WO2011030893A1 - スパンボンド不織布および繊維製品 - Google Patents
スパンボンド不織布および繊維製品 Download PDFInfo
- Publication number
- WO2011030893A1 WO2011030893A1 PCT/JP2010/065748 JP2010065748W WO2011030893A1 WO 2011030893 A1 WO2011030893 A1 WO 2011030893A1 JP 2010065748 W JP2010065748 W JP 2010065748W WO 2011030893 A1 WO2011030893 A1 WO 2011030893A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- crystalline polypropylene
- resin composition
- polypropylene
- low crystalline
- Prior art date
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 164
- 239000000835 fiber Substances 0.000 title claims abstract description 72
- -1 polypropylene Polymers 0.000 claims abstract description 165
- 239000004743 Polypropylene Substances 0.000 claims abstract description 138
- 229920001155 polypropylene Polymers 0.000 claims abstract description 137
- 239000011342 resin composition Substances 0.000 claims abstract description 63
- 229920006038 crystalline resin Polymers 0.000 claims abstract description 47
- 238000002844 melting Methods 0.000 claims abstract description 32
- 230000008018 melting Effects 0.000 claims abstract description 32
- 239000000155 melt Substances 0.000 claims abstract description 24
- 238000009987 spinning Methods 0.000 claims description 42
- 239000000306 component Substances 0.000 claims description 29
- 238000004049 embossing Methods 0.000 claims description 18
- 229920000098 polyolefin Polymers 0.000 claims description 17
- 238000009826 distribution Methods 0.000 claims description 15
- 239000008358 core component Substances 0.000 claims description 8
- 239000000203 mixture Substances 0.000 claims description 8
- 239000002131 composite material Substances 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 description 52
- 229920005989 resin Polymers 0.000 description 27
- 239000011347 resin Substances 0.000 description 27
- 238000004519 manufacturing process Methods 0.000 description 24
- 238000005259 measurement Methods 0.000 description 19
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 18
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 17
- 238000002156 mixing Methods 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 11
- 238000006116 polymerization reaction Methods 0.000 description 11
- 239000002994 raw material Substances 0.000 description 11
- 239000000654 additive Substances 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 238000001816 cooling Methods 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 7
- 239000004744 fabric Substances 0.000 description 7
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 6
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 238000007599 discharging Methods 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 239000000806 elastomer Substances 0.000 description 5
- 150000002430 hydrocarbons Chemical group 0.000 description 5
- 239000004750 melt-blown nonwoven Substances 0.000 description 5
- 229920001384 propylene homopolymer Polymers 0.000 description 5
- 229920005604 random copolymer Polymers 0.000 description 5
- 125000003011 styrenyl group Chemical class [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- 239000006096 absorbing agent Substances 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 4
- 230000008025 crystallization Effects 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000003381 stabilizer Substances 0.000 description 4
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 3
- 229920001410 Microfiber Polymers 0.000 description 3
- 229920003355 Novatec® Polymers 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 230000002745 absorbent Effects 0.000 description 3
- 239000002250 absorbent Substances 0.000 description 3
- 230000003712 anti-aging effect Effects 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 239000002981 blocking agent Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 229910052801 chlorine Inorganic materials 0.000 description 3
- 239000000460 chlorine Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 239000003484 crystal nucleating agent Substances 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- 239000004088 foaming agent Substances 0.000 description 3
- 239000012760 heat stabilizer Substances 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- RLAWWYSOJDYHDC-BZSNNMDCSA-N lisinopril Chemical compound C([C@H](N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(O)=O)C(O)=O)CC1=CC=CC=C1 RLAWWYSOJDYHDC-BZSNNMDCSA-N 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000012748 slip agent Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 150000003623 transition metal compounds Chemical class 0.000 description 3
- MCULRUJILOGHCJ-UHFFFAOYSA-N triisobutylaluminium Chemical compound CC(C)C[Al](CC(C)C)CC(C)C MCULRUJILOGHCJ-UHFFFAOYSA-N 0.000 description 3
- 239000004034 viscosity adjusting agent Substances 0.000 description 3
- VPGLGRNSAYHXPY-UHFFFAOYSA-L zirconium(2+);dichloride Chemical compound Cl[Zr]Cl VPGLGRNSAYHXPY-UHFFFAOYSA-L 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- UWNADWZGEHDQAB-UHFFFAOYSA-N 2,5-dimethylhexane Chemical group CC(C)CCC(C)C UWNADWZGEHDQAB-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- JLTDJTHDQAWBAV-UHFFFAOYSA-N N,N-dimethylaniline Chemical compound CN(C)C1=CC=CC=C1 JLTDJTHDQAWBAV-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 238000001460 carbon-13 nuclear magnetic resonance spectrum Methods 0.000 description 2
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- 125000003936 heterocyclopentadienyl group Chemical group 0.000 description 2
- 125000003454 indenyl group Chemical group C1(C=CC2=CC=CC=C12)* 0.000 description 2
- 239000012774 insulation material Substances 0.000 description 2
- 239000003446 ligand Substances 0.000 description 2
- 229920002521 macromolecule Polymers 0.000 description 2
- 238000002074 melt spinning Methods 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000002685 polymerization catalyst Substances 0.000 description 2
- 239000002516 radical scavenger Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- WCFQIFDACWBNJT-UHFFFAOYSA-N $l^{1}-alumanyloxy(2-methylpropyl)aluminum Chemical compound CC(C)C[Al]O[Al] WCFQIFDACWBNJT-UHFFFAOYSA-N 0.000 description 1
- 0 *N*1***1 Chemical compound *N*1***1 0.000 description 1
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 1
- YVSMQHYREUQGRX-UHFFFAOYSA-N 2-ethyloxaluminane Chemical compound CC[Al]1CCCCO1 YVSMQHYREUQGRX-UHFFFAOYSA-N 0.000 description 1
- CMAOLVNGLTWICC-UHFFFAOYSA-N 2-fluoro-5-methylbenzonitrile Chemical compound CC1=CC=C(F)C(C#N)=C1 CMAOLVNGLTWICC-UHFFFAOYSA-N 0.000 description 1
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 1
- 102100037815 Fas apoptotic inhibitory molecule 3 Human genes 0.000 description 1
- 101000878510 Homo sapiens Fas apoptotic inhibitory molecule 3 Proteins 0.000 description 1
- 239000002879 Lewis base Substances 0.000 description 1
- VCUFZILGIRCDQQ-KRWDZBQOSA-N N-[[(5S)-2-oxo-3-(2-oxo-3H-1,3-benzoxazol-6-yl)-1,3-oxazolidin-5-yl]methyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C1O[C@H](CN1C1=CC2=C(NC(O2)=O)C=C1)CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F VCUFZILGIRCDQQ-KRWDZBQOSA-N 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical group [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- OHPGEXNTQXWNNV-UHFFFAOYSA-L [Cl-].[Cl-].CC(C)C1=CC([Zr++])c2ccccc12 Chemical compound [Cl-].[Cl-].CC(C)C1=CC([Zr++])c2ccccc12 OHPGEXNTQXWNNV-UHFFFAOYSA-L 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical compound [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011538 cleaning material Substances 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 125000000058 cyclopentadienyl group Chemical group C1(=CC=CC1)* 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- HJXBDPDUCXORKZ-UHFFFAOYSA-N diethylalumane Chemical compound CC[AlH]CC HJXBDPDUCXORKZ-UHFFFAOYSA-N 0.000 description 1
- YNLAOSYQHBDIKW-UHFFFAOYSA-M diethylaluminium chloride Chemical compound CC[Al](Cl)CC YNLAOSYQHBDIKW-UHFFFAOYSA-M 0.000 description 1
- JGHYBJVUQGTEEB-UHFFFAOYSA-M dimethylalumanylium;chloride Chemical compound C[Al](C)Cl JGHYBJVUQGTEEB-UHFFFAOYSA-M 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- UAIZDWNSWGTKFZ-UHFFFAOYSA-L ethylaluminum(2+);dichloride Chemical compound CC[Al](Cl)Cl UAIZDWNSWGTKFZ-UHFFFAOYSA-L 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- GNTRBBGWVVMYJH-UHFFFAOYSA-M fluoro(dimethyl)alumane Chemical compound [F-].C[Al+]C GNTRBBGWVVMYJH-UHFFFAOYSA-M 0.000 description 1
- 239000005003 food packaging material Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000012685 gas phase polymerization Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 150000007527 lewis bases Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- CPOFMOWDMVWCLF-UHFFFAOYSA-N methyl(oxo)alumane Chemical compound C[Al]=O CPOFMOWDMVWCLF-UHFFFAOYSA-N 0.000 description 1
- YSTQWZZQKCCBAY-UHFFFAOYSA-L methylaluminum(2+);dichloride Chemical compound C[Al](Cl)Cl YSTQWZZQKCCBAY-UHFFFAOYSA-L 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010558 suspension polymerization method Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- VOITXYVAKOUIBA-UHFFFAOYSA-N triethylaluminium Chemical compound CC[Al](CC)CC VOITXYVAKOUIBA-UHFFFAOYSA-N 0.000 description 1
- JLTRXTDYQLMHGR-UHFFFAOYSA-N trimethylaluminium Chemical compound C[Al](C)C JLTRXTDYQLMHGR-UHFFFAOYSA-N 0.000 description 1
- 239000003643 water by type Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/04—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins
- D01F6/06—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins from polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/44—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds
- D01F6/46—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds as major constituent with other polymers or low-molecular-weight compounds of polyolefins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/016—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the fineness
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/22—All layers being foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/704—Crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2535/00—Medical equipment, e.g. bandage, prostheses or catheter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/14—Polymer mixtures characterised by other features containing polymeric additives characterised by shape
- C08L2205/16—Fibres; Fibrils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
- Y10T442/641—Sheath-core multicomponent strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/66—Additional nonwoven fabric is a spun-bonded fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/681—Spun-bonded nonwoven fabric
Definitions
- the present invention relates to a spunbond nonwoven fabric. More specifically, the present invention relates to a polypropylene-based spunbonded nonwoven fabric having a very small fiber diameter and good touch feeling, or a polypropylene-based spunbonded nonwoven fabric having high flexibility.
- Patent Document 1 discloses an elastic nonwoven fabric that has excellent elastic recoverability, has no stickiness, and has a good touch, and a fiber product using the elastic nonwoven fabric.
- non-woven fabrics there has been a demand for technological development related to improvement of texture for a good wearing feeling and thinning for product weight reduction.
- fine denier fiber is important, and various techniques have been developed so far in connection with fine denier.
- flexibility is calculated
- Patent Document 2 discloses a method in which a high molecular weight polypropylene is decomposed by an organic peroxide, thermal degradation, or the like, and a polypropylene having a narrow molecular weight distribution in which the molecular weight is adjusted is used as a raw material.
- Patent Document 3 discloses a technique for achieving fiber thinning and high-speed spinning by using a polypropylene resin having specific properties.
- MFR melt flow rate
- the orientation of fibers constituting the nonwoven fabric can be controlled.
- methods such as adjusting the discharge amount and controlling the cabin pressure are usually used.
- these techniques alone are not sufficient.
- the fiber due to the molecular orientation and orientation crystallization of the fiber in the molding process, the fiber cannot withstand the spinning tension, causing yarn breakage, and stable molding is difficult.
- the present invention has been made in view of the above circumstances, and provides a polypropylene-based spunbonded nonwoven fabric having a very small fiber diameter and good touch feeling without thread breakage, or a polypropylene-based spunbonded nonwoven fabric having high flexibility. It is intended.
- the present inventors have found that the above problem can be solved by using a resin composition containing a specific polypropylene. That is, it has been found that a raw material suitable for the production of a target nonwoven fabric can be obtained by adding a specific low crystalline polypropylene to a high crystalline polypropylene generally used for melt spinning and adjusting to a specific MFR.
- the present invention has been completed based on such findings. That is, the present invention 1.
- a spunbond nonwoven fabric comprising a crystalline resin composition containing low crystalline polypropylene and high crystalline polypropylene
- the crystalline resin composition is a resin composition having a melt flow rate of 25 to 80 g / 10 min and a melting endotherm ⁇ H of 65 to 100 J / g
- the content of the low crystalline polypropylene in the crystalline resin composition is 10 to 30% by mass based on the total of the low crystalline polypropylene and the high crystalline polypropylene
- the spunbond nonwoven fabric according to 1 above wherein the fiber constituting the nonwoven fabric has a diameter of 1.0 denier or less, 3.
- the component (A) is a resin composition having a melt flow rate of 20 to 400 g / 10 min and a melting endotherm ⁇ H of 40 to 90 J / g,
- the content of the low crystalline polypropylene in the component (A) is 20 to 50% by mass
- the non-woven fabric constituting the two outer layers of the multilayer nonwoven fabric is a spunbonded nonwoven fabric comprising a crystalline resin composition containing 10 to 50% by mass of low crystalline polypropylene satisfying the following (a) to (f) based on the total amount of the composition
- the nonwoven fabric constituting the inner layer of the multilayer nonwoven fabric is a nonwoven fabric made of an olefin polymer
- A) [mmmm] 20-60 mol%
- E Weight average
- a polypropylene-based spunbond nonwoven fabric having a very small fiber diameter and good touch feeling or a polypropylene-based spunbond nonwoven fabric having high flexibility can be provided because it can be molded without yarn breakage.
- the polypropylene-based spunbonded nonwoven fabric of the present invention is produced using a crystalline resin composition containing a low crystalline polypropylene and a high crystalline polypropylene.
- the low crystalline polypropylene refers to a crystalline polypropylene whose stereoregularity is moderately disturbed, and specifically refers to a polypropylene that satisfies the following property (a).
- highly crystalline polypropylene refers to crystalline polypropylene having a melting point of 155 ° C. or higher.
- the low crystalline polypropylene used in the present invention is a polypropylene satisfying the following (a) to (f).
- (A) [mmmm] 20-60 mol%
- the low crystalline polypropylene used in the present invention has a [mmmm] (mesopentad fraction) of 20 to 60 mol%. If [mmmm] is less than 20 mol%, solidification after melting is very slow, so that the fibers become sticky and adhere to the take-up roll, making continuous molding difficult. Moreover, when [mmmm] exceeds 60 mol%, since the degree of crystallinity is too high, thread breakage occurs, and further, a soft touch feeling in the obtained nonwoven fabric cannot be obtained. From such a viewpoint, [mmmm] is preferably 30 to 50 mol%, more preferably 40 to 50 mol%.
- the low crystalline polypropylene used in the present invention has [rrrr] / (1- [mmmm]) of 0.1 or less.
- [Rrrr] / (1- [mmmm]) is an index indicating the uniformity of the regularity distribution of the low crystalline polypropylene. When this value is increased, it becomes a mixture of highly stereoregular polypropylene and atactic polypropylene like conventional polypropylene produced using an existing catalyst system, which causes stickiness.
- [rrrr] / (1- [mmmm]) is preferably 0.05 or less, more preferably 0.04 or less.
- the low crystalline polypropylene used in the present invention has [rmrm] exceeding 2.5 mol%.
- [rmrm] is 2.5 mol% or less, the randomness of the low crystalline polypropylene is reduced, the crystallinity is increased by crystallization with the isotactic polypropylene block chain, and the yarn breakage is caused. A soft touch feeling cannot be obtained in the obtained non-woven fabric.
- [Rmrm] is preferably 2.6 mol% or more, more preferably 2.7 mol% or more. The upper limit is usually about 10 mol%.
- the low crystalline polypropylene used in the present invention has [mm] ⁇ [rr] / [mr] 2 of 2.0 or less.
- [Mm] ⁇ [rr] / [mr] 2 indicates an index of randomness of the polymer, and the smaller the value, the higher the randomness, the yarn breakage frequency is reduced, and a nonwoven fabric having a soft touch feeling can be obtained. When this value is 2.0 or less, yarn breakage does not occur in the fiber obtained by spinning, and a nonwoven fabric having a good soft touch feeling can be obtained.
- [mm] ⁇ [rr] / [mr] 2 is preferably more than 0.25 and 1.8 or less, more preferably 0.5 to 1.5.
- Weight average molecular weight (Mw) 10,000 to 200,000
- the low crystalline polypropylene used in the present invention has a weight average molecular weight of 10,000 to 200,000.
- the weight average molecular weight is 10,000 or more, the viscosity of the low crystalline polypropylene is not too low and is moderate, so that yarn breakage during spinning is suppressed. Further, when the weight average molecular weight is 200,000 or less, the viscosity of the low crystalline polypropylene is not too high, and the spinnability is improved.
- the weight average molecular weight is preferably 30,000 to 100,000, more preferably 40,000 to 80,000.
- the low crystalline polypropylene used in the present invention has a molecular weight distribution (Mw / Mn) of less than 4.
- Mw / Mn molecular weight distribution
- This molecular weight distribution is preferably 3 or less.
- the low crystalline polypropylene used in the present invention is a copolymer using a comonomer other than propylene as long as the above (a) to (f) are satisfied, as long as the object of the present invention is not impaired. May be. In this case, the amount of comonomer is usually 2% by weight or less.
- Comonomers include ethylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene and the like can be mentioned, and one or more of these can be used in the present invention.
- (A) a metallocene catalyst obtained by combining a transition metal compound forming a crosslinked structure via two crosslinking groups and (B) a promoter is used.
- a method in which propylene or the like is used for polymerization or copolymerization is preferred.
- M represents a metal element of Groups 3 to 10 of the periodic table or a lanthanoid series
- E 1 and E 2 represent a substituted cyclopentadienyl group, an indenyl group, a substituted indenyl group, and a heterocyclopentadienyl group, respectively.
- they may be the same or different
- X represents a ⁇ -binding ligand, and when there are a plurality of X, the plurality of X may be the same or different, and other X, E 1 , E 2 or Y may be cross-linked.
- Y represents a Lewis base, and when there are a plurality of Y, the plurality of Y may be the same or different, and may be cross-linked with other Y, E 1 , E 2 or X, and A 1 and A 2 are A divalent bridging group that binds two ligands, a hydrocarbon group having 1 to 20 carbon atoms, a halogen-containing hydrocarbon group having 1 to 20 carbon atoms, a silicon-containing group, a germanium-containing group, a tin-containing group , -O -, - CO -, - S -, - SO 2 -, - Se -, - NR 1 -, - PR 1 -, - P (O) R 1 -, - BR 1 - or -AlR 1 - R 1 represents a hydrogen atom, a halogen atom, a hydrocarbon group having 1 to 20 carbon atoms or a halogen-containing hydrocarbon group having 1 to 20
- q is an integer of 1 to 5 and represents [(valence of M) -2], and r represents an integer of 0 to 3.
