WO2010008004A1 - 硬質粉末、硬質粉末の製造方法および焼結硬質合金 - Google Patents
硬質粉末、硬質粉末の製造方法および焼結硬質合金 Download PDFInfo
- Publication number
- WO2010008004A1 WO2010008004A1 PCT/JP2009/062774 JP2009062774W WO2010008004A1 WO 2010008004 A1 WO2010008004 A1 WO 2010008004A1 JP 2009062774 W JP2009062774 W JP 2009062774W WO 2010008004 A1 WO2010008004 A1 WO 2010008004A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- powder
- hard
- phase
- solid solution
- sintered
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B21/00—Nitrogen; Compounds thereof
- C01B21/082—Compounds containing nitrogen and non-metals and optionally metals
- C01B21/0828—Carbonitrides or oxycarbonitrides of metals, boron or silicon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5611—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on titanium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5622—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on zirconium or hafnium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/58007—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/58007—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides
- C04B35/58014—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on titanium nitrides, e.g. TiAlON
- C04B35/58021—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on titanium nitrides, e.g. TiAlON based on titanium carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/58007—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides
- C04B35/58028—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on zirconium or hafnium nitrides
- C04B35/58035—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on zirconium or hafnium nitrides based on zirconium or hafnium carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
- C04B35/6262—Milling of calcined, sintered clinker or ceramics
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/051—Making hard metals based on borides, carbides, nitrides, oxides or silicides; Preparation of the powder mixture used as the starting material therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/04—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/80—Crystal-structural characteristics defined by measured data other than those specified in group C01P2002/70
- C01P2002/85—Crystal-structural characteristics defined by measured data other than those specified in group C01P2002/70 by XPS, EDX or EDAX data
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/01—Particle morphology depicted by an image
- C01P2004/03—Particle morphology depicted by an image obtained by SEM
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/61—Micrometer sized, i.e. from 1-100 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/64—Nanometer sized, i.e. from 1-100 nanometer
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3843—Titanium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3856—Carbonitrides, e.g. titanium carbonitride, zirconium carbonitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/46—Gases other than oxygen used as reactant, e.g. nitrogen used to make a nitride phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
Definitions
- the present invention relates to a sintered hard alloy, ceramics, a hard powder that can be used as a raw material powder of a cBN sintered body, a method for producing the hard powder, and a sintered hard alloy using the hard powder.
- Ti (C, N) -based cermets are used for cutting tools and wear-resistant tools because of their excellent wear resistance.
- a Ti (C, N) -19 vol% Mo 2 C-16.4 vol% Ni alloy is known (for example, see Non-Patent Document 1).
- the core of Ti (C, N) and the double carbonitride such as (Ti, W, Mo, Ta) (C, N) It turns out that it is comprised from the hard phase of the core structure which consists of a periphery part, and a binder phase.
- Ti (C, N) based cermet Conventional of Ti (C, N) based cermet is, Ti (C, N), were mixed WC, a hard phase forming powder such as Mo 2 C, Ni, and a binder phase forming powder such as Co, molded, baked It can be manufactured.
- the cored structure of the hard phase of the conventional Ti (C, N) -based cermet is caused by the difference in the formation temperature of the melt between the hard phase forming powder and the binder phase forming powder during sintering.
- Mo 2 C which has a low melt formation temperature, becomes a liquid phase at a lower temperature than Ti (C, N).
- the liquid phase is generated non-uniformly inside the molded body during sintering, and the sinterability is reduced. There is a problem, and in addition, there is a problem that it takes time until the liquid phase generation amount becomes maximum. In addition, the generation of a non-uniform liquid phase has a problem that the adhesion ratio of the hard phase particles is increased by local rearrangement of the hard phase particles and grain growth, and the fracture toughness of the cermet is lowered.
- the present invention has been made to solve the above-described problems, and uses a hard powder that can be used as a raw powder for sintered hard alloys, ceramics, and cBN sintered bodies, a method for producing a hard powder, and a hard powder.
- An object of the present invention is to provide a sintered hard alloy.
- a first aspect of the present invention (Ti 1-x, M x) (C 1-y, N y) [ provided that at least M is, W, Mo, Nb, is selected from the group consisting of Zr and Ta 1 represents one element, x represents the atomic ratio of M to the sum of Ti and M, y represents the atomic ratio of N to the sum of C and N, and x and y are each 0.05 ⁇ x ⁇ 0.5, 0.01 ⁇ y ⁇ 0.75.
- the atomic ratio x of M with respect to the sum of Ti and M is 0.05 ⁇ x ⁇ 0.5.
- x is 0.05 or more, sufficient toughness can be imparted, and when x is 0.5 or less, sufficient hardness is obtained.
- the atomic ratio y of N to the total of C and N is 0.01 ⁇ y ⁇ 0.75.
- y is 0.01 or more, the effect of suppressing grain growth when made into a sintered hard alloy is sufficiently obtained, and when y is 0.75 or less, the sinterability when made into a sintered hard alloy is obtained. There is no decline.
- the atomic ratio y is more preferably 0.15 ⁇ y ⁇ 0.75, further preferably 0.25 ⁇ y ⁇ 0.75, and particularly preferably 0.4 ⁇ y ⁇ 0.75. preferable.
- the hard powder of the present invention contains 90% by volume or more of a double carbonitride solid solution, the liquid phase is generated in one stage when the hard powder of the present invention is sintered together with a binder phase forming component such as Co and Ni. Sinterability improves and the effect that it sinters at low temperature is acquired. Furthermore, since the obtained sintered hard alloy has a uniform structure, an effect of high fracture toughness can be obtained.
- the hard powder of the present invention may be composed only of the double carbonitride solid solution, but besides the double carbonitride solid solution, Ti rich phase such as TiC, TiN, Ti (C, N), WC, Mo 2 C, NbC, ZrC, TaC, NbN, ZrN, and TaN or M element-rich phase such as their mutual solid solution may contain a total of 10% by volume or less.
- Ti rich phase such as TiC, TiN, Ti (C, N), WC, Mo 2 C, NbC, ZrC, TaC, NbN, ZrN, and TaN or M element-rich phase such as their mutual solid solution may contain a total of 10% by volume or less.
- the hard powder of the present invention preferably has an average particle size of 0.5 to 7 ⁇ m.
- the average particle size is 0.5 ⁇ m or more, the fracture toughness of the sintered hard alloy can be secured, and when the average particle size is 7 ⁇ m or less, the strength of the sintered hard alloy can be secured.
- the average particle size was measured by the Fisher method.
- the double carbonitride solid solution contained in the hard powder of the present invention has a uniform composition.
- the uniform composition means that the metal elements contained in the double carbonitride solid solution are within the range of plus or minus 5 atomic% from the respective average compositions.
- each double carbonitride solid solution particle The amount of W is within a range of plus or minus 5 atomic% from the average value of the amount of W. Since the double carbonitride solid solution contained in the hard powder of the present invention has such a uniform composition, a sintered hard alloy using this double carbonitride solid solution is excellent in sinterability and easily densified from a low temperature. The effect is obtained.
- the hard powder of the present invention Since the hard powder of the present invention has a uniform composition and excellent wear resistance, it is preferably used as a raw material powder for sintered hard alloys, ceramics, and cBN sintered bodies.
- the sintered hard alloy, ceramics, and cBN sintered body using the hard powder of the present invention have an effect that the quality is stable and it is difficult to cause sudden defects.
- the binder-phase-forming powder of the sintered hard alloy generates a liquid phase in one stage during the temperature rise. There is an effect that a sintered hard alloy having excellent properties can be obtained.
