WO2014119687A1 - 繊維不織布 - Google Patents
繊維不織布 Download PDFInfo
- Publication number
- WO2014119687A1 WO2014119687A1 PCT/JP2014/052164 JP2014052164W WO2014119687A1 WO 2014119687 A1 WO2014119687 A1 WO 2014119687A1 JP 2014052164 W JP2014052164 W JP 2014052164W WO 2014119687 A1 WO2014119687 A1 WO 2014119687A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- fiber
- resin composition
- crystalline polyolefin
- crystallization time
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/016—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the fineness
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/026—Absorbent pads; Tampons; Laundry; Towels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/681—Spun-bonded nonwoven fabric
Definitions
- the present invention relates to a fiber nonwoven fabric using a polyolefin material.
- polyolefin fibers and non-woven fabrics have been used for various uses such as disposable diapers, sanitary products, sanitary products, clothing materials, bandages, and packaging materials.
- the fibers and non-woven fabrics are often used in applications that come into direct contact with the body, and recently, the required performance regarding a good wearing feeling and a feeling of touch on the body has been further increased. For this reason, regarding non-woven fabrics, there has been a demand for technological development related to improvement of texture for a good wearing feeling and thinning for product weight reduction.
- Patent Document 1 discloses a spunbonded nonwoven fabric using a resin composition containing a low crystalline polypropylene and a high crystalline polypropylene, but provides a nonwoven fabric with further flexibility and higher strength. In view of this, further thinning of the fibers constituting the nonwoven fabric is required.
- This invention is made
- a fiber nonwoven fabric composed of a resin composition (C) containing a highly crystalline polyolefin (A) and a low crystalline polyolefin (B) that satisfies the following conditions (1) and (2).
- (1) half-crystallization time of highly crystalline polyolefin (A) (t a) and the semi-crystallization time of the low crystalline polyolefin (B) (t b) satisfies the relation of t a ⁇ t b.
- the half crystallization time (t c ) of the resin composition (C) is 1.2 to 2.0 times the half crystallization time (t a ) of the highly crystalline polyolefin (A). 2. 2. The fiber nonwoven fabric according to 1 above, wherein the fiber constituting the fiber nonwoven fabric has a fineness of 0.2 to 1.3 denier. 3. The fiber nonwoven fabric according to 2 above, wherein the fiber constituting the fiber nonwoven fabric has a fineness of 0.2 to 0.8 denier. 4).
- the initial elastic modulus of the high crystalline polyolefin (A) is from 500 to 2,000 MPa
- the initial elastic modulus of the low crystalline polyolefin (B) is from 5 MPa to less than 500 MPa.
- fibers constituting the nonwoven fabric can be thinned while maintaining spinning stability.
- the fiber nonwoven fabric of 1st invention consists of a resin composition containing highly crystalline polyolefin (A) and low crystalline polyolefin (B).
- the low crystalline polyolefin (B) indicates a longer half crystallization time than the high crystalline polyolefin (A).
- half-crystallization time of highly crystalline polyolefin (A) (t a) and the semi-crystallization time of the low crystalline polyolefin (B) (t b) satisfies the relation of t a ⁇ t b.
- the highly crystalline polyolefin (A) used in the first invention is not particularly limited as long as it can satisfy the condition (2) relating to the resin composition (C) described later.
- the highly crystalline polyolefin (A) used in the first invention is not particularly limited as long as it can satisfy the condition (2) relating to the resin composition (C) described later.
- the olefin those having 4 to 24 carbon atoms are preferable, those having 4 to 12 carbon atoms are more preferable, and those having 4 to 8 carbon atoms are particularly preferable.
- the highly crystalline polyolefin (A) preferably has an initial elastic modulus of 500 to 2,000 MPa, more preferably 600 to 2,000 MPa, and even more preferably 700 to 1,800 MPa.
- the initial elastic modulus in the present specification is measured by the following measuring method. [Measurement method of initial elastic modulus] A press sheet having a thickness of 1 mm was prepared. A test piece according to JIS K7113 (2002) -2 No. 1/2 was sampled from the obtained press sheet. Using a tensile tester (manufactured by Shimadzu Corporation, Autograph AG-I), the initial length L0 is set to 40 mm, the tensile speed is stretched at 100 mm / min, and the strain and load in the stretching process are measured. The initial elastic modulus was calculated from the following formula.
- Initial elastic modulus (N) 5% strain load (N) /0.05
- the half-crystallization time (t a, t b and t c) shows what is measured by the measuring method described below.
- Measurement method of semi-crystallization time Using FLASH DSC (manufactured by METTLER TOLEDO Co., Ltd.), the measurement is performed by the following method. (1) The sample is heated at 230 ° C. for 2 minutes to be melted, and then cooled to 25 ° C. at 2000 ° C./second, and the time change of the calorific value in the isothermal crystallization process at 25 ° C. is measured.
- the low crystalline polyolefin (B) is not particularly limited as long as it has a longer crystallization time than the high crystalline polyolefin (A).
- examples of the ⁇ -olefin include 4 to 24 carbon atoms. Those having 4 to 12 carbon atoms are more preferable, and those having 4 to 8 carbon atoms are particularly preferable.
- the low crystalline polyolefin (B) preferably has an initial elastic modulus of 5 MPa or more and less than 500 MPa, more preferably 10 to 400 MPa, and further preferably 20 to 300 MPa.
- the initial elastic modulus of the low crystalline polyolefin (B) can be measured in the same manner as the above high crystalline polyolefin (A).
- the low crystalline polyolefin (B) is preferably a low crystalline polypropylene satisfying the following (a), and further satisfying all of (a) to (f). Crystalline polypropylene is more preferred.
- (A) [mmmm] 20-60 mol%
- the low crystalline polypropylene has a [mmmm] (mesopentad fraction) of 20 to 60 mol%.
- the [mmmm] of the low crystalline polypropylene is more preferably 30 to 50 mol%, and further preferably 40 to 50 mol%.
- the low crystalline polypropylene preferably has [rrrr] / (1- [mmmm]) of 0.1 or less.
- [Rrrr] / (1- [mmmm]) is an index indicating the uniformity of the regularity distribution of the low crystalline polypropylene. When this value becomes small, it does not become a mixture of highly stereoregular polypropylene and atactic polypropylene like the conventional polypropylene produced using the existing catalyst system, and stickiness hardly occurs.
- [rrrr] / (1- [mmmm]) of the low crystalline polypropylene is more preferably 0.05 or less, and further preferably 0.04 or less.
- the low crystalline polypropylene preferably has [rmrm] (racemic meso racemic meso pentad fraction) exceeding 2.5 mol%.
- [rmrm] Racemic meso racemic meso pentad fraction
- [rmrm] of the low crystalline polypropylene is more preferably 2.6 mol% or more, and even more preferably 2.7 mol% or more.
- the upper limit is usually about 10 mol%.
- the low crystalline polypropylene preferably has [mm] (mesotriad fraction) ⁇ [rr] (racemic triad fraction) / [mr] (mesola semitriad fraction) 2 of 2.0 or less.
- [Mm] ⁇ [rr] / [mr] 2 indicates an index of randomness of the polymer, and the smaller the value, the higher the randomness, the yarn breakage frequency is reduced, and a nonwoven fabric having a soft touch feeling can be obtained. When this value is 2.0 or less, yarn breakage does not occur in the fiber obtained by spinning, and a nonwoven fabric having a good soft touch feeling can be obtained.
- [mm] ⁇ [rr] / [mr] 2 of the low crystalline polypropylene is more preferably more than 0.25 and 1.8 or less, and further preferably 0.5 to 1.5. is there.
- the low crystalline polypropylene preferably has a weight average molecular weight of 10,000 to 200,000.
- the weight average molecular weight is 10,000 or more, the viscosity of the low crystalline polypropylene is not too low and is moderate, so that yarn breakage during spinning is suppressed. Further, when the weight average molecular weight is 200,000 or less, the viscosity of the low crystalline polypropylene is not too high, and the spinnability is improved. From such a viewpoint, the weight average molecular weight of the low crystalline polypropylene is more preferably 30,000 to 100,000, still more preferably 40,000 to 80,000.
- the low crystalline polypropylene used in the first invention preferably has a molecular weight distribution (Mw / Mn) of less than 4.0.
- Mw / Mn molecular weight distribution
- the molecular weight distribution (Mw / Mn) of the low crystalline polypropylene is more preferably 3.0 or less, and even more preferably 2.5 or less.
- the low crystalline polypropylene satisfying the above (a) to (f) together with the above-mentioned general-purpose polypropylene a raw material suitable for the production of a non-woven fabric for the purpose can be obtained.
- the low crystalline polypropylene satisfying the above (a) may be a copolymer using a comonomer other than propylene as long as the condition (2) regarding the resin composition (C) described later can be satisfied. .
- the amount of comonomer is usually 2% by weight or less.
- Comonomers include ethylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene and the like can be mentioned, and one or more of these can be used in the present invention.
- the resin composition (C) is a raw material for the fiber nonwoven fabric of the first invention, and contains the high crystalline polyolefin (A) and the low crystalline polyolefin (B), and is a semi-crystal of the resin composition (C).
- the crystallization time (t c ) is 1.2 to 2.0 times the half crystallization time (t a ) of the highly crystalline polyolefin (A). When the half crystallization time (t c ) is less than 1.2 times the half crystallization time (t a ), the crystallization speed of the resin composition (C) is high, and the fiber is melt-molded from the nozzle.
- the half crystallization time (t c ) is more than 2.0 times the half crystallization time (t a ), the fiber surface becomes sticky and roping (a phenomenon in which the fibers stick together) occurs and is stable. Spinning cannot be performed, and the fibers become thicker due to shrinkage and cannot be thinned.
- the half crystallization time (t c ) is preferably 1.2 to 1.9 times, more preferably 1.3 to 1.9 times the half crystallization time (t a ). preferable.
- a highly crystalline polyolefin is used.
- a method of increasing the ratio of the low crystalline polyolefin (B) or a low crystalline polyolefin (B) having a more semi-crystallization time (t b ) The method of changing to a long one is mentioned.
- the content of the highly crystalline polyolefin (A) in the resin composition (C) is not particularly limited as long as the condition (2) relating to the resin composition (C) can be satisfied.
- the contents of the high crystalline polyolefin (A) and the low crystalline polyolefin (B) are high crystalline polyolefin (A) and low crystalline.
- type of polyolefin is selected in the polyolefin (B).