- propylene is polymerized or copolymerized in the presence of a polymerization catalyst containing a promoter component (B) selected from
- transition metal compound represented by the general formula (I) include (1,2′-dimethylsilylene) (2,1′-dimethylsilylene) bis (3-n-butylindenyl) zirconium dichloride, ( 1,2′-dimethylsilylene) (2,1′-dimethylsilylene) bis (3-trimethylsilylmethylindenyl) zirconium dichloride, (1,2′-dimethylsilylene) (2,1′-dimethylsilylene) bis (3 -Phenylindenyl) zirconium dichloride, (1,2'-dimethylsilylene) (2,1'-dimethylsilylene) bis (4,5-benzoindenyl) zirconium dichloride, (1,2'-dimethylsilylene) (2 , 1′-Dimethylsilylene) bis (4-isopropylindenyl) zirconium dichloride, (1,2′-dimethyl) Silylene) (2,1′-di
- dimethylanilinium tetrakispentafluorophenyl borate triethylammonium tetraphenylborate, tri-n-butylammonium tetraphenylborate, trimethylammonium tetraphenylborate
- examples thereof include tetraethylammonium tetraphenylborate, methyl (tri-n-butyl) ammonium tetraphenylborate, and benzyl (tri-n-butyl) ammonium tetraphenylborate.
- (B-1) may be used singly or in combination of two or more.
- examples of the aluminoxane as the component (B-2) include methylaluminoxane, ethylaluminoxane, isobutylaluminoxane, and the like. These aluminoxanes may be used alone or in combination of two or more. Further, one or more components (B-1) and one or more components (B-2) may be used in combination.
- an organoaluminum compound can be used as the component (C) in addition to the components (A) and (B).
- the organoaluminum compound of component (C) trimethylaluminum, triethylaluminum, triisopropylaluminum, triisobutylaluminum, dimethylaluminum chloride, diethylaluminum chloride, methylaluminum dichloride, ethylaluminum dichloride, dimethylaluminum fluoride, diisobutyl.
- Aluminum hydride, diethylaluminum hydride, ethylaluminum sesquichloride, etc. are mentioned. These organoaluminum compounds may be used alone or in combination of two or more.
- at least one of the catalyst components can be supported on a suitable carrier and used.
- the polymerization method is not particularly limited, and any method such as a slurry polymerization method, a gas phase polymerization method, a bulk polymerization method, a solution polymerization method, and a suspension polymerization method may be used, but a bulk polymerization method and a solution polymerization method are particularly preferable. preferable.
- the polymerization temperature is usually ⁇ 100 to 250 ° C.
- the ratio of the catalyst to the reaction raw material is preferably raw material monomer / the component (A) (molar ratio) is preferably 1 to 108, particularly preferably 100 to 105.
- the polymerization time is usually from 5 minutes to 10 hours, and the reaction pressure is usually from atmospheric pressure to 20 MPa (gauge).
- the type of highly crystalline polypropylene used in the present invention is not particularly limited as long as it can satisfy the physical properties relating to the crystalline resin composition described later.
- propylene homopolymer, propylene random copolymer, propylene block copolymer are used.
- a polymer etc. are mentioned.
- the highly crystalline polypropylene usually has a melt flow rate of 20 to 100 g / 10 min, preferably 30 to 80 g / 10 min, more preferably 30 to 60 g / 10 min.
- the crystalline resin composition used in the present invention is a resin composition having a melt flow rate (MFR) of 25 to 80 g / 10 min and a melting endotherm ( ⁇ H) of 65 to 100 J / g. If the melt flow rate of the crystalline resin composition is less than 25 g / 10 min, it is difficult to mold and fine yarn cannot be obtained. On the other hand, when the melt flow rate exceeds 80 g / 10 min, yarn breakage tends to occur during the nonwoven fabric forming process. From such a viewpoint, the melt flow rate of the crystalline resin composition is preferably 30 to 80 g / 10 min, more preferably 40 to 70 g / 10 min.
- the melting endotherm of the crystalline resin composition is less than 65 J / g, the crystallinity of the resin composition decreases and the nonwoven fabric tends to be sticky. On the other hand, if the melting endotherm exceeds 100 J / g, the crystalline property The degree of crystallinity of the resin composition is high, and the touch feeling tends to be poor. From such a viewpoint, the melting endotherm of the crystalline resin composition is preferably 65 to 95 J / g, more preferably 70 to 90 J / g.
- the crystalline resin composition used in the present invention has a low crystalline polypropylene content of 10 to 30% by mass, preferably 10 to 15% by mass, based on the total of low crystalline polypropylene and high crystalline polypropylene. .
- the crystalline resin composition may contain other thermoplastic resins and additives as long as the physical properties are satisfied.
- other thermoplastic resins include olefin polymers, specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene. -Vinyl acetate copolymer, hydrogenated styrene elastomer and the like. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- additives conventionally known additives can be blended, such as foaming agents, crystal nucleating agents, anti-glare stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents, mold release agents, Flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softener, anti-aging agent And additives such as a hydrochloric acid absorbent, a chlorine scavenger, an antioxidant, and an anti-tack agent.
- foaming agents such as foaming agents, crystal nucleating agents, anti-glare stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents, mold release agents, Flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment,
- the nonwoven fabric of the present invention is produced by the spunbond method using the crystalline resin composition as a raw material.
- a melt-kneaded crystalline resin composition is spun, stretched and opened to form continuous long fibers, and the continuous long fibers are subsequently deposited on the moving collection surface in a continuous process.
- the nonwoven fabric is manufactured by entanglement.
- a nonwoven fabric can be produced continuously, and since the fibers constituting the nonwoven fabric are continuous long fibers drawn, the strength is high.
- a conventionally known method can be adopted as the spunbond method used in the present invention.
- Fibers can be produced by extrusion. After exiting the nozzle, the molten fiber is cooled by a cross-flow chilled air system, then pulled away from the nozzle and drawn by high velocity air.
- a cross-flow chilled air system There are usually two types of air attenuation methods, both of which use the Venturi effect.
- the filament is drawn using a suction slot (slot drawing), and the nozzle width or the machine width is used.
- the second method draws the filament through a nozzle or suction gun. Filaments formed in this manner are collected on a screen (wire) or a pore-forming belt to form a web. The web then passes through the compression rolls and subsequently passes between the heated calender rolls, where the raised portions on one roll are joined at a portion containing 10% to 40% area of the web to form a nonwoven.
- the spunbond nonwoven fabric made of ultrafine fibers is preferably produced at a spinning speed of 3000 to 4000 m / min.
- the spinning speed is less than 3000 m / min, the fiber diameter constituting the nonwoven fabric increases, and the feeling of touch tends to be inferior.
- the spinning speed exceeds 4000 m / min, the spinning tension increases and yarn breakage tends to occur.
- a spunbonded nonwoven fabric having a very small fiber diameter and good touch feeling specifically, the diameter of the fibers constituting the nonwoven fabric is 1.0 denier or less.
- a spunbond nonwoven fabric having a weight of 10 to 15 g / m 2 is obtained. 2.
- a spunbond nonwoven fabric having high flexibility can be obtained by adjusting the temperature or adjusting the spinning speed when embossing.
- the temperature is preferably in the range of 90 to 130 ° C.
- the embossing temperature is 90 ° C. or higher, the fibers are sufficiently fused to increase the strength of the nonwoven fabric.
- the embossing temperature is 130 ° C. or lower, there is no possibility that the low crystalline polypropylene is completely melted to form a film, and the nonwoven fabric has high flexibility.
- the spinning speed is preferably in the range of 500 to 2500 m / min.
- the spinning speed is 500 m / min or more, a uniform nonwoven fabric is obtained with a suitable fiber diameter.
- the spinning speed is 2500 m / min or less, a nonwoven fabric excellent in flexibility can be obtained by suppressing the orientation of crystals present in the fibers.
- a spunbond nonwoven fabric may be produced using a core-sheath composite fiber containing a low crystalline polypropylene satisfying the above (a) to (f).
- the core-sheath type conjugate fiber is a core-sheath type conjugate fiber composed of a sheath component (A) made of a crystalline resin composition containing the low crystalline polypropylene and a core component (B) made of an olefin polymer. It is.
- the crystalline resin composition constituting the sheath component (A) contains 20 to 50% by mass of low crystalline polypropylene based on the total amount of the composition, the melt flow rate is 20 to 400 g / 10 min, and the melting endotherm ⁇ H is 40 to 40%. It is a resin composition of 90 J / g.
- the melt flow rate is preferably 25 to 300 g / 10 min, more preferably 30 to 250 g / 10 min, and the melting endotherm is preferably 40 to 85 J / g, more preferably 45 to 80 J / g. .
- the resin other than the low crystalline polypropylene is not particularly limited as long as the above-described characteristics regarding the crystalline resin composition are satisfied.
- highly crystalline polypropylene and other thermoplastic resins can be used.
- the highly crystalline polypropylene include a propylene homopolymer, a propylene random copolymer, and a propylene block copolymer.
- the highly crystalline polypropylene usually has a melt flow rate of 20 to 100 g / 10 min, preferably 30 to 80 g / 10 min, more preferably 30 to 60 g / 10 min.
- thermoplastic resins examples include olefin polymers, specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, Examples thereof include ethylene-vinyl acetate copolymer and hydrogenated styrene elastomer. These resins may be used alone or in combination of two or more.
- additives can be blended, for example, foaming agents, crystal nucleating agents, anti-wax stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents, Release agent, flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softener And additives such as anti-aging agent, hydrochloric acid absorbent, chlorine scavenger, antioxidant, and anti-tack agent.
- foaming agents for example, foaming agents, crystal nucleating agents, anti-wax stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents, Release agent, flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softener
- Examples of the olefin polymer constituting the core component (B) include highly crystalline polypropylene and other olefin polymers.
- Examples of the highly crystalline polypropylene include a propylene homopolymer, a propylene random copolymer, and a propylene block copolymer.
- the highly crystalline polypropylene usually has a melt flow rate of 20 to 100 g / 10 min, preferably 30 to 80 g / 10 min, more preferably 30 to 60 g / 10 min.
- olefin polymers include polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene-vinyl acetate copolymer, hydrogenated styrene. An elastomer etc. are mentioned. These olefin polymers may be used alone or in combination of two or more. Moreover, as a core component (B), what mix
- the above-described method can be used.
- a multilayer nonwoven fabric may be produced using a crystalline resin composition containing low crystalline polypropylene satisfying the above (a) to (f).
- the multilayer nonwoven fabric is a multilayer nonwoven fabric obtained by laminating at least three layers of nonwoven fabric.
- the nonwoven fabric constituting the two outer layers of the multilayer nonwoven fabric is a spunbonded nonwoven fabric made of a crystalline resin composition containing a low crystalline polypropylene satisfying the above (a) to (f).
- the crystalline resin composition contains 10 to 50% by mass of low crystalline polypropylene based on the total amount of the composition, a resin composition having a melt flow rate of 20 to 400 g / 10 min and a melting endotherm ⁇ H of 40 to 90 J / g. It is.
- the melt flow rate is preferably 25 to 300 g / 10 min, more preferably 30 to 250 g / 10 min, and the melting endotherm is preferably 40 to 85 J / g, more preferably 45 to 80 J / g. .
- Resins other than the low-crystalline polypropylene contained in the crystalline resin composition are not particularly limited as long as the above-described characteristics regarding the crystalline resin composition are satisfied.
- highly crystalline polypropylene and other thermoplastic resins can be used.
- the highly crystalline polypropylene include a propylene homopolymer, a propylene random copolymer, and a propylene block copolymer.
- the highly crystalline polypropylene usually has a melt flow rate of 20 to 100 g / 10 min, preferably 30 to 80 g / 10 min, more preferably 30 to 60 g / 10 min.
- thermoplastic resins examples include olefin polymers, specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, Examples thereof include ethylene-vinyl acetate copolymer and hydrogenated styrene elastomer. These resins may be used alone or in combination of two or more.
- additives can be blended, for example, foaming agents, crystal nucleating agents, anti-glare stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents. , Mold release agent, flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softening Additives such as agents, anti-aging agents, hydrochloric acid absorbents, chlorine scavengers, antioxidants, and anti-tacking agents.
- the multilayer nonwoven fabric has at least three layers, and the nonwoven fabric constituting the inner layer is a nonwoven fabric made of an olefin polymer.
- the olefin polymer include highly crystalline polypropylene and other olefin polymers.
- the highly crystalline polypropylene include a propylene homopolymer, a propylene random copolymer, and a propylene block copolymer.
- the highly crystalline polypropylene usually has a melt flow rate of 20 to 100 g / 10 min, preferably 30 to 80 g / 10 min, more preferably 30 to 60 g / 10 min.
- olefin polymers include polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene-vinyl acetate copolymer, hydrogenated styrene.
- An elastomer etc. are mentioned. These olefin polymers may be used alone or in combination of two or more. Moreover, what mix
- blended the additive may be used as a component of an inner layer, and what was demonstrated previously as a component of an outer layer is mentioned as a specific example.
- the production method of the inner layer of the multilayer nonwoven fabric is not particularly limited as long as it is a nonwoven fabric.
- the nonwoven fabric produced by a spunbond method or a nonwoven fabric produced by a melt blow method may be used.
- the multilayer nonwoven fabric has at least one inner layer, and the number of layers can be appropriately determined according to the purpose.
- the number of inner layers is preferably 1 to 3 layers, particularly preferably 1 or 2 layers.
- the method for producing the multilayer nonwoven fabric is not particularly limited. For example, first, a spunbond nonwoven fabric made of a crystalline resin composition containing low crystalline polypropylene is manufactured, and then a nonwoven fabric is formed by the spunbond method or melt blow method, and the spunbond nonwoven fabric is further laminated thereon. And a method of fusing by heating and pressing.
- fiber products using the spunbond nonwoven fabric or multilayer nonwoven fabric of the present invention include the following fiber products. That is, disposable diaper members, elastic members for diaper covers, elastic members for sanitary products, elastic members for hygiene products, elastic tapes, adhesive plaster, elastic members for clothing, insulation materials for clothing, heat insulation materials for clothing, Protective clothing, hat, mask, gloves, supporter, elastic bandage, poultice base fabric, anti-slip base fabric, vibration absorber, finger sack, clean room air filter, electret processed electret filter, separator, insulation , Coffee bags, food packaging materials, automotive ceiling skins, soundproofing materials, cushioning materials, speaker dustproofing materials, air cleaner materials, insulator skins, backing materials, adhesive nonwoven fabric sheets, door trims and other automotive parts, copier cleaning Various cleaning materials such as wood, surface and backing materials for carpets, agricultural distribution, wood drain , Mention may be made of shoes for members such as sports shoes skin, a bag member, industrial sealing material, such as wiping material and sheets.
- the spunbond nonwoven fabric
- the polymerization temperature is set to 70 ° C.
- propylene and hydrogen are continuously supplied so that the hydrogen concentration in the gas phase of the reactor is 8 mol% and the total pressure in the reactor is maintained at 0.7 MPa ⁇ G.
- a polymerization reaction was performed.
- Irganox 1010 manufactured by Ciba Specialty Chemicals
- the content ratio is 500 ppm by mass
- removing n-heptane as a solvent A low crystalline polypropylene was obtained.
- Production Example 2 [Production of Low Crystalline Polypropylene]
- the polymerization temperature was set to 67 ° C.
- the hydrogen concentration in the gas phase part of the reactor was maintained at 0.8 mol%
- the total pressure in the reactor was maintained at 0.75 MPa ⁇ G.
- a low crystalline polypropylene was obtained in the same manner as in Production Example 1 except that propylene and hydrogen were continuously supplied.
- the mesopentad fraction [mmmm], the racemic pentad fraction [rrrr] and the racemic meso racemic meso pendad fraction [rmrm] are described in “Macromolecules, 6, 925 (1973)” by A. Zambelli et al.
- the meso fraction, the racemic fraction, and the racemic meso-racemic meso in the pentad unit in the polypropylene molecular chain measured by the methyl group signal in the 13 C-NMR spectrum were obtained according to the proposed method. It is a fraction.
- the mesopentad fraction [mmmm] increases, the stereoregularity increases.
- the triad fractions [mm], [rr] and [mr] were also calculated by the above method.
- Weight average molecular weight (Mw), molecular weight distribution (Mw / Mn) measurement The weight average molecular weight (Mw) and molecular weight distribution (Mw / Mn) were determined by gel permeation chromatography (GPC). For the measurement, the following apparatus and conditions were used, and a weight average molecular weight in terms of polystyrene was obtained.
- ⁇ GPC measurement device Column: TOSO GMHHR-H (S) HT Detector: RI detector for liquid chromatogram WATERS 150C ⁇ Measurement conditions> Solvent: 1,2,4-trichlorobenzene Measurement temperature: 145 ° C Flow rate: 1.0 ml / min Sample concentration: 2.2 mg / ml Injection volume: 160 ⁇ l Calibration curve: Universal Calibration Analysis program: HT-GPC (Ver.1.0)
- Example 1 10% by mass of the low crystalline polypropylene obtained in Production Example 1, 36 g / 10 min of MFR, and a high crystalline polypropylene having a melting point of 161 ° C. (manufactured by Exxon Mobil, PP 3155) were mixed at a blending ratio of 90% by mass.
- a crystalline resin composition was prepared. The crystalline resin composition is melt-extruded at a resin temperature of 250 ° C.
- Example 2 In Example 1, a nonwoven fabric was produced in the same manner except that 15% by mass of low crystalline polypropylene and high crystalline polypropylene (PP 3155, manufactured by Exxon Mobil) were mixed at a blending ratio of 85% by mass.
- PP 3155 low crystalline polypropylene
- Exxon Mobil high crystalline polypropylene
- Example 3 A crystalline resin composition obtained by mixing 20% by mass of the low crystalline polypropylene obtained in Production Example 2 and high crystalline polypropylene (PP 3155, manufactured by Exxon Mobil, Inc.) having an MFR of 36 g / 10 min at a blending ratio of 80% by mass. was prepared. Using this crystalline resin composition, a nonwoven fabric was produced in the same manner as in Example 1 except that fibers were laminated on the net surface moving at a line speed of 174 m / min with a single-hole discharge rate of 0.4 g / min. did.