- a powder containing Ti, M, C and N is mixed to obtain (Ti 1-x , M x ) (C 1-y , N y ) [where M Represents at least one element selected from the group consisting of W, Mo, Nb, Zr and Ta, x represents the atomic ratio of M to the total of Ti and M, and y represents the total of C and N
- M represents at least one element selected from the group consisting of W, Mo, Nb, Zr and Ta
- x represents the atomic ratio of M to the total of Ti and M
- y represents the total of C and N
- the atomic ratio of N to x is shown, and x and y are 0.05 ⁇ x ⁇ 0.5 and 0.01 ⁇ y ⁇ 0.75, respectively.
- a step of heat-treating the mixed powder at 2000 to 2400 ° C.
- TiC, TiN, Ti (C , N) carbide containing Ti such as, nitride, a powder of carbonitride, WC, Mo 2 C, NbC , ZrC, TaC, NbN, ZrN, TaN , etc.
- a carbide, nitride, carbonitride powder containing W, Mo, Nb, Zr, Ta is mixed with a ball mill with the above-described predetermined composition, and the resulting mixed powder is subjected to pressure: 0.5 to Heat treatment is performed at 2000 ° C. or higher, more preferably 2100 ° C. or higher, particularly preferably 2200 ° C. or higher in a nitrogen atmosphere of 100 atm.
- the atmosphere of the heat treatment By setting the atmosphere of the heat treatment to a nitrogen atmosphere, it is possible to increase the nitrogen content of the double carbonitride solid solution.
- the pressure of the nitrogen atmosphere during the heat treatment is 0.5 to 100 atm. When the pressure is 0.5 atm or more, the double carbonitride is not decomposed and the amount of nitrogen is not reduced, and when the pressure is 100 atm or less, an improvement in the effect of suppressing the decomposition of the double carbonitride is recognized. This is because the manufacturing cost is not increased.
- the pressure in the nitrogen atmosphere is more preferably 1 to 50 atmospheres. If the heat treatment temperature is 2000 ° C. or higher, more preferably 2100 ° C. or higher, a double carbonitride solid solution having a uniform composition can be obtained.
- the heat treatment temperature is preferably 2000 to 2400 ° C., more preferably 2100 to 2300 ° C.
- the resulting double carbonitride mass is pulverized using, for example, a ball mill, and then sieved to obtain the hard powder of the present invention.
- M is at least selected from the group consisting of W, Mo, Nb, Zr and Ta 1 represents one element
- x represents the atomic ratio of M to the sum of Ti and M
- y represents the atomic ratio of N to the sum of C and N
- x and y are each 0.05 ⁇ x ⁇ 0.5, 0.01 ⁇ y ⁇ 0.75.
- the hard phase of the sintered hard alloy of the present invention may be composed only of a double carbonitride solid solution, but in addition to the double carbonitride solid solution, a Ti rich phase such as TiC, TiN, Ti (C, N) and the like , WC, Mo 2 C, NbC , ZrC, TaC, NbN, ZrN, and TaN or M element-rich phase such as their mutual solid solutions may contain 10% by volume or less with respect to the total hard phase sums.
- the hard powder of the present invention and a binder phase-forming powder such as Co and Ni are mixed with a ball mill, the obtained mixed powder is put into a mold and molded, and the resulting molded body is vacuumed
- the sintered hard alloy of the present invention can be obtained by sintering at a sintering temperature of 1300 to 1600 ° C. in an inert gas atmosphere.
- the hard phase of the sintered hard alloy is 70 volume% or more and the binder phase is 30 volume% or less, the wear resistance is improved, the hard phase of the sintered hard alloy is 90 volume% or less, and the binder phase is 10 volume% or more. If it makes it, fracture resistance does not fall. Therefore, the sintered hard alloy of the present invention is more preferably composed of a hard phase: 70 to 90% by volume and a binder phase: 10 to 30% by volume.
- the sinterability of the sintered hard alloy can be improved by using the hard powder of the present invention.
- the sintered hard alloy using the hard powder of the present invention has high fracture toughness and excellent fracture resistance. Therefore, when applied to cutting tools and wear-resistant tools, these can improve productivity and wear resistance. And durability can be dramatically improved.
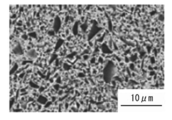
- 2 is an electron micrograph of a cross-sectional structure of Invention 1.
- 3 is an electron micrograph of a cross-sectional structure of Comparative Product 3.
- 4 is an electron micrograph of a cross-sectional structure of Comparative Product 4. It is a figure which shows the influence of the sintering temperature which acts on the density of invention product 1 and comparative product 3.
- Example 1 As raw material powders, a commercially available TiC powder, Ti (C 0.3, N 0.7 ) and powder, WC powder prepared, TiC: 18.6 mol%, Ti (C 0.3, N 0.7): 71.4 mol%, WC: It mix
- the blended raw material powder was mixed by a ball mill, and the obtained mixed powder was heat-treated at 2200 ° C. for 2 hours in a nitrogen atmosphere at a pressure of 1 atm. After cooling, the resulting mass of double carbonitride was pulverized using a ball mill and sieved to obtain a hard powder having an average particle size of 1.5 ⁇ m. This was designated as Invention Product 1.
- Invention 2 As raw material powder, commercially available TiC powder, Ti (C 0.3 , N 0.7 ) powder, Mo 2 C powder, C powder are prepared, TiC: 18.6 mol%, Ti (C 0.3 , N 0.7 ): 71.4 mole%, Mo 2 C: 5 mol%, C: was blended so that 5 mol%.
- the blended raw material powder was mixed by a ball mill, and the obtained mixed powder was heat-treated at 2200 ° C. for 2 hours in a nitrogen atmosphere at a pressure of 1 atm. After cooling, the resulting mass of double carbonitride was pulverized using a ball mill and sieved to obtain a hard powder having an average particle size of 1.5 ⁇ m. This was designated as Invention Product 2.
- Invention Product 3 This was designated as Invention Product 3.
- (Ti 0.8 , Mo 0.1 , Zr 0.1 ) (C 0.5 , N 0.5 ) solid solution and MoZr rich phase (Mo and Zr with respect to the total of metal elements) A phase containing 30 at% or more) was observed.
- the content of each phase contained in the hard powder was (Ti 0.8 , Mo 0.1 , Zr 0.1 ) (C 0.5 , N 0.5 ) solid solution: 98.5% by volume, MoZr rich phase: 1.5% by volume.
- Invention Product 4 This was designated as Invention Product 4.
- (Ti 0.8 , Mo 0.1 , Nb 0.1 ) (C 0.5 , N 0.5 ) solid solution and MoNb rich phase (Mo and Nb relative to the total of metal elements) A phase containing 30 at% or more) was observed.
- the content of each phase contained in the hard powder was (Ti 0.8 , Mo 0.1 , Nb 0.1 ) (C 0.5 , N 0.5 ) solid solution: 96.7% by volume, MoNb rich phase: 3.3% by volume.
- Comparative product 1 As raw material powders, a commercially available TiC powder, Ti (C 0.3, N 0.7 ) and powder, WC powder prepared, TiC: 18.6 mol%, Ti (C 0.3, N 0.7): 71.4 mol%, WC: It mix
- the blended raw material powder was mixed by a ball mill, and the obtained mixed powder was heat-treated at 1900 ° C. for 2 hours in a nitrogen atmosphere at a pressure of 1 atm. After cooling, the resulting mass of double carbonitride was pulverized using a ball mill and sieved to obtain a hard powder having an average particle size of 1.5 ⁇ m. This was designated as comparative product 1.