- the high crystalline polyolefin (A) is a general-purpose polypropylene
- the low crystalline polyolefin (B) is a low crystalline polypropylene satisfying the above-mentioned initial elastic modulus
- the high crystalline polyolefin in the resin composition (C) ( The content of A) is preferably 50 to 98% by mass, more preferably 60 to 95% by mass. Further, the content of the low crystalline polyolefin (B) in the resin composition (C) is preferably 2 to 50% by mass, and more preferably 5 to 40% by mass.
- the resin composition (C) has a content of low crystalline polypropylene satisfying the above-mentioned initial elastic modulus based on the total of the high crystalline polyolefin (A) and the low crystalline polyolefin (B) in a range of 2 to
- the content is preferably 35% by mass, and more preferably 5 to 30% by mass.
- thermoplastic resins include olefin polymers, specifically, polypropylene, propylene-ethylene copolymer, propylene-ethylene-diene copolymer, polyethylene, ethylene / ⁇ -olefin copolymer, ethylene. -Vinyl acetate copolymer, hydrogenated styrene elastomer and the like. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the above-mentioned release agent refers to an additive for improving the peelability so that the formed nonwoven fabric does not adhere to the roll or conveyor of the molding machine.
- the mold release agent contained in the resin composition (C) is referred to as an internal mold release agent, and the internal mold release agent refers to an additive that is added to the resin raw material to improve the peelability of the nonwoven fabric.
- the external mold release agent to be described later refers to an additive for directly applying to a roll or conveyor of a molding machine to improve the peelability of the nonwoven fabric.
- organic carboxylic acid or metal salt thereof aromatic sulfonate salt or metal salt thereof, organic phosphate compound or metal salt thereof, dibenzylidene sorbitol or derivative thereof, rosin acid partial metal salt, inorganic fine particles, Imido acid, amic acid, quinacridones, quinones or a mixture thereof
- metal in the metal salt of the organic carboxylic acid include Li, Ca, Ba, Zu, Mg, Al, and Pb.
- carboxylic acid include octylic acid, palmitic acid, lauric acid, stearic acid, and behen.
- Acid montanic acid, 12-hydroxystearic acid, oleic acid, isostearic acid, linoleic acid and other fatty acids, benzoic acid, ptb-benzoic acid and other aromatic acids, specific examples include benzoic acid Examples thereof include aluminum salts, aluminum salts of pt-butylbenzoate, sodium adipate, sodium thiophenecarboxylate, and sodium pyrolecarboxylate.
- dibenzylidene sorbitol or derivatives thereof include dibenzylidene sorbitol, 1,3: 2,4-bis (o-3,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o- 2,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-ethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-chlorobenzylidene) sorbitol and 1,3 : 2,4-dibenzylidene sorbitol and the like, and more specifically, Gelall MD, Gelall MD-R and the like manufactured by Shin Nippon Rika Co., Ltd.
- Examples of the rosin acid partial metal salt include Pine Crystal KM 1600, Pine Crystal KM 1500, and Pine Crystal KM 1300 manufactured by Arakawa Chemical Industries, Ltd.
- As the inorganic fine particles talc, clay, mica, asbestos, glass fiber, glass flake, glass beads, calcium silicate, montmorillonite, bentonite, graphite, aluminum powder, alumina, silica, diatomaceous earth, titanium oxide, magnesium oxide, Pumice powder, pumice balloon, aluminum hydroxide, magnesium hydroxide, basic magnesium carbonate, dolomite, calcium sulfate, potassium titanate, barium sulfate, calcium sulfite, molybdenum sulfide and the like can be mentioned.
- Synthetic silica may be used as the silica, and examples include silicia manufactured by Fuji Silysia Co., Ltd., and Mizusukasil manufactured by Mizusawa Chemical Industry Co., Ltd.
- the amide compound include erucic acid amide, oleic acid amide, stearic acid amide, behenic acid amide, ethylene bis stearic acid amide, ethylene bis oleic acid amide, stearyl erucamide and oleyl palmitoamide, adipic acid dianilide, suberic acid dianilide.
- the organophosphate metal salt include ADK STAB NA-11 and ADK STAB NA-21 manufactured by ADEKA Corporation.
- These internal mold release agents can be used individually by 1 type or in combination of 2 or more types.
- erucic acid amide dibenzylidene sorbitol, 1,3: 2,4-bis (o-3,4-dimethylbenzylidene) sorbitol, 1,3: 2,4 -Bis (o-2,4-dimethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-ethylbenzylidene) sorbitol, 1,3: 2,4-bis (o-4-chlorobenzylidene) Those selected from sorbitol and 1,3: 2,4-dibenzylidene sorbitol are preferred.
- the content of the internal release agent is preferably 10 to 10,000 ppm by mass, more preferably 100 to 5000 ppm by mass, based on the resin mixture excluding the additives.
- the content of the internal mold release agent is 10 mass ppm or more, the function as a mold release agent is expressed, and when it is 10000 mass ppm or less, the balance between the function as the mold release agent and the economical efficiency is improved.
- additives other than the mold release agent conventionally known additives can be blended.
- foaming agents for example, foaming agents, crystal nucleating agents, anti-glare stabilizers, ultraviolet absorbers, light stabilizers, heat stabilizers, antistatic agents, etc.
- Agent flame retardant, synthetic oil, wax, electrical property improver, anti-slip agent, anti-blocking agent, viscosity modifier, anti-coloring agent, anti-fogging agent, lubricant, pigment, dye, plasticizer, softener, aging
- Additives such as an inhibitor, a hydrochloric acid absorbent, a chlorine scavenger, an antioxidant, and an anti-tacking agent can be mentioned.
- the nonwoven fabric of 1st invention is obtained using the said resin composition (C) as a raw material, Preferably it is manufactured by the spun bond method.
- a melt-kneaded resin composition is spun, stretched and opened to form continuous long fibers, and the continuous long fibers are subsequently deposited on the moving collection surface in a continuous process.
- a nonwoven fabric is manufactured by combining. In this method, a nonwoven fabric can be produced continuously, and since the fibers constituting the nonwoven fabric are continuous long fibers drawn, the strength is high.
- the spunbond method for producing the fiber nonwoven fabric of the first invention a conventionally known method can be adopted, for example, from a large nozzle having several thousand holes or a small nozzle group having, for example, about 40 holes.
- the fibers can be produced by extrusion of the molten polymer. After exiting the nozzle, the molten fiber is cooled by a cross-flow chilled air system, then pulled away from the nozzle and drawn by high velocity air.
- the filament is drawn using a suction slot (slot drawing), and the nozzle width or the machine width is used.
- the second method draws the filament through a nozzle or suction gun.
- Filaments formed in this manner are collected on a screen (wire) or a pore-forming belt to form a web.
- the web passes through the compression roll, then passes between the heated calender rolls, and the raised portion on one roll is bonded at a portion including an area of about 10% to 40% of the web to form a nonwoven fabric. .
- the following formula (1-1) is particularly applied between the single hole discharge amount ([T] g / min) and the ejector pressure ([E] kg / cm 2 ). It is preferable to set a condition that satisfies the relationship of (1-4).
- the following formulas (2-1) to (2) are particularly set between the single hole discharge rate ([T] g / min) and the cabin pressure ([C] Pa).
- -4) is preferably set to a condition that satisfies the relationship.
- [T] / [C] ⁇ 1000 ⁇ 0.09 (2-1) [T] / [C] ⁇ 1000 ⁇ 0.06 (2-2)
- [T] / [C] ⁇ 1000 ⁇ 0.05 2-3)
- [T] / [C] ⁇ 1000 is 0.09 or less
- the fiber of the obtained fiber nonwoven fabric tends to be a fine thread of 1.3 denier or less, and when it is 0.06 or less, the fiber is 1.
- it is 0.05 or less, the fiber tends to be 0.9 denier or less.
- the external release agent When producing the fiber nonwoven fabric of the first invention, when using an external release agent, the external release agent is sprayed on the moving collection surface.
- the resin composition (C) contains an internal mold release agent, it is not necessary to spray an external mold release agent on the moving collection surface, but in combination with the internal mold release agent from the viewpoint of obtaining good mold release properties. May be.
- the external release agent include a fluorine release agent and a silicone release agent.
- the fluorine-based mold release agent include Die Free manufactured by Daikin Industries, Ltd. and Fleas manufactured by Neos Corporation.
- silicone release agents include SPRAY200 manufactured by Toray Dow Corning Silicone Co., Ltd., KF96SP manufactured by Shin-Etsu Chemical Co., Ltd., Eporise 96 manufactured by Nippon Pernox Co., Ltd., KURE-1046 manufactured by Kure Industries Co., Ltd., and the like. It is done. These can be used individually by 1 type or in combination of 2 or more types. In the first invention, among these external release agents, silicone release agents are preferable. Examples of the method for spraying the external release agent on the collection surface include a spray method.
- Examples of the fiber product using the fiber nonwoven fabric of the first invention include the following fiber products. That is, disposable diaper members, elastic members for diaper covers, elastic members for sanitary products, elastic members for hygiene products, elastic tapes, adhesive bandages, elastic members for clothing, insulation materials for clothing, heat insulation materials for clothing, Protective clothing, hat, mask, gloves, supporter, elastic bandage, poultice base fabric, anti-slip base fabric, vibration absorber, finger sack, clean room air filter, electret processed electret filter, separator, insulation , Coffee bags, food packaging materials, automotive ceiling skin materials, soundproof materials, cushioning materials, speaker dustproof materials, air cleaner materials, insulator skins, backing materials, adhesive nonwoven fabric sheets, door trims and other automotive parts, copying machine cleaning Various cleaning materials such as wood, carpet surface and backing materials, agricultural distribution, wood drain Shoes for members, bag for members such as sports shoes skin, industrial sealing material, such as wiping material and sheets can be mentioned.
- the fiber nonwoven fabric of the present invention is particularly preferably used for sanitary materials
- the spunbonded nonwoven fabric according to the second invention has a fineness of 0.2 to 1.0 denier (preferably 0.2 to 0.8 denier, more preferably 0.2 to 0.6 denier, still more preferably 0.3. It is composed of fibers that are ⁇ 0.6 denier).
- the details of the spunbonded nonwoven fabric according to the second invention are not limited to those composed of the above-mentioned highly crystalline polyolefin (A) and the resin composition (C) containing the low crystalline polyolefin (B), It is the same as that of the fiber nonwoven fabric which concerns on 1st invention, and is suitably manufactured by the spunbond method (manufacturing condition 1) using the above-mentioned ejector system.