- PP 3155 manufactured by Exxon Mobil, Inc.
- Comparative Example 1 Using only a highly crystalline polypropylene (manufactured by Exxon Mobil, PP 3155) having an MFR of 36 g / 10 min and ⁇ H of 98 J / g, a cabin pressure of 5000 Pa by a cooling air duct at a single hole discharge rate of 0.5 g / min. A non-woven fabric was produced in the same manner as in Example 1 except that the fiber was laminated on the net surface moving at a line speed of 232 m / min.
- Comparative Example 2 Using a single crystal extruder having a gear pump with a screw diameter of 65 mm using a highly crystalline polypropylene (Y6005GM manufactured by Prime Polymer Co., Ltd.) having an MFR of 60 g / 10 min, a melting point of 162 ° C. and a ⁇ H of 98 J / g, a resin temperature of 220 ° C. Then, the raw material was melt-extruded and spun by discharging the molten resin from a nozzle having a nozzle diameter of 0.3 mm (the number of holes: 841 holes) at a single hole discharge rate of 0.5 g / min.
- a highly crystalline polypropylene Y6005GM manufactured by Prime Polymer Co., Ltd.
- the fiber While cooling the fiber obtained by spinning with air, the fiber is laminated on the net surface moving at a line speed of 20.4 m / min by sucking with a pressure of 4.0 kg / cm 2 with an ejector under the nozzle. did.
- the fiber bundle laminated on the net surface was embossed with an embossing roll heated to 135 ° C. and wound on a take-up roll.
- Comparative Example 3 A crystalline resin composition was prepared by mixing 5% by mass of low crystalline polypropylene having an MFR of 60 g / 10 min and high crystalline polypropylene having a MFR of 60 g / 10 min (Y6005GM manufactured by Prime Polymer Co., Ltd.) at a blending ratio of 95% by mass. .
- a nonwoven fabric was produced in the same manner as in Comparative Example 2 except that this crystalline resin composition was used and the suction pressure of the ejector was set to 4.5 kg / cm 2 .
- the score is 2 points when you feel that the touch is soft, 1 point when you feel soft, 0 points when you do not feel soft, and the total score of 5 panelists is 11 points or more. 7 to 10 points were judged as ⁇ , and 6 points or less were judged as ⁇ .
- Example 4 Low crystalline polypropylene obtained in Production Example 1 25% by mass, MFR 33 g / 10 min, melting point 160 ° C. high crystalline polypropylene (manufactured by Basell, Moplen HP561S) mixed at a blending ratio of 75% by mass to produce crystals A functional resin composition was prepared. The crystalline resin composition was melt-extruded at a resin temperature of 215 ° C.
- Example 5 In Example 4, a nonwoven fabric was formed in the same manner except that the cabin pressure was 4000 Pa and the embossing roll temperature was 125 ° C.
- Example 6 Except that 25% by mass of low crystalline polypropylene obtained in Production Example 2, MFR of 33 g / 10 min, high crystalline polypropylene having a melting point of 160 ° C. (Basel, Moplen HP561S) was mixed at a mixing ratio of 75% by mass. A nonwoven fabric was formed in the same manner as in Example 4.
- Example 7 In Example 6, a nonwoven fabric was formed by the same method except that the cabin pressure was 4000 Pa and the embossing roll temperature was 125 ° C.
- Example 8 A nonwoven fabric was formed in the same manner as in Example 4 except that the cabin pressure was 4000 Pa and the embossing roll temperature was 135 ° C.
- Example 9 A nonwoven fabric was formed in the same manner as in Example 6 except that the cabin pressure was 4000 Pa and the embossing roll temperature was 135 ° C.
- the nonwoven fabrics obtained in Examples 4 to 9 were measured as follows. The results are shown in Table 3.
- [Fineness measurement] The fineness was determined by the method described above.
- [Spinning speed] The spinning speed was determined by the method described above.
- [Initial elastic modulus] From the obtained nonwoven fabric, a test piece having a length of 200 mm and a width of 25 mm was sampled in the machine direction (MD) and the direction perpendicular to the machine direction (TD). Using a tensile tester (manufactured by Shimadzu Corporation, Autograph AG-I), the initial length L0 was set to 100 mm, the tensile speed was stretched at 300 mm / min, and the strain and load during the stretching process were measured. The initial elastic modulus was calculated from the following formula [3]. A lower value of the initial elastic modulus indicates that the nonwoven fabric has flexibility.
- Initial elastic modulus (N) strain 5% load (N) /0.05 [3]
- Example 10 Formulation of 75% by mass of 25% by mass of the low crystalline polypropylene obtained in Production Example 1, high crystalline polypropylene having a MFR of 30 g / 10 min and a melting point of 160 ° C. (NOVATEC SA-03, manufactured by Nippon Polypro Co., Ltd.)
- a crystalline resin composition was prepared by mixing at a ratio.
- the crystalline resin composition was melt-extruded at a resin temperature of 230 ° C. using a twin-screw extruder having a gear pump with a screw diameter of 65 mm, and a single-hole discharge rate of 0. Spinning was performed by discharging the molten resin at a speed of 5 g / min.
- the fiber was laminated on the net surface moving at a line speed of 20 m / min by being sucked under a nozzle with a pressure of 2.0 kg / cm 2 by an ejector.
- the fiber bundle laminated on the net surface was embossed with an embossing roll heated to 95 ° C. and wound on a take-up roll.
- Example 11 In Example 10, the nonwoven fabric was shape
- Example 12 In Example 10, the nonwoven fabric was shape
- the nonwoven fabrics obtained in Examples 10 to 12 were subjected to the following measurements. The results are shown in Table 4.
- [Fineness measurement] The fineness was determined by the method described above.
- [Spinning speed] The spinning speed was determined by the method described above.
- [Initial elastic modulus] The spinning speed was determined by the method described above.
- Example 13 Low crystalline polypropylene obtained in Production Example 1 25% by mass, MFR 33 g / 10 min, melting point 160 ° C. high crystalline polypropylene (manufactured by Basell, Moplen HP561S) mixed at a blending ratio of 75% by mass to produce crystals A functional resin composition was prepared. The crystalline resin composition is melt-extruded at a resin temperature of 235 ° C.
- Example 14 Except that 25% by mass of low crystalline polypropylene obtained in Production Example 2, MFR of 33 g / 10 min, high crystalline polypropylene having a melting point of 160 ° C. (Basel, Moplen HP561S) was mixed at a mixing ratio of 75% by mass.
- the nonwoven fabric was shape
- Example 15 A nonwoven fabric was formed in the same manner as in Example 13 except that the cabin pressure was set to 5000 Pa, and the characteristics were evaluated. The results are shown in Table 5.
- Example 16 A nonwoven fabric was formed in the same manner as in Example 13 except that the cabin pressure was 4000 Pa, and the characteristics were evaluated. The results are shown in Table 5.
- Example 17 A nonwoven fabric was formed in the same manner as in Example 14 except that the cabin pressure was 5000 Pa, and the characteristics were evaluated. The results are shown in Table 5.
- Example 18 A nonwoven fabric was formed in the same manner as in Example 14 except that the cabin pressure was 4000 Pa, and the characteristics were evaluated. The results are shown in Table 5.
- Example 19 As a sheath component resin, 50% by mass of the low crystalline polypropylene obtained in Production Example 1 and 50% by mass of the above highly crystalline polypropylene 4 (manufactured by Nippon Polypro Co., Ltd., NOVATEC SA-03) are mixed in a pellet state. And only the high crystalline polypropylene 4 was used as the core component resin.
- the raw material is melt-extruded from the sheath component resin and the core component resin at a resin temperature of 220 ° C. using separate single screw extruders, and from the core-sheath composite nozzle (nozzle number 2677 holes) with a nozzle diameter of 0.3 mm.
- the molten resin was spun at a rate of 5 g / min so that the sheath component: core component ratio was 50:50.
- the fiber obtained by spinning was laminated on the net surface where the ejector pressure was 4.0 kg / cm 2 and the line speed was 100 m / min.
- the fiber bundle laminated on the net surface was embossed with an embossing roll heated to 95 ° C. at a linear pressure of 40 kg / cm and wound on a take-up roll.
- the resulting nonwoven fabric was measured and evaluated for feel and breaking strength. The results are shown in Table 6.
- ⁇ Breaking strength From the obtained nonwoven fabric, a test piece having a length of 200 mm and a width of 25 mm was sampled in the machine direction (MD) and the direction perpendicular to the machine direction (TD). Using a tensile tester (manufactured by Shimadzu Corporation, Autograph AG-I), the initial length L0 was set to 100 mm, the tensile speed was stretched at 300 mm / min, and the load when the nonwoven fabric broke was measured. The breaking strength was determined.
- MD machine direction
- TD machine direction perpendicular to the machine direction
- Example 20 A resin composition was prepared by mixing 50% by mass of the low crystalline polypropylene obtained in Production Example 1 and 50% by mass of highly crystalline polypropylene 4 (manufactured by Nippon Polypro Co., Ltd., NOVATEC SA-03) in a pellet state. .
- This resin composition was melt-extruded at a resin temperature of 230 ° C. and spun by discharging the molten resin from a nozzle having a nozzle diameter of 0.3 mm (number of holes: 501 holes) at a rate of 0.5 g / min per single hole.
- the fibers obtained by spinning were laminated on the net surface where the ejector pressure was 1.6 kg / cm 2 and the line speed was 50 m / min to obtain a nonwoven fabric (S).
- a spunbond nonwoven fabric (C) is formed on the nonwoven fabric (S) by directly depositing fibers of the high crystalline polypropylene 4 using the spunbond method, and then a nonwoven fabric (S ) And laminated by heat and pressure with a 95 ° C. heat roll to obtain a multilayer nonwoven fabric having a structure of spunbond nonwoven fabric (S) / spunbond nonwoven fabric (C) / spunbond nonwoven fabric (S). .
- the measurement of touch feeling and breaking strength, and evaluation were performed according to the said reference
- Resin temperature 260 ° C. using a melt blown nonwoven fabric device comprising a single screw extruder having a gear pump with a screw diameter of 65 mm, a die (hole diameter 0.36 mm, hole number 720 holes), a high-temperature compressed air generator, a net conveyor and a winding device.
- the highly crystalline polypropylene 5 is melted at a rate of 0.3 g / min per single hole from the die, and the resin is discharged at a flow rate of 420 Nm 3 / hr using compressed air at 270 ° C.
- a melt blown nonwoven fabric was formed by spraying at a line speed of 72 m / min.
- the polypropylene-based spunbonded nonwoven fabric of the present invention is a spunbonded nonwoven fabric having a very small fiber diameter and good touch feeling or a polypropylene-based spunbonded nonwoven fabric having high flexibility, and is particularly preferably used for sanitary materials such as disposable diapers.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
メルトフローレイトが25~80g/10min、融解吸熱量ΔHが65~100J/gである特定の結晶性樹脂組成物からなるスパンボンド不織布によって、繊維径が極めて小さく、手触り感が良好なポリプロピレン系スパンボンド不織布、又は高い柔軟性を有するポリプロピレン系スパンボンド不織布を提供する。
Description
本発明は、スパンボンド不織布に関する。さらに詳しくは、繊維径が極めて小さく、手触り感が良好なポリプロピレン系スパンボンド不織布、又は高い柔軟性を有するポリプロピレン系スパンボンド不織布に関する。
近年、ポリプロピレン系の繊維および不織布は、使い捨ておむつ、生理用品、衛生製品、衣料素材、包帯、包装材等の各種用途に供せられている。このように当該繊維および不織布は直接身体と接触する用途で用いられることが多く、身体への良好な装着感や装着後の身体の動きやすさなどの観点から適度な伸縮性や弾性回復性が要求され、これまでに種々の技術開発が行われてきた。例えば特許文献1は、優れた弾性回復性を有すると共に、べたつきがなく、肌触りが良好な弾性不織布および当該弾性不織布を用いた繊維製品を開示する。
このような技術開発の一方で、上記用途において、良好な装着感や手触り感に関する要求性能は近年さらに高まっている。このため、不織布に関しては、良好な装着感のための風合いの向上や製品軽量化のための薄目付け化等に関連した技術開発が求められている。これらの性能向上において繊維の細デニール化は重要であり、これまでにも細デニール化に関連して種々の技術開発が行われてきた。また、高い柔軟性を有する不織布が求められており、これに関連する技術開発も行われてきた。
このような技術開発の一方で、上記用途において、良好な装着感や手触り感に関する要求性能は近年さらに高まっている。このため、不織布に関しては、良好な装着感のための風合いの向上や製品軽量化のための薄目付け化等に関連した技術開発が求められている。これらの性能向上において繊維の細デニール化は重要であり、これまでにも細デニール化に関連して種々の技術開発が行われてきた。また、高い柔軟性を有する不織布が求められており、これに関連する技術開発も行われてきた。
例えば、ポリプロピレン系繊維の細デニール化に関する技術として、吐出量の少量化、キャビン圧力の増加等が挙げられる。しかしながら、これらの方法を用いた場合、繊維が紡糸張力に耐え切れず糸切れが生じるという問題があった。
また、一般に、スパンボンド不織布の製造においては紡糸過程での成形性とともに繊維の高次構造形成や物性の発現が重要になるため、これまでに原料に関して種々の技術開発が行われている。
また、一般に、スパンボンド不織布の製造においては紡糸過程での成形性とともに繊維の高次構造形成や物性の発現が重要になるため、これまでに原料に関して種々の技術開発が行われている。
例えば、特許文献2は、有機過酸化物や熱劣化等によって高分子量ポリプロピレンを分解し、分子量を調整した分子量分布の狭いポリプロピレンを原料として用いる方法を開示する。しかしながら、この方法においては過酸化物による変色や紡糸時の発煙が問題になっている。
また、特許文献3は、特定の性状を有するポリプロピレン樹脂を使用することで繊維の細糸化および高速紡糸を達成する技術を開示する。しかしながら、特許文献3で使用したメルトフローレイト(MFR)が25g/10min未満のポリプロピレン樹脂を用いての紡糸実験では、1.0デニール以下の極細繊維を得ることができなかった。
また、特許文献3は、特定の性状を有するポリプロピレン樹脂を使用することで繊維の細糸化および高速紡糸を達成する技術を開示する。しかしながら、特許文献3で使用したメルトフローレイト(MFR)が25g/10min未満のポリプロピレン樹脂を用いての紡糸実験では、1.0デニール以下の極細繊維を得ることができなかった。
すなわち、従来技術を用いる場合は、トータルMFRが25g/10minより低いと、成形しづらいため、繊維径の太い不織布しか成形できなかった。一方、トータルMFRが高い場合は、糸径は細くなるが糸切れを起こしてしまった。
また、溶融紡糸に一般的に用いられる高結晶性ポリプロピレンを原料として使用する場合、糸径を細くしたり、生産性を上げて成形しようとすると、糸切れを起こすことがあった。
従って、不織布に対する要求性能の高まりに対応して、1.0デニール以下の極細繊維を糸切れせずに成形するためにはさらなる技術開発が必要な状況にある。
また、溶融紡糸に一般的に用いられる高結晶性ポリプロピレンを原料として使用する場合、糸径を細くしたり、生産性を上げて成形しようとすると、糸切れを起こすことがあった。
従って、不織布に対する要求性能の高まりに対応して、1.0デニール以下の極細繊維を糸切れせずに成形するためにはさらなる技術開発が必要な状況にある。
また、柔軟性の向上に関する技術しては不織布を構成する繊維の配向制御が挙げられる。繊維の配向を制御する際は、通常は吐出量の調整やキャビン圧力の制御等の手法が用いられる。しかしながら、これらの技術だけでは十分ではなく、例えば、成形過程における繊維の分子配向や配向結晶化により、繊維が紡糸張力に耐え切れず糸切れを起こしてしまい、安定成形が困難であった。
本発明は上記事情に鑑みなされたもので、糸切れせずに、繊維径が極めて小さく、手触り感が良好なポリプロピレン系スパンボンド不織布、又は高い柔軟性を有するポリプロピレン系スパンボンド不織布を提供することを目的とするものである。
本発明者らは鋭意研究を重ねた結果、特定のポリプロピレンを含有する樹脂組成物を使用することによって前記課題が解決することを見出した。すなわち、溶融紡糸に一般的に用いられる高結晶性ポリプロピレンに特定の低結晶性ポリプロピレンを添加し、特定のMFRに調整することで、目的の不織布の製造に適する原料が得られることを見出した。本発明はかかる知見に基づいて完成したものである。
すなわち本発明は、
1. 低結晶性ポリプロピレンおよび高結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが25~80g/10min、融解吸熱量ΔHが65~100J/gの樹脂組成物であって、
前記結晶性樹脂組成物中の低結晶性ポリプロピレンの含有量が、低結晶性ポリプロピレンと高結晶性ポリプロピレンの合計を基準として10~30質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
2. 不織布を構成する繊維の直径が1.0デニール以下である上記1に記載のスパンボンド不織布、
3. 90~130℃でエンボス加工することで得られる上記1に記載のスパンボンド不織布、
4. 紡糸速度500~2500m/分で紡糸して得られた繊維からなる上記1に記載のスパンボンド不織布、
5. 低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなる鞘成分(A)と、オレフィン系重合体から成る芯成分(B)で構成される芯鞘型複合繊維からなるスパンボンド不織布であって、
前記(A)成分が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物であって、
前記(A)成分における低結晶性ポリプロピレンの含有量が20~50質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
6. 不織布を少なくとも3層積層してなる多層不織布であって、
前記多層不織布の2つの外層を構成する不織布が、下記(a)~(f)を満たす低結晶性ポリプロピレンを組成物全量基準で10~50質量%含有する結晶性樹脂組成物からなるスパンボンド不織布であり、前記多層不織布の内層を構成する不織布が、オレフィン系重合体からなる不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である多層不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
7. 前記1~5のいずれかに記載のスパンボンド不織布及び請求項6に記載の多層不織布の少なくとも一方を用いてなる繊維製品
を提供するものである。
すなわち本発明は、
1. 低結晶性ポリプロピレンおよび高結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが25~80g/10min、融解吸熱量ΔHが65~100J/gの樹脂組成物であって、
前記結晶性樹脂組成物中の低結晶性ポリプロピレンの含有量が、低結晶性ポリプロピレンと高結晶性ポリプロピレンの合計を基準として10~30質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
2. 不織布を構成する繊維の直径が1.0デニール以下である上記1に記載のスパンボンド不織布、
3. 90~130℃でエンボス加工することで得られる上記1に記載のスパンボンド不織布、
4. 紡糸速度500~2500m/分で紡糸して得られた繊維からなる上記1に記載のスパンボンド不織布、
5. 低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなる鞘成分(A)と、オレフィン系重合体から成る芯成分(B)で構成される芯鞘型複合繊維からなるスパンボンド不織布であって、
前記(A)成分が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物であって、
前記(A)成分における低結晶性ポリプロピレンの含有量が20~50質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
6. 不織布を少なくとも3層積層してなる多層不織布であって、
前記多層不織布の2つの外層を構成する不織布が、下記(a)~(f)を満たす低結晶性ポリプロピレンを組成物全量基準で10~50質量%含有する結晶性樹脂組成物からなるスパンボンド不織布であり、前記多層不織布の内層を構成する不織布が、オレフィン系重合体からなる不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である多層不織布、
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4
7. 前記1~5のいずれかに記載のスパンボンド不織布及び請求項6に記載の多層不織布の少なくとも一方を用いてなる繊維製品
を提供するものである。
本発明によれば、糸切れせずに成形できるため、繊維径が極めて小さく、手触り感が良好なポリプロピレン系スパンボンド不織布、又は高い柔軟性を有するポリプロピレン系スパンボンド不織布が提供される。
本発明のポリプロピレン系スパンボンド不織布は、低結晶性ポリプロピレンおよび高結晶性ポリプロピレンを含有する結晶性樹脂組成物を用いて製造される。なお、本発明において、低結晶性ポリプロピレンとは立体規則性が適度に乱れた結晶性ポリプロピレンをいい、具体的には以下の特性(a)を満たすポリプロピレンを指す。一方、高結晶性ポリプロピレンとは、この融点が155℃以上の結晶性ポリプロピレンをいう。
〔低結晶性ポリプロピレン〕
本発明で使用する低結晶性ポリプロピレンは、以下の(a)~(f)を満たすポリプロピレンである。
(a)[mmmm]=20~60モル%
本発明で使用する低結晶性ポリプロピレンは、[mmmm](メソペンタッド分率)が20~60モル%である。[mmmm]が20モル%未満であると、溶融後の固化が非常に遅いため、繊維がベタつき、巻取りロールに付着して連続成形が困難になる。また、[mmmm]が60モル%を超えると、結晶化度が高すぎるため、糸切れを起こし、更には得られた不織布におけるソフトタッチ感が得られない。このような観点から、[mmmm]は、好ましくは30~50モル%、より好ましくは40~50モル%である。
本発明で使用する低結晶性ポリプロピレンは、以下の(a)~(f)を満たすポリプロピレンである。
(a)[mmmm]=20~60モル%
本発明で使用する低結晶性ポリプロピレンは、[mmmm](メソペンタッド分率)が20~60モル%である。[mmmm]が20モル%未満であると、溶融後の固化が非常に遅いため、繊維がベタつき、巻取りロールに付着して連続成形が困難になる。また、[mmmm]が60モル%を超えると、結晶化度が高すぎるため、糸切れを起こし、更には得られた不織布におけるソフトタッチ感が得られない。このような観点から、[mmmm]は、好ましくは30~50モル%、より好ましくは40~50モル%である。
(b)[rrrr]/(1-[mmmm])≦0.1
本発明で使用する低結晶性ポリプロピレンは、[rrrr]/(1-[mmmm])が0.1以下である。[rrrr]/(1-[mmmm])は、低結晶性ポリプロピレンの規則性分布の均一さを示す指標である。この値が大きくなると既存触媒系を用いて製造される従来のポリプロピレンのように高立体規則性ポリプロピレンとアタクチックポリプロピレンの混合物となり、べたつきの原因となる。このような観点から、[rrrr]/(1-[mmmm])は、好ましくは0.05以下、より好ましくは0.04以下である。
本発明で使用する低結晶性ポリプロピレンは、[rrrr]/(1-[mmmm])が0.1以下である。[rrrr]/(1-[mmmm])は、低結晶性ポリプロピレンの規則性分布の均一さを示す指標である。この値が大きくなると既存触媒系を用いて製造される従来のポリプロピレンのように高立体規則性ポリプロピレンとアタクチックポリプロピレンの混合物となり、べたつきの原因となる。このような観点から、[rrrr]/(1-[mmmm])は、好ましくは0.05以下、より好ましくは0.04以下である。
(c)[rmrm]>2.5モル%
本発明で使用する低結晶性ポリプロピレンは、[rmrm]が2.5モル%を超えるものである。[rmrm]が2.5モル%以下であると、低結晶性ポリプロピレンのランダム性が減少し、アイソタクチックポリプロピレンブロック鎖による結晶化によって結晶化度が高くなり、糸切れを起こし、更には得られた不織布においてソフトタッチ感が得られない。[rmrm]は、好ましくは2.6モル%以上、より好ましくは2.7モル%以上である。その上限は、通常10モル%程度である。
本発明で使用する低結晶性ポリプロピレンは、[rmrm]が2.5モル%を超えるものである。[rmrm]が2.5モル%以下であると、低結晶性ポリプロピレンのランダム性が減少し、アイソタクチックポリプロピレンブロック鎖による結晶化によって結晶化度が高くなり、糸切れを起こし、更には得られた不織布においてソフトタッチ感が得られない。[rmrm]は、好ましくは2.6モル%以上、より好ましくは2.7モル%以上である。その上限は、通常10モル%程度である。
(d)[mm]×[rr]/[mr]2≦2.0
本発明で使用する低結晶性ポリプロピレンは、[mm]×[rr]/[mr]2が、2.0以下である。[mm]×[rr]/[mr]2は、重合体のランダム性の指標を示し、小さいほどランダム性が高くなり、糸切れ頻度が減少し、ソフトタッチ感を有した不織布が得られる。この値が2.0以下であると、紡糸により得られた繊維において糸切れを起こさず、良好なソフトタッチ感を有した不織布が得られる。このような観点から、[mm]×[rr]/[mr]2は、好ましくは0.25を超え1.8以下、より好ましくは0.5~1.5である。
本発明で使用する低結晶性ポリプロピレンは、[mm]×[rr]/[mr]2が、2.0以下である。[mm]×[rr]/[mr]2は、重合体のランダム性の指標を示し、小さいほどランダム性が高くなり、糸切れ頻度が減少し、ソフトタッチ感を有した不織布が得られる。この値が2.0以下であると、紡糸により得られた繊維において糸切れを起こさず、良好なソフトタッチ感を有した不織布が得られる。このような観点から、[mm]×[rr]/[mr]2は、好ましくは0.25を超え1.8以下、より好ましくは0.5~1.5である。
(e)重量平均分子量(Mw)=10,000~200,000
本発明で使用する低結晶性ポリプロピレンは、重量平均分子量が10,000~200,000である。重量平均分子量が10,000以上であると、低結晶性ポリプロピレンの粘度が低すぎず適度のものとなるため、紡糸の際の糸切れが抑制される。また、重量平均分子量が200,000以下であると、低結晶性ポリプロピレンの粘度が高すぎず、紡糸性が向上する。このような観点から、好ましくは重量平均分子量が30,000~100,000、より好ましくは40,000~80,000である。
本発明で使用する低結晶性ポリプロピレンは、重量平均分子量が10,000~200,000である。重量平均分子量が10,000以上であると、低結晶性ポリプロピレンの粘度が低すぎず適度のものとなるため、紡糸の際の糸切れが抑制される。また、重量平均分子量が200,000以下であると、低結晶性ポリプロピレンの粘度が高すぎず、紡糸性が向上する。このような観点から、好ましくは重量平均分子量が30,000~100,000、より好ましくは40,000~80,000である。
(f)分子量分布(Mw/Mn)<4
本発明で使用する低結晶性ポリプロピレンは、分子量分布(Mw/Mn)が4未満である。分子量分布が4未満であると、紡糸により得られた繊維におけるべたつきの発生が抑制される。この分子量分布は、好ましくは3以下である。
本発明で使用する低結晶性ポリプロピレンは、分子量分布(Mw/Mn)が4未満である。分子量分布が4未満であると、紡糸により得られた繊維におけるべたつきの発生が抑制される。この分子量分布は、好ましくは3以下である。
前記(a)~(f)を満たすポリプロピレンを高結晶性ポリプロピレンとともに使用することで、高結晶性ポリプロピレンの欠点を補い目的の不織布の製造に適する原料が得られる。
なお、本発明で用いられる低結晶性ポリプロピレンとしては、上記(a)~(f)を満たすものであれば、本発明の目的を損なわない範囲においてプロピレン以外のコモノマーを使用した共重合体であってもよい。この場合、コモノマーの量は通常2質量%以下である。コモノマーとしては、エチレン,1-ブテン,1-ペンテン,4-メチル-1-ペンテン,1-ヘキセン,1-オクテン,1-デセン,1-ドデセン,1-テトラデセン,1-ヘキサデセン,1-オクタデセン,1-エイコセンなどが挙げられ、本発明においては、これらのうち一種又は二種以上を用いることができる。
なお、本発明で用いられる低結晶性ポリプロピレンとしては、上記(a)~(f)を満たすものであれば、本発明の目的を損なわない範囲においてプロピレン以外のコモノマーを使用した共重合体であってもよい。この場合、コモノマーの量は通常2質量%以下である。コモノマーとしては、エチレン,1-ブテン,1-ペンテン,4-メチル-1-ペンテン,1-ヘキセン,1-オクテン,1-デセン,1-ドデセン,1-テトラデセン,1-ヘキサデセン,1-オクタデセン,1-エイコセンなどが挙げられ、本発明においては、これらのうち一種又は二種以上を用いることができる。
本発明で用いられる低結晶性ポリプロピレンの製造方法としては、(A)2個の架橋基を介して架橋構造を形成している遷移金属化合物と(B)助触媒を組み合わせて得られるメタロセン触媒を用いてプロピレン等を重合又は共重合する方法が好ましい。具体的に例示すれば、一般式(I)

〔式中、Mは周期律表第3~10族又はランタノイド系列の金属元素を示し、E1およびE2はそれぞれ置換シクロペンタジエニル基,インデニル基,置換インデニル基,ヘテロシクロペンタジエニル基,置換ヘテロシクロペンタジエニル基,アミド基,ホスフィド基,炭化水素基および珪素含有基の中から選ばれた配位子であって、A1およびA2を介して架橋構造を形成しており、またそれらはたがいに同一でも異なっていてもよく、Xはσ結合性の配位子を示し、Xが複数ある場合、複数のXは同じでも異なっていてもよく、他のX,E1,E2又はYと架橋していてもよい。Yはルイス塩基を示し、Yが複数ある場合、複数のYは同じでも異なっていてもよく、他のY,E1,E2又はXと架橋していてもよく、A1およびA2は二つの配位子を結合する二価の架橋基であって、炭素数1~20の炭化水素基、炭素数1~20のハロゲン含有炭化水素基、珪素含有基、ゲルマニウム含有基、スズ含有基、-O-、-CO-、-S-、-SO2-、-Se-、-NR1-、-PR1-、-P(O)R1-、-BR1-又は-AlR1-を示し、R1は水素原子、ハロゲン原子、炭素数1~20の炭化水素基又は炭素数1~20のハロゲン含有炭化水素基を示し、それらはたがいに同一でも異なっていてもよい。qは1~5の整数で〔(Mの原子価)-2〕を示し、rは0~3の整数を示す。〕で表される遷移金属化合物(A)、および該(A)成分の遷移金属化合物又はその派生物と反応してイオン性の錯体を形成しうる化合物(B-1)およびアルミノキサン(B-2)から選ばれる助触媒成分(B)を含有する重合用触媒の存在下、プロピレンを重合又は共重合させる方法が挙げられる。
一般式(I)で表される遷移金属化合物の具体例としては、(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(3-n-ブチルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(3-フェニルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(4,5-ベンゾインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(4-イソプロピルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(5,6-ジメチルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(4,7-ジ-イソプロピルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(4-フェニルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(3-メチル-4-イソプロピルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)ビス(5,6-ベンゾインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-イソプロピリデン)-ビス(インデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-イソプロピリデン)-ビス(3-メチルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-イソプロピリデン)-ビス(3-イソプロピルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-イソプロピリデン)-ビス(3-n-ブチルインデニル)ジルコニウムジクロリド,(1,2’-ジメチルシリレン)(2,1’-イソプロピリデン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロリドなど、およびこれらの化合物におけるジルコニウムをチタン又はハフニウムに置換したものが挙げられる。