- Comparative product 2 As raw material powder, commercially available TiC powder, Ti (C 0.3 , N 0.7 ) powder, Mo 2 C powder, C powder are prepared, TiC: 18.6 mol%, Ti (C 0.3 , N 0.7 ): 71.4 mole%, Mo 2 C: 5 mol%, C: was blended so that 5 mol%.
- the blended raw material powder was mixed by a ball mill, and the obtained mixed powder was heat-treated at 1900 ° C. for 2 hours in a nitrogen atmosphere at a pressure of 1 atm. After cooling, the resulting mass of double carbonitride was pulverized using a ball mill and sieved to obtain a hard powder having an average particle size of 1.5 ⁇ m. This was designated as comparative product 2.
- Example 2 [Invention 5] Commercially available Ni powder is prepared, compounded so that the hard powder of Invention 1 is 83.6% by volume, Ni powder: 16.4% by volume, mixed by a ball mill, and the resulting mixed powder is molded. The obtained molded body was sintered in vacuum at a sintering temperature of 1500 ° C. and a sintering time of 1 hour, and the composition was 83.6 vol% (Ti 0.9 , W 0.1 ) (C 0.5 , N 0.5 ) A sintered hard alloy of 16.4 volume% Ni was obtained. This was designated Invention Product 5.
- invention 6 Commercially available Ni powder is prepared, blended so that the hard powder of invention 2 is 83.6% by volume, Ni powder: 16.4% by volume, mixed by a ball mill, and the obtained mixed powder is molded. The obtained compact was sintered in vacuum at a sintering temperature of 1500 ° C. and a sintering time of 1 hour, and the composition was 83.6 vol% (Ti 0.9 , Mo 0.1 ) (C 0.5 , N 0.5 ) A sintered hard alloy of 16.4 volume% Ni was obtained. This was designated as Invention Product 6.
- Invention 7 Commercially available Ni powder is prepared, blended so that the hard powder of Invention 3 is 83.6% by volume, Ni powder is 16.4% by volume, mixed by a ball mill, and the resulting mixed powder is molded. The obtained compact was sintered in vacuum at a sintering temperature of 1500 ° C. and a sintering time of 1 hour, and the composition was 83.6 vol% (Ti 0.8 , Mo 0.1 , Zr 0.1 ) (C 0.5 , N 0.5 ) -16.4 vol% Ni sintered hard alloy was obtained. This was designated as Invention Product 7.
- the cross-sectional structure of the sintered hard alloy of Invention 7 was observed with an electron microscope, no hard phase with a cored structure was observed, and the hard phase of (Ti 0.8 , Mo 0.1 , Zr 0.1 ) (C 0.5 , N 0.5 ) solid solution It consisted of a phase and a binder phase.
- Invention 8 Commercially available Ni powder is prepared, blended so that the hard powder of Invention 4 is 83.6% by volume, Ni powder is 16.4% by volume, mixed by a ball mill, and the resulting mixed powder is molded. The obtained molded body was sintered in vacuum at a sintering temperature of 1500 ° C. and a sintering time of 1 hour, and the composition was 83.6 vol% (Ti 0.8 , Mo 0.1 , Nb 0.1 ) (C 0.5 , N 0.5 ) -16.4 vol% Ni sintered hard alloy was obtained. This was designated Invention Product 8.
- comparative product 3 This was designated as comparative product 3. Although the cross-sectional structure of the sintered hard alloy of the comparative product 3 was observed with an electron microscope, most of the hard phase had a cored structure. That is, the comparative product 3 was composed of a hard phase having a core structure and a binder phase.
- Comparative product 5 Commercially available Ni powder is prepared, compounded so that the hard powder of comparative product 1 is 83.6% by volume, Ni powder is 16.4% by volume, mixed by a ball mill, and the resulting mixed powder is molded. The obtained molded body was sintered in vacuum at a sintering temperature of 1500 ° C. and a sintering time of 1 hour, and the composition was 83.6 vol% (Ti 0.9 , W 0.1 ) (C 0.5 , N 0.5 ) A sintered hard alloy of 16.4 volume% Ni was obtained. This was designated as comparative product 5. The cross-sectional structure of the sintered hard alloy of Comparative Product 5 was observed with an electron microscope.
- Ti 0.9 , W 0.1 C 0.5 , N 0.5
- Ti rich phase TiC, Ti (C 0.3 , N 0.7 )
- a hard phase and a binder phase of a W-rich phase phase containing 30 atomic% or more of W with respect to the total of metal elements.
- Comparative product 6 Commercially available Ni powder is prepared, compounded so that the hard powder of comparative product 2 is 83.6% by volume, Ni powder is 16.4% by volume, mixed by a ball mill, and the resulting mixed powder is molded. the obtained molded body in a vacuum sintering temperature: 1500 ° C., sintering time: sintered at 1 hour, the composition is 83.6 vol% (Ti 0.9, Mo 0.1) (C 0.5, N 0.5 ) A sintered hard alloy of 16.4% by volume Ni was obtained. This was designated as comparative product 6. The cross-sectional structure of the sintered hard alloy of Comparative Product 6 was observed with an electron microscope.
- Ti rich phase TiC, Ti (C 0.3 , N 0.7 )
- hard phase of Mo rich phase phase containing 30 atomic% or more of Mo with respect to the total of metal elements
- inventive products 5 to 8 do not have a Ti (C, N) core.
- the hardness of the comparative products 3 to 6 and the inventive products 5 to 8 are almost the same, but the fracture toughness is clearly improved in the inventive products 5 to 8 compared to the comparative products 3 to 6. I understand. This is presumably because the structures of Inventions 5 to 8 became uniform, the degree of adhesion between the hard phases decreased, and the fracture toughness of Inventions 5 to 8 was improved.
- Example 3 The influence of the sintering temperature on the density of Invention Product 1 and Comparative Product 3 is shown in FIG. It can be seen that densification of Invention Product 1 occurs at a lower temperature, that is, faster than Comparative Product 3, and the sinterability is improved.
- the reason for the improvement in sinterability is that, in Comparative Product 3, a WC and Ni melt is generated at one temperature during the temperature rise, and a Ti (C 0.5 , N 0.5 ) and Ni melt at another temperature. Since the liquid phase is generated in two stages so as to form a (Ti 0.9 , W 0.1 ) (C 0.5 , N 0.5 ) solid solution and Ni melt in one stage, It can be mentioned that many liquid phases are produced at once.