- Example 1 (Preparation of resin composition)
- Low crystalline polypropylene manufactured by Idemitsu Kosan Co., Ltd., “L-MODU (registered trademark) S901”, MFR: 50 g / 10 min, melting point: 70 ° C.), 10 parts by mass, and high crystalline polypropylene A (manufactured by Nippon Polypro Co., Ltd., A resin composition was prepared by adding 2000 ppm of erucic acid amide based on the resin mixture to 90 parts by mass of “NOVATEC SA-03”, MFR: 30 g / 10 min, melting point: 160 ° C.).
- the physical properties of the low crystalline polypropylene and the high crystalline polypropylene A were measured by the following measuring methods. The results are shown in Table 1.
- test piece was prepared by press-molding polypropylene and measured by a tensile test according to JIS K-7113.
- -Test piece No. 2 dumbbell
- Thickness 1mm
- Crosshead speed 50mm / min
- Load cell 100kg
- MFR Melt flow rate
- Weight average molecular weight (Mw), molecular weight distribution (Mw / Mn) measurement The weight average molecular weight (Mw) and molecular weight distribution (Mw / Mn) were determined by gel permeation chromatography (GPC). For the measurement, the following apparatus and conditions were used, and a weight average molecular weight in terms of polystyrene was obtained.
- ⁇ GPC measurement device Column: TOSO GMHHR-H (S) HT Detector: RI detector for liquid chromatogram WATERS 150C ⁇ Measurement conditions> Solvent: 1,2,4-trichlorobenzene Measurement temperature: 145 ° C Flow rate: 1.0 ml / min Sample concentration: 2.2 mg / ml Injection volume: 160 ⁇ l Calibration curve: Universal Calibration Analysis program: HT-GPC (Ver.1.0)
- the mesopentad fraction [mmmm], the racemic pentad fraction [rrrr] and the racemic mesoracemi mesopentad fraction [rmrm] are described in “Macromolecules, 6, 925 (1973)” by A. Zambelli et al.
- the meso fraction, the racemic fraction, and the racemic meso-racemic meso in the pentad unit in the polypropylene molecular chain measured by the methyl group signal in the 13 C-NMR spectrum were obtained according to the proposed method. It is a fraction.
- the mesopentad fraction [mmmm] increases, the stereoregularity increases.
- the triad fractions [mm], [rr] and [mr] were also calculated by the above method.
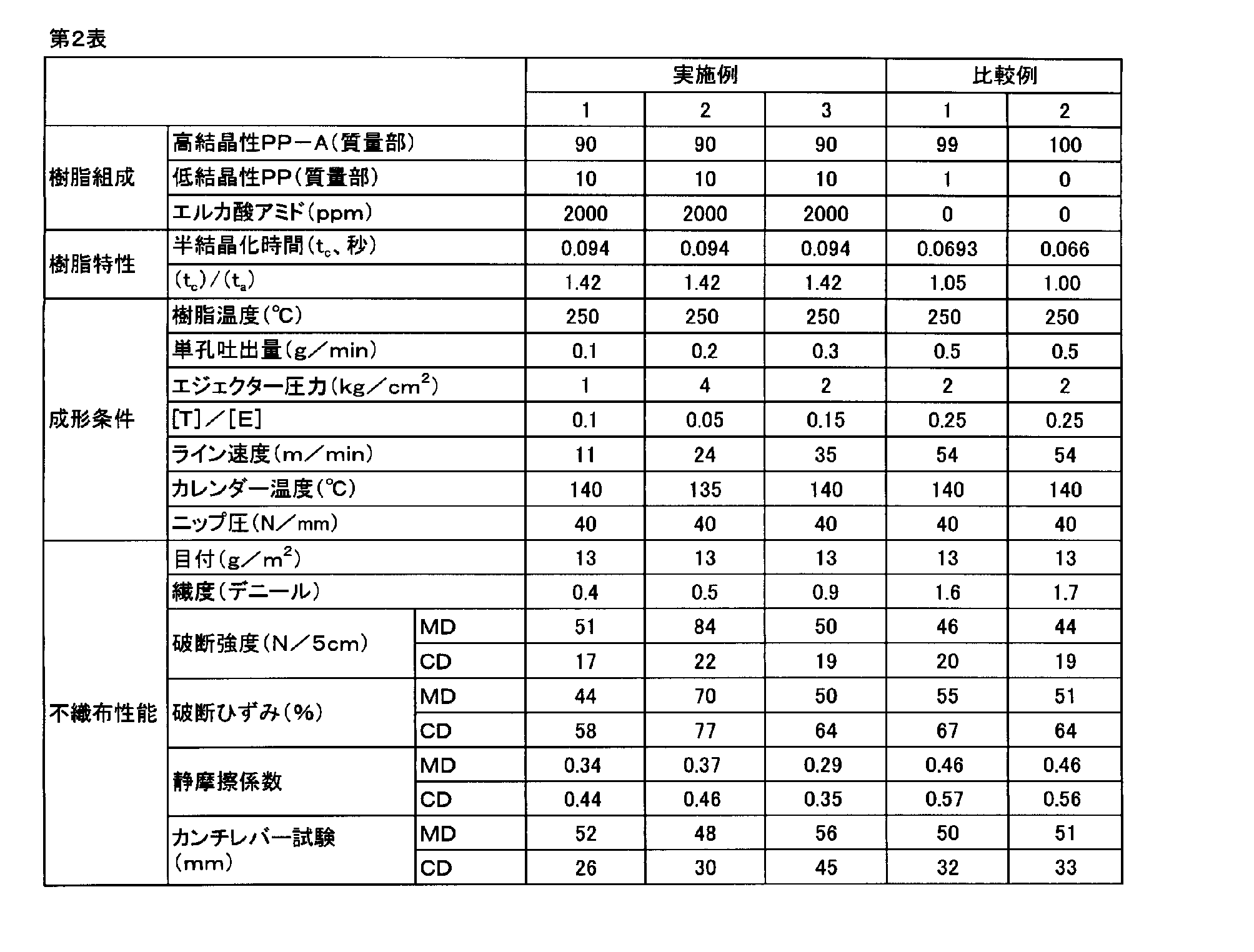
- the semi-crystallization time of the resin composition was also measured by the measurement method described above. Furthermore, the value obtained by dividing the half crystallization time of the resin composition by the half crystallization time of the highly crystalline polypropylene was taken as the relative crystallization time ratio. The results are shown in Table 2.
- the resin composition was melt-extruded at a resin temperature of 250 ° C. using a single screw extruder having a gear pump, and a single-hole discharge rate of 0.1 g / min from a nozzle having a nozzle diameter of 0.3 mm (number of holes: 841 holes).
- the molten resin was discharged and spun. While cooling the fiber obtained by spinning with air, the fiber was laminated on the net surface moving at a line speed of 11 m / min by being sucked by an ejector under a nozzle at a pressure of 1.0 kg / cm 2 .
- the fiber bundle laminated on the net surface was embossed with a calender roll heated to 140 ° C.
- the obtained nonwoven fabric was measured for a weight of 5 cm ⁇ 5 cm, and the basis weight (g / 10 m 2 ) was measured.
- Test piece having a length of 100 mm and a width of 100 mm was prepared from the obtained non-woven fabric, and the test was performed using a cantilever testing machine having an inclined surface having an inclination angle of 45 ° C. at one end of the pedestal.
- the test piece was slid on the pedestal in the slope direction at a constant speed, and the moving distance at the moment when the test piece was bent and one end touched the slope was measured.
- the measurement was made in the machine direction (MD) and the direction perpendicular to the machine direction (CD).
- Example 2 In Example 1, a non-woven fabric was molded in the same manner as in Example 1 except that the single hole discharge rate was 0.2 g / min, the ejector pressure was 4.0 kg / cm 2 , and the line speed was 24 m / min. Was evaluated. The results are shown in Table 2. At this time, [T] / [E] obtained from the relationship between the single hole discharge amount and the ejector pressure was 0.05.
- Example 3 In Example 1, a non-woven fabric was formed in the same manner as in Example 1 except that the single hole discharge rate was 0.3 g / min, the ejector pressure was 2.0 kg / cm 2 , and the line speed was 35 m / min. Was evaluated. The results are shown in Table 2. At this time, [T] / [E] obtained from the relationship between the single hole discharge amount and the ejector pressure was 0.15.
- Example 1 Comparative Example 1
- the addition amount of the low crystalline polypropylene was 1% by mass
- the single hole discharge amount was 0.5 g / min
- the ejector pressure was 2.0 kg / cm 2
- the line speed was 54 / min.
- a nonwoven fabric was formed in the same manner as in Example 1, and the same evaluation was performed. The results are shown in Table 2. At this time, [T] / [E] obtained from the relationship between the single hole discharge amount and the ejector pressure was 0.25.
- Example 1 is the same as Example 1 except that low crystalline polypropylene is not added, the single hole discharge rate is 0.5 g / min, the ejector pressure is 2.0 kg / cm 2 , and the line speed is 54 / min. In the same manner, a nonwoven fabric was molded and evaluated in the same manner. The results are shown in Table 2. At this time, [T] / [E] obtained from the relationship between the single hole discharge amount and the ejector pressure was 0.25.
- Example 4 (Preparation of resin composition)
- Low crystalline polypropylene manufactured by Idemitsu Kosan Co., Ltd., “L-MODU (registered trademark) S901”, MFR: 50 g / 10 min, melting point: 70 ° C.) 10 parts by mass
- high crystalline polypropylene B manufactured by ExxonMobil, “PP3155” ”MFR: 36 g / 10 min, melting point: 161 ° C.
- a resin mixture consisting of 90 parts by mass 2000 ppm of erucic acid amide was added based on the resin mixture to prepare a resin composition.
- the physical properties of the highly crystalline polypropylene B were measured by the measurement method described above. The results are shown in Table 1.