次に、(B)成分のうちの(B-1)成分としては、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレート、テトラフェニル硼酸トリエチルアンモニウム,テトラフェニル硼酸トリ-n-ブチルアンモニウム,テトラフェニル硼酸トリメチルアンモニウム,テトラフェニル硼酸テトラエチルアンモニウム,テトラフェニル硼酸メチル(トリ-n-ブチル)アンモニウム,テトラフェニル硼酸ベンジル(トリ-n-ブチル)アンモニウムなどが挙げられる。
(B-1)は一種用いてもよく、また二種以上を組み合わせて用いてもよい。一方、(B-2)成分のアルミノキサンとしては、メチルアルミノキサン、エチルアルミノキサン、イソブチルアルミノキサン等が挙げられる。これらのアルミノキサンは一種用いてもよく、二種以上を組み合わせて用いてもよい。また、前記(B-1)成分一種以上と(B-2)成分一種以上とを併用してもよい。
上記重合用触媒としては、上記(A)成分および(B)成分に加えて(C)成分として有機アルミニウム化合物を用いることができる。ここで、(C)成分の有機アルミニウム化合物としては、トリメチルアルミニウム,トリエチルアルミニウム,トリイソプロピルアルミニウム,トリイソブチルアルミニウム,ジメチルアルミニウムクロリド,ジエチルアルミニウムクロリド,メチルアルミニウムジクロリド,エチルアルミニウムジクロリド,ジメチルアルミニウムフルオリド,ジイソブチルアルミニウムヒドリド,ジエチルアルミニウムヒドリド,エチルアルミニウムセスキクロリド等が挙げられる。これらの有機アルミニウム化合物は一種用いてもよく、二種以上を組合せて用いてもよい。ここで、プロピレンの重合に際しては、触媒成分の少なくとも一種を適当な担体に担持して用いることができる。
重合方法は特に制限されず、スラリー重合法,気相重合法,塊状重合法,溶液重合法,懸濁重合法などのいずれの方法を用いてもよいが、塊状重合法,溶液重合法が特に好ましい。重合温度は通常-100~250℃、反応原料に対する触媒の使用割合は、原料モノマー/上記(A)成分(モル比)が好ましくは1~108、特に100~105となることが好ましい。さらに、重合時間は通常5分~10時間、反応圧力は通常、常圧~20MPa(gauge)である。
〔高結晶性ポリプロピレン〕
本発明で使用する高結晶性ポリプロピレンは、後述する結晶性樹脂組成物に関する物性を満たすことができる限り、種類は特に限定されず、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
本発明で使用する高結晶性ポリプロピレンは、後述する結晶性樹脂組成物に関する物性を満たすことができる限り、種類は特に限定されず、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
〔結晶性樹脂組成物〕
本発明で使用する結晶性樹脂組成物は、メルトフローレイト(MFR)が25~80g/10min、融解吸熱量(ΔH)が65~100J/gの樹脂組成物である。
結晶性樹脂組成物のメルトフローレイトが25g/10min未満であると、成形しづらく、細糸が得られない。一方、メルトフローレイトが80g/10minを超えると、不織布成形過程で糸切れを起こしやすくなる。このような観点から、結晶性樹脂組成物のメルトフローレイトは、好ましくは30~80g/10min、より好ましくは40~70g/10minである。
前記結晶性樹脂組成物の融解吸熱量が65J/g未満であると、樹脂組成物の結晶化度が低下し不織布がベタつき易くなり、一方、融解吸熱量が100J/gを超えると、結晶性樹脂組成物の結晶化度が高く、手触り感が劣りやすくなる。このような観点から、結晶性樹脂組成物の融解吸熱量は、好ましくは65~95J/g、より好ましくは70~90J/gである。
本発明で使用する結晶性樹脂組成物は、低結晶性ポリプロピレンと高結晶性ポリプロピレンの合計を基準として、低結晶性ポリプロピレンの含有量が10~30質量%、好ましくは10~15質量%である。
本発明で使用する結晶性樹脂組成物は、メルトフローレイト(MFR)が25~80g/10min、融解吸熱量(ΔH)が65~100J/gの樹脂組成物である。
結晶性樹脂組成物のメルトフローレイトが25g/10min未満であると、成形しづらく、細糸が得られない。一方、メルトフローレイトが80g/10minを超えると、不織布成形過程で糸切れを起こしやすくなる。このような観点から、結晶性樹脂組成物のメルトフローレイトは、好ましくは30~80g/10min、より好ましくは40~70g/10minである。
前記結晶性樹脂組成物の融解吸熱量が65J/g未満であると、樹脂組成物の結晶化度が低下し不織布がベタつき易くなり、一方、融解吸熱量が100J/gを超えると、結晶性樹脂組成物の結晶化度が高く、手触り感が劣りやすくなる。このような観点から、結晶性樹脂組成物の融解吸熱量は、好ましくは65~95J/g、より好ましくは70~90J/gである。
本発明で使用する結晶性樹脂組成物は、低結晶性ポリプロピレンと高結晶性ポリプロピレンの合計を基準として、低結晶性ポリプロピレンの含有量が10~30質量%、好ましくは10~15質量%である。
前記結晶性樹脂組成物は、前記物性を満たす限り他の熱可塑性樹脂や添加剤を含有してもよい。
他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的にはポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的にはポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
添加剤としては、従来公知の添加剤を配合することができ、例えば、発泡剤、結晶核剤、耐侯安定剤、紫外線吸収剤,光安定剤,耐熱安定剤、帯電防止剤、離型剤,難燃剤,合成油,ワックス、電気的性質改良剤、スリップ防止剤、アンチブロックング剤、粘度調製剤、着色防止剤、防曇剤、滑剤、顔料、染料、可塑剤、軟化剤、老化防止剤、塩酸吸収剤、塩素捕捉剤,酸化防止剤、粘着防止剤などの添加剤が挙げられる。
〔スパンボンド不織布〕
本発明の不織布は、原料として前記結晶性樹脂組成物を使用し、スパンボンド法によって製造される。通常、スパンボンド法においては溶融混練した結晶性樹脂組成物を紡糸し、延伸、開繊することによって連続長繊維を形成し、引き続き連続した工程で連続長繊維を移動捕集面上に堆積させ、絡合することによって不織布を製造する。当該方法は、不織布を連続的に製造することができ、また、該不織布を構成する繊維が延伸された連続の長繊維であるため、強度が大きい。
本発明で使用するスパンボンド法としては、従来公知の方法を採用することができ、例えば、数千の孔を有する大ノズルや、或いは例えば40程度の孔を有する小ノズル群から、溶融ポリマーの押出しにより繊維を製造することができる。ノズルを出た後、溶融繊維はクロスフロー冷気システムにより冷却され、次にノズルから引き離され、高速空気により延伸される。通常、2種類の空気減衰方法があり、その両方ともベンチュリー効果を用いる。第1の方法は、吸引スロットを用いてフィラメントを延伸し(スロット延伸)、ノズルの幅又は機械の幅で行う。第2の方法は、ノズル又は吸引銃を通してフィラメントを延伸する。この方法で形成されるフィラメントはスクリーン(ワイヤー)上又は細孔形成ベルト上で収集されウェブを形成する。次に、ウェブは圧縮ロールを通過し、続いて加熱カレンダーロール間を通り、1つのロール上の盛り上がり部分がウェブの10%~40%の面積を含む部分で結合して、不織布を形成する。
本発明の不織布は、原料として前記結晶性樹脂組成物を使用し、スパンボンド法によって製造される。通常、スパンボンド法においては溶融混練した結晶性樹脂組成物を紡糸し、延伸、開繊することによって連続長繊維を形成し、引き続き連続した工程で連続長繊維を移動捕集面上に堆積させ、絡合することによって不織布を製造する。当該方法は、不織布を連続的に製造することができ、また、該不織布を構成する繊維が延伸された連続の長繊維であるため、強度が大きい。
本発明で使用するスパンボンド法としては、従来公知の方法を採用することができ、例えば、数千の孔を有する大ノズルや、或いは例えば40程度の孔を有する小ノズル群から、溶融ポリマーの押出しにより繊維を製造することができる。ノズルを出た後、溶融繊維はクロスフロー冷気システムにより冷却され、次にノズルから引き離され、高速空気により延伸される。通常、2種類の空気減衰方法があり、その両方ともベンチュリー効果を用いる。第1の方法は、吸引スロットを用いてフィラメントを延伸し(スロット延伸)、ノズルの幅又は機械の幅で行う。第2の方法は、ノズル又は吸引銃を通してフィラメントを延伸する。この方法で形成されるフィラメントはスクリーン(ワイヤー)上又は細孔形成ベルト上で収集されウェブを形成する。次に、ウェブは圧縮ロールを通過し、続いて加熱カレンダーロール間を通り、1つのロール上の盛り上がり部分がウェブの10%~40%の面積を含む部分で結合して、不織布を形成する。
1.極細繊維からなるスパンボンド不織布
本発明において、極細繊維からなるスパンボンド不織布は、紡糸速度が3000~4000m/minで製造されることが好ましい。紡糸速度が3000m/min未満であると、不織布を構成する繊維径が大きくなり、手触り感が劣りやすくなる。また、紡糸速度が4000m/minを超えると、紡糸張力が大きくなり糸切れが発生しやすくなる。
上記原料を使用してスパンボンド不織布を製造することで、繊維径が極めて小さく、手触り感が良好なスパンボンド不織布、具体的には、不織布を構成する繊維の直径が1.0デニール以下であり、10~15g/m2の薄目付けのスパンボンド不織布が得られる。
2.高い柔軟性を有するスパンボンド不織布
本発明において、高い柔軟性を有するスパンボンド不織布は、エンボス加工をする際の温度調節や紡糸速度の調節によって得ることができる。
エンボス加工をする際の温度調節により上記スパンボンド不織布を得る場合、当該温度は90~130℃の範囲が好ましい。エンボス温度が90℃以上であることで、繊維どうしが十分に融着し不織布の強度が上がる。また、エンボス温度が130℃以下であることで、低結晶性ポリプロピレンが完全溶融してフィルム状になるおそれがなく、不織布が高い柔軟性を有する。
紡糸速度の調節により上記スパンボンド不織布を得る場合、紡糸速度は500~2500m/分の範囲が好ましい。紡糸速度が500m/分以上であることで、好適な繊維径となり均一な不織布が得られる。また、紡糸速度が2500m/分以下であることで、繊維内に存在する結晶の配向が抑制されて柔軟性に優れる不織布が得られる。
本発明において、極細繊維からなるスパンボンド不織布は、紡糸速度が3000~4000m/minで製造されることが好ましい。紡糸速度が3000m/min未満であると、不織布を構成する繊維径が大きくなり、手触り感が劣りやすくなる。また、紡糸速度が4000m/minを超えると、紡糸張力が大きくなり糸切れが発生しやすくなる。
上記原料を使用してスパンボンド不織布を製造することで、繊維径が極めて小さく、手触り感が良好なスパンボンド不織布、具体的には、不織布を構成する繊維の直径が1.0デニール以下であり、10~15g/m2の薄目付けのスパンボンド不織布が得られる。
2.高い柔軟性を有するスパンボンド不織布
本発明において、高い柔軟性を有するスパンボンド不織布は、エンボス加工をする際の温度調節や紡糸速度の調節によって得ることができる。
エンボス加工をする際の温度調節により上記スパンボンド不織布を得る場合、当該温度は90~130℃の範囲が好ましい。エンボス温度が90℃以上であることで、繊維どうしが十分に融着し不織布の強度が上がる。また、エンボス温度が130℃以下であることで、低結晶性ポリプロピレンが完全溶融してフィルム状になるおそれがなく、不織布が高い柔軟性を有する。
紡糸速度の調節により上記スパンボンド不織布を得る場合、紡糸速度は500~2500m/分の範囲が好ましい。紡糸速度が500m/分以上であることで、好適な繊維径となり均一な不織布が得られる。また、紡糸速度が2500m/分以下であることで、繊維内に存在する結晶の配向が抑制されて柔軟性に優れる不織布が得られる。
3.芯鞘型複合繊維からなるスパンボンド不織布
本発明においては、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する芯鞘型複合繊維を用いてスパンボンド不織布を製造してもよい。当該芯鞘型複合繊維は、前記低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなる鞘成分(A)と、オレフィン系重合体から成る芯成分(B)で構成される芯鞘型複合繊維である。
本発明においては、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する芯鞘型複合繊維を用いてスパンボンド不織布を製造してもよい。当該芯鞘型複合繊維は、前記低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなる鞘成分(A)と、オレフィン系重合体から成る芯成分(B)で構成される芯鞘型複合繊維である。
鞘成分(A)を構成する結晶性樹脂組成物は、低結晶性ポリプロピレンを組成物全量基準で20~50質量%含有し、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である。メルトフローレイトがこの範囲であることで、糸切れすることなく製造することができ、融解吸熱量がこの範囲であることで、ベタつきを避けることができる。当該観点からメルトフローレイトは好ましくは25~300g/10min、より好ましくは30~250g/10minであり、融解吸熱量は好ましくは40~85J/gであり、より好ましくは45~80J/gである。
鞘成分(A)に関して、前記低結晶性ポリプロピレン以外の樹脂は、結晶性樹脂組成物に関する上記特性が満たされる限り特に限定されない。例えば、高結晶性ポリプロピレンやその他の熱可塑性樹脂が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的には、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらの樹脂は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
鞘成分(A)に関して、前記低結晶性ポリプロピレン以外の樹脂は、結晶性樹脂組成物に関する上記特性が満たされる限り特に限定されない。例えば、高結晶性ポリプロピレンやその他の熱可塑性樹脂が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的には、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらの樹脂は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
さらに、鞘成分(A)において、従来公知の添加剤を配合することができ、例えば、発泡剤、結晶核剤、耐侯安定剤、紫外線吸収剤,光安定剤,耐熱安定剤、帯電防止剤、離型剤,難燃剤,合成油,ワックス、電気的性質改良剤、スリップ防止剤、アンチブロックング剤、粘度調製剤、着色防止剤、防曇剤、滑剤、顔料、染料、可塑剤、軟化剤、老化防止剤、塩酸吸収剤、塩素捕捉剤,酸化防止剤、粘着防止剤などの添加剤が挙げられる。
芯成分(B)を構成するオレフィン系重合体としては、例えば、高結晶性ポリプロピレンやその他のオレフィン系重合体が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他のオレフィン系重合体としては、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらのオレフィン系重合体は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
また芯成分(B)としては、添加剤を配合したものを用いてもよく、具体例としては先に鞘成分(A)に関して説明したものが挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他のオレフィン系重合体としては、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらのオレフィン系重合体は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
また芯成分(B)としては、添加剤を配合したものを用いてもよく、具体例としては先に鞘成分(A)に関して説明したものが挙げられる。
上記の芯鞘型複合繊維を用いてスパンボンド不織布を製造する際の具体的な方法としては、先に説明したものを利用することができる。
4.多層不織布
本発明においては、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する結晶性樹脂組成物を用いて、多層不織布を製造してもよい。当該多層不織布は、不織布を少なくとも3層積層してなる多層不織布である。
〔多層不織布の外層〕
前記多層不織布の2つの外層を構成する不織布は、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布である。
前記結晶性樹脂組成物は、低結晶性ポリプロピレンを組成物全量基準で10~50質量%含有し、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である。メルトフローレイトがこの範囲であることで、糸切れすることなく製造することができ、融解吸熱量がこの範囲であることで、ベタつきを避けることができる。当該観点からメルトフローレイトは好ましくは25~300g/10min、より好ましくは30~250g/10minであり、融解吸熱量は好ましくは40~85J/gであり、より好ましくは45~80J/gである。
前記結晶性樹脂組成物に含まれる低結晶性ポリプロピレン以外の樹脂は、結晶性樹脂組成物に関する上記特性が満たされる限り特に限定されない。例えば、高結晶性ポリプロピレンやその他の熱可塑性樹脂が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的には、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらの樹脂は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
本発明においては、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する結晶性樹脂組成物を用いて、多層不織布を製造してもよい。当該多層不織布は、不織布を少なくとも3層積層してなる多層不織布である。
〔多層不織布の外層〕
前記多層不織布の2つの外層を構成する不織布は、前記(a)~(f)を満たす低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布である。
前記結晶性樹脂組成物は、低結晶性ポリプロピレンを組成物全量基準で10~50質量%含有し、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である。メルトフローレイトがこの範囲であることで、糸切れすることなく製造することができ、融解吸熱量がこの範囲であることで、ベタつきを避けることができる。当該観点からメルトフローレイトは好ましくは25~300g/10min、より好ましくは30~250g/10minであり、融解吸熱量は好ましくは40~85J/gであり、より好ましくは45~80J/gである。
前記結晶性樹脂組成物に含まれる低結晶性ポリプロピレン以外の樹脂は、結晶性樹脂組成物に関する上記特性が満たされる限り特に限定されない。例えば、高結晶性ポリプロピレンやその他の熱可塑性樹脂が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的には、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらの樹脂は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
さらに、前記結晶性樹脂組成物において、従来公知の添加剤を配合することができ、例えば、発泡剤、結晶核剤、耐侯安定剤、紫外線吸収剤,光安定剤,耐熱安定剤、帯電防止剤、離型剤,難燃剤,合成油,ワックス、電気的性質改良剤、スリップ防止剤、アンチブロックング剤、粘度調製剤、着色防止剤、防曇剤、滑剤、顔料、染料、可塑剤、軟化剤、老化防止剤、塩酸吸収剤、塩素捕捉剤,酸化防止剤、粘着防止剤などの添加剤が挙げられる。
〔多層不織布の内層〕
前記多層不織布は少なくとも3層を有するものであり、内層を構成する不織布が、オレフィン系重合体からなる不織布である。
オレフィン系重合体としては、例えば、高結晶性ポリプロピレンやその他のオレフィン系重合体が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他のオレフィン系重合体としては、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらのオレフィン系重合体は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
また内層の成分としては、添加剤を配合したものを用いてもよく、具体例としては先に外層の成分として説明したものが挙げられる。
前記多層不織布は少なくとも3層を有するものであり、内層を構成する不織布が、オレフィン系重合体からなる不織布である。
オレフィン系重合体としては、例えば、高結晶性ポリプロピレンやその他のオレフィン系重合体が挙げられる。
高結晶性ポリプロピレンとしては、例えば、プロピレン単独重合体、プロピレンランダム共重合体、プロピレンブロック共重合体などが挙げられる。また高結晶性ポリプロピレンは、通常、メルトフローレイトが20~100g/10minであり、好ましくは30~80g/10min、より好ましくは30~60g/10minである。
その他のオレフィン系重合体としては、ポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。
これらのオレフィン系重合体は、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
また内層の成分としては、添加剤を配合したものを用いてもよく、具体例としては先に外層の成分として説明したものが挙げられる。
多層不織布の内層は、不織布である限り特に製造方法は限定されず、例えば、スパンボンド法によって製造された不織布であってもよく、メルトブロー法によって製造された不織布であってもよい。
多層不織布は内層を少なくとも1層有するものであり、その層数は目的に合わせて適宜決定できる。内層の数は好ましくは1~3層であり、特に好ましくは1又は2層である。