Abstract
焼結硬質合金の焼結性を向上させて、均一な組織が得られる、複炭窒化物固溶体を多く含む硬質粉末を提供する。硬質粉末は、(Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]で表される複炭窒化物固溶体を90体積%以上含む粉末である。
Description
本発明は、焼結硬質合金、セラミックス、cBN焼結体の原料粉末として用いることができる硬質粉末、硬質粉末の製造方法および硬質粉末を用いた焼結硬質合金に関する。
従来、Ti(C,N)基サーメットは、耐摩耗性に優れるため切削工具や耐摩耗工具などに用いられている。その代表的な組成として、Ti(C,N)-19vol%Mo2C-16.4vol%Ni合金が知られている(例えば、非特許文献1参照。)。このTi(C,N)基サーメットの断面組織を電子顕微鏡で観察すると、Ti(C,N)の芯部および(Ti,W,Mo,Ta)(C,N)等の複炭窒化物の周辺部からなる有芯構造の硬質相と結合相とから構成されていることが分かる。
従来のTi(C,N)基サーメットは、Ti(C,N)、WC、Mo2Cなどの硬質相形成粉末と、Ni、Coなどの結合相形成粉末とを混合し、成形し、焼結して製造することができる。従来のTi(C,N)基サーメットの硬質相の有芯構造は、焼結時に硬質相形成粉末と結合相形成粉末との融液の生成温度が異なることで生じる。例えば、融液の生成温度が低いMo2CはTi(C,N)よりも低温で液相になる。そのため、昇温工程、焼結工程および冷却工程を経る中で、硬質相形成粉末の液相への溶解、硬質相成分の再析出により、Ti(C,N)の周りに(Ti,Mo)(C,N)が再析出して有芯構造ができる。上記のメカニズムとは別に、Ti(C,N)とWC、Mo2Cとを溶解した場合でも二つの相に分解する組成領域がある。いずれのメカニズムにしても、硬質相は不均一な組成になる。
従来のTi(C,N)基サーメットでは、このように、原料粉末の溶融温度が異なるために、焼結時に液相が成形体の内部で不均一に生成し、焼結性を低下させるという問題があり、加えて液相生成量が最大になるまでに時間がかかるという問題がある。また不均一な液相の生成は、局所的な硬質相粒子の再配列や粒成長によって硬質相粒子の接着割合が増加して、サーメットの破壊靭性を低下させるという問題がある。
一方で、原料粉末として、Ti(C,N)、WC、Mo2Cなどの1種類の金属元素を含む炭化物、窒化物、炭窒化物を用いるのではなく、(Ti,W)(C,N)などの2種類以上の金属元素を含む複炭窒化物を用いる方法がある。複炭窒化物を用いる焼結硬質合金の従来技術としては、全体組成(Ti0.82Mo0.87)(C0.87N0.13)0.92を有する炭窒化合金を用いた炭窒化合金焼結体がある(例えば、特許文献1、第8頁右欄第35行~第9頁左欄第5行を参照。)。しかしながら、この炭窒化合金焼結体は、原料となる固溶体粉末を不活性雰囲気中で合成する必要があるため、固溶体粉末の窒素量を高くすることができない。そのため、窒素量の少ない固溶体粉末を用いた炭窒化合金焼結体は、窒素量が少ないので、切削性能が低いという問題がある。
また、硬質粉末の従来技術としては、100nm以下のナノサイズを有する周期表IV、VおよびVI族の金属からTiを含んで選ばれる少なくとも2種の金属成分の炭化物、炭窒化物またはこれらの混合物を含む固溶体粉末がある(例えば、特許文献2、第13頁第31~33行を参照。)。しかしながら、この固溶体粉末は、TiO2、WO3等の酸化物を混合して、1300℃にて、H2、CH4、CO/CO2雰囲気で還元処理して得られるため、粉末の粒径が100nm以下のナノサイズになる。この固溶体粉末を用いたサーメットは、硬質相の粒径が小さくなるので破壊靱性が低いという問題がある。
鈴木壽編著「超硬合金と焼結硬質材料」p329,図2.34(1986年)
特公昭56-51201号公報
特開2006-299396号公報
本発明は、上記の問題を解決するためになされたものであり、焼結硬質合金、セラミックス、cBN焼結体の原料粉末として用いることができる硬質粉末、硬質粉末の製造方法および硬質粉末を用いた焼結硬質合金を提供することを目的とする。
本発明者らは、2種類以上の金属元素を含む炭窒化物粉末の高窒素化と粗粒化を目的として研究を行った結果、WC、Mo2C、TaC、ZrC、NbCの各粉末を混合し、圧力:0.5~100気圧の窒素雰囲気中にて2000℃以上の温度で熱処理すると、2種類以上の金属元素を含む均一な組成の固溶体からなる複炭窒化物を製造することができた。さらに、この複炭窒化物の粉末と結合相形成粉末とを混合して成形し、さらに焼結すると、均一な組織を持つ焼結硬質合金が得られることが分かった。
本発明の第1の態様は、(Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]で表される複炭窒化物固溶体を90体積%以上含む硬質粉末である。
本発明の硬質粉末において、TiとMとの合計に対するMの原子比xは、0.05≦x≦0.5である。xが0.05以上であると、十分な靱性を付与することができ、またxが0.5以下であると、十分な硬さが得られる。また、CとNとの合計に対するNの原子比yは、0.01≦y≦0.75である。yが0.01以上であると、焼結硬質合金にしたときの粒成長抑制効果が十分に得られ、yが0.75以下であると、焼結硬質合金にしたときの焼結性が低下することがない。中でも、原子比yは、0.15≦y≦0.75であるとより好ましく、0.25≦y≦0.75であるとさらに好ましく、0.4≦y≦0.75であると特に好ましい。
本発明の硬質粉末は、複炭窒化物固溶体を90体積%以上含むため、本発明の硬質粉末を、Co、Niなどの結合相形成成分とともに焼結すると、液相が1段階で生成するため焼結性が向上し、低温で焼結するという効果が得られる。さらに、得られた焼結硬質合金は均一な組織を有するため破壊靱性が高いという効果が得られる。なお、本発明の硬質粉末は、複炭窒化物固溶体だけで構成されてもよいが、複炭窒化物固溶体以外に、TiC、TiN、Ti(C,N)などのTiリッチ相と、WC、Mo2C、NbC、ZrC、TaC、NbN、ZrN、TaNまたはこれらの相互固溶体などのM元素リッチ相とを、合計して10体積%以下含んでもよい。
本発明の硬質粉末は、平均粒径が0.5~7μmであると好ましい。平均粒径が0.5μm以上であると焼結硬質合金の破壊靱性が確保でき、平均粒径が7μm以下であると焼結硬質合金の強度が確保できる。なお、平均粒径はフィッシャー法で測定した。
さらに、本発明の硬質粉末に含まれる複炭窒化物固溶体は均一な組成を有する。ここで、均一な組成とは、複炭窒化物固溶体に含まれる金属元素がそれぞれの平均組成からプラスマイナス5原子%以内の範囲にあることを意味する。例えば、本発明の硬質粉末に含まれる複炭窒化物固溶体粒子のW量を測定し、複炭窒化物固溶体全体のW量の平均値を求めたとき、一つ一つの複炭窒化物固溶体粒子のW量は、W量の平均値からプラスマイナス5原子%以内の範囲にある。本発明の硬質粉末に含まれる複炭窒化物固溶体は、このような均一な組成を持つため、この複炭窒化物固溶体を用いた焼結硬質合金は焼結性に優れ、低温から緻密化しやすいという効果が得られる。
本発明の硬質粉末は、均一な組成を有し、耐摩耗性に優れるため、焼結硬質合金、セラミックス、cBN焼結体の原料粉末として用いると好ましい。本発明の硬質粉末を用いた焼結硬質合金、セラミックス、cBN焼結体は、品質が安定して突発的な欠損を生じにくいという効果を奏する。特に、本発明の硬質粉末を焼結硬質合金の原料粉末として用いると、昇温中に焼結硬質合金の結合相形成粉末が一段階で液相を生じるため、低温で緻密化しやすく、焼結性に優れた焼結硬質合金が得られるという効果を奏する。
本発明の第2の態様は、(1)TiとMとCとNを含有する粉末を混合して、(Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]を満たす混合粉末を得る工程、(2)混合粉末を、圧力:0.5~100気圧の窒素雰囲気中にて2000~2400℃で熱処理する工程、および(3)熱処理して得られた塊状物を粉砕して粒度を調整する工程を含む、上記組成で表される複炭窒化物固溶体を90体積%以上含む硬質粉末の製造方法である。
具体的には、TiC、TiN、Ti(C,N)などのTiを含む炭化物、窒化物、炭窒化物の粉末と、WC、Mo2C、NbC、ZrC、TaC、NbN、ZrN、TaNなどのW、Mo、Nb、Zr、Taを含む炭化物、窒化物、炭窒化物の粉末とを上記した所定の配合組成にしてボールミルで混合した後、得られた混合粉末を圧力:0.5~100気圧の窒素雰囲気中で2000℃以上、より好ましくは2100℃以上、特に好ましくは2200℃以上で熱処理する。熱処理の雰囲気は、窒素雰囲気とすることで、複炭窒化物固溶体の高窒素化を実現できる。熱処理時の窒素雰囲気の圧力は、0.5~100気圧である。圧力が0.5気圧以上であると、複炭窒化物が分解して窒素量が減少することがなく、圧力が100気圧以下であると複炭窒化物の分解を抑制する効果の向上が認められ、製造コストを上昇させることもないからである。窒素雰囲気の圧力は1~50気圧がより好ましい。熱処理温度は、2000℃以上、より好ましくは2100℃以上であると均一な組成の複炭窒化物固溶体を得ることができる。しかしながら、熱処理温度が、2400℃を超えると、複炭窒化物固溶体の構成元素の揮発が顕著となるとともに、強固に焼結して粉砕が困難となる。そのため、熱処理温度は、2000~2400℃であることが好ましく、2100~2300℃がさらに好ましい。冷却後、得られた複炭窒化物の塊状物を、例えばボールミルを用いて粉砕した後、篩分けすることで本発明の硬質粉末を得ることができる。
本発明の第3の態様は、(Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]で表される複炭窒化物固溶体からなる複炭窒化物を硬質相全体に対して90体積%以上含む硬質相と、結合相とで構成された焼結硬質合金である。
本発明の焼結硬質合金の硬質相は、複炭窒化物固溶体だけで構成されてもよいが、複炭窒化物固溶体以外に、TiC、TiN、Ti(C,N)などのTiリッチ相と、WC、Mo2C、NbC、ZrC、TaC、NbN、ZrN、TaNまたはこれらの相互固溶体などのM元素リッチ相とを、合計して硬質相全体に対して10体積%以下含んでもよい。
具体的には、本発明の硬質粉末と、Co、Niなどの結合相形成粉末とをボールミルで混合し、得られた混合粉末を金型に入れて成形し、得られた成形体を真空中又は不活性ガス雰囲気中で、1300~1600℃の焼結温度で焼結すると本発明の焼結硬質合金を得ることができる。焼結硬質合金の硬質相を70体積%以上、結合相を30体積%以下にすると、耐摩耗性が向上し、焼結硬質合金の硬質相を90体積%以下、結合相が10体積%以上にすると、耐欠損性が低下することがない。したがって、本発明の焼結硬質合金は、硬質相:70~90体積%と、結合相:10~30体積%とで構成されることがより好ましい。
本発明の硬質粉末を使用することで焼結硬質合金の焼結性を向上させることができる。本発明の硬質粉末を使用した焼結硬質合金は、破壊靭性が高く耐欠損性に優れるので、切削工具や耐摩耗工具に適用すると、これらの生産性を向上することができるとともに、耐摩耗性や耐久性が飛躍的に改善することができる。
実施例1