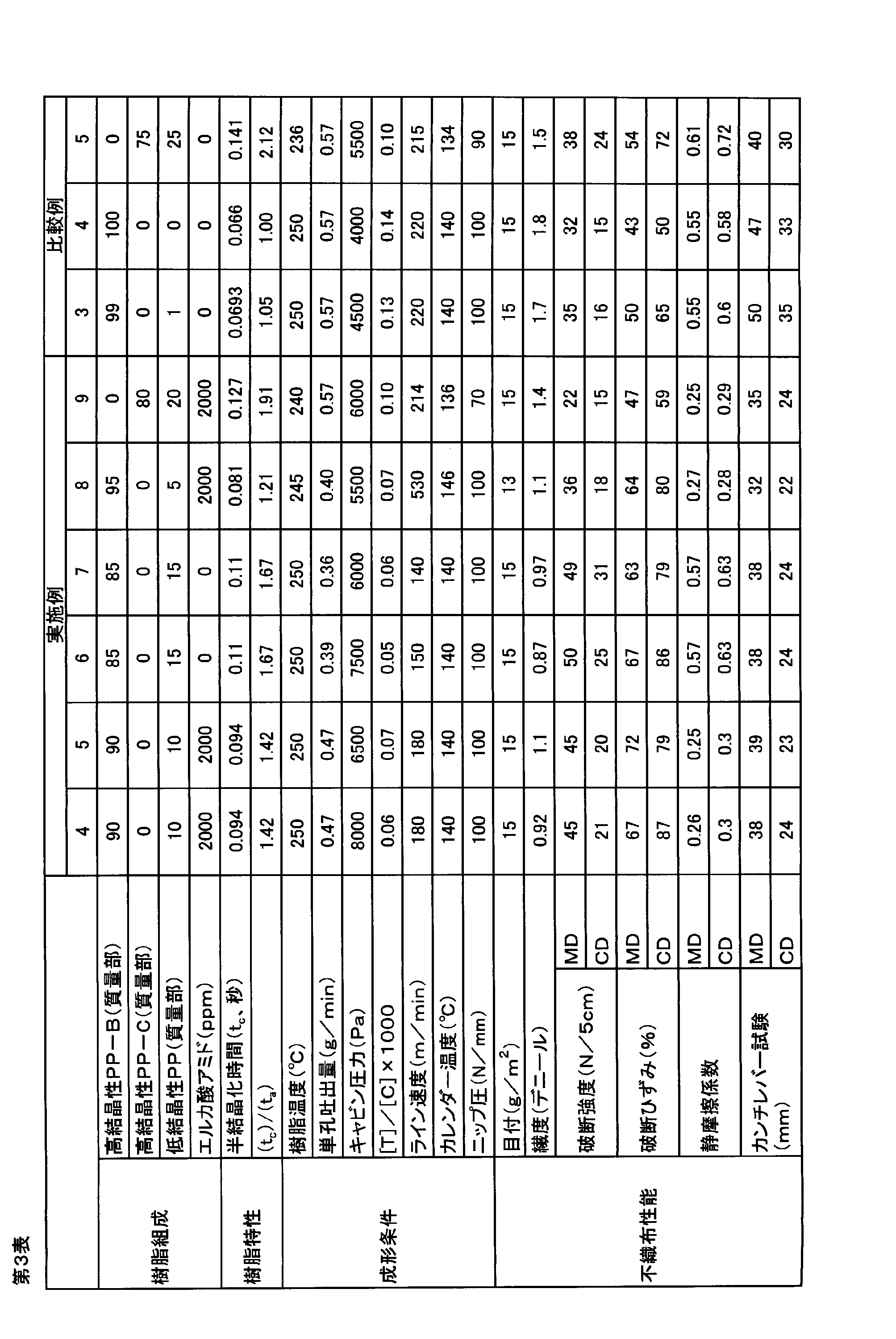
- the semi-crystallization time of the resin composition was also measured by the measurement method described above. Furthermore, the value obtained by dividing the half crystallization time of the resin composition by the half crystallization time of the highly crystalline polypropylene was taken as the relative crystallization time ratio. The results are shown in Table 3.
- the resin composition was melt extruded at a resin temperature of 250 ° C. using a single-screw extruder having a gear pump, and a single-hole discharge rate of 0.47 g / min was obtained from a nozzle having a nozzle diameter of 0.6 mm (hole number: 5800 holes / m).
- the molten resin was discharged at a speed and spun. While cooling the fiber obtained by spinning with air, the fiber was laminated on the net surface moving at a line speed of 180 m / min by being sucked by a cooling air duct under a nozzle at a cabin pressure of 8000 Pa.
- the fiber bundle laminated on the net surface was embossed at a nip pressure of 100 N / mm with a calender roll heated to 140 ° C. and wound around a take-up roll.
- [T] / [C] ⁇ 1000 obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.06.
- the measurement results are shown in Table 3.
- Example 5 In Example 4, a nonwoven fabric was formed in the same manner as in Example 4 except that the cabin pressure was 6500 Pa, and the same evaluation was performed. The results are shown in Table 3. At this time, [T] / [C] obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.07.
- Example 6 In Example 4, 15 parts by mass of low crystalline polypropylene and 85 parts by mass of high crystalline polypropylene B were mixed, a resin composition was prepared without adding erucamide, and the cabin pressure was 7500 Pa, line A nonwoven fabric was formed in the same manner as in Example 4 except that the speed was 150 m / min, and the same evaluation was performed. The results are shown in Table 3. At this time, [T] / [C] obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.05.
- Example 7 In Example 6, a non-woven fabric was formed in the same manner as in Example 6 except that the cabin pressure was 6000 Pa, and the same evaluation was performed. The results are shown in Table 3. At this time, [T] / [C] obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.06.
- Example 8 (Preparation of resin composition) Low crystalline polypropylene (Idemitsu Kosan Co., Ltd., “L-MODU (registered trademark) S901”, MFR: 50 g / 10 min, melting point: 70 ° C.) 5 parts by mass, and high crystalline polypropylene B (ExxonMobil, “PP3155” ”MFR: 36 g / 10 min, melting point: 161 ° C.) To a resin mixture consisting of 95 parts by mass, 2000 ppm of erucamide was added based on the resin mixture to prepare a resin composition.
- L-MODU registered trademark
- MFR 50 g / 10 min, melting point: 70 ° C.
- high crystalline polypropylene B ExxonMobil, “PP3155” ”MFR: 36 g / 10 min, melting point: 161 ° C.
- the semi-crystallization time of the resin composition was also measured by the measurement method described above. Furthermore, the value obtained by dividing the half crystallization time of the resin composition by the half crystallization time of the highly crystalline polypropylene was taken as the relative crystallization time ratio. The results are shown in Table 3.
- the resin composition was melt-extruded at a resin temperature of 245 ° C. using a single-screw extruder having a gear pump, and a single-hole discharge rate of 0.40 g / min was obtained from a nozzle having a nozzle diameter of 0.6 mm (number of holes: 5800 holes / m).
- the molten resin was discharged at a speed and spun. While cooling the fiber obtained by spinning with air, the fiber was laminated on the net surface moving at a line speed of 530 m / min by sucking under a nozzle with a cabin pressure of 5500 Pa under a nozzle.
- the fiber bundle laminated on the net surface was embossed at a nip pressure of 100 N / mm with a calender roll heated to 146 ° C., and wound on a take-up roll.
- [T] / [C] ⁇ 1000 obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.07.
- the measurement results are shown in Table 3.
- Example 9 (Preparation of resin composition) Low crystalline polypropylene (manufactured by Idemitsu Kosan Co., Ltd., “L-MODU (registered trademark) S901”, MFR: 50 g / 10 min, melting point: 70 ° C.) 20 parts by mass, and high crystalline polypropylene C (manufactured by Lyondell Basell, “ A resin composition was prepared by adding 2000 ppm of erucic acid amide based on the resin mixture to a resin mixture consisting of 80 parts by mass of “Moplen HP561S”, MFR: 33 g / 10 min, melting point: 163 ° C. The physical properties of the highly crystalline polypropylene C were measured by the measurement method described above. The results are shown in Table 1.
- the semi-crystallization time of the resin composition was also measured by the measurement method described above. Furthermore, the value obtained by dividing the half crystallization time of the resin composition by the half crystallization time of the highly crystalline polypropylene was taken as the relative crystallization time ratio. The results are shown in Table 3.
- the resin composition was melt-extruded at a resin temperature of 240 ° C. using a single-screw extruder having a gear pump, and a single-hole discharge rate of 0.57 g / min was obtained from a nozzle having a nozzle diameter of 0.6 mm (hole number: 5800 holes / m).
- the molten resin was discharged at a speed and spun. While cooling the fiber obtained by spinning with air, it was sucked by a cooling air duct at a cabin pressure of 6000 Pa under the nozzle, and the fiber was laminated on the net surface moving at a line speed of 214 m / min.
- the fiber bundle laminated on the net surface was embossed at a nip pressure of 70 N / mm with a calender roll heated to 136 ° C. and wound around a take-up roll.
- [T] / [C] ⁇ 1000 obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.10.
- the measurement results are shown in Table 3.
- Example 4 In Example 4, 1 part by mass of low crystalline polypropylene and 99 parts by mass of high crystalline polypropylene B were mixed, a resin composition was prepared without adding erucamide, and the cabin pressure was 4500 Pa and the line speed was A nonwoven fabric was formed in the same manner as in Example 4 except that the rate was 220 m / min, and the same evaluation was performed. The results are shown in Table 3. At this time, [T] / [C] obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.13.
- Example 4 In Example 4, except that low crystalline polypropylene or erucic acid amide was not added, only high crystalline polypropylene B was used as a raw material resin, the cabin pressure was 4500 Pa, and the line speed was 220 m / min. In the same manner, a nonwoven fabric was molded and evaluated in the same manner. The results are shown in Table 3. At this time, [T] / [C] obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.14.
- Comparative Example 5 (Preparation of resin composition) Low crystalline polypropylene (Idemitsu Kosan Co., Ltd., “L-MODU (registered trademark) S901”, MFR: 50 g / 10 min, melting point: 70 ° C.) 25 parts by mass, and high crystalline polypropylene C (Lyondell Basell, “ (Moplen HP561S ”, MFR: 33 g / 10 min, melting point: 163 ° C.) was mixed in an amount of 75 parts by mass, and a resin composition was prepared without adding erucic acid amide.
- the semi-crystallization time of the resin composition was also measured by the measurement method described above. Furthermore, the value obtained by dividing the half crystallization time of the resin composition by the half crystallization time of the highly crystalline polypropylene was taken as the relative crystallization time ratio. The results are shown in Table 3.
- the resin composition was melt-extruded at a resin temperature of 236 ° C. using a single-screw extruder having a gear pump, and a single-hole discharge rate of 0.57 g / min was obtained from a nozzle having a nozzle diameter of 0.6 mm (hole number: 5800 holes / m).