多層不織布は内層を少なくとも1層有するものであり、その層数は目的に合わせて適宜決定できる。内層の数は好ましくは1~3層であり、特に好ましくは1又は2層である。
多層不織布の製造方法は特に限定されない。例えば、最初に低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布を製造し、この上にスパンボンド法やメルトブロー法によって不織布を形成し、さらにその上にスパンボンド不織布を重ね合わせて、加熱加圧によって融着させる方法が挙げられる。
本発明のスパンボンド不織布や多層不織布を用いた繊維製品としては、例えば以下の繊維製品を挙げることができる。すなわち、使い捨ておむつ用部材、おむつカバー用伸縮性部材、生理用品用伸縮性部材、衛生製品用伸縮性部材、伸縮性テープ、絆創膏、衣料用伸縮性部材、衣料用絶縁材、衣料用保温材、防護服、帽子、マスク、手袋、サポーター、伸縮性包帯、湿布剤の基布、スベリ止め基布、振動吸収材、指サック、クリーンルーム用エアフィルター、エレクトレット加工を施したエレクトレットフィルター、セパレーター、断熱材、コーヒーバッグ、食品包装材料、自動車用天井表皮材、防音材、クッション材、スピーカー防塵材、エアクリーナー材、インシュレーター表皮、バッッキング材、接着不織布シート、ドアトリム等の各種自動車用部材、複写機のクリーニング材等の各種クリーニング材、カーペットの表材や裏材、農業捲布、木材ドレーン、スポーツシューズ表皮等の靴用部材、かばん用部材、工業用シール材、ワイピング材およびシーツなどを挙げることができる。特に本発明のスパンボンド不織布や多層不織布は紙おむつ等の衛生材料に特に好ましく用いられる。
製造例1[低結晶性ポリプロピレンの製造]
攪拌機付きの内容積20Lのステンレス製反応器に、n-ヘプタンを20L/h、トリイソブチルアルミニウムを15mmol/h、さらに、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレートと(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロライドとトリイソブチルアルミニウムとプロピレンとを質量比1:2:20で、事前に接触させて得られた触媒成分を、ジルコニウム換算で6μmol/hで連続供給した。
重合温度を70℃に設定し、反応器の気相部の水素濃度が8モル%、反応器内の全圧が0.7MPa・Gに保たれるように、プロピレンと水素を連続供給し、重合反応を行った。
得られた重合溶液に、安定剤としてイルガノックス1010(チバ・スペシャルティ・ケミカルズ社製)をその含有割合が500質量ppmになるように添加し、次いで溶媒であるn-ヘプタンを除去することにより、低結晶性ポリプロピレンを得た。
攪拌機付きの内容積20Lのステンレス製反応器に、n-ヘプタンを20L/h、トリイソブチルアルミニウムを15mmol/h、さらに、ジメチルアニリニウムテトラキスペンタフルオロフェニルボレートと(1,2’-ジメチルシリレン)(2,1’-ジメチルシリレン)-ビス(3-トリメチルシリルメチルインデニル)ジルコニウムジクロライドとトリイソブチルアルミニウムとプロピレンとを質量比1:2:20で、事前に接触させて得られた触媒成分を、ジルコニウム換算で6μmol/hで連続供給した。
重合温度を70℃に設定し、反応器の気相部の水素濃度が8モル%、反応器内の全圧が0.7MPa・Gに保たれるように、プロピレンと水素を連続供給し、重合反応を行った。
得られた重合溶液に、安定剤としてイルガノックス1010(チバ・スペシャルティ・ケミカルズ社製)をその含有割合が500質量ppmになるように添加し、次いで溶媒であるn-ヘプタンを除去することにより、低結晶性ポリプロピレンを得た。
製造例2[低結晶性ポリプロピレンの製造]
製造例1の重合反応において、重合温度を67℃に設定し、反応器の気相部の水素濃度が0.8モル%、反応器内の全圧が0.75MPa・Gに保たれるように、プロピレンと水素を連続供給した以外は製造例1と同様にして低結晶性ポリプロピレンを得た。
製造例1の重合反応において、重合温度を67℃に設定し、反応器の気相部の水素濃度が0.8モル%、反応器内の全圧が0.75MPa・Gに保たれるように、プロピレンと水素を連続供給した以外は製造例1と同様にして低結晶性ポリプロピレンを得た。
製造例1および2で得られた低結晶性ポリプロピレンについて、以下の測定を行った。測定結果を第1表に示す。
〔融点測定〕
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップから融点(Tm-D)を求めた。
〔融点測定〕
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップから融点(Tm-D)を求めた。
〔結晶化温度測定〕
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下、220℃で5分間保持した後、20℃/分で-30℃まで降温させることにより得られた発熱カーブのピークのピークトップから結晶化温度(Tc)を求めた。
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下、220℃で5分間保持した後、20℃/分で-30℃まで降温させることにより得られた発熱カーブのピークのピークトップから結晶化温度(Tc)を求めた。
〔NMR測定〕
以下に示す装置および条件で、13C-NMRスペクトルの測定を行った。なお、ピークの帰属は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,8,687(1975)」で提案された方法に従った。
装置:日本電子(株)製JNM-EX400型13C-NMR装置
方法:プロトン完全デカップリング法
濃度:220mg/ml
溶媒:1,2,4-トリクロロベンゼンと重ベンゼンの90:10(容量比)混合溶媒
温度:130℃
パルス幅:45°
パルス繰り返し時間:4秒
積算:10000回
以下に示す装置および条件で、13C-NMRスペクトルの測定を行った。なお、ピークの帰属は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,8,687(1975)」で提案された方法に従った。
装置:日本電子(株)製JNM-EX400型13C-NMR装置
方法:プロトン完全デカップリング法
濃度:220mg/ml
溶媒:1,2,4-トリクロロベンゼンと重ベンゼンの90:10(容量比)混合溶媒
温度:130℃
パルス幅:45°
パルス繰り返し時間:4秒
積算:10000回
<計算式>
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S:全プロピレン単位の側鎖メチル炭素原子のシグナル強度
Pββ:19.8~22.5ppm
Pαβ:18.0~17.5ppm
Pαγ:17.5~17.1ppm
γ:ラセミペンタッド連鎖:20.7~20.3ppm
m:メソペンタッド連鎖:21.7~22.5ppm
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S:全プロピレン単位の側鎖メチル炭素原子のシグナル強度
Pββ:19.8~22.5ppm
Pαβ:18.0~17.5ppm
Pαγ:17.5~17.1ppm
γ:ラセミペンタッド連鎖:20.7~20.3ppm
m:メソペンタッド連鎖:21.7~22.5ppm
メソペンタッド分率[mmmm]、ラセミペンタッド分率[rrrr]およびラセミメソラセミメソペンダッド分率[rmrm]は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,6,925(1973)」で提案された方法に準拠して求めたものであり、13C-NMRスペクトルのメチル基のシグナルにより測定されるポリプロピレン分子鎖中のペンタッド単位でのメソ分率、ラセミ分率、およびラセミメソラセミメソ分率である。メソペンタッド分率[mmmm]が大きくなると、立体規則性が高くなる。また、トリアッド分率[mm]、[rr]および[mr]も上記方法により算出した。
〔重量平均分子量(Mw)、分子量分布(Mw/Mn)測定〕
ゲルパーミエイションクロマトグラフィ(GPC)法により、重量平均分子量(Mw)および分子量分布(Mw/Mn)を求めた。測定には、下記の装置および条件を使用し、ポリスチレン換算の重量平均分子量を得た。
<GPC測定装置>
カラム :TOSO GMHHR-H(S)HT
検出器 :液体クロマトグラム用RI検出器 WATERS 150C
<測定条件>
溶媒 :1,2,4-トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT-GPC(Ver.1.0)
ゲルパーミエイションクロマトグラフィ(GPC)法により、重量平均分子量(Mw)および分子量分布(Mw/Mn)を求めた。測定には、下記の装置および条件を使用し、ポリスチレン換算の重量平均分子量を得た。
<GPC測定装置>
カラム :TOSO GMHHR-H(S)HT
検出器 :液体クロマトグラム用RI検出器 WATERS 150C
<測定条件>
溶媒 :1,2,4-トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT-GPC(Ver.1.0)
〔メルトフローレイト測定〕
JIS K7210に準拠し、温度230℃、加重21.18Nの条件で測定した。
JIS K7210に準拠し、温度230℃、加重21.18Nの条件で測定した。
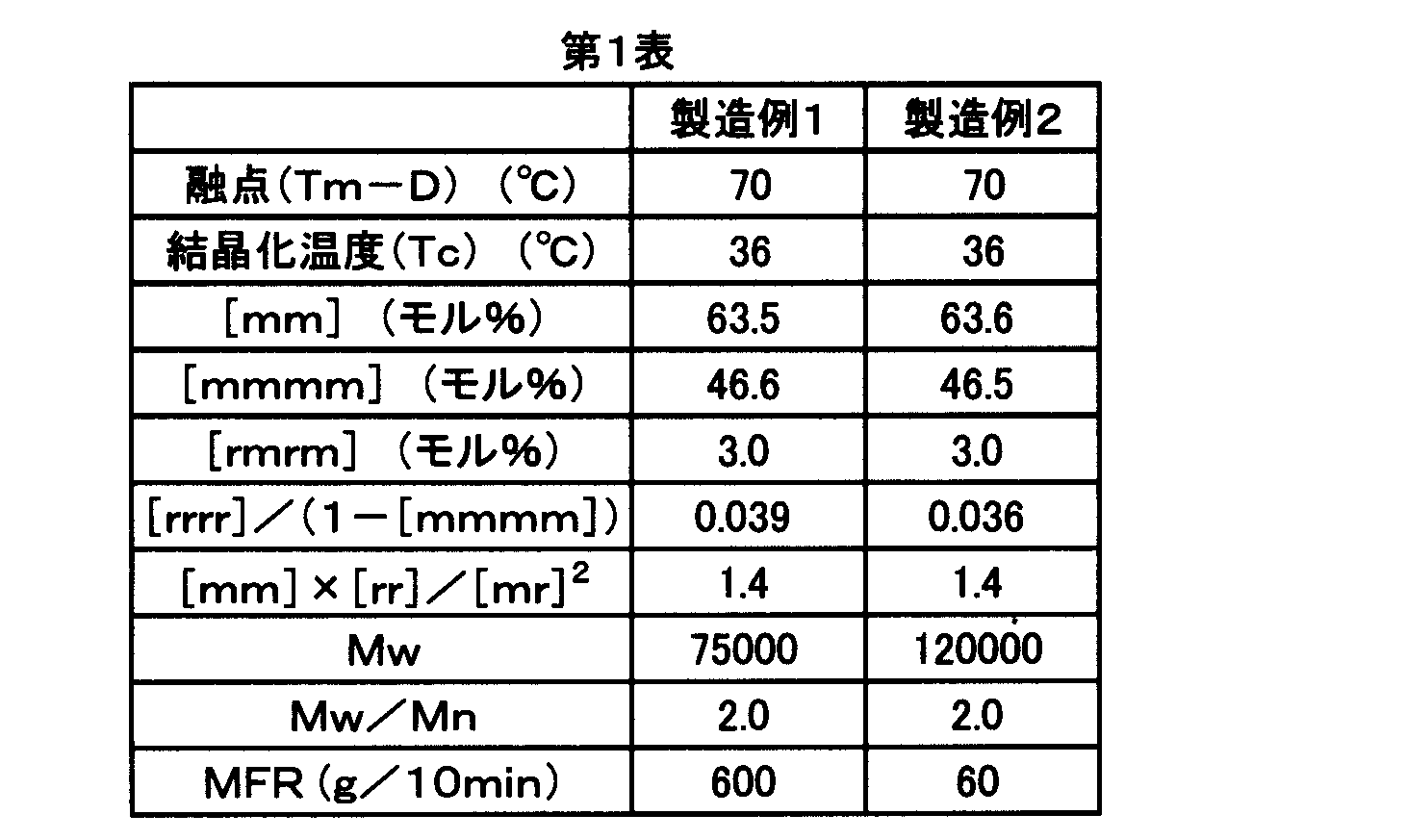
実施例1
製造例1で得られた低結晶性ポリプロピレン10質量%,MFRが36g/10min、融点が161℃の高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を90質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度250℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.3g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより6500Paのキャビン圧力で吸引して、195m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を140℃に加熱したエンボスロールで線圧100N/mでエンボス加工し、引取りロールに巻き取った。
製造例1で得られた低結晶性ポリプロピレン10質量%,MFRが36g/10min、融点が161℃の高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を90質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度250℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.3g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより6500Paのキャビン圧力で吸引して、195m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を140℃に加熱したエンボスロールで線圧100N/mでエンボス加工し、引取りロールに巻き取った。
実施例2
実施例1において、低結晶性ポリプロピレン15質量%、高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を85質量%の配合比で混合した以外は同様の方法により不織布を製造した。
実施例1において、低結晶性ポリプロピレン15質量%、高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を85質量%の配合比で混合した以外は同様の方法により不織布を製造した。
実施例3
製造例2で得られた低結晶性ポリプロピレン20質量%,MFRが36g/10minの高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を80質量%の配合比で混合して結晶性樹脂組成物を調製した。この結晶性樹脂組成物を用い、単孔吐出量0.4g/minで174m/minのライン速度で移動しているネット面に繊維を積層する以外は、実施例1と同様にして不織布を製造した。
製造例2で得られた低結晶性ポリプロピレン20質量%,MFRが36g/10minの高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)を80質量%の配合比で混合して結晶性樹脂組成物を調製した。この結晶性樹脂組成物を用い、単孔吐出量0.4g/minで174m/minのライン速度で移動しているネット面に繊維を積層する以外は、実施例1と同様にして不織布を製造した。
比較例1
MFRが36g/10min、ΔHが98J/gの高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)のみを用い、単孔吐出量0.5g/minの速度で、冷却エアーダクトにより5000Paのキャビン圧力で吸引して、232m/minのライン速度で移動しているネット面に繊維を積層した以外は、実施例1と同様にして不織布を製造した。
MFRが36g/10min、ΔHが98J/gの高結晶性ポリプロピレン(Exxon Mobil社製、PP 3155)のみを用い、単孔吐出量0.5g/minの速度で、冷却エアーダクトにより5000Paのキャビン圧力で吸引して、232m/minのライン速度で移動しているネット面に繊維を積層した以外は、実施例1と同様にして不織布を製造した。
比較例2
MFRが60g/10min、融点が162℃、ΔHが98J/gの高結晶性ポリプロピレン(プライムポリマー社製、Y6005GM)を用い、スクリュー径65mmのギヤポンプを有する単軸押出機を用いて樹脂温度220℃で原料を溶融押出し、ノズル径0.3mmのノズル(孔数841ホール)より、単孔吐出量0.5g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下でエジェクターにより4.0kg/cm2の圧力で吸引して、20.4m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を135℃に加熱したエンボスロールでエンボス加工し、引取りロールに巻き取った。
MFRが60g/10min、融点が162℃、ΔHが98J/gの高結晶性ポリプロピレン(プライムポリマー社製、Y6005GM)を用い、スクリュー径65mmのギヤポンプを有する単軸押出機を用いて樹脂温度220℃で原料を溶融押出し、ノズル径0.3mmのノズル(孔数841ホール)より、単孔吐出量0.5g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下でエジェクターにより4.0kg/cm2の圧力で吸引して、20.4m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を135℃に加熱したエンボスロールでエンボス加工し、引取りロールに巻き取った。
比較例3
MFRが60g/10minの低結晶性ポリプロピレン5質量%,MFRが60g/10minの高結晶性ポリプロピレン(プライムポリマー社製、Y6005GM)を95質量%の配合比で混合し結晶性樹脂組成物を調製した。この結晶性樹脂組成物を用い、エジェクターの吸引圧力を4.5kg/cm2とした以外は、比較例2と同様にして不織布を製造した。
MFRが60g/10minの低結晶性ポリプロピレン5質量%,MFRが60g/10minの高結晶性ポリプロピレン(プライムポリマー社製、Y6005GM)を95質量%の配合比で混合し結晶性樹脂組成物を調製した。この結晶性樹脂組成物を用い、エジェクターの吸引圧力を4.5kg/cm2とした以外は、比較例2と同様にして不織布を製造した。
実施例1~3および比較例1~3で得られた結晶性樹脂組成物および不織布について以下の測定を行った。結果を第2表に示す。
(1)結晶性樹脂組成物
〔MFR〕
前記条件で測定した。
〔融解吸熱量〕
前記条件で融点測定を行い、融解吸熱量(ΔH)を求めた。
(1)結晶性樹脂組成物
〔MFR〕
前記条件で測定した。
〔融解吸熱量〕
前記条件で融点測定を行い、融解吸熱量(ΔH)を求めた。
(2)不織布
〔目付けの計測〕
得られた不織布の5cm×5cmの重量を測定し、目付け(g/10m2)を測定した。
〔繊度計測〕
偏光顕微鏡を用いて不織布中の繊維を観察し、ランダムに選んだ5本の繊維直径の平均値(d)を測定し、樹脂の密度(ρ=900000g/m3)を用いて、不織布サンプルの繊度を下記[1]式から計算した。
繊度(デニール)=ρ×π×(d/2)2×9000・・・[1]
〔紡糸速度〕
上記方法で得た繊度を用い、下記式[2]から紡糸速度を算出した。
紡糸速度(m/min)=単孔吐出量(g/min)/繊度(デニール)×9000(m)・・・[2]
〔紡糸性〕
実施例1~3および比較例1~3について、1時間の紡糸中に、ダイスの全てのノズルから得られる糸のうち破断した糸の本数で評価した。
○:破断がない。
△:破断が1~2本である。
×:破断が3本以上である。
〔手触り感〕
パネラー7名により不織布の手触りの評価を行った。手触りがソフトであると感じる場合を2点、少しソフトであると感じる場合を1点、ソフトであると感じない場合を0点として採点し、パネラー5名の合計点が11点以上を○、7~10点を△、6点以下を×と判定した。
〔目付けの計測〕
得られた不織布の5cm×5cmの重量を測定し、目付け(g/10m2)を測定した。
〔繊度計測〕
偏光顕微鏡を用いて不織布中の繊維を観察し、ランダムに選んだ5本の繊維直径の平均値(d)を測定し、樹脂の密度(ρ=900000g/m3)を用いて、不織布サンプルの繊度を下記[1]式から計算した。
繊度(デニール)=ρ×π×(d/2)2×9000・・・[1]
〔紡糸速度〕
上記方法で得た繊度を用い、下記式[2]から紡糸速度を算出した。
紡糸速度(m/min)=単孔吐出量(g/min)/繊度(デニール)×9000(m)・・・[2]
〔紡糸性〕
実施例1~3および比較例1~3について、1時間の紡糸中に、ダイスの全てのノズルから得られる糸のうち破断した糸の本数で評価した。
○:破断がない。
△:破断が1~2本である。
×:破断が3本以上である。
〔手触り感〕
パネラー7名により不織布の手触りの評価を行った。手触りがソフトであると感じる場合を2点、少しソフトであると感じる場合を1点、ソフトであると感じない場合を0点として採点し、パネラー5名の合計点が11点以上を○、7~10点を△、6点以下を×と判定した。

実施例4
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度215℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.6g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより5000Paのキャビン圧力で吸引して、215m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を115℃に加熱したエンボスロールで線圧45N/mmでエンボス加工し、目付け15g/m2の不織布を引取りロールに巻き取った。
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度215℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.6g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより5000Paのキャビン圧力で吸引して、215m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を115℃に加熱したエンボスロールで線圧45N/mmでエンボス加工し、目付け15g/m2の不織布を引取りロールに巻き取った。
実施例5
実施例4において、キャビン圧力を4000Pa、エンボスロール温度を125℃とした以外は同様の方法により不織布を成形した。
実施例4において、キャビン圧力を4000Pa、エンボスロール温度を125℃とした以外は同様の方法により不織布を成形した。
実施例6
製造例2で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合した以外は、実施例4と同様にして不織布を成形した。
製造例2で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合した以外は、実施例4と同様にして不織布を成形した。
実施例7
実施例6において、キャビン圧力を4000Pa、エンボスロール温度を125℃とした以外は同様の方法により不織布を成形した。
実施例6において、キャビン圧力を4000Pa、エンボスロール温度を125℃とした以外は同様の方法により不織布を成形した。
実施例8
キャビン圧力を4000Pa、エンボスロール温度を135℃とした以外は実施例4と同様にして不織布を成形した。
キャビン圧力を4000Pa、エンボスロール温度を135℃とした以外は実施例4と同様にして不織布を成形した。
実施例9
キャビン圧力を4000Pa、エンボスロール温度を135℃とした以外は実施例6と同様にして不織布を成形した。
キャビン圧力を4000Pa、エンボスロール温度を135℃とした以外は実施例6と同様にして不織布を成形した。
実施例4~9で得られた不織布について以下の測定を行った。結果を第3表に示す。
〔繊度計測〕
上記記載の方法により繊度を求めた。
〔紡糸速度〕
上記記載の方法により紡糸速度を求めた。
〔初期弾性率〕
得られた不織布から、長さ200mm×幅25mmの試験片を、機械方向(MD)と機械方向に対して垂直方向(TD)についてサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を100mmに設定し、引張速度300mm/分で伸張し、伸張過程でのひずみと荷重を測定し、下記式[3]から初期弾性率を算出した。初期弾性率の値が低いほど、不織布が柔軟性を有していることを示す。
初期弾性率(N)=ひずみ5%の荷重(N)/0.05・・・[3]
〔繊度計測〕
上記記載の方法により繊度を求めた。
〔紡糸速度〕
上記記載の方法により紡糸速度を求めた。
〔初期弾性率〕
得られた不織布から、長さ200mm×幅25mmの試験片を、機械方向(MD)と機械方向に対して垂直方向(TD)についてサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を100mmに設定し、引張速度300mm/分で伸張し、伸張過程でのひずみと荷重を測定し、下記式[3]から初期弾性率を算出した。初期弾性率の値が低いほど、不織布が柔軟性を有していることを示す。
初期弾性率(N)=ひずみ5%の荷重(N)/0.05・・・[3]
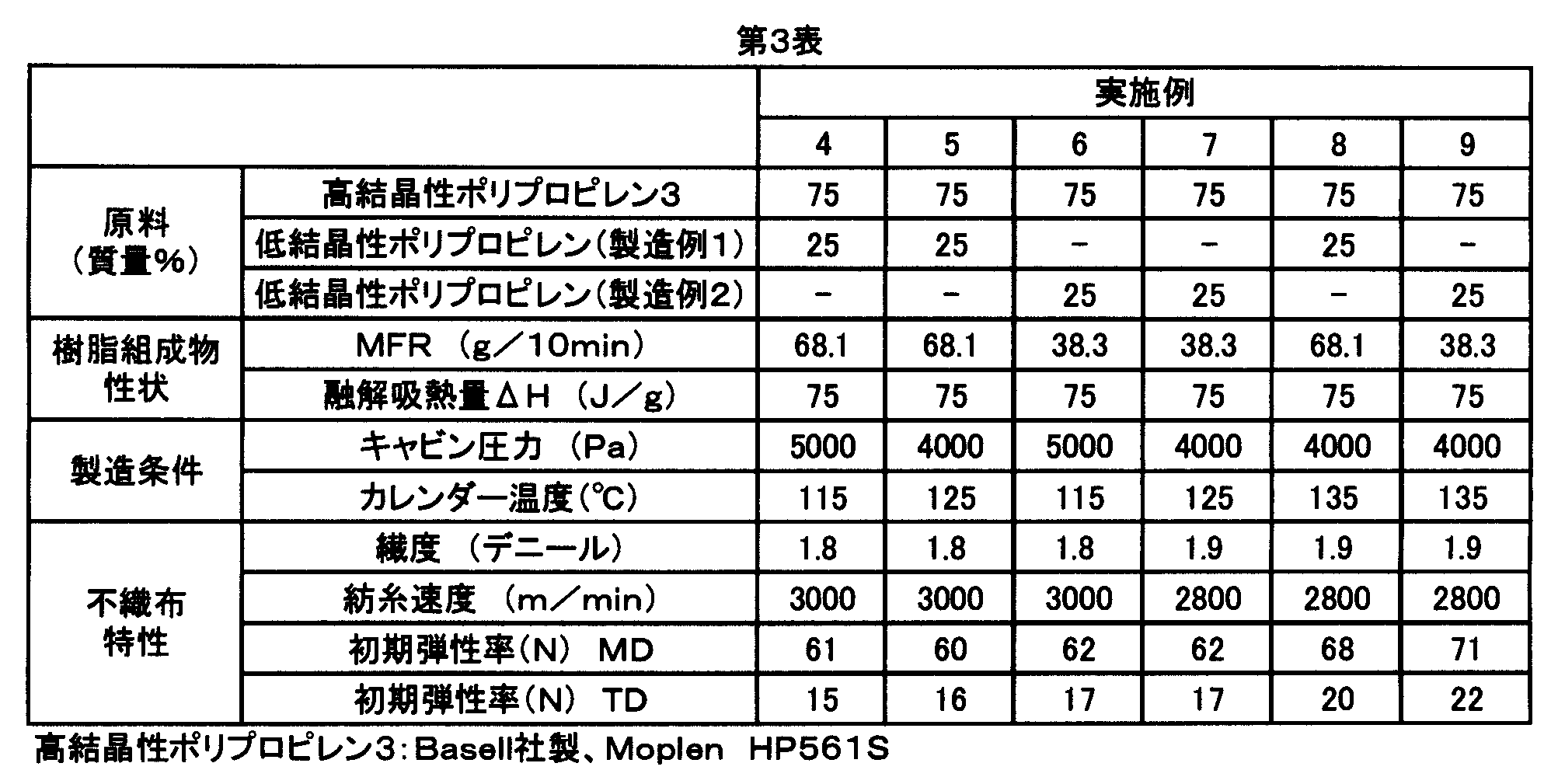
実施例10
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが30g/10min、融点が160℃の高結晶性ポリプロピレン(日本ポリプロ(株)社製、NOVATEC SA-03)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径65mmのギヤポンプを有する二軸押出機を用いて樹脂温度230℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.3mmのノズル(孔数841ホール)より、単孔吐出量0.5g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下でエジェクターにより2.0kg/cm2の圧力で吸引して、20m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を95℃に加熱したエンボスロールでエンボス加工し、引取りロールに巻き取った。
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが30g/10min、融点が160℃の高結晶性ポリプロピレン(日本ポリプロ(株)社製、NOVATEC SA-03)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径65mmのギヤポンプを有する二軸押出機を用いて樹脂温度230℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.3mmのノズル(孔数841ホール)より、単孔吐出量0.5g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下でエジェクターにより2.0kg/cm2の圧力で吸引して、20m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を95℃に加熱したエンボスロールでエンボス加工し、引取りロールに巻き取った。
実施例11
実施例10において、エンボスロール温度を115℃とした以外は同様の方法により不織布を成形した。
実施例10において、エンボスロール温度を115℃とした以外は同様の方法により不織布を成形した。
実施例12
実施例10において、エンボスロール温度を135℃とした以外は同様の方法により不織布を成形した。
実施例10において、エンボスロール温度を135℃とした以外は同様の方法により不織布を成形した。
実施例10~12で得られた不織布について以下の測定を行った。結果を第4表に示す。
〔繊度計測〕
上記記載の方法により繊度を求めた。
〔紡糸速度〕
上記記載の方法により紡糸速度を求めた。
〔初期弾性率〕
上記記載の方法により紡糸速度を求めた。
〔繊度計測〕
上記記載の方法により繊度を求めた。
〔紡糸速度〕
上記記載の方法により紡糸速度を求めた。
〔初期弾性率〕
上記記載の方法により紡糸速度を求めた。

実施例13
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度235℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.6g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより2000Paのキャビン圧力で吸引して、215m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を135℃に加熱したエンボスロールで線圧90N/mでエンボス加工し、目付け15g/m2の不織布を引取りロールに巻き取った。得られた不織布について、実施例4と同様の評価を行った。結果を第5表に示す。
製造例1で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合して結晶性樹脂組成物を調製した。
スクリュー径120mmのギヤポンプを有する二軸押出機を用いて樹脂温度235℃で前記結晶性樹脂組成物を溶融押出し、ノズル径0.6mmのノズル(孔数5800ホール/m)より、単孔吐出量0.6g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下で冷却エアーダクトにより2000Paのキャビン圧力で吸引して、215m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を135℃に加熱したエンボスロールで線圧90N/mでエンボス加工し、目付け15g/m2の不織布を引取りロールに巻き取った。得られた不織布について、実施例4と同様の評価を行った。結果を第5表に示す。
実施例14
製造例2で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合した以外は、実施例13と同様の方法により不織布を成形し、特性を評価した。結果を第5表に示す。
製造例2で得られた低結晶性ポリプロピレン25質量%,MFRが33g/10min、融点が160℃の高結晶性ポリプロピレン(Basell社製、Moplen HP561S)を75質量%の配合比で混合した以外は、実施例13と同様の方法により不織布を成形し、特性を評価した。結果を第5表に示す。
実施例15
キャビン圧力を5000Paとした以外は実施例13と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
キャビン圧力を5000Paとした以外は実施例13と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
実施例16
キャビン圧力を4000Paとした以外は実施例13と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
キャビン圧力を4000Paとした以外は実施例13と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
実施例17
キャビン圧力を5000Paとした以外は実施例14と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
キャビン圧力を5000Paとした以外は実施例14と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
実施例18
キャビン圧力を4000Paとした以外は実施例14と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。
キャビン圧力を4000Paとした以外は実施例14と同様にして不織布を成形し、特性を評価した。結果を第5表に示す。

実施例19
鞘成分樹脂として、製造例1で得られた低結晶性ポリプロピレン50質量%と前記高結晶性ポリプロピレン4(日本ポリプロ(株)社製、NOVATEC SA-03)50質量%をペレット状態で混合したものを用い、芯成分樹脂として、前記高結晶性ポリプロピレン4のみを用いた。
鞘成分樹脂と芯成分樹脂を別々の単軸押出機を用いて樹脂温度220℃で原料を溶融押出し、ノズル径0.3mmの芯鞘複合ノズル(孔数2677ホール)より、単孔当たり0.5g/分の速度で、溶融樹脂を鞘成分:芯成分の比率が50:50となるように吐出させて紡糸した。
紡糸により得られた繊維をエジェクター圧4.0kg/cm2で100m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を95℃に加熱したエンボスロールで線圧40kg/cmでエンボス加工し、引取りロールに巻き取った。
得られた不織布について、手触り感および破断強度の測定および評価を行った。結果を第6表に示す。
鞘成分樹脂として、製造例1で得られた低結晶性ポリプロピレン50質量%と前記高結晶性ポリプロピレン4(日本ポリプロ(株)社製、NOVATEC SA-03)50質量%をペレット状態で混合したものを用い、芯成分樹脂として、前記高結晶性ポリプロピレン4のみを用いた。
鞘成分樹脂と芯成分樹脂を別々の単軸押出機を用いて樹脂温度220℃で原料を溶融押出し、ノズル径0.3mmの芯鞘複合ノズル(孔数2677ホール)より、単孔当たり0.5g/分の速度で、溶融樹脂を鞘成分:芯成分の比率が50:50となるように吐出させて紡糸した。
紡糸により得られた繊維をエジェクター圧4.0kg/cm2で100m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を95℃に加熱したエンボスロールで線圧40kg/cmでエンボス加工し、引取りロールに巻き取った。
得られた不織布について、手触り感および破断強度の測定および評価を行った。結果を第6表に示す。
〔破断強度〕
得られた不織布から、長さ200mm×幅25mmの試験片を、機械方向(MD)と機械方向に対して垂直方向(TD)についてサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を100mmに設定し、引張速度300mm/分で伸張し、不織布が破断したときの荷重を測定し、破断強度を決定した。
得られた不織布から、長さ200mm×幅25mmの試験片を、機械方向(MD)と機械方向に対して垂直方向(TD)についてサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を100mmに設定し、引張速度300mm/分で伸張し、不織布が破断したときの荷重を測定し、破断強度を決定した。

実施例20
製造例1で得られた低結晶性ポリプロピレン50質量%と高結晶性ポリプロピレン4(日本ポリプロ(株)社製、NOVATEC SA-03)50質量%をペレット状態で混合して樹脂組成物を調製した。
この樹脂組成物を、樹脂温度230℃で溶融押出し、ノズル径0.3mmのノズル(孔数501ホール)より、単孔当たり0.5g/分の速度で、溶融樹脂を吐出させて紡糸した。
紡糸により得られた繊維をエジェクター圧1.6kg/cm2で50m/minのライン速度で移動しているネット面に繊維を積層して不織布(S)を得た。
この不織布(S)の上に、上記スパンボンド法を用いて、高結晶性ポリプロピレン4の繊維を直接堆積させてスパンボンド不織布(C)を形成した後、さらにその上に別途製造した不織布(S)を重ね合わせて、95℃の熱ロールで加熱加圧により融着させて、スパンボンド不織布(S)/スパンボンド不織布(C)/スパンボンド不織布(S)の構造を有する多層不織布を得た。
得られた不織布について、手触り感および破断強度の測定および評価を前記基準に従い行った。結果を第7表に示す。
製造例1で得られた低結晶性ポリプロピレン50質量%と高結晶性ポリプロピレン4(日本ポリプロ(株)社製、NOVATEC SA-03)50質量%をペレット状態で混合して樹脂組成物を調製した。
この樹脂組成物を、樹脂温度230℃で溶融押出し、ノズル径0.3mmのノズル(孔数501ホール)より、単孔当たり0.5g/分の速度で、溶融樹脂を吐出させて紡糸した。
紡糸により得られた繊維をエジェクター圧1.6kg/cm2で50m/minのライン速度で移動しているネット面に繊維を積層して不織布(S)を得た。
この不織布(S)の上に、上記スパンボンド法を用いて、高結晶性ポリプロピレン4の繊維を直接堆積させてスパンボンド不織布(C)を形成した後、さらにその上に別途製造した不織布(S)を重ね合わせて、95℃の熱ロールで加熱加圧により融着させて、スパンボンド不織布(S)/スパンボンド不織布(C)/スパンボンド不織布(S)の構造を有する多層不織布を得た。
得られた不織布について、手触り感および破断強度の測定および評価を前記基準に従い行った。結果を第7表に示す。
実施例21
実施例20において、高結晶性ポリプロピレン4の繊維を用いてスパンボンド不織布(C)を形成した代わりに、高結晶性ポリプロピレン5(Basell社製、Moplen HP461Y MFR=1300g/10min Tm=160℃)を用いてメルトブロー不織布を形成した以外は、実施例20に記載の方法により、スパンボンド不織布(S)/メルトブロー不織布(C)/スパンボンド不織布(S)の構造を有する多層不織布を得た。得られた不織布について、手触り感および破断強度の測定および評価を前記基準に従い行った。結果を第7表に示す。
なお、前記メルトブロー不織布の製造条件は以下のとおりである。
スクリュー径65mmのギヤポンプを有する単軸押出機、ダイ(孔径0.36mm、孔数720ホール)、高温圧縮空気発生装置、ネットコンベアーおよび巻取り装置からなるメルトブロー不織布装置を用いて、樹脂温度260℃で高結晶性ポリプロピレン5を溶融し、ダイから単孔当たり0.3g/minの速度で溶融樹脂を吐出させ、その樹脂を、270℃の圧縮空気を用いて、420Nm3/hrの流量で、72m/minのライン速度で吹き付けてメルトブロー不織布を形成した。
実施例20において、高結晶性ポリプロピレン4の繊維を用いてスパンボンド不織布(C)を形成した代わりに、高結晶性ポリプロピレン5(Basell社製、Moplen HP461Y MFR=1300g/10min Tm=160℃)を用いてメルトブロー不織布を形成した以外は、実施例20に記載の方法により、スパンボンド不織布(S)/メルトブロー不織布(C)/スパンボンド不織布(S)の構造を有する多層不織布を得た。得られた不織布について、手触り感および破断強度の測定および評価を前記基準に従い行った。結果を第7表に示す。
なお、前記メルトブロー不織布の製造条件は以下のとおりである。
スクリュー径65mmのギヤポンプを有する単軸押出機、ダイ(孔径0.36mm、孔数720ホール)、高温圧縮空気発生装置、ネットコンベアーおよび巻取り装置からなるメルトブロー不織布装置を用いて、樹脂温度260℃で高結晶性ポリプロピレン5を溶融し、ダイから単孔当たり0.3g/minの速度で溶融樹脂を吐出させ、その樹脂を、270℃の圧縮空気を用いて、420Nm3/hrの流量で、72m/minのライン速度で吹き付けてメルトブロー不織布を形成した。

本発明のポリプロピレン系スパンボンド不織布は、繊維径が極めて小さく、手触り感が良好なスパンボンド不織布、又は高い柔軟性を有するポリプロピレン系スパンボンド不織布であり、紙おむつ等の衛生材料に特に好ましく用いられる。
Claims (7)
- 低結晶性ポリプロピレンおよび高結晶性ポリプロピレンを含有する結晶性樹脂組成物からなるスパンボンド不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが25~80g/10min、融解吸熱量ΔHが65~100J/gの樹脂組成物であって、
前記結晶性樹脂組成物中の低結晶性ポリプロピレンの含有量が、低結晶性ポリプロピレンと高結晶性ポリプロピレンの合計を基準として10~30質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布。
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4 - 不織布を構成する繊維の直径が1.0デニール以下である請求項1に記載のスパンボンド不織布。
- 90~130℃でエンボス加工することで得られる請求項1に記載のスパンボンド不織布。
- 紡糸速度500~2500m/分で紡糸して得られた繊維からなる請求項1に記載のスパンボンド不織布。
- 低結晶性ポリプロピレンを含有する結晶性樹脂組成物からなる鞘成分(A)と、オレフィン系重合体から成る芯成分(B)で構成される芯鞘型複合繊維からなるスパンボンド不織布であって、
前記(A)成分が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物であって、
前記(A)成分における低結晶性ポリプロピレンの含有量が20~50質量%であって、
前記低結晶性ポリプロピレンが下記(a)~(f)を満たすスパンボンド不織布。
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4 - 不織布を少なくとも3層積層してなる多層不織布であって、
前記多層不織布の2つの外層を構成する不織布が、下記(a)~(f)を満たす低結晶性ポリプロピレンを組成物全量基準で10~50質量%含有する結晶性樹脂組成物からなるスパンボンド不織布であり、前記多層不織布の内層を構成する不織布が、オレフィン系重合体からなる不織布であって、
前記結晶性樹脂組成物が、メルトフローレイトが20~400g/10min、融解吸熱量ΔHが40~90J/gの樹脂組成物である多層不織布。
(a)[mmmm]=20~60モル%
(b)[rrrr]/(1-[mmmm])≦0.1
(c)[rmrm]>2.5モル%
(d)[mm]×[rr]/[mr]2≦2.0
(e)重量平均分子量(Mw)=10,000~200,000
(f)分子量分布(Mw/Mn)<4 - 請求項1~5のいずれかに記載のスパンボンド不織布及び請求項6に記載の多層不織布の少なくとも一方を用いてなる繊維製品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011530904A JP5722222B2 (ja) | 2009-09-14 | 2010-09-13 | スパンボンド不織布および繊維製品 |
| US13/395,597 US20120208422A1 (en) | 2009-09-14 | 2010-09-13 | Spun-bonded nonwoven fabric and fiber product |
| EP20100815483 EP2479331B1 (en) | 2009-09-14 | 2010-09-13 | Spun-bonded nonwoven fabric and fiber product |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009212496 | 2009-09-14 | ||
| JP2009-212496 | 2009-09-14 | ||
| JP2010-100285 | 2010-04-23 | ||
| JP2010100285 | 2010-04-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011030893A1 true WO2011030893A1 (ja) | 2011-03-17 |
Family
ID=43732555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/065748 WO2011030893A1 (ja) | 2009-09-14 | 2010-09-13 | スパンボンド不織布および繊維製品 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20120208422A1 (ja) |
| EP (2) | EP2813611A1 (ja) |
| JP (1) | JP5722222B2 (ja) |
| WO (1) | WO2011030893A1 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012021260A (ja) * | 2011-04-06 | 2012-02-02 | Asahi Kasei Fibers Corp | 熱安定性、柔軟性に優れる不織布 |
| WO2012105566A1 (ja) * | 2011-02-01 | 2012-08-09 | 出光興産株式会社 | 不織布及び繊維製品 |
| WO2014042253A1 (ja) * | 2012-09-14 | 2014-03-20 | 出光興産株式会社 | 多層不織布及びその製造方法 |
| WO2014115401A1 (ja) * | 2013-01-22 | 2014-07-31 | 王子ネピア株式会社 | スパンボンド不織布 |
| WO2014119687A1 (ja) | 2013-01-30 | 2014-08-07 | 出光興産株式会社 | 繊維不織布 |
| WO2014142275A1 (ja) * | 2013-03-13 | 2014-09-18 | 出光興産株式会社 | フィルター及びフィルター積層体、並びにこれらを有する繊維製品 |
| WO2015064653A1 (ja) * | 2013-10-31 | 2015-05-07 | 出光興産株式会社 | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 |
| WO2015141750A1 (ja) * | 2014-03-20 | 2015-09-24 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| WO2015178423A1 (ja) * | 2014-05-20 | 2015-11-26 | 三井化学株式会社 | 不織布積層体、および衛生材料 |
| JP2016524052A (ja) * | 2013-06-05 | 2016-08-12 | フラウンホーファーゲゼルシャフト ツール フォルデルング デル アンゲヴァンテン フォルシユング エー.フアー. | ポリアクリルベースの不織布の製造方法、及びポリアクリルベースの不織布 |
| JP2018145536A (ja) * | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| WO2019022004A1 (ja) | 2017-07-24 | 2019-01-31 | 出光興産株式会社 | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 |
| JP2019137960A (ja) * | 2018-02-08 | 2019-08-22 | 東レ株式会社 | スパンボンド不織布 |
| JP2019196576A (ja) * | 2018-05-07 | 2019-11-14 | 東レ株式会社 | スパンボンド不織布 |
| JP2020507688A (ja) * | 2017-02-14 | 2020-03-12 | スリーエム イノベイティブ プロパティズ カンパニー | ループ材料シート、それを形成する装置及び方法 |
| JPWO2019088135A1 (ja) * | 2017-11-01 | 2020-09-24 | 東レ株式会社 | スパンボンド不織布 |
| US10844205B2 (en) | 2014-07-03 | 2020-11-24 | Idemitsu Kosan Co., Ltd. | Spunbonded non-woven fabric and method for manufacturing same |
| WO2021039553A1 (ja) * | 2019-08-28 | 2021-03-04 | 東レ株式会社 | 積層不織布 |
| JP2021510764A (ja) * | 2018-11-05 | 2021-04-30 | エルジー・ケム・リミテッド | 2成分系繊維用樹脂組成物 |
| WO2022113711A1 (ja) * | 2020-11-27 | 2022-06-02 | 東レ株式会社 | スパンボンド不織布およびこれを具備してなる衛生材料 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5600592B2 (ja) * | 2008-08-12 | 2014-10-01 | 出光興産株式会社 | ポリプロピレン弾性繊維の製造方法およびポリプロピレン系弾性繊維 |
| JP5663189B2 (ja) | 2010-01-21 | 2015-02-04 | 出光興産株式会社 | ポリプロピレン系不織布 |
| KR101533167B1 (ko) * | 2010-11-25 | 2015-07-01 | 미쓰이 가가쿠 가부시키가이샤 | 스펀본드 부직포 적층체 |
| US9322114B2 (en) | 2012-12-03 | 2016-04-26 | Exxonmobil Chemical Patents Inc. | Polypropylene fibers and fabrics |
| JP6007139B2 (ja) * | 2013-03-15 | 2016-10-12 | 出光興産株式会社 | 不織布及び繊維製品 |
| MX2016006439A (es) | 2013-11-20 | 2016-07-19 | Kimberly Clark Co | Compuesto no tejido suave y duradero. |