[発明品1]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、WC粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、WC:10モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品1とした。発明品1の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体:97.6体積%、Tiリッチ相:2.4体積%であった。個々の(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量の平均値からの差はプラスマイナス5原子%以内であった。
[発明品1]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、WC粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、WC:10モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品1とした。発明品1の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体:97.6体積%、Tiリッチ相:2.4体積%であった。個々の(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量の平均値からの差はプラスマイナス5原子%以内であった。
[発明品2]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、C粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品2とした。発明品2の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体のみが観察された。個々の(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量,Mo量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量,Mo量の平均値からの差はプラスマイナス5原子%以内であった。
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、C粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品2とした。発明品2の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体のみが観察された。個々の(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量,Mo量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量,Mo量の平均値からの差はプラスマイナス5原子%以内であった。
[発明品3]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、ZrC粉末、C粉末を用意し、TiC:8.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、ZrC:10モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品3とした。発明品3の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体と、MoZrリッチ相(金属元素の合計に対してMoとZrの合計を30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)固溶体:98.5体積%、MoZrリッチ相:1.5体積%であった。個々の(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Zr量を、EDS付き電子顕微鏡で測定したところ、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Zr量の平均値からの差はプラスマイナス5原子%以内であった。
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、ZrC粉末、C粉末を用意し、TiC:8.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、ZrC:10モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品3とした。発明品3の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体と、MoZrリッチ相(金属元素の合計に対してMoとZrの合計を30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)固溶体:98.5体積%、MoZrリッチ相:1.5体積%であった。個々の(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Zr量を、EDS付き電子顕微鏡で測定したところ、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Zr量の平均値からの差はプラスマイナス5原子%以内であった。
[発明品4]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、NbC粉末、C粉末を用意し、TiC:8.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、NbC:10モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品4とした。発明品4の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体と、MoNbリッチ相(金属元素の合計に対してMoとNbの合計を30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)固溶体:96.7体積%、MoNbリッチ相:3.3体積%であった。個々の(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Nb量を、EDS付き電子顕微鏡で測定したところ、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Nb量の平均値からの差はプラスマイナス5原子%以内であった。
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、NbC粉末、C粉末を用意し、TiC:8.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、NbC:10モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて2200℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを発明品4とした。発明品4の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体と、MoNbリッチ相(金属元素の合計に対してMoとNbの合計を30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)固溶体:96.7体積%、MoNbリッチ相:3.3体積%であった。個々の(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Nb量を、EDS付き電子顕微鏡で測定したところ、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量、Nb量の平均値からの差はプラスマイナス5原子%以内であった。
[比較品1]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、WC粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、WC:10モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて1900℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを比較品1とした。比較品1の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Wリッチ相(金属元素の合計に対してWを30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体:71.2体積%、Tiリッチ相:23.8体積%、Wリッチ相:5.0体積%であった。個々の(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量の平均値からの差は最大プラスマイナス50原子%であった。
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、WC粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、WC:10モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて1900℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを比較品1とした。比較品1の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Wリッチ相(金属元素の合計に対してWを30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体:71.2体積%、Tiリッチ相:23.8体積%、Wリッチ相:5.0体積%であった。個々の(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,W0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、W量の平均値からの差は最大プラスマイナス50原子%であった。
[比較品2]
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、C粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて1900℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを比較品2とした。比較品2の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Moリッチ相(金属元素の合計に対してMoを30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体:88.8体積%、Tiリッチ相:10.3体積%、Moリッチ相:0.9体積%であった。個々の(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量の平均値からの差は最大プラスマイナス30原子%であった。
原料粉末として、市販のTiC粉末、Ti(C0.3,N0.7)粉末、Mo2C粉末、C粉末を用意し、TiC:18.6モル%、Ti(C0.3,N0.7):71.4モル%、Mo2C:5モル%、C:5モル%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を圧力:1気圧の窒素雰囲気中にて1900℃で2時間の熱処理を行った。冷却後、得られた複炭窒化物の塊状物をボールミルを用いて粉砕して篩分けして平均粒径1.5μmの硬質粉末を得た。これを比較品2とした。比較品2の硬質粉末をEDS付き電子顕微鏡で分析したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Moリッチ相(金属元素の合計に対してMoを30原子%以上含有する相)が観察された。硬質粉末に含まれる各相の含有量は、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体:88.8体積%、Tiリッチ相:10.3体積%、Moリッチ相:0.9体積%であった。個々の(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量を、EDS付き電子顕微鏡で測定したところ、(Ti0.9,Mo0.1)(C0.5,N0.5) 固溶体粒子におけるTi量、Mo量の平均値からの差は最大プラスマイナス30原子%であった。
実施例2
[発明品5]
市販のNi粉末を用意し、発明品1の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,W0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品5とした。発明品5の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.9,W0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
[発明品5]
市販のNi粉末を用意し、発明品1の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,W0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品5とした。発明品5の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.9,W0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
[発明品6]
市販のNi粉末を用意し、発明品2の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,Mo0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品6とした。発明品6の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.9,Mo0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
市販のNi粉末を用意し、発明品2の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,Mo0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品6とした。発明品6の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.9,Mo0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
[発明品7]
市販のNi粉末を用意し、発明品3の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品7とした。発明品7の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
市販のNi粉末を用意し、発明品3の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品7とした。発明品7の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.8,Mo0.1,Zr0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
[発明品8]
市販のNi粉末を用意し、発明品4の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品8とした。発明品8の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
市販のNi粉末を用意し、発明品4の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを発明品8とした。発明品8の焼結硬質合金の断面組織を電子顕微鏡で観察したが、有芯構造の硬質相は観察されず、(Ti0.8,Mo0.1,Nb0.1)(C0.5,N0.5)固溶体の硬質相と結合相とで構成されていた。
[比較品3]
原料粉末として、市販のTi(C0.5,N0.5)粉末、WC粉末、Ni粉末を用意して、Ti(C0.5,N0.5):74.8体積%、WC:8.8体積%、Ni:16.4体積%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を成形した後、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%[90モル%Ti(C0.5,N0.5)-10モル%WC]硬質相-16.4体積%Niの焼結硬質合金を得た。これを比較品3とした。比較品3の焼結硬質合金の断面組織を電子顕微鏡で観察したが、硬質相のほとんどが有芯構造であった。すなわち、比較品3は、有芯構造の硬質相と結合相とで構成されていた。
原料粉末として、市販のTi(C0.5,N0.5)粉末、WC粉末、Ni粉末を用意して、Ti(C0.5,N0.5):74.8体積%、WC:8.8体積%、Ni:16.4体積%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を成形した後、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%[90モル%Ti(C0.5,N0.5)-10モル%WC]硬質相-16.4体積%Niの焼結硬質合金を得た。これを比較品3とした。比較品3の焼結硬質合金の断面組織を電子顕微鏡で観察したが、硬質相のほとんどが有芯構造であった。すなわち、比較品3は、有芯構造の硬質相と結合相とで構成されていた。
[比較品4]
原料粉末として、市販のTi(C0.5,N0.5)粉末、Mo2C粉末、Ni粉末を用意して、Ti(C0.5,N0.5):74.0体積%、Mo2C:7.8体積%、C粉末:1.8体積%、Ni:16.4体積%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を成形した後、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%[90モル%Ti(C0.5,N0.5)-10モル%Mo2C]硬質相-16.4体積%Niの焼結硬質合金を得た。これを比較品2とした。比較品2の焼結硬質合金の断面組織を電子顕微鏡で観察したが、硬質相の一部が有芯構造であった。すなわち、比較品4は、一部が有芯構造の硬質相と結合相とで構成されていた。
原料粉末として、市販のTi(C0.5,N0.5)粉末、Mo2C粉末、Ni粉末を用意して、Ti(C0.5,N0.5):74.0体積%、Mo2C:7.8体積%、C粉末:1.8体積%、Ni:16.4体積%となるように配合した。配合した原料粉末をボールミルで混合し、得られた混合粉末を成形した後、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%[90モル%Ti(C0.5,N0.5)-10モル%Mo2C]硬質相-16.4体積%Niの焼結硬質合金を得た。これを比較品2とした。比較品2の焼結硬質合金の断面組織を電子顕微鏡で観察したが、硬質相の一部が有芯構造であった。すなわち、比較品4は、一部が有芯構造の硬質相と結合相とで構成されていた。
[比較品5]
市販のNi粉末を用意し、比較品1の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,W0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを比較品5とした。比較品5の焼結硬質合金の断面組織を電子顕微鏡で観察したが、(Ti0.9,W0.1)(C0.5,N0.5)固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Wリッチ相(金属元素の合計に対してWを30原子%以上含有する相)の硬質相と結合相とで構成されていた。
市販のNi粉末を用意し、比較品1の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,W0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを比較品5とした。比較品5の焼結硬質合金の断面組織を電子顕微鏡で観察したが、(Ti0.9,W0.1)(C0.5,N0.5)固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Wリッチ相(金属元素の合計に対してWを30原子%以上含有する相)の硬質相と結合相とで構成されていた。
[比較品6]
市販のNi粉末を用意し、比較品2の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,Mo0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを比較品6とした。比較品6の焼結硬質合金の断面組織を電子顕微鏡で観察したが、(Ti0.9,Mo0.1)(C0.5,N0.5)固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Moリッチ相(金属元素の合計に対してMoを30原子%以上含有する相)の硬質相と結合相とで構成されていた。
市販のNi粉末を用意し、比較品2の硬質粉末:83.6体積%、Ni粉末:16.4体積%となるように配合して、ボールミルで混合し、得られた混合粉末を成形し、得られた成形体を真空中で焼結温度:1500℃、焼結時間:1時間にて焼結し、組成が、83.6体積%(Ti0.9,Mo0.1)(C0.5,N0.5)-16.4体積%Niの焼結硬質合金を得た。これを比較品6とした。比較品6の焼結硬質合金の断面組織を電子顕微鏡で観察したが、(Ti0.9,Mo0.1)(C0.5,N0.5)固溶体、Tiリッチ相(TiC、Ti(C0.3,N0.7))、Moリッチ相(金属元素の合計に対してMoを30原子%以上含有する相)の硬質相と結合相とで構成されていた。
このようにして製造した発明品5~8および比較品3~6の焼結硬質合金について、断面組織を観察して断面組織全体に対するTi(C,N)の芯部の面積率(面積%)を測定するとともに、印加荷重30kgfのビッカース硬さHv、破壊靱性KIC(MPam1/2)を測定した。それらの結果は表1に示した。

発明品5~8にはTi(C,N)の芯部が存在しないことが分かる。また、硬さは、比較品3~6と発明品5~8とはほぼ同等であるが、破壊靱性は、比較品3~6に対して発明品5~8は明らかに向上していることが分かる。これは、発明品5~8の組織が均一となったので硬質相同士の接着度が減少し、発明品5~8の破壊靱性が向上したためと考えられる。
実施例3
発明品1と比較品3の密度に及ぼす焼結温度の影響を図4に示した。比較品3に比べて発明品1は緻密化が低温、すなわち早く起こり、焼結性が向上していることがわかる。焼結性が向上した要因としては、比較品3では、昇温中に、ある温度でWCとNiの融液が生成し、別の温度でTi(C0.5,N0.5)とNiの融液が生成するように、液相が2段階で生成するのに対し、発明品1では(Ti0.9,W0.1)(C0.5,N0.5) 固溶体とNiの融液が1段階で生成するため、多くの液相が一度に生成することが挙げられる。
発明品1と比較品3の密度に及ぼす焼結温度の影響を図4に示した。比較品3に比べて発明品1は緻密化が低温、すなわち早く起こり、焼結性が向上していることがわかる。焼結性が向上した要因としては、比較品3では、昇温中に、ある温度でWCとNiの融液が生成し、別の温度でTi(C0.5,N0.5)とNiの融液が生成するように、液相が2段階で生成するのに対し、発明品1では(Ti0.9,W0.1)(C0.5,N0.5) 固溶体とNiの融液が1段階で生成するため、多くの液相が一度に生成することが挙げられる。
Claims (5)
- (Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]で表される複炭窒化物固溶体を90体積%以上含む硬質粉末。
- 硬質粉末の平均粒径が0.5~7μmである、請求項1に記載の硬質粉末。
- (1)TiとMとCとNを含有する粉末を混合して、(Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]を満たす混合粉末を得る工程、
(2)混合粉末を、圧力:0.5~100気圧の窒素雰囲気中にて2000~2400℃で熱処理する工程、および
(3)熱処理して得られた塊状物を粉砕する工程
を含み、(Ti1-x,Mx)(C1-y,Ny)[ただし、M、xおよびyは上記で定義したとおりである。]で表される複炭窒化物固溶体を90体積%以上含む硬質粉末の製造方法。 - (Ti1-x,Mx)(C1-y,Ny)[ただし、Mは、W、Mo、Nb、ZrおよびTaからなる群から選択される少なくとも1種の元素を表し、xはTiとMとの合計に対するMの原子比を示し、yはCとNとの合計に対するNの原子比を示し、x、yはそれぞれ、0.05≦x≦0.5、0.01≦y≦0.75である。]で表される複炭窒化物固溶体を硬質相全体に対して90体積%以上含む硬質相および結合相から構成された焼結硬質合金。
- 硬質相:70~90体積%と、結合相:10~30体積%とで構成された、請求項4に記載の焼結硬質合金。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/054,466 US20110117368A1 (en) | 2008-07-16 | 2009-07-15 | Hard Powder, Process for Preparing Hard Powder and Sintered Hard Alloy |
| JP2010520875A JP5302965B2 (ja) | 2008-07-16 | 2009-07-15 | 硬質粉末、硬質粉末の製造方法および焼結硬質合金 |
| EP09797929A EP2316790A4 (en) | 2008-07-16 | 2009-07-15 | HARD POWDER, METHOD FOR MANUFACTURING HARD POWDER AND SINTERED ALLOY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185433 | 2008-07-16 | ||
| JP2008-185433 | 2008-07-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010008004A1 true WO2010008004A1 (ja) | 2010-01-21 |
Family
ID=41550406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/062774 WO2010008004A1 (ja) | 2008-07-16 | 2009-07-15 | 硬質粉末、硬質粉末の製造方法および焼結硬質合金 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20110117368A1 (ja) |
| EP (1) | EP2316790A4 (ja) |
| JP (1) | JP5302965B2 (ja) |
| WO (1) | WO2010008004A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012096971A (ja) * | 2010-11-04 | 2012-05-24 | Japan Fine Ceramics Center | 超微粒かつ均質なチタン系炭窒化物固溶体粉末の製造方法 |
| WO2012147737A1 (ja) * | 2011-04-26 | 2012-11-01 | 日本タングステン株式会社 | 炭化タングステン基焼結体およびそれを用いた耐摩耗部材 |
| CN103345218A (zh) * | 2013-06-25 | 2013-10-09 | 河南省高远公路养护技术有限公司 | 基于gprs的沥青路面结构层温度监测装置及其控制方法 |
| WO2014061358A1 (ja) * | 2012-10-15 | 2014-04-24 | 日本タングステン株式会社 | セラミックス材料およびそれを用いた耐摩耗部材 |
| WO2017077884A1 (ja) * | 2015-11-02 | 2017-05-11 | 住友電気工業株式会社 | 硬質合金および切削工具 |
| KR20180063208A (ko) | 2015-11-02 | 2018-06-11 | 스미토모덴키고교가부시키가이샤 | 복합 탄질화물 분말 및 그 제조 방법 |
| WO2019220533A1 (ja) | 2018-05-15 | 2019-11-21 | 住友電気工業株式会社 | サーメット、それを含む切削工具およびサーメットの製造方法 |
| CN113968741A (zh) * | 2021-05-21 | 2022-01-25 | 北京航空航天大学 | 具有硫催化功能的含氮高熵MXene、隔膜复合材料及电池 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5559575B2 (ja) | 2009-03-10 | 2014-07-23 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| WO2010150335A1 (ja) | 2009-06-22 | 2010-12-29 | 株式会社タンガロイ | 被覆立方晶窒化硼素焼結体工具 |
| EP2559504B1 (en) | 2010-04-16 | 2019-08-21 | Tungaloy Corporation | Coated sintered cbn |
| WO2012005275A1 (ja) | 2010-07-06 | 2012-01-12 | 株式会社タンガロイ | 被覆cBN焼結体工具 |
| GB202003650D0 (en) * | 2020-03-13 | 2020-04-29 | Johnson Matthey Fuel Cells Ltd | Catalyst support |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5651201B2 (ja) | 1973-06-18 | 1981-12-03 | ||
| JPS61227910A (ja) * | 1985-04-01 | 1986-10-11 | Sumitomo Electric Ind Ltd | チタン・モリブデン複合炭窒化物粉末の製造法 |
| JPS62265107A (ja) * | 1985-10-14 | 1987-11-18 | Sumitomo Electric Ind Ltd | 硬質合金用複炭窒化物の製造法 |
| JP2006111947A (ja) * | 2004-10-18 | 2006-04-27 | Tungaloy Corp | 超微粒子サーメット |
| JP2006299396A (ja) | 2005-04-19 | 2006-11-02 | Seoul National Univ Industry Foundation | 固溶体粉末、この固溶体粉末の製造方法、この固溶体粉末を用いるセラミック、このセラミックの製造方法、この固溶体粉末を含むサーメット粉末、このサーメット粉末の製造方法、このサーメット粉末を用いるサーメット、及びこのサーメットの製造方法。 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0617531B2 (ja) * | 1986-02-20 | 1994-03-09 | 日立金属株式会社 | 強靭性サ−メツト |
| SE467257B (sv) * | 1989-06-26 | 1992-06-22 | Sandvik Ab | Sintrad titanbaserad karbonitridlegering med duplexa strukturer |
| US6057046A (en) * | 1994-05-19 | 2000-05-02 | Sumitomo Electric Industries, Ltd. | Nitrogen-containing sintered alloy containing a hard phase |
| US5882777A (en) * | 1994-08-01 | 1999-03-16 | Sumitomo Electric Industries, Ltd. | Super hard composite material for tools |
| JP3866305B2 (ja) * | 1994-10-27 | 2007-01-10 | 住友電工ハードメタル株式会社 | 工具用複合高硬度材料 |
| SE517474C2 (sv) * | 1996-10-11 | 2002-06-11 | Sandvik Ab | Sätt att tillverka hårdmetall med bindefasanrikad ytzon |
| DE19704242C1 (de) * | 1997-02-05 | 1998-08-27 | Starck H C Gmbh Co Kg | Carbonitrid-Pulver, Verfahren zu ihrer Herstellung sowie deren Verwendung |
| US5939651A (en) * | 1997-04-17 | 1999-08-17 | Sumitomo Electric Industries, Ltd. | Titanium-based alloy |
| ATE343659T1 (de) * | 2000-12-28 | 2006-11-15 | Kobe Steel Ltd | Hartstoffschicht für schneidwerkzeuge |
| US6814775B2 (en) * | 2002-06-26 | 2004-11-09 | Diamond Innovations, Inc. | Sintered compact for use in machining chemically reactive materials |
| WO2006070509A1 (ja) * | 2004-12-28 | 2006-07-06 | Sumitomo Electric Hardmetal Corp. | 表面被覆切削工具および表面被覆切削工具の製造方法 |
| US7348074B2 (en) * | 2005-04-01 | 2008-03-25 | Oc Oerlikon Balzers Ag | Multilayer hard coating for tools |
| US7537822B2 (en) * | 2005-05-26 | 2009-05-26 | Hitachi Tool Engineering, Ltd. | Hard-coated member |
| US8007561B2 (en) * | 2005-06-14 | 2011-08-30 | Ngk Spark Plug Co., Ltd. | Cermet insert and cutting tool |
| US7758976B2 (en) * | 2005-10-04 | 2010-07-20 | Sumitomo Electric Hardmetal Corp. | cBN sintered body for high surface integrity machining and cBN sintered body cutting tool |
| US8419814B2 (en) * | 2006-03-29 | 2013-04-16 | Antionette Can | Polycrystalline abrasive compacts |
| JP5559575B2 (ja) * | 2009-03-10 | 2014-07-23 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| WO2011002008A1 (ja) * | 2009-06-30 | 2011-01-06 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
-
2009
- 2009-07-15 WO PCT/JP2009/062774 patent/WO2010008004A1/ja active Application Filing
- 2009-07-15 US US13/054,466 patent/US20110117368A1/en not_active Abandoned
- 2009-07-15 EP EP09797929A patent/EP2316790A4/en not_active Withdrawn
- 2009-07-15 JP JP2010520875A patent/JP5302965B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5651201B2 (ja) | 1973-06-18 | 1981-12-03 | ||
| JPS61227910A (ja) * | 1985-04-01 | 1986-10-11 | Sumitomo Electric Ind Ltd | チタン・モリブデン複合炭窒化物粉末の製造法 |
| JPS62265107A (ja) * | 1985-10-14 | 1987-11-18 | Sumitomo Electric Ind Ltd | 硬質合金用複炭窒化物の製造法 |
| JP2006111947A (ja) * | 2004-10-18 | 2006-04-27 | Tungaloy Corp | 超微粒子サーメット |
| JP2006299396A (ja) | 2005-04-19 | 2006-11-02 | Seoul National Univ Industry Foundation | 固溶体粉末、この固溶体粉末の製造方法、この固溶体粉末を用いるセラミック、このセラミックの製造方法、この固溶体粉末を含むサーメット粉末、このサーメット粉末の製造方法、このサーメット粉末を用いるサーメット、及びこのサーメットの製造方法。 |
Non-Patent Citations (2)
| Title |
|---|
| "Hard alloy and sintered hard material", 1986, pages: 329 |
| See also references of EP2316790A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012096971A (ja) * | 2010-11-04 | 2012-05-24 | Japan Fine Ceramics Center | 超微粒かつ均質なチタン系炭窒化物固溶体粉末の製造方法 |
| WO2012147737A1 (ja) * | 2011-04-26 | 2012-11-01 | 日本タングステン株式会社 | 炭化タングステン基焼結体およびそれを用いた耐摩耗部材 |
| WO2014061358A1 (ja) * | 2012-10-15 | 2014-04-24 | 日本タングステン株式会社 | セラミックス材料およびそれを用いた耐摩耗部材 |
| CN103345218A (zh) * | 2013-06-25 | 2013-10-09 | 河南省高远公路养护技术有限公司 | 基于gprs的沥青路面结构层温度监测装置及其控制方法 |
| WO2017077884A1 (ja) * | 2015-11-02 | 2017-05-11 | 住友電気工業株式会社 | 硬質合金および切削工具 |
| KR20170119718A (ko) | 2015-11-02 | 2017-10-27 | 스미토모덴키고교가부시키가이샤 | 경질 합금 및 절삭 공구 |
| KR20180063208A (ko) | 2015-11-02 | 2018-06-11 | 스미토모덴키고교가부시키가이샤 | 복합 탄질화물 분말 및 그 제조 방법 |
| KR102094091B1 (ko) * | 2015-11-02 | 2020-03-26 | 스미토모덴키고교가부시키가이샤 | 복합 탄질화물 분말 및 그 제조 방법 |
| US10603721B2 (en) | 2015-11-02 | 2020-03-31 | Sumitomo Electric Industries, Ltd. | Hard alloy and cutting tool |
| US10858252B2 (en) | 2015-11-02 | 2020-12-08 | Sumitomo Electric Industries, Ltd. | Complex carbonitride powder and method for producing same |
| WO2019220533A1 (ja) | 2018-05-15 | 2019-11-21 | 住友電気工業株式会社 | サーメット、それを含む切削工具およびサーメットの製造方法 |
| CN113968741A (zh) * | 2021-05-21 | 2022-01-25 | 北京航空航天大学 | 具有硫催化功能的含氮高熵MXene、隔膜复合材料及电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5302965B2 (ja) | 2013-10-02 |
| EP2316790A4 (en) | 2012-08-22 |
| EP2316790A1 (en) | 2011-05-04 |
| US20110117368A1 (en) | 2011-05-19 |
| JPWO2010008004A1 (ja) | 2012-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5302965B2 (ja) | 硬質粉末、硬質粉末の製造方法および焼結硬質合金 | |
| JP4403286B2 (ja) | 超硬合金工具材料、およびその製造方法 | |
| JP3717525B2 (ja) | 硬質焼結合金 | |
| CN109487141B (zh) | 一种板状碳化物固溶体增韧混晶Ti(C,N)基金属陶瓷的制备方法 | |
| JPH05209247A (ja) | サーメット合金及びその製造方法 | |
| JP6227517B2 (ja) | 超硬合金 | |
| WO2013089177A1 (ja) | 耐熱合金およびその製造方法 | |
| JP7272353B2 (ja) | 超硬合金、切削工具および超硬合金の製造方法 | |
| JPH05271842A (ja) | サーメット合金及びその製造方法 | |
| JPH0219441A (ja) | 複硼化物基焼結体及びその製造方法 | |
| JP4149623B2 (ja) | 複硼化物系硬質焼結合金及びその合金を用いた樹脂加工機械用スクリュー | |
| US8303681B2 (en) | Mixed powder and sintered body, mixed cermet powder and cermet, and fabrication methods thereof | |
| JP2004142993A (ja) | 六方晶複合炭化物およびその製造方法 | |
| JP4351453B2 (ja) | 超硬合金およびそれを用いたドリル | |
| JPS6059195B2 (ja) | すぐれた耐摩耗性と靭性を有する硬質焼結材料の製造法 | |
| JP3102167B2 (ja) | 炭化タングステン基超硬合金製造用微細複合炭化物粉末の製造法 | |
| JPH0598384A (ja) | 高強度および高硬度を有する炭化タングステン基超硬合金 | |
| JP3341776B2 (ja) | 超硬質合金 | |
| JP6805454B2 (ja) | 超硬合金及びその製造方法、並びに超硬工具 | |
| JPH05147916A (ja) | 微細なタングステン系炭化物粉末の製造法 | |
| JP2002060802A (ja) | 硬質材料用炭窒化チタン粉末とその製造方法 | |
| JP2502322B2 (ja) | 高靭性サ―メット | |
| JPH10140204A (ja) | 高強度を有する耐熱性炭化タングステン基超硬合金の製造方法 | |
| JP3045199B2 (ja) | 高硬度超硬合金の製造法 | |
| JP7429432B2 (ja) | 加圧焼結体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09797929 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010520875 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13054466 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009797929 Country of ref document: EP |