- the molten resin was discharged at a speed and spun. While cooling the fiber obtained by spinning with air, the fiber was laminated on the net surface moving at a line speed of 215 m / min by sucking under a nozzle at a cabin pressure of 5500 Pa under a nozzle.
- the fiber bundle laminated on the net surface was embossed at a nip pressure of 90 N / mm with a calender roll heated to 134 ° C. and wound around a take-up roll.
- [T] / [C] ⁇ 1000 obtained from the relationship between the single hole discharge amount and the cabin pressure was 0.10.
- the measurement results are shown in Table 3.
- the fiber nonwoven fabric of the present invention has a very small fiber diameter and good touch feeling, and is particularly preferably used for sanitary materials such as paper diapers.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
本発明は上記事情に鑑みなされたもので、ポリオレフィン樹脂組成物を用いた繊維不織布において、紡糸安定性を維持したまま、不織布を構成する繊維を細糸化することを目的とするものである。
すなわち本発明は、
1.下記条件(1)及び(2)を満たす、高結晶性ポリオレフィン(A)と、低結晶性ポリオレフィン(B)とを含有する樹脂組成物(C)からなる繊維不織布。
(1)高結晶性ポリオレフィン(A)の半結晶化時間(ta)と低結晶性ポリオレフィン(B)の半結晶化時間(tb)がta<tbの関係を満たす。
(2)樹脂組成物(C)の半結晶化時間(tc)が、高結晶性ポリオレフィン(A)の半結晶化時間(ta)の1.2~2.0倍である。
2.前記繊維不織布を構成する繊維の繊度が0.2~1.3デニールである上記1に記載の繊維不織布、
3.前記繊維不織布を構成する繊維の繊度が0.2~0.8デニールである、上記2に記載の繊維不織布、
4.前記高結晶性ポリオレフィン(A)の初期弾性率が500~2,000MPaであり、かつ、前記低結晶性ポリオレフィン(B)の初期弾性率が5MPa以上500MPa未満である上記1~3のいずれかに記載の繊維不織布、
5.繊維不織布を成形する際に、0.1~0.5g/minの単孔吐出量で成形してなる上記1~4のいずれかに記載の繊維不織布、及び
6.繊度が0.2~1.0デニールである繊維から構成されるスパンボンド不織布。
を提供するものである。
第一発明の繊維不織布は、高結晶性ポリオレフィン(A)及び低結晶性ポリオレフィン(B)を含有する樹脂組成物からなる。なお、本発明において、低結晶性ポリオレフィン(B)とは、高結晶性ポリオレフィン(A)よりも半結晶化時間が長いものを示す。すなわち、高結晶性ポリオレフィン(A)の半結晶化時間(ta)と低結晶性ポリオレフィン(B)の半結晶化時間(tb)が、ta<tbの関係を満たす。
第一発明で使用する高結晶性ポリオレフィン(A)は、後述する樹脂組成物(C)に関する条件(2)を満たすことができる限り、種類は特に限定されず、例えば、ポリエチレン、プロピレン単独重合体、エチレン-プロピレン共重合体、エチレン-α-オレフィン共重合体、プロピレン-α-オレフィン共重合体、α-オレフィン単独重合体、複数のα-オレフィンの共重合体などが挙げられ、このα-オレフィンとしては、炭素数4~24のものが好ましく、炭素数4~12のものがより好ましく、炭素数4~8のものが特に好ましい。
[初期弾性率の測定方法]
厚さ1mmのプレスシートを作成した。得られたプレスシートから、JIS K7113(2002年)-2号1/2に準じた試験片をサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を40mmに設定し、引張速度100mm/分で伸張し、伸張過程でのひずみと荷重を測定し、下記式から初期弾性率を算出した。
初期弾性率(N)=ひずみ5%の荷重(N)/0.05
[半結晶化時間の測定方法]
FLASH DSC(メトラー・トレド株式会社製)を用い、下記方法にて測定する。
(1)試料を230℃で2分間加熱して融解させた後、2000℃/秒で25℃まで冷却し、25℃での等温結晶化過程における、発熱量の時間変化を測定する。
従来のDSC測定においては、上述のような急激な冷却が出来なかったため、冷却過程で結晶化が開始してしまい、室温付近での正確な等温結晶化の評価が出来なかった。
(2)等温結晶化開始時から結晶化完了時までの発熱量の積分値を100%とした時、等温結晶化開始時から発熱量の積分値が50%となるまでの時間を半結晶化時間とした。
上記低結晶性ポリオレフィン(B)は、上述のように、高結晶性ポリオレフィン(A)よりも半結晶化時間が長いものであれば、その種類は特に限定されず、例えば、ポリエチレン、プロピレン単独重合体、エチレン-プロピレン共重合体、プロピレン-α-オレフィン共重合体、α-オレフィン単独重合体、複数のα-オレフィンの共重合体などが挙げられ、このα-オレフィンとしては、炭素数4~24のものが好ましく、炭素数4~12のものがより好ましく、炭素数4~8のものが特に好ましい。
(a)[mmmm]=20~60モル%
上記低結晶性ポリプロピレンは、[mmmm](メソペンタッド分率)が20~60モル%である。[mmmm]が20モル%以上であると、溶融後の固化が早く、繊維のベタつきが抑制され、巻取りロールに付着しにくいため、連続成形が容易となる。また、[mmmm]が60モル%以下であると、結晶化度が低下するため、糸切れが生じにくく、更にはソフトタッチ感のある不織布が得られる。このような観点から、上記低結晶性ポリプロピレンの[mmmm]は、より好ましくは30~50モル%、さらに好ましくは40~50モル%である。
上記低結晶性ポリプロピレンは、[rrrr]/(1-[mmmm])が0.1以下であることが好ましい。[rrrr]/(1-[mmmm])は、低結晶性ポリプロピレンの規則性分布の均一さを示す指標である。この値が小さくなると既存触媒系を用いて製造される従来のポリプロピレンのように高立体規則性ポリプロピレンとアタクチックポリプロピレンの混合物とならず、べたつきが生じにくい。このような観点から、上記低結晶性ポリプロピレンの[rrrr]/(1-[mmmm])は、より好ましくは0.05以下、さらに好ましくは0.04以下である。
上記低結晶性ポリプロピレンは、[rmrm](ラセミメソラセミメソペンタッド分率)が2.5モル%を超えるものであることが好ましい。[rmrm]が2.5モル%以下であると、低結晶性ポリプロピレンのランダム性が減少し、アイソタクチックポリプロピレンブロック鎖による結晶化によって結晶化度が高くなり、糸切れを起こし、更には得られた不織布においてソフトタッチ感が得られない。上記低結晶性ポリプロピレンの[rmrm]は、より好ましくは2.6モル%以上、さらに好ましくは2.7モル%以上である。その上限は、通常10モル%程度である。
上記低結晶性ポリプロピレンは、[mm](メソトリアッド分率)×[rr](ラセミトリアッド分率)/[mr](メソラセミトリアッド分率)2が、2.0以下であることが好ましい。[mm]×[rr]/[mr]2は、重合体のランダム性の指標を示し、小さいほどランダム性が高くなり、糸切れ頻度が減少し、ソフトタッチ感を有した不織布が得られる。この値が2.0以下であると、紡糸により得られた繊維において糸切れを起こさず、良好なソフトタッチ感を有した不織布が得られる。このような観点から、上記低結晶性ポリプロピレンの[mm]×[rr]/[mr]2は、より好ましくは0.25を超え1.8以下、さらに好ましくは0.5~1.5である。
上記低結晶性ポリプロピレンは、重量平均分子量が10,000~200,000であることが好ましい。重量平均分子量が10,000以上であると、低結晶性ポリプロピレンの粘度が低すぎず適度のものとなるため、紡糸の際の糸切れが抑制される。また、重量平均分子量が200,000以下であると、低結晶性ポリプロピレンの粘度が高すぎず、紡糸性が向上する。このような観点から、上記低結晶性ポリプロピレンの重量平均分子量は、より好ましくは30,000~100,000であり、さらに好ましくは40,000~80,000である。
第一発明で使用する低結晶性ポリプロピレンは、分子量分布(Mw/Mn)が4.0未満であることが好ましい。分子量分布が4.0未満であると、紡糸により得られた繊維におけるべたつきの発生が抑制される。上記低結晶性ポリプロピレンの分子量分布(Mw/Mn)は、より好ましくは3.0以下、さらに好ましくは2.5以下である。
なお、前記(a)を満たす低結晶性ポリプロピレンとしては、後述する樹脂組成物(C)に関する条件(2)を満たすことができる限り、プロピレン以外のコモノマーを使用した共重合体であってもよい。この場合、コモノマーの量は通常2質量%以下である。コモノマーとしては、エチレン,1-ブテン,1-ペンテン,4-メチル-1-ペンテン,1-ヘキセン,1-オクテン,1-デセン,1-ドデセン,1-テトラデセン,1-ヘキサデセン,1-オクタデセン,1-エイコセンなどが挙げられ、本発明においては、これらのうち一種又は二種以上を用いることができる。
樹脂組成物(C)は、第一発明の繊維不織布の原材料であり、上記高結晶性ポリオレフィン(A)と、低結晶性ポリオレフィン(B)とを含有し、樹脂組成物(C)の半結晶化時間(tc)が、高結晶性ポリオレフィン(A)の半結晶化時間(ta)の1.2~2.0倍である。
半結晶化時間(tc)が半結晶化時間(ta)の1.2倍未満であると、樹脂組成物(C)の結晶化速度が速く、繊維の溶融成形の際に、ノズルから吐出された溶融樹脂がすぐに結晶化するため、糸切れが起きやすく、細糸化が困難となり、繊維直径は1.7デニールまでが限界となる。一方、半結晶化時間(tc)が半結晶化時間(ta)の2.0倍超であると、繊維表面がべた付き、ローピング(繊維同士がくっつく現象)が発生し、安定的な紡糸が出来ず、また、繊維が収縮により太くなり、やはり細糸化できない。
上記観点から、半結晶化時間(tc)は、半結晶化時間(ta)の1.2~1.9倍であることが好ましく、1.3~1.9倍であることがより好ましい。
樹脂組成物(C)の半結晶化時間(tc)を、高結晶性ポリオレフィン(A)の半結晶化時間(ta)の1.2倍以上に制御する方法としては、高結晶性ポリオレフィン(A)と低結晶性ポリオレフィン(B)との組合せにおいて、低結晶性ポリオレフィン(B)の比率を増加させる方法や、低結晶性ポリオレフィン(B)を、より半結晶化時間(tb)の長いものに変更する方法などが挙げられる。一方、樹脂組成物(C)の半結晶化時間(tc)を、高結晶性ポリオレフィン(A)の半結晶化時間(ta)の2.0倍以下に制御する方法としては、高結晶性ポリオレフィン(A)と低結晶性ポリオレフィン(B)との組合せにおいて、低結晶性ポリオレフィン(B)の比率を減少させる方法や、低結晶性ポリオレフィン(B)を、より半結晶化時間(tb)の短いものに変更する方法などが挙げられる。
一例として、高結晶性ポリオレフィン(A)が汎用ポリプロピレン、低結晶性ポリオレフィン(B)が前述の初期弾性率を満たす低結晶性ポリプロピレンである場合、上記樹脂組成物(C)における高結晶性ポリオレフィン(A)の含有量は50~98質量%であることが好ましく、60~95質量%であることがより好ましい。
また、上記樹脂組成物(C)における低結晶性ポリオレフィン(B)の含有量は2~50質量%であることが好ましく、5~40質量%であることがより好ましい。
さらに、上記樹脂組成物(C)は、高結晶性ポリオレフィン(A)と低結晶性ポリオレフィン(B)との合計を基準として、前述の初期弾性率を満たす低結晶性ポリプロピレンの含有量が2~35質量%であることが好ましく、5~30質量%であることがより好ましい。
他の熱可塑性樹脂としては、オレフィン系重合体が挙げられ、具体的にはポリプロピレン、プロピレン-エチレン共重合体、プロピレン-エチレン-ジエン共重合体、ポリエチレン、エチレン/α-オレフィン共重合体、エチレン-酢酸ビニル共重合体、水素添加スチレン系エラストマー等が挙げられる。これらは、一種単独で用いてもよいし、二種以上を組み合わせて用いてもよい。
上記有機カルボン酸の金属塩における金属としては、Li、Ca、Ba、Zu、Mg、Al、Pbなどが挙げられ、また、カルボン酸としては、オクチル酸、パルチミン酸、ラウリン酸、ステアリン酸、ベヘン酸、モンタン酸、12-ヒドロキシステアリン酸、オレイン酸、イソステアリン酸、リノシール酸等の脂肪酸、安息香酸、p-t-b-安息香酸等の芳香族酸が挙げられ、具体例としては、安息香酸アルミニウム塩、p-t-ブチル安息香酸アルミニウム塩、アジピン酸ナトリウム、チオフェネカルボン酸ナトリウム、ピローレカルボン酸ナトリウム等が挙げられる。
上記ジベンジリデンソルビトール又はその誘導体の具体例としては、ジベンジリデンソルビトール、1,3:2,4-ビス(o-3,4-ジメチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-2,4-ジメチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-4-エチルベンジリデン)ソルビトール、1,3:2,4-ビス(o-4-クロロベンジリデン)ソルビトール及び1,3:2,4-ジベンジリデンソルビトール等が挙げられ、さらに具体的には、新日本理化株式会社製のゲルオールMDやゲルオールMD-R等が挙げられる。
上記ロジン酸部分金属塩としては、荒川化学工業株式会社製のパインクリスタルKM1600、パインクリスタルKM1500、パインクリスタルKM1300等が挙げられる。
上記無機微粒子としては、タルク、クレイ、マイカ、アスベスト、ガラス繊維、ガラスフレーク、ガラスビーズ、ケイ酸カルシウム、モンモリロナイト、ベントナイト、グラファイト、アルミニウム粉末、アルミナ、シリカ、ケイ藻土、酸化チタン、酸化マグネシウム、軽石粉末、軽石バルーン、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウム、ドロマイト、硫酸カルシウム、チタン酸カリウム、硫酸バリウム、亜硫酸カルシウム、硫化モリブデン等が挙げられる。また、シリカとしては合成シリカを用いてもよく、富士シリシア株式会社製のサイリシアや水澤化学工業株式会社製のミズカシル等が挙げられる。
上記アミド化合物としては、エルカ酸アミド、オレイン酸アミド、ステアリン酸アミド、ベヘニン酸アミド、エチレンビスステアリン酸アミド、エチレンビスオレイン酸アミド、ステアリルエルカアミド及びオレイルパルミトアミド、アジピン酸ジアニリド、スベリン酸ジアニリド等が挙げられる。
上記有機リン酸金属塩としては、株式会社ADEKA製のアデカスタブNA-11及びアデカスタブNA-21等が挙げられる。
樹脂組成物(C)において、内部離型剤の含有量は、添加剤を除いた樹脂混合物基準で10~10000質量ppmであることが好ましく、100~5000質量ppmがより好ましい。内部離型剤の含有量が10質量ppm以上であると、離型剤としての機能が発現され、10000質量ppm以下であると、離型剤としての機能と経済性のバランスが良好となる。
第一発明の不織布は、原料として前記樹脂組成物(C)を用いて得られるものであり、好ましくはスパンボンド法によって製造されたものである。通常、スパンボンド法においては溶融混練した樹脂組成物を紡糸し、延伸、開繊することによって連続長繊維を形成し、引き続き連続した工程で連続長繊維を移動捕集面上に堆積させ、絡合することによって不織布を製造する。当該方法は、不織布を連続的に製造することができ、また、該不織布を構成する繊維が延伸された連続の長繊維であるため、強度が大きい。
第一発明の繊維不織布を製造するスパンボンド法としては、従来公知の方法を採用することができ、例えば、数千の孔を有する大ノズルや、或いは例えば40程度の孔を有する小ノズル群から、溶融ポリマーの押出しにより繊維を製造することができる。ノズルを出た後、溶融繊維はクロスフロー冷気システムにより冷却され、次にノズルから引き離され、高速空気により延伸される。通常、2種類の空気減衰方法があり、その両方ともベンチュリー効果を用いる。第1の方法は、吸引スロットを用いてフィラメントを延伸し(スロット延伸)、ノズルの幅又は機械の幅で行う。第2の方法は、ノズル又は吸引銃を通してフィラメントを延伸する。この方法で形成されるフィラメントはスクリーン(ワイヤー)上又は細孔形成ベルト上で収集されウェブを形成する。次に、ウェブは圧縮ロールを通過し、続いて加熱カレンダーロール間を通り、1つのロール上の盛り上がり部分がウェブの10%~40%程度の面積を含む部分で結合して、不織布を形成する。
[製造条件1]
エジェクター方式を用いたスパンボンド不織布成形機により本発明の繊維不織布を製造する場合、上記樹脂組成物(C)を用いて、以下の条件のスパンボンド法により製造することで、繊維直径1.0デニール以下にまで細糸化することができる。
(1)樹脂温度:200℃~270℃
(2)単孔吐出量:0.1g/min~0.5g/min
(3)エジェクター圧力:1.0kg/cm2~4.0kg/cm2
(4)サクション圧力:600rpm~900rpm
(5)カレンダー温度:100℃~150℃
(6)ニップ圧力:40kg/cm
[T]/[E]≦ 0.25 ・・・(1-1)
[T]/[E]≦ 0.2 ・・・(1-2)
[T]/[E]≦ 0.13 ・・・(1-3)
[T]/[E]≦ 0.1 ・・・(1-4)
[T]/[E]が0.25以下であると、得られる繊維不織布の繊維が1.3デニール以下の細糸になりやすく、0.2以下であると、上記繊維が1.0デニール以下の細糸になりやすく、0.13以下であると、上記繊維が0.8デニール以下の細糸になりやすく、0.1以下であると、上記繊維が0.6デニール以下の細糸になりやすい。
キャビン方式を用いたスパンボンド不織布成形機により第一発明の繊維不織布を製造する場合、上記樹脂組成物(C)を用いて、以下の条件のスパンボンド法により製造することで、繊維直径1.0デニール以下にまで細糸化することができる。
(1)樹脂温度:200℃~270℃
(2)単孔吐出量:0.3g/min~0.6g/min
(3)キャビン圧力:4500Pa~8000Pa
(4)カレンダー温度:100℃~150℃
(5)ニップ圧力:100N/mm
[T]/[C]×1000≦0.09 ・・・(2-1)
[T]/[C]×1000≦0.06 ・・・(2-2)
[T]/[C]×1000≦0.05 ・・・(2-3)
[T]/[C]×1000が0.09以下であると、得られる繊維不織布の繊維が1.3デニール以下の細糸になりやすく、0.06以下であると、上記繊維が1.0デニール以下の細糸になりやすく、0.05以下であると、上記繊維が0.9デニール以下の細糸になりやすい。
外部離型剤を上記捕集面に散布する方法としては、スプレーによる方法などが挙げられる。
第二発明に係るスパンボンド不織布は、繊度が0.2~1.0デニール(好ましくは0.2~0.8デニール、より好ましくは0.2~0.6デニール、さらに好ましくは0.3~0.6デニール)である繊維から構成される。
第二発明に係るスパンボンド不織布の詳細は、上述の高結晶性ポリオレフィン(A)と、低結晶性ポリオレフィン(B)とを含有する樹脂組成物(C)からなるものに限定されないこと以外は、第一発明に係る繊維不織布と同様であり、上述のエジェクター方式を用いたスパンボンド法(製造条件1)により好適に製造される。
実施例1
(樹脂組成物の調製)
低結晶性ポリプロピレン(出光興産株式会社製、「L-MODU(登録商標) S901」、MFR:50g/10min、融点:70℃)10質量部、及び高結晶性ポリプロピレンA(日本ポリプロ株式会社製、「NOVATEC SA-03」、MFR:30g/10min、融点:160℃)90質量部からなる樹脂混合物に対し、該樹脂混合物基準で2000ppmのエルカ酸アミドを添加して、樹脂組成物を調製した。
上記低結晶性ポリプロピレン及び高結晶性ポリプロピレンAの物性を、以下に示す測定方法により測定した。結果を第1表に示す。
ポリプロピレンをプレス成形して試験片を作成し、JIS K-7113に準拠した引張試験により測定した。
・試験片(2号ダンベル) 厚み:1mm
・クロスヘッド速度:50mm/min
・ロードセル:100kg
FLASH DSC(メトラー・トレド株式会社製)を用い、下記方法にて測定される半結晶化時間を用いた。
(1)試料を230℃で2分間加熱して融解させた後、2000℃/秒で25℃まで冷却し、25℃での等温結晶化過程における、発熱量の時間変化を測定する。
(2)等温結晶化開始時から結晶化完了時までの発熱量の積分値を100%とした時、等温結晶化開始時から発熱量の積分値が50%となるまでの時間を半結晶化時間とした。
JIS K7210に準拠し、温度230℃、加重21.18Nの条件で測定した。
示差走査型熱量計(パーキン・エルマー社製、DSC-7)を用い、試料10mgを窒素雰囲気下-10℃で5分間保持した後、10℃/分で昇温させることにより得られた融解吸熱カーブの最も高温側に観測されるピークのピークトップから融点(Tm-D)を求めた。
ゲルパーミエイションクロマトグラフィ(GPC)法により、重量平均分子量(Mw)および分子量分布(Mw/Mn)を求めた。測定には、下記の装置および条件を使用し、ポリスチレン換算の重量平均分子量を得た。
<GPC測定装置>
カラム :TOSO GMHHR-H(S)HT
検出器 :液体クロマトグラム用RI検出器 WATERS 150C
<測定条件>
溶媒 :1,2,4-トリクロロベンゼン
測定温度 :145℃
流速 :1.0ml/分
試料濃度 :2.2mg/ml
注入量 :160μl
検量線 :Universal Calibration
解析プログラム:HT-GPC(Ver.1.0)
以下に示す装置および条件で、13C-NMRスペクトルの測定を行った。なお、ピークの帰属は、エイ・ザンベリ(A.Zambelli)等により「Macromolecules,8,687(1975)」で提案された方法に従った。
装置:日本電子(株)製JNM-EX400型13C-NMR装置
方法:プロトン完全デカップリング法
濃度:220mg/ml
溶媒:1,2,4-トリクロロベンゼンと重ベンゼンの90:10(容量比)混合溶媒
温度:130℃
パルス幅:45°
パルス繰り返し時間:4秒
積算:10000回
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S:全プロピレン単位の側鎖メチル炭素原子のシグナル強度
Pββ:19.8~22.5ppm
Pαβ:18.0~17.5ppm
Pαγ:17.5~17.1ppm
γ:ラセミペンタッド連鎖:20.7~20.3ppm
m:メソペンタッド連鎖:21.7~22.5ppm