| WO2015075632A1 (en) | 2013-11-20 | 2015-05-28 | Kimberly-Clark Worldwide, Inc. | Absorbent article containing a soft and durable backsheet |
| US9303334B2 (en) | 2014-05-07 | 2016-04-05 | Biax-Fiberfilm | Apparatus for forming a non-woven web |
| JP2017515010A (ja) * | 2014-05-07 | 2017-06-08 | バイアックス ファイバーフィルム | 不織ウェブ |
| US10633774B2 (en) | 2014-05-07 | 2020-04-28 | Biax-Fiberfilm Corporation | Hybrid non-woven web and an apparatus and method for forming said web |
| US9309612B2 (en) | 2014-05-07 | 2016-04-12 | Biax-Fiberfilm | Process for forming a non-woven web |
| US11598026B2 (en) | 2014-05-07 | 2023-03-07 | Biax-Fiberfilm Corporation | Spun-blown non-woven web |
| KR102230520B1 (ko) * | 2014-11-18 | 2021-03-22 | 킴벌리-클라크 월드와이드, 인크. | 부드럽고 내구성이 있는 부직포 웹 |
| EP3234247B1 (en) | 2014-12-19 | 2023-03-01 | Kimberly-Clark Worldwide, Inc. | Cd extensible nonwoven composite |
| CN107109000B (zh) * | 2014-12-19 | 2021-04-27 | 埃克森美孚化学专利公司 | 由含有基于丙烯的聚合物的共混物制造的热活化的织物 |
| US10682265B2 (en) | 2015-11-12 | 2020-06-16 | Pfnonwovens Llc | Nonwoven with improved abrasion resistance and method of making the same |
| EP3187635A1 (en) | 2015-12-30 | 2017-07-05 | Hayat Kimya Sanayi Anonim Sirketi | Soft nonwoven fabric |
| DK3400330T3 (da) | 2016-01-04 | 2022-01-03 | Borealis Ag | Spunbondede ikke-vævede stoffer fremstillet af phthalatfri pp-homopolymerer |
| DE102017203068A1 (de) | 2017-02-24 | 2018-08-30 | Tesa Se | Klebeband |
| EP3601656B1 (de) | 2017-03-28 | 2023-06-28 | MANN+HUMMEL GmbH | Spinnvliesmaterial, gegenstand umfassend ein spinnvliesmaterial, filtermedium, filterelement und deren verwendung |
| DE102017002957A1 (de) | 2017-03-28 | 2018-10-04 | Mann+Hummel Gmbh | Spinnvliesstoff, Filtermedium, Filterelement und deren Verwendung und Filteranordnung |
| JP6935805B2 (ja) * | 2017-09-28 | 2021-09-15 | 東レ株式会社 | スパンボンド不織布 |
| CZ2018647A3 (cs) * | 2018-11-23 | 2020-06-03 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Objemná netkaná textilie se zvýšenou stlačitelností a zlepšenou schopností regenerace |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0881593A (ja) | 1994-09-13 | 1996-03-26 | Showa Denko Kk | ポリプロピレン樹脂組成物およびその製造方法 |
| JP2002038364A (ja) * | 2000-07-26 | 2002-02-06 | Idemitsu Unitech Co Ltd | スパンボンド不織布および吸収性物品 |
| JP2002514274A (ja) * | 1997-03-24 | 2002-05-14 | ハンツマン ポリマーズ コーポレイション | 不織布及び接着剤用途に使用するポリオレフィンブレンド |
| JP2003027331A (ja) * | 2001-07-16 | 2003-01-29 | Idemitsu Petrochem Co Ltd | ポリオレフィン系繊維 |
| JP2005533894A (ja) * | 2002-07-23 | 2005-11-10 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | オレフィン系エラストマーとセグメント化されたエラストマーとから調製される繊維、テープおよびフィルム |
| WO2006051708A1 (ja) | 2004-11-11 | 2006-05-18 | Idemitsu Kosan Co., Ltd. | ポリプロピレン樹脂、繊維及び不織布 |
| WO2009001871A1 (ja) * | 2007-06-26 | 2008-12-31 | Idemitsu Kosan Co., Ltd. | 弾性不織布、その製造方法及び該弾性不織布を用いた繊維製品 |
| JP2009062667A (ja) | 2007-06-26 | 2009-03-26 | Idemitsu Kosan Co Ltd | 弾性不織布及びこれを用いた繊維製品 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003052179A1 (en) * | 2001-12-14 | 2003-06-26 | The Procter & Gamble Company | High elongation, low denier fibers using high extrusion rate spinning |
| WO2003086758A1 (en) * | 2002-04-12 | 2003-10-23 | Polymer Group, Inc. | Nonwoven absorbent fabric |
| CN100345896C (zh) * | 2002-08-12 | 2007-10-31 | 埃克森美孚化学专利公司 | 增塑聚烯烃组合物 |
| US20060003154A1 (en) * | 2004-06-30 | 2006-01-05 | Snowden Hue S | Extruded thermoplastic articles with enhanced surface segregation of internal melt additive |
| ATE467658T1 (de) * | 2004-12-17 | 2010-05-15 | Exxonmobil Chem Patents Inc | Homogenes polymerblend und artikel daraus |
-
2010
- 2010-09-13 EP EP20140178394 patent/EP2813611A1/en not_active Withdrawn
- 2010-09-13 JP JP2011530904A patent/JP5722222B2/ja active Active
- 2010-09-13 US US13/395,597 patent/US20120208422A1/en not_active Abandoned
- 2010-09-13 EP EP20100815483 patent/EP2479331B1/en active Active
- 2010-09-13 WO PCT/JP2010/065748 patent/WO2011030893A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0881593A (ja) | 1994-09-13 | 1996-03-26 | Showa Denko Kk | ポリプロピレン樹脂組成物およびその製造方法 |
| JP2002514274A (ja) * | 1997-03-24 | 2002-05-14 | ハンツマン ポリマーズ コーポレイション | 不織布及び接着剤用途に使用するポリオレフィンブレンド |
| JP2002038364A (ja) * | 2000-07-26 | 2002-02-06 | Idemitsu Unitech Co Ltd | スパンボンド不織布および吸収性物品 |
| JP2003027331A (ja) * | 2001-07-16 | 2003-01-29 | Idemitsu Petrochem Co Ltd | ポリオレフィン系繊維 |
| JP2005533894A (ja) * | 2002-07-23 | 2005-11-10 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | オレフィン系エラストマーとセグメント化されたエラストマーとから調製される繊維、テープおよびフィルム |
| WO2006051708A1 (ja) | 2004-11-11 | 2006-05-18 | Idemitsu Kosan Co., Ltd. | ポリプロピレン樹脂、繊維及び不織布 |
| WO2009001871A1 (ja) * | 2007-06-26 | 2008-12-31 | Idemitsu Kosan Co., Ltd. | 弾性不織布、その製造方法及び該弾性不織布を用いた繊維製品 |
| JP2009062667A (ja) | 2007-06-26 | 2009-03-26 | Idemitsu Kosan Co Ltd | 弾性不織布及びこれを用いた繊維製品 |
Non-Patent Citations (3)
| Title |
|---|
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 6, 1973, pages 925 |
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 8, 1975, pages 687 |
| See also references of EP2479331A4 |
Cited By (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012105566A1 (ja) * | 2011-02-01 | 2012-08-09 | 出光興産株式会社 | 不織布及び繊維製品 |
| JP2012021260A (ja) * | 2011-04-06 | 2012-02-02 | Asahi Kasei Fibers Corp | 熱安定性、柔軟性に優れる不織布 |
| WO2012137378A1 (ja) * | 2011-04-06 | 2012-10-11 | 旭化成せんい株式会社 | 熱安定性、柔軟性に優れる不織布 |
| CN103459695A (zh) * | 2011-04-06 | 2013-12-18 | 旭化成纤维株式会社 | 热稳定性、柔软性优异的无纺布 |
| WO2014042253A1 (ja) * | 2012-09-14 | 2014-03-20 | 出光興産株式会社 | 多層不織布及びその製造方法 |
| JPWO2014042253A1 (ja) * | 2012-09-14 | 2016-08-18 | 出光興産株式会社 | 多層不織布及びその製造方法 |
| EA030981B1 (ru) * | 2013-01-22 | 2018-10-31 | Оджи Холдингс Корпорейшн | Фильерное нетканое полотно |
| AU2013374986B2 (en) * | 2013-01-22 | 2016-11-17 | Oji Holdings Corporation | Spunbond nonwoven cloth |
| JP2014141752A (ja) * | 2013-01-22 | 2014-08-07 | Oji Holdings Corp | スパンボンド不織布 |
| KR101786630B1 (ko) * | 2013-01-22 | 2017-10-18 | 오지 홀딩스 가부시키가이샤 | 스펀 본드 부직포 |
| WO2014115401A1 (ja) * | 2013-01-22 | 2014-07-31 | 王子ネピア株式会社 | スパンボンド不織布 |
| WO2014119687A1 (ja) | 2013-01-30 | 2014-08-07 | 出光興産株式会社 | 繊維不織布 |
| US20150368836A1 (en) * | 2013-01-30 | 2015-12-24 | Idemitsu Kosan Co., Ltd. | Fibrous nonwoven fabric |
| JPWO2014119687A1 (ja) * | 2013-01-30 | 2017-01-26 | 出光興産株式会社 | 繊維不織布 |
| WO2014142275A1 (ja) * | 2013-03-13 | 2014-09-18 | 出光興産株式会社 | フィルター及びフィルター積層体、並びにこれらを有する繊維製品 |
| JP2014176775A (ja) * | 2013-03-13 | 2014-09-25 | Idemitsu Kosan Co Ltd | フィルター及びフィルター積層体、並びにこれらを有する繊維製品 |
| EP2974778A4 (en) * | 2013-03-13 | 2016-07-27 | Idemitsu Kosan Co | FILTER, FILTER LAMINATE AND FIBER PRODUCT WITH FILTER OR FILTER LAMINATE |
| JP2016524052A (ja) * | 2013-06-05 | 2016-08-12 | フラウンホーファーゲゼルシャフト ツール フォルデルング デル アンゲヴァンテン フォルシユング エー.フアー. | ポリアクリルベースの不織布の製造方法、及びポリアクリルベースの不織布 |
| WO2015064653A1 (ja) * | 2013-10-31 | 2015-05-07 | 出光興産株式会社 | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 |
| JPWO2015064653A1 (ja) * | 2013-10-31 | 2017-03-09 | 出光興産株式会社 | ポリオレフィン組成物およびポリオレフィン延伸フィルムとその製法 |
| US9688847B2 (en) | 2013-10-31 | 2017-06-27 | Idemitsu Kosan Co., Ltd. | Polyolefin composition, oriented polyolefin film, and production method for same |
| WO2015141750A1 (ja) * | 2014-03-20 | 2015-09-24 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| CN106062261B (zh) * | 2014-03-20 | 2019-07-23 | 出光兴产株式会社 | 卷曲纤维和无纺布 |
| CN106062261A (zh) * | 2014-03-20 | 2016-10-26 | 出光兴产株式会社 | 卷曲纤维和无纺布 |
| JP2016040428A (ja) * | 2014-03-20 | 2016-03-24 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| KR20160005346A (ko) * | 2014-05-20 | 2016-01-14 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 위생 재료 |
| WO2015178423A1 (ja) * | 2014-05-20 | 2015-11-26 | 三井化学株式会社 | 不織布積層体、および衛生材料 |
| JP5851669B1 (ja) * | 2014-05-20 | 2016-02-03 | 三井化学株式会社 | 不織布積層体、および衛生材料 |
| KR101629626B1 (ko) | 2014-05-20 | 2016-06-10 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 위생 재료 |
| US10844205B2 (en) | 2014-07-03 | 2020-11-24 | Idemitsu Kosan Co., Ltd. | Spunbonded non-woven fabric and method for manufacturing same |
| JP2020507688A (ja) * | 2017-02-14 | 2020-03-12 | スリーエム イノベイティブ プロパティズ カンパニー | ループ材料シート、それを形成する装置及び方法 |
| JP2018145536A (ja) * | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| WO2019022004A1 (ja) | 2017-07-24 | 2019-01-31 | 出光興産株式会社 | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 |
| CN110914359A (zh) * | 2017-07-24 | 2020-03-24 | 出光兴产株式会社 | 聚丙烯系树脂组合物以及使用了其的纤维和非织造织物 |
| JPWO2019088135A1 (ja) * | 2017-11-01 | 2020-09-24 | 東レ株式会社 | スパンボンド不織布 |
| JP7276126B2 (ja) | 2017-11-01 | 2023-05-18 | 東レ株式会社 | スパンボンド不織布 |
| JP7172250B2 (ja) | 2018-02-08 | 2022-11-16 | 東レ株式会社 | スパンボンド不織布 |
| JP2019137960A (ja) * | 2018-02-08 | 2019-08-22 | 東レ株式会社 | スパンボンド不織布 |
| JP2019196576A (ja) * | 2018-05-07 | 2019-11-14 | 東レ株式会社 | スパンボンド不織布 |
| JP7110795B2 (ja) | 2018-05-07 | 2022-08-02 | 東レ株式会社 | スパンボンド不織布 |
| JP7012876B2 (ja) | 2018-11-05 | 2022-01-28 | エルジー・ケム・リミテッド | 2成分系繊維用樹脂組成物 |
| US11414537B2 (en) | 2018-11-05 | 2022-08-16 | Lg Chem, Ltd. | Resin composition for bi-component fiber |
| JP2021510764A (ja) * | 2018-11-05 | 2021-04-30 | エルジー・ケム・リミテッド | 2成分系繊維用樹脂組成物 |
| WO2021039553A1 (ja) * | 2019-08-28 | 2021-03-04 | 東レ株式会社 | 積層不織布 |
| WO2022113711A1 (ja) * | 2020-11-27 | 2022-06-02 | 東レ株式会社 | スパンボンド不織布およびこれを具備してなる衛生材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2479331A1 (en) | 2012-07-25 |
| EP2479331B1 (en) | 2014-12-31 |
| JPWO2011030893A1 (ja) | 2013-02-07 |
| US20120208422A1 (en) | 2012-08-16 |
| EP2813611A1 (en) | 2014-12-17 |
| EP2479331A4 (en) | 2013-06-19 |
| JP5722222B2 (ja) | 2015-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5722222B2 (ja) | スパンボンド不織布および繊維製品 | |
| JP5663189B2 (ja) | ポリプロピレン系不織布 | |
| JP6231481B2 (ja) | 多層不織布及びその製造方法 | |
| JP5973920B2 (ja) | スパンボンド不織布の製造方法及びスパンボンド不織布 | |
| JP6618002B2 (ja) | 捲縮繊維及び不織布 | |
| WO2016002950A1 (ja) | スパンボンド不織布及びその製造方法 | |
| KR20100031108A (ko) | 탄성 부직포, 그의 제조방법 및 상기 탄성 부직포를 사용한 섬유 제품 | |
| WO2014142275A1 (ja) | フィルター及びフィルター積層体、並びにこれらを有する繊維製品 | |
| EP2671993B1 (en) | Nonwoven fabric and textile product | |
| WO2011108504A1 (ja) | 弾性不織布及び繊維製品 | |
| WO2018212211A1 (ja) | 捲縮繊維及び不織布 | |
| WO2019167871A1 (ja) | 繊維及び不織布 | |
| JP2018145536A (ja) | スパンボンド不織布 | |
| JP2020076178A (ja) | 不織布及びその製造方法 | |
| WO2020095948A1 (ja) | 不織布及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10815483 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011530904 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13395597 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010815483 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |