WO2019220533A1 - サーメット、それを含む切削工具およびサーメットの製造方法 - Google Patents
サーメット、それを含む切削工具およびサーメットの製造方法 Download PDFInfo
- Publication number
- WO2019220533A1 WO2019220533A1 PCT/JP2018/018741 JP2018018741W WO2019220533A1 WO 2019220533 A1 WO2019220533 A1 WO 2019220533A1 JP 2018018741 W JP2018018741 W JP 2018018741W WO 2019220533 A1 WO2019220533 A1 WO 2019220533A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cermet
- powder
- sample
- less
- obtaining
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/04—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/051—Making hard metals based on borides, carbides, nitrides, oxides or silicides; Preparation of the powder mixture used as the starting material therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B21/00—Nitrogen; Compounds thereof
- C01B21/082—Compounds containing nitrogen and non-metals and optionally metals
- C01B21/0828—Carbonitrides or oxycarbonitrides of metals, boron or silicon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/58007—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/58007—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides
- C04B35/58014—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on titanium nitrides, e.g. TiAlON
- C04B35/58021—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on refractory metal nitrides based on titanium nitrides, e.g. TiAlON based on titanium carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
- C04B35/6262—Milling of calcined, sintered clinker or ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3239—Vanadium oxides, vanadates or oxide forming salts thereof, e.g. magnesium vanadate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3241—Chromium oxides, chromates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3251—Niobium oxides, niobates, tantalum oxides, tantalates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3256—Molybdenum oxides, molybdates or oxide forming salts thereof, e.g. cadmium molybdate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3258—Tungsten oxides, tungstates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
Definitions
- the present invention relates to a cermet, a cutting tool including the same, and a method for manufacturing the cermet.
- Patent Document 2 includes a first hard phase composed of a double carbonitride solid solution represented by (Ti 1-xy L x Mo y ) (C 1-z N z ) and , A cermet composed of a second hard phase composed of WC and a binder phase mainly composed of either one or both of Co and Ni.
- the cermet which concerns on 1 aspect of this indication is a cermet containing the hard phase containing the carbonitride containing Ti and Nb, and the metal binder phase containing an iron group element, Comprising:
- the said hard phase is a granular core part.
- a peripheral part covering at least a part of the core part, the core part including a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z , , 0 or more and 0.05 or less, and Z is 0.3 or more and 0.6 or less, and the peripheral portion has a composition having a higher W content than the core portion.
- the cutting tool which concerns on 1 aspect of this indication contains the said cermet.
- the method for producing a cermet according to an aspect of the present disclosure includes a step of obtaining a first powder composed of a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z , the first powder, W A step of obtaining a mixed powder by mixing a second powder containing iron and a third powder containing an iron group element, a step of obtaining a molded body by pressure molding the mixed powder, and sintering the molded body
- a cermet manufacturing