ギヤポンプを有する単軸押出機を用いて樹脂温度250℃で前記樹脂組成物を溶融押出し、ノズル径0.3mmのノズル(孔数841ホール)より、単孔吐出量0.1g/minの速度で溶融樹脂を吐出させて紡糸した。紡糸により得られた繊維を空気で冷却しながら、ノズル下でエジェクターにより1.0kg/cm2の圧力で吸引して、11m/minのライン速度で移動しているネット面に繊維を積層した。ネット面に積層された繊維束を140℃に加熱したカレンダーロールでニップ圧40N/mmでエンボス加工し、引取りロールに巻き取った。ここで、単孔吐出量とエジェクター圧力の関係より得られる[T]/[E]は0.1であった。
得られた繊維不織布について、下記の測定方法により、目付け、繊度、不織布の破断強度、破断ひずみ、及び静摩擦係数の測定、並びにカンチレバー測定を行った。測定結果を第2表に示す。
得られた不織布の5cm×5cmの重量を測定し、目付け(g/10m2)を測定した。
偏光顕微鏡を用いて不織布中の繊維を観察し、ランダムに選んだ5本の繊維直径の平均値(d)を測定し、樹脂の密度(ρ=900000g/m3)を用いて、不織布サンプルの繊度を下記[1]式から計算した。
繊度(デニール)=ρ×π×(d/2)2×9000・・・[1]
得られた不織布の長さ200mm×幅50mmの試験片から、機械方向(MD)と機械方向に対して垂直方向(CD)についてサンプリングした。引張試験機((株)島津製作所製、オートグラフAG-I)を用いて、初期長L0を100mmに設定し、引張速度300mm/分で伸張し、伸張過程でのひずみと荷重を測定し、不織布が破断した瞬間の荷重とひずみの値を、それぞれ破断強度、破断ひずみとした。
得られた不織布の、長さ220mm×幅100mmと長さ220mm×幅70mmの試験片から、機械方向(MD)と機械方向に対して垂直方向(CD)についてサンプリングした。静摩擦係数測定試験機(東洋精機工業(株)製、摩擦測定機AN型)台座の上に2枚の重ねた不織布を乗せ、その上に1000gのおもりを乗せ、台座の傾きを2.7度/分の速度で変化させ、不織布が10mm滑った時の角度を測定し、おもりの重量(1000g)と不織布が10mm滑った時の角度から、静摩擦係数を算出した。静摩擦係数が低いということは、不織布の手触り感や風合いが良好であることを示す。
得られた不織布から、長さ100mm×幅100mm試験片を作製し、台座の一端に45℃の傾斜角を有した斜面を有するカンチレバー試験機を用いて行った。試験片を、一定速度で斜面方向に台座の上を滑らせ、試験片が折れ曲がり、一端が斜面に接地する瞬間の移動距離を測定した。機械方向(MD)と機械方向に対して垂直方向(CD)についてそれぞれ測定した。
実施例1において、単孔吐出量を0.2g/min、エジェクター圧力を4.0kg/cm2、ライン速度を24m/minとした以外は、実施例1と同様にして不織布を成形し、同様の評価を行った。結果を第2表に示す。この時、単孔吐出量とエジェクター圧力の関係より得られる[T]/[E]は0.05であった。
実施例1において、単孔吐出量を0.3g/min、エジェクター圧力を2.0kg/cm2、ライン速度を35m/minとした以外は、実施例1と同様にして不織布を成形し、同様の評価を行った。結果を第2表に示す。この時、単孔吐出量とエジェクター圧力の関係より得られる[T]/[E]は0.15であった。
実施例1において、低結晶性ポリプロピレンの添加量を1質量%とし、単孔吐出量を0.5g/min、エジェクター圧力を2.0kg/cm2、ライン速度を54/minとした以外は、実施例1と同様にして不織布を成形し、同様の評価を行った。結果を第2表に示す。この時、単孔吐出量とエジェクター圧力の関係より得られる[T]/[E]は0.25であった。
実施例1において、低結晶性ポリプロピレンを添加せず、単孔吐出量を0.5g/min、エジェクター圧力を2.0kg/cm2、ライン速度を54/minとした以外は、実施例1と同様にして不織布を成形し、同様の評価を行った。結果を第2表に示す。この時、単孔吐出量とエジェクター圧力の関係より得られる[T]/[E]は0.25であった。

(樹脂組成物の調製)
低結晶性ポリプロピレン(出光興産株式会社製、「L-MODU(登録商標) S901」、MFR:50g/10min、融点:70℃)10質量部、及び高結晶性ポリプロピレンB(ExxonMobil社製、「PP3155」、MFR:36g/10min、融点:161℃)90質量部からなる樹脂混合物に対し、該樹脂混合物基準で2000ppmのエルカ酸アミドを添加して、樹脂組成物を調製した。
上記高結晶性ポリプロピレンBの物性を、上述の測定方法により測定した。結果を第1表に示す。
得られた不織布について、上記測定方法により、目付け、繊度、不織布の破断強度、破断ひずみ、静摩擦係数及びカンチレバー測定を行った。測定結果を第3表に示す。
実施例4において、キャビン圧力を6500Paとした以外は、実施例4と同様にして不織布を成形し、同様の評価を行った。結果を第3表に示す。この時、単孔吐出量とキャビン圧力の関係より得られる[T]/[C]は0.07であった。
実施例4において、低結晶性ポリプロピレンを15質量部、及び高結晶性ポリプロピレンB 85質量部を混合し、エルカ酸アミドを添加せずに樹脂組成物を調製し、かつ、キャビン圧力を7500Pa、ライン速度を150m/minとした以外は、実施例4と同様にして不織布を成形し、同様の評価を行った。結果を第3表に示す。この時、単孔吐出量とキャビン圧力の関係より得られる[T]/[C]は0.05であった。
実施例6において、キャビン圧力を6000Paとした以外は、実施例6と同様にして不織布を成形し、同様の評価を行った。結果を第3表に示す。この時、単孔吐出量とキャビン圧力の関係より得られる[T]/[C]は0.06であった。
(樹脂組成物の調製)
低結晶性ポリプロピレン(出光興産株式会社製、「L-MODU(登録商標) S901」、MFR:50g/10min、融点:70℃)5質量部、及び高結晶性ポリプロピレンB(ExxonMobil社製、「PP3155」、MFR:36g/10min、融点:161℃)95質量部からなる樹脂混合物に対し、該樹脂混合物基準で2000ppmのエルカ酸アミドを添加して、樹脂組成物を調製した。
得られた不織布について、上記測定方法により、目付け、繊度、不織布の破断強度、破断ひずみ、静摩擦係数及びカンチレバー測定を行った。測定結果を第3表に示す。
(樹脂組成物の調製)
低結晶性ポリプロピレン(出光興産株式会社製、「L-MODU(登録商標) S901」、MFR:50g/10min、融点:70℃)20質量部、及び高結晶性ポリプロピレンC(Lyondell Basell社製、「Moplen HP561S」、MFR:33g/10min、融点:163℃)80質量部からなる樹脂混合物に対し、該樹脂混合物基準で2000ppmのエルカ酸アミドを添加して、樹脂組成物を調製した。
上記高結晶性ポリプロピレンCの物性を、上述の測定方法により測定した。結果を第1表に示す。
得られた不織布について、上記測定方法により、目付け、繊度、不織布の破断強度、破断ひずみ、静摩擦係数及びカンチレバー測定を行った。測定結果を第3表に示す。
実施例4において、低結晶性ポリプロピレンを1質量部及び高結晶性ポリプロピレンB99質量部を混合し、エルカ酸アミドを添加せずに樹脂組成物を調製し、かつ、キャビン圧力を4500Pa、ライン速度を220m/minとした以外は、実施例4と同様にして不織布を成形し、同様の評価を行った。結果を第3表に示す。この時、単孔吐出量とキャビン圧力の関係より得られる[T]/[C]は0.13であった。
実施例4において、低結晶性ポリプロピレンやエルカ酸アミドを添加せず、高結晶性ポリプロピレンBのみを原料樹脂として用い、キャビン圧力を4500Pa、ライン速度を220m/minとした以外は、実施例4と同様にして不織布を成形し、同様の評価を行った。結果を第3表に示す。この時、単孔吐出量とキャビン圧力の関係より得られる[T]/[C]は0.14であった。
(樹脂組成物の調製)
低結晶性ポリプロピレン(出光興産株式会社製、「L-MODU(登録商標) S901」、MFR:50g/10min、融点:70℃)25質量部、及び高結晶性ポリプロピレンC(Lyondell Basell社製、「Moplen HP561S」、MFR:33g/10min、融点:163℃)75質量部を混合し、エルカ酸アミドを添加せずに樹脂組成物を調製した。
得られた不織布について、上記測定方法により、目付け、繊度、不織布の破断強度、破断ひずみ、静摩擦係数及びカンチレバー測定を行った。測定結果を第3表に示す。
Claims (6)
- 下記条件(1)及び(2)を満たす、高結晶性ポリオレフィン(A)と、低結晶性ポリオレフィン(B)とを含有する樹脂組成物(C)からなる繊維不織布。
(1)高結晶性ポリオレフィン(A)の半結晶化時間taと低結晶性ポリオレフィン(B)の半結晶化時間tbがta<tbの関係を満たす。
(2)樹脂組成物(C)の半結晶化時間(tc)が、高結晶性ポリオレフィン(A)の半結晶化時間(ta)の1.2~2.0倍である。 - 前記繊維不織布を構成する繊維の繊度が0.2~1.3デニールである請求項1に記載の繊維不織布。
- 前記繊維不織布を構成する繊維の繊度が0.2~0.8デニールである、請求項2に記載の繊維不織布。
- 前記高結晶性ポリオレフィン(A)の初期弾性率が500~2,000MPaであり、かつ、前記低結晶性ポリオレフィン(B)の初期弾性率が5MPa以上500MPa未満である請求項1~3のいずれかに記載の繊維不織布。
- 繊維不織布を成形する際に、0.1~0.5g/minの単孔吐出量で成形してなる請求項1~4のいずれかに記載の繊維不織布。
- 繊度が0.2~1.0デニールである繊維から構成されるスパンボンド不織布。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14745725.3A EP2952617B1 (en) | 2013-01-30 | 2014-01-30 | Fibrous nonwoven fabric |
| CN201480006510.8A CN104937155B (zh) | 2013-01-30 | 2014-01-30 | 纤维无纺布 |
| JP2014559756A JP6507442B2 (ja) | 2013-01-30 | 2014-01-30 | 繊維不織布 |
| US14/763,994 US20150368836A1 (en) | 2013-01-30 | 2014-01-30 | Fibrous nonwoven fabric |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013016250 | 2013-01-30 | ||
| JP2013-016250 | 2013-01-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014119687A1 true WO2014119687A1 (ja) | 2014-08-07 |
Family
ID=51262392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/052164 WO2014119687A1 (ja) | 2013-01-30 | 2014-01-30 | 繊維不織布 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150368836A1 (ja) |
| EP (1) | EP2952617B1 (ja) |
| JP (1) | JP6507442B2 (ja) |
| CN (1) | CN104937155B (ja) |
| WO (1) | WO2014119687A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107073162A (zh) * | 2014-11-18 | 2017-08-18 | 金伯利-克拉克环球有限公司 | 柔软且耐用的非织造网 |
| JP2018145536A (ja) * | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| JP2019049089A (ja) * | 2016-08-23 | 2019-03-28 | 王子ホールディングス株式会社 | スパンボンド不織布,シートおよび吸収性物品 |
| WO2019167871A1 (ja) | 2018-02-27 | 2019-09-06 | 出光興産株式会社 | 繊維及び不織布 |
| WO2020095948A1 (ja) | 2018-11-09 | 2020-05-14 | 出光興産株式会社 | 不織布及びその製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102115064B1 (ko) * | 2013-07-23 | 2020-05-25 | 우베 에쿠시모 가부시키가이샤 | 연신 복합섬유의 제조 방법 및 연신 복합섬유 |
| MX2016006439A (es) | 2013-11-20 | 2016-07-19 | Kimberly Clark Co | Compuesto no tejido suave y duradero. |
| WO2015075632A1 (en) | 2013-11-20 | 2015-05-28 | Kimberly-Clark Worldwide, Inc. | Absorbent article containing a soft and durable backsheet |
| WO2018211843A1 (ja) * | 2017-05-16 | 2018-11-22 | 出光興産株式会社 | 捲縮繊維及び不織布 |
| US20200157327A1 (en) * | 2017-07-24 | 2020-05-21 | Idemitsu Kosan Co.,Ltd. | Polypropylene-based resin composition, and fiber and nonwoven fabric using same |
| CN110037520A (zh) * | 2019-04-18 | 2019-07-23 | 天津市天瑞地毯有限公司 | 一种新型的棉圈绒地毯 |
| CN110820174B (zh) * | 2019-11-20 | 2021-05-28 | 邯郸恒永防护洁净用品有限公司 | 一种聚丙烯熔喷无纺布的驻极设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH083853A (ja) * | 1994-04-22 | 1996-01-09 | Mitsui Petrochem Ind Ltd | 不織布の製造方法及び装置 |
| WO2011030893A1 (ja) | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2011168944A (ja) * | 2010-01-21 | 2011-09-01 | Idemitsu Kosan Co Ltd | ポリプロピレン系不織布 |
| WO2012105567A1 (ja) * | 2011-02-01 | 2012-08-09 | 出光興産株式会社 | スパンボンド不織布の製造方法及びスパンボンド不織布 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101116491B1 (ko) * | 2006-02-06 | 2012-03-07 | 미쓰이 가가쿠 가부시키가이샤 | 스펀-본디드 부직포 |
| JP5529392B2 (ja) * | 2007-06-26 | 2014-06-25 | 出光興産株式会社 | 弾性不織布及びこれを用いた繊維製品 |
| EP2161360B1 (en) * | 2007-06-26 | 2014-01-15 | Idemitsu Kosan Co., Ltd. | Elastic nonwoven fabric, process for producing the same, and textile product comprising the elastic nonwoven fabric |
| JP2009079341A (ja) * | 2007-09-04 | 2009-04-16 | Idemitsu Kosan Co Ltd | 弾性不織布、その製造方法及び繊維製品 |
| AU2011217687B2 (en) * | 2010-02-22 | 2013-05-09 | Class 1 Inc. | Apparatus, systems and methods for collecting and reclaiming anaesthetic agents and for removing nitrous oxide from exhaust gases |
-
2014
- 2014-01-30 EP EP14745725.3A patent/EP2952617B1/en active Active
- 2014-01-30 US US14/763,994 patent/US20150368836A1/en not_active Abandoned
- 2014-01-30 WO PCT/JP2014/052164 patent/WO2014119687A1/ja active Application Filing
- 2014-01-30 CN CN201480006510.8A patent/CN104937155B/zh active Active
- 2014-01-30 JP JP2014559756A patent/JP6507442B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH083853A (ja) * | 1994-04-22 | 1996-01-09 | Mitsui Petrochem Ind Ltd | 不織布の製造方法及び装置 |
| WO2011030893A1 (ja) | 2009-09-14 | 2011-03-17 | 出光興産株式会社 | スパンボンド不織布および繊維製品 |
| JP2011168944A (ja) * | 2010-01-21 | 2011-09-01 | Idemitsu Kosan Co Ltd | ポリプロピレン系不織布 |
| WO2012105567A1 (ja) * | 2011-02-01 | 2012-08-09 | 出光興産株式会社 | スパンボンド不織布の製造方法及びスパンボンド不織布 |
Non-Patent Citations (2)
| Title |
|---|
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 6, 1973, pages 925 |
| A. ZAMBELLI ET AL., MACROMOLECULES, vol. 8, 1975, pages 687 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107073162A (zh) * | 2014-11-18 | 2017-08-18 | 金伯利-克拉克环球有限公司 | 柔软且耐用的非织造网 |
| EP3220964A4 (en) * | 2014-11-18 | 2018-04-25 | Kimberly-Clark Worldwide, Inc. | Soft and durable nonwoven web |
| JP2019049089A (ja) * | 2016-08-23 | 2019-03-28 | 王子ホールディングス株式会社 | スパンボンド不織布,シートおよび吸収性物品 |
| JP2018145536A (ja) * | 2017-03-01 | 2018-09-20 | 出光興産株式会社 | スパンボンド不織布 |
| WO2019167871A1 (ja) | 2018-02-27 | 2019-09-06 | 出光興産株式会社 | 繊維及び不織布 |
| WO2020095948A1 (ja) | 2018-11-09 | 2020-05-14 | 出光興産株式会社 | 不織布及びその製造方法 |
| US12043932B2 (en) | 2018-11-09 | 2024-07-23 | Idemitsu Kosan Co., Ltd. | Nonwoven fabric and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104937155A (zh) | 2015-09-23 |
| EP2952617A4 (en) | 2016-10-05 |
| JPWO2014119687A1 (ja) | 2017-01-26 |
| US20150368836A1 (en) | 2015-12-24 |
| EP2952617B1 (en) | 2019-03-06 |
| CN104937155B (zh) | 2019-04-16 |
| JP6507442B2 (ja) | 2019-05-08 |
| EP2952617A1 (en) | 2015-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6507442B2 (ja) | 繊維不織布 | |
| JP6618002B2 (ja) | 捲縮繊維及び不織布 | |
| JP6521963B2 (ja) | スパンボンド不織布及びその製造方法 | |
| JP5722222B2 (ja) | スパンボンド不織布および繊維製品 | |
| US9523161B2 (en) | Elastic nonwoven fabric, process for producing the same, and textile product comprising the elastic nonwoven fabric | |
| JP2009079341A (ja) | 弾性不織布、その製造方法及び繊維製品 | |
| JP6007139B2 (ja) | 不織布及び繊維製品 | |
| BR112015012973B1 (pt) | Composição de polímero de propileno | |
| JPWO2019022004A1 (ja) | ポリプロピレン系樹脂組成物並びにそれを用いた繊維及び不織布 | |
| JP2011179135A (ja) | 弾性不織布及び繊維製品 | |
| JP5255350B2 (ja) | 弾性不織布及び繊維製品 | |
| JP7172250B2 (ja) | スパンボンド不織布 | |
| JP7518676B2 (ja) | メルトブローン不織布及び不織布積層体 | |
| JP6267525B2 (ja) | 多層不織布 | |
| JP7378419B2 (ja) | 不織布及びその製造方法 | |
| JP2021161593A (ja) | 不織布 | |
| TWI510538B (zh) | 丙烯聚合物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14745725 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014559756 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14763994 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014745725 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |