、体積分率が20~70%でかつ平均結晶粒径が5μm以下のフェライト相を含有する組織を有し、さらに、引張強度が980MPa以上で、鋼板表面に溶融亜鉛めっき層を有することを特徴とする曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
- 前記鋼板内層部の組織が、
体積分率で20~70%、平均結晶粒径が5μm以下のフェライト相と、
体積分率で30~80%、平均結晶粒径が5μm 以下のベイナイト相および/またはマルテンサイト相と、
体積分率で5%以下(0%を含む)の残留オーステナイト相および/またはパーライト相と
を含有する組織であることを特徴とする請求項1に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。 - 前記鋼板が、質量%で、C:0.05%以上0.12%未満、P:0.001~0.040%、S:0.0050%以下、Si:0.01~1.6%、Mn:2.0~3.5%、Al:0.005~0.1%およびN:0.0060%以下を含有し、残部はFeおよび不可避的不純物の組成からなることを特徴とする請求項1または2に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
- 前記鋼板が、さらに質量%で、Cr:0.5%超2.0%以下、Mo:0.01~0.50%およびB:0.0001~0.0030%のうちから選んだ1種または2種以上を含有し、残部はFeおよび不可避的不純物の組成からなることを特徴とする請求項3に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
- 前記鋼板が、さらに質量%で、Ti:0.010~0.080%およびNb:0.010~0.080%のうちから選んだ1種または2種を含有し、残部はFeおよび不可避的不純物の組成からなることを特徴とする請求項3または4に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
- 前記鋼板が、質量%で、C:0.05%以上0.12%未満、P:0.001~0.040%、S:0.0050%以下、Si:0.01~1.6%、Mn:2.0~3.5%、Al:0.005~0.1%、N:0.0060%以下、Cr:0.5%超2.0%以下、Mo:0.01~0.50%、Ti:0.010~0.080%、Nb:0.010~0.080%およびB:0.0001~0.0030%を含有し、残部はFeおよび不可避的不純物の組成からなることを特徴とする請求項5に記載の曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板。
- 請求項1~6のいずれかに記載の組成になる鋼スラブを、加熱後、熱間圧延し、ついでコイルに巻き取ったのち、酸洗し、その後冷間圧延したのち、溶融亜鉛めっきを施す工程よりなる溶融亜鉛めっき鋼板の製造方法において、
1150~1300℃の温度でスラブ加熱後、熱間仕上げ圧延温度を850~950℃として熱間圧延したのち、熱間仕上げ圧延温度~(熱間仕上げ圧延温度-100℃)の温度域を平均冷却速度:5~200℃/秒で冷却し、400~650℃の温度でコイルに巻取り、ついで酸洗後、冷間圧延したのち、さらに2段階の昇温工程になる焼鈍を施すに際し、200℃から500~800℃の中間温度までの1次平均昇温速度を5~50℃/秒として、該中間温度までは空気比:1.10~1.20で1次昇温し、さらに該中間温度から730~900℃の焼鈍温度までの2次平均昇温速度を0.1~10℃/秒として該焼鈍温度まで空気比:1.10未満で2次昇温し、該焼鈍温度域に10~500秒保持したのち、450~550℃の温度域まで1~30℃/秒の平均冷却速度で冷却をし、ついで溶融亜鉛めっき処理、あるいはさらに合金化処理を施すことを特徴とする曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2012012770A MX2012012770A (es) | 2010-05-31 | 2011-05-30 | Hoja de acero galvanizado de alta resistencia que tiene una excelente capacidad de doblado y de soldado, y metodo para su fabricacion. |
| KR1020127029341A KR101304077B1 (ko) | 2010-05-31 | 2011-05-30 | 굽힘성 및 용접성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 |
| EP11789431.1A EP2578718B1 (en) | 2010-05-31 | 2011-05-30 | High-strength molten-zinc-plated steel sheet having excellent bendability and weldability, and process for production thereof |
| US13/698,301 US20130071687A1 (en) | 2010-05-31 | 2011-05-30 | High strength galvanized steel sheet having excellent bendability and weldability, and method of manufacturing the same |
| CN201180027075.3A CN102918174B (zh) | 2010-05-31 | 2011-05-30 | 弯曲性和焊接性优良的高强度热镀锌钢板及其制造方法 |
| US14/870,322 US10196727B2 (en) | 2010-05-31 | 2015-09-30 | High strength galvanized steel sheet having excellent bendability and weldability, and method of manufacturing the same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010125306 | 2010-05-31 | ||
| JP2010-125306 | 2010-05-31 | ||
| JP2011118173A JP5434960B2 (ja) | 2010-05-31 | 2011-05-26 | 曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2011-118173 | 2011-05-26 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/698,301 A-371-Of-International US20130071687A1 (en) | 2010-05-31 | 2011-05-30 | High strength galvanized steel sheet having excellent bendability and weldability, and method of manufacturing the same |
| US14/870,322 Division US10196727B2 (en) | 2010-05-31 | 2015-09-30 | High strength galvanized steel sheet having excellent bendability and weldability, and method of manufacturing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011152017A1 true WO2011152017A1 (ja) | 2011-12-08 |
Family
ID=45066410
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/002999 WO2011152017A1 (ja) | 2010-05-31 | 2011-05-30 | 曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20130071687A1 (ja) |
| EP (1) | EP2578718B1 (ja) |
| JP (1) | JP5434960B2 (ja) |
| KR (1) | KR101304077B1 (ja) |
| CN (1) | CN102918174B (ja) |
| MX (1) | MX2012012770A (ja) |
| TW (1) | TWI422690B (ja) |
| WO (1) | WO2011152017A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2834383A1 (en) * | 2012-04-05 | 2015-02-11 | Tata Steel IJmuiden B.V. | Steel strip having a low si content |
| JP2015507094A (ja) * | 2011-12-26 | 2015-03-05 | ポスコ | 溶接性及び曲げ加工性に優れた超高強度冷延鋼板及びその製造方法 |
| EP2799583A4 (en) * | 2011-12-28 | 2016-04-06 | Posco | ABRASION RESISTANT STEEL WITH EXCELLENT TOUGHNESS AND EXCELLENT WELDABILITY |
| JP2017509789A (ja) * | 2014-12-19 | 2017-04-06 | ポスコPosco | 穴広げ性に優れた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及びその製造方法 |
| WO2018038045A1 (ja) * | 2016-08-22 | 2018-03-01 | Jfeスチール株式会社 | 抵抗溶接部を有する自動車用部材 |
| WO2018151322A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板 |
| WO2018151331A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板 |
| WO2022079970A1 (ja) * | 2020-10-12 | 2022-04-21 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板 |
| JP7481652B2 (ja) | 2020-10-12 | 2024-05-13 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板 |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6052078B2 (ja) * | 2012-07-04 | 2016-12-27 | Jfeスチール株式会社 | 高強度低降伏比冷延鋼板の製造方法 |
| JP2014043628A (ja) * | 2012-08-28 | 2014-03-13 | Nippon Steel & Sumitomo Metal | 溶融亜鉛めっき鋼板および製造方法 |
| PL2918696T3 (pl) * | 2012-11-06 | 2020-07-13 | Nippon Steel Corporation | Stopowa blacha stalowa cienka cynkowana zanurzeniowo na gorąco i sposób jej wytwarzania |
| JP6246621B2 (ja) | 2013-05-08 | 2017-12-13 | 株式会社神戸製鋼所 | 引張強度が1180MPa以上の強度−曲げ性バランスに優れた溶融亜鉛めっき鋼板もしくは合金化溶融亜鉛めっき鋼板 |
| WO2015011510A1 (en) | 2013-07-25 | 2015-01-29 | Arcelormittal Investigación Y Desarrollo Sl | Spot welded joint using high strength and high forming and its production method |
| JP5858032B2 (ja) * | 2013-12-18 | 2016-02-10 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| EP3054025B1 (en) * | 2013-12-18 | 2018-02-21 | JFE Steel Corporation | High-strength galvanized steel sheet and method for manufacturing the same |
| CN113416892A (zh) * | 2014-02-05 | 2021-09-21 | 安赛乐米塔尔股份公司 | 可热成形的、可空气淬硬的、可焊的钢板 |
| JP2015200013A (ja) | 2014-03-31 | 2015-11-12 | 株式会社神戸製鋼所 | 延性、伸びフランジ性、および溶接性に優れた高強度冷延鋼板、高強度溶融亜鉛めっき鋼板、および高強度合金化溶融亜鉛めっき鋼板 |
| KR101893512B1 (ko) * | 2014-04-22 | 2018-08-30 | 제이에프이 스틸 가부시키가이샤 | 고강도 용융 아연 도금 강판 및 고강도 합금화 용융 아연 도금 강판의 제조 방법 |
| WO2015185956A1 (en) * | 2014-06-06 | 2015-12-10 | ArcelorMittal Investigación y Desarrollo, S.L. | High strength multiphase galvanized steel sheet, production method and use |
| JP5958659B2 (ja) | 2014-07-25 | 2016-08-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2016013144A1 (ja) * | 2014-07-25 | 2016-01-28 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法 |
| JP5935843B2 (ja) * | 2014-08-08 | 2016-06-15 | Jfeスチール株式会社 | スポット溶接性に優れた冷延鋼板およびその製造方法 |
| JP5971434B2 (ja) | 2014-08-28 | 2016-08-17 | Jfeスチール株式会社 | 伸びフランジ性、伸びフランジ性の面内安定性および曲げ性に優れた高強度溶融亜鉛めっき鋼板ならびにその製造方法 |
| JP6172297B2 (ja) * | 2014-09-08 | 2017-08-02 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法及び製造設備 |
| MX2017005567A (es) * | 2014-10-30 | 2017-06-23 | Jfe Steel Corp | Lamina de acero de alta resistencia, lamina de acero galvanizada por inmersion en caliente de alta resistencia, lamina de acero recubierta de aluminio por inmersion en caliente de alta resistencia, y lamina de acero electrogalvanizada de alta resistencia, y metodos para fabricacion de las mismas. |
| EP3216891B1 (en) | 2014-11-05 | 2020-01-15 | Nippon Steel Corporation | Hot-dip galvanized steel sheet |
| BR112017008460A2 (pt) | 2014-11-05 | 2017-12-26 | Nippon Steel & Sumitomo Metal Corp | chapa de aço galvanizada por imersão a quente |
| DE102014017274A1 (de) * | 2014-11-18 | 2016-05-19 | Salzgitter Flachstahl Gmbh | Höchstfester lufthärtender Mehrphasenstahl mit hervorragenden Verarbeitungseigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| DE102014116929B3 (de) * | 2014-11-19 | 2015-11-05 | Thyssenkrupp Ag | Verfahren zur Herstellung eines aufgestickten Verpackungsstahls, kaltgewalztes Stahlflachprodukt und Vorrichtung zum rekristallisierenden Glühen und Aufsticken eines Stahlflachprodukts |
| KR101657822B1 (ko) * | 2014-12-24 | 2016-09-20 | 주식회사 포스코 | 연신특성이 우수한 용융아연도금강판, 합금화 용융아연도금강판 및 그 제조방법 |
| CN107109572B (zh) * | 2015-01-16 | 2019-09-10 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| MX2017009204A (es) * | 2015-01-16 | 2017-11-17 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para la fabricacion de la misma. |
| CN107208237B (zh) | 2015-02-13 | 2019-03-05 | 杰富意钢铁株式会社 | 高强度熔融镀锌钢板及其制造方法 |
| MX2017010340A (es) | 2015-02-13 | 2018-01-23 | Jfe Steel Corp | Lamina de acero galvanizada de alta resistencia y metodo para la fabricacion de la misma. |
| WO2016138185A1 (en) | 2015-02-25 | 2016-09-01 | Arcelormittal | Post annealed high tensile strength coated steel sheet having improved yield strength and hole expansion |
| JP6037087B1 (ja) | 2015-03-13 | 2016-11-30 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2016198906A1 (fr) * | 2015-06-10 | 2016-12-15 | Arcelormittal | Acier a haute résistance et procédé de fabrication |
| WO2017109540A1 (en) * | 2015-12-21 | 2017-06-29 | Arcelormittal | Method for producing a high strength steel sheet having improved ductility and formability, and obtained steel sheet |
| KR101767762B1 (ko) * | 2015-12-22 | 2017-08-14 | 주식회사 포스코 | 굽힘 가공성이 우수한 고강도 냉연강판 및 그 제조방법 |
| US20200165708A1 (en) * | 2016-02-10 | 2020-05-28 | Jfe Steel Corporation | High-strength galvanized steel sheet and method of producing the same |
| DE102016104295A1 (de) * | 2016-03-09 | 2017-09-14 | Salzgitter Flachstahl Gmbh | Hochfester lufthärtender Stahl zur Verwendung als Schweißzusatzwerkstoff |
| WO2017168957A1 (ja) | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| KR102130232B1 (ko) * | 2016-03-31 | 2020-07-03 | 제이에프이 스틸 가부시키가이샤 | 박강판 및 도금 강판, 그리고 열연 강판의 제조 방법, 냉연 풀 하드 강판의 제조 방법, 박강판의 제조 방법 및 도금 강판의 제조 방법 |
| KR102145293B1 (ko) * | 2016-05-25 | 2020-08-18 | 제이에프이 스틸 가부시키가이샤 | 도금 강판 및 그의 제조 방법 |
| JP6354918B1 (ja) * | 2016-08-30 | 2018-07-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2018062342A1 (ja) * | 2016-09-30 | 2018-04-05 | Jfeスチール株式会社 | 高強度めっき鋼板及びその製造方法 |
| KR102256983B1 (ko) * | 2016-12-12 | 2021-05-26 | 제이에프이 스틸 가부시키가이샤 | 저항복비 각형 강관용 열연 강판 및 그의 제조 방법 그리고 저항복비 각형 강관 및 그의 제조 방법 |
| JP6428970B1 (ja) * | 2017-03-30 | 2018-11-28 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
| MX2020004029A (es) | 2017-10-20 | 2020-08-13 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para la fabricacion de la misma. |
| EP3704281A1 (en) | 2017-11-02 | 2020-09-09 | AK Steel Properties, Inc. | Press hardened steel with tailored properties |
| CN108823507B (zh) * | 2018-06-28 | 2020-12-11 | 武汉钢铁有限公司 | 一种抗拉强度800MPa级热镀锌高强钢及其减量化生产方法 |
| CN108998737A (zh) * | 2018-07-03 | 2018-12-14 | 唐山钢铁集团有限责任公司 | 一种弯曲和焊接性能优异的热镀锌高强钢板及其生产方法 |
| CN111378895B (zh) * | 2018-12-28 | 2021-10-19 | 宝山钢铁股份有限公司 | 一种表层高塑性内层高强度的梯度钢铁材料及制造方法 |
| US20220195570A1 (en) * | 2019-04-17 | 2022-06-23 | Jfe Steel Corporation | Non-oriented electrical steel sheet |
| EP3960892A4 (en) * | 2019-04-24 | 2022-11-23 | Nippon Steel Corporation | GALVANISED STEEL |
| CN115349029B (zh) * | 2020-04-07 | 2024-02-09 | 日本制铁株式会社 | 钢板 |
| KR102457023B1 (ko) * | 2020-12-21 | 2022-10-21 | 주식회사 포스코 | 표면품질과 점 용접성이 우수한 고강도 용융아연도금 강판 및 그 제조방법 |
| KR102457021B1 (ko) * | 2020-12-21 | 2022-10-21 | 주식회사 포스코 | 표면품질과 점 용접성이 우수한 고강도 용융아연도금 강판 및 그 제조방법 |
| KR102457022B1 (ko) * | 2020-12-21 | 2022-10-21 | 주식회사 포스코 | 폭방향을 따라 우수한 점 용접성이 균등하게 구현되는 고강도 용융아연도금 강판 및 그 제조방법 |
| KR102457020B1 (ko) * | 2020-12-21 | 2022-10-21 | 주식회사 포스코 | 표면품질과 점 용접성이 우수한 고강도 용융아연도금 강판 및 그 제조방법 |
| WO2023118350A1 (en) * | 2021-12-24 | 2023-06-29 | Tata Steel Nederland Technology B.V. | High strength steel strip or sheet excellent in ductility and bendability, manufacturing method thereof, car or truck component |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5591943A (en) * | 1978-12-29 | 1980-07-11 | Nippon Steel Corp | Continuous annealing method for cold rolled steel strip |
| JPH02175839A (ja) | 1988-12-28 | 1990-07-09 | Kawasaki Steel Corp | 溶接性、加工性に優れた高強度冷延鋼板およびその製造方法 |
| JPH05195149A (ja) | 1992-01-21 | 1993-08-03 | Nkk Corp | 曲げ加工性及び衝撃特性の優れた超高強度冷延鋼板 |
| JPH10130782A (ja) | 1996-11-01 | 1998-05-19 | Nippon Steel Corp | 超高強度冷延鋼板およびその製造方法 |
| JP2001011538A (ja) | 1999-06-24 | 2001-01-16 | Sumitomo Metal Ind Ltd | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP3263143B2 (ja) | 1992-08-27 | 2002-03-04 | 株式会社神戸製鋼所 | 加工性に優れた焼付硬化型高強度合金化溶融亜鉛めっき鋼板及びその製造方法 |
| JP2002161336A (ja) | 2000-09-12 | 2002-06-04 | Nkk Corp | 超高張力冷延鋼板およびその製造方法 |
| JP2002256386A (ja) | 2001-02-27 | 2002-09-11 | Nkk Corp | 高強度溶融亜鉛メッキ鋼板およびその製造方法 |
| JP2002317245A (ja) | 2001-04-17 | 2002-10-31 | Nippon Steel Corp | プレス加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2004232011A (ja) | 2003-01-29 | 2004-08-19 | Nisshin Steel Co Ltd | 高張力合金化溶融亜鉛めっき鋼板の製造方法 |
| JP3596316B2 (ja) | 1997-12-17 | 2004-12-02 | 住友金属工業株式会社 | 高張力高延性亜鉛めっき鋼板の製造方法 |
| JP2005105367A (ja) | 2003-09-30 | 2005-04-21 | Nippon Steel Corp | 溶接性と延性に優れた高降伏比高強度冷延鋼板および高降伏比高強度溶融亜鉛めっき鋼板、並びに、高降伏比高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2005273002A (ja) | 2004-02-27 | 2005-10-06 | Jfe Steel Kk | 曲げ性および伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 |
| JP2006045615A (ja) * | 2004-08-04 | 2006-02-16 | Jfe Steel Kk | 冷延鋼板の製造方法 |
| JP2006161064A (ja) | 2004-12-02 | 2006-06-22 | Sumitomo Metal Ind Ltd | 高張力溶融亜鉛めっき鋼板とその製造方法 |
| JP2007146241A (ja) * | 2005-11-29 | 2007-06-14 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備 |
| JP2008280608A (ja) | 2007-04-13 | 2008-11-20 | Jfe Steel Kk | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010053446A (ja) * | 2008-07-30 | 2010-03-11 | Jfe Steel Corp | 化成処理性に優れた高Si冷延鋼板の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5194811B2 (ja) * | 2007-03-30 | 2013-05-08 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板 |
| JP5167865B2 (ja) * | 2008-02-29 | 2013-03-21 | Jfeスチール株式会社 | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP4924730B2 (ja) * | 2009-04-28 | 2012-04-25 | Jfeスチール株式会社 | 加工性、溶接性および疲労特性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
-
2011
- 2011-05-26 JP JP2011118173A patent/JP5434960B2/ja active Active
- 2011-05-30 WO PCT/JP2011/002999 patent/WO2011152017A1/ja active Application Filing
- 2011-05-30 MX MX2012012770A patent/MX2012012770A/es active IP Right Grant
- 2011-05-30 CN CN201180027075.3A patent/CN102918174B/zh active Active
- 2011-05-30 US US13/698,301 patent/US20130071687A1/en not_active Abandoned
- 2011-05-30 EP EP11789431.1A patent/EP2578718B1/en active Active
- 2011-05-30 KR KR1020127029341A patent/KR101304077B1/ko active IP Right Grant
- 2011-05-31 TW TW100119014A patent/TWI422690B/zh not_active IP Right Cessation
-
2015
- 2015-09-30 US US14/870,322 patent/US10196727B2/en active Active
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5591943A (en) * | 1978-12-29 | 1980-07-11 | Nippon Steel Corp | Continuous annealing method for cold rolled steel strip |
| JPH02175839A (ja) | 1988-12-28 | 1990-07-09 | Kawasaki Steel Corp | 溶接性、加工性に優れた高強度冷延鋼板およびその製造方法 |
| JPH05195149A (ja) | 1992-01-21 | 1993-08-03 | Nkk Corp | 曲げ加工性及び衝撃特性の優れた超高強度冷延鋼板 |
| JP3263143B2 (ja) | 1992-08-27 | 2002-03-04 | 株式会社神戸製鋼所 | 加工性に優れた焼付硬化型高強度合金化溶融亜鉛めっき鋼板及びその製造方法 |
| JPH10130782A (ja) | 1996-11-01 | 1998-05-19 | Nippon Steel Corp | 超高強度冷延鋼板およびその製造方法 |
| JP3596316B2 (ja) | 1997-12-17 | 2004-12-02 | 住友金属工業株式会社 | 高張力高延性亜鉛めっき鋼板の製造方法 |
| JP2001011538A (ja) | 1999-06-24 | 2001-01-16 | Sumitomo Metal Ind Ltd | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP2002161336A (ja) | 2000-09-12 | 2002-06-04 | Nkk Corp | 超高張力冷延鋼板およびその製造方法 |
| JP2002256386A (ja) | 2001-02-27 | 2002-09-11 | Nkk Corp | 高強度溶融亜鉛メッキ鋼板およびその製造方法 |
| JP2002317245A (ja) | 2001-04-17 | 2002-10-31 | Nippon Steel Corp | プレス加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2004232011A (ja) | 2003-01-29 | 2004-08-19 | Nisshin Steel Co Ltd | 高張力合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2005105367A (ja) | 2003-09-30 | 2005-04-21 | Nippon Steel Corp | 溶接性と延性に優れた高降伏比高強度冷延鋼板および高降伏比高強度溶融亜鉛めっき鋼板、並びに、高降伏比高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2005273002A (ja) | 2004-02-27 | 2005-10-06 | Jfe Steel Kk | 曲げ性および伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 |
| JP2006045615A (ja) * | 2004-08-04 | 2006-02-16 | Jfe Steel Kk | 冷延鋼板の製造方法 |
| JP2006161064A (ja) | 2004-12-02 | 2006-06-22 | Sumitomo Metal Ind Ltd | 高張力溶融亜鉛めっき鋼板とその製造方法 |
| JP2007146241A (ja) * | 2005-11-29 | 2007-06-14 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備 |
| JP2008280608A (ja) | 2007-04-13 | 2008-11-20 | Jfe Steel Kk | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010053446A (ja) * | 2008-07-30 | 2010-03-11 | Jfe Steel Corp | 化成処理性に優れた高Si冷延鋼板の製造方法 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015507094A (ja) * | 2011-12-26 | 2015-03-05 | ポスコ | 溶接性及び曲げ加工性に優れた超高強度冷延鋼板及びその製造方法 |
| EP2799583A4 (en) * | 2011-12-28 | 2016-04-06 | Posco | ABRASION RESISTANT STEEL WITH EXCELLENT TOUGHNESS AND EXCELLENT WELDABILITY |
| US9708698B2 (en) | 2011-12-28 | 2017-07-18 | Posco | Wear resistant steel having excellent toughness and weldability |
| EP2834383B1 (en) * | 2012-04-05 | 2021-07-21 | Tata Steel IJmuiden B.V. | Steel strip having a low si content |
| EP2834383A1 (en) * | 2012-04-05 | 2015-02-11 | Tata Steel IJmuiden B.V. | Steel strip having a low si content |
| US10351924B2 (en) | 2014-12-19 | 2019-07-16 | Posco | Hot-dip galvanized steel sheet and hot-dip galvannealed steel sheet having improved hole expansion ratio, and manufacturing methods thereof |
| JP2017509789A (ja) * | 2014-12-19 | 2017-04-06 | ポスコPosco | 穴広げ性に優れた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及びその製造方法 |
| US10940556B2 (en) | 2016-08-22 | 2021-03-09 | Jfe Steel Corporation | Automotive member having resistance weld |
| EP3473740A4 (en) * | 2016-08-22 | 2019-05-22 | JFE Steel Corporation | AUTOMOTIVE ELEMENT WITH RESISTANCE WELDING |
| WO2018038045A1 (ja) * | 2016-08-22 | 2018-03-01 | Jfeスチール株式会社 | 抵抗溶接部を有する自動車用部材 |
| JPWO2018038045A1 (ja) * | 2016-08-22 | 2018-08-23 | Jfeスチール株式会社 | 抵抗溶接部を有する自動車用部材 |
| EP3584348A4 (en) * | 2017-02-20 | 2020-08-05 | Nippon Steel Corporation | HIGH STRENGTH STEEL PLATE |
| JP6443592B1 (ja) * | 2017-02-20 | 2018-12-26 | 新日鐵住金株式会社 | 高強度鋼板 |
| CN110177894A (zh) * | 2017-02-20 | 2019-08-27 | 日本制铁株式会社 | 高强度钢板 |
| WO2018151331A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板 |
| WO2018151322A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板 |
| JP6443593B1 (ja) * | 2017-02-20 | 2018-12-26 | 新日鐵住金株式会社 | 高強度鋼板 |
| CN110177894B (zh) * | 2017-02-20 | 2021-11-19 | 日本制铁株式会社 | 高强度钢板 |
| US11261505B2 (en) | 2017-02-20 | 2022-03-01 | Nippon Steel Corporation | High strength steel sheet |
| US11408046B2 (en) | 2017-02-20 | 2022-08-09 | Nippon Steel Corporation | High strength steel sheet |
| WO2022079970A1 (ja) * | 2020-10-12 | 2022-04-21 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板 |
| JP7481652B2 (ja) | 2020-10-12 | 2024-05-13 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102918174B (zh) | 2015-03-11 |
| US20130071687A1 (en) | 2013-03-21 |
| CN102918174A (zh) | 2013-02-06 |
| EP2578718A4 (en) | 2015-12-02 |
| EP2578718B1 (en) | 2017-11-08 |
| JP2012012703A (ja) | 2012-01-19 |
| MX2012012770A (es) | 2012-12-17 |
| US10196727B2 (en) | 2019-02-05 |
| KR101304077B1 (ko) | 2013-09-05 |
| TWI422690B (zh) | 2014-01-11 |
| US20160017473A1 (en) | 2016-01-21 |
| KR20130006507A (ko) | 2013-01-16 |
| EP2578718A1 (en) | 2013-04-10 |
| TW201202442A (en) | 2012-01-16 |
| JP5434960B2 (ja) | 2014-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5434960B2 (ja) | 曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4924730B2 (ja) | 加工性、溶接性および疲労特性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5194878B2 (ja) | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5858199B2 (ja) | 高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP5413546B2 (ja) | 高強度薄鋼板およびその製造方法 | |
| KR101923327B1 (ko) | 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| KR102173601B1 (ko) | 고강도 박강판 및 그 제조 방법 | |
| WO2019106895A1 (ja) | 高強度亜鉛めっき鋼板およびその製造方法 | |
| JP2019506530A (ja) | 優れた成形性を有する高強度鋼板及びこれを製造する方法 | |
| WO2016013144A1 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP5167865B2 (ja) | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2016021194A1 (ja) | 高強度鋼板およびその製造方法、ならびに高強度亜鉛めっき鋼板の製造方法 | |
| KR20110110367A (ko) | 성형성이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| JP5920118B2 (ja) | 成形性に優れた高強度鋼板およびその製造方法 | |
| JP4752522B2 (ja) | 深絞り用高強度複合組織型冷延鋼板の製造方法 | |
| KR102153194B1 (ko) | 액상금속취화(lme) 균열 저항성이 우수한 초고강도 고연성 냉연강판, 도금강판 및 이들의 제조방법 | |
| JP7017634B2 (ja) | 焼付硬化性及び耐食性に優れた鋼板及びその製造方法 | |
| KR20110023911A (ko) | 외관이 우수한 고강도 용융 아연 도금 강판 및 그 제조 방법 | |
| JP5251207B2 (ja) | 深絞り性に優れた高強度鋼板及びその製造方法 | |
| JP2004211140A (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4826694B2 (ja) | 薄鋼板の耐疲労特性改善方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180027075.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11789431 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2489/MUMNP/2012 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2012/012770 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20127029341 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011789431 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011789431 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13698301 Country of ref document: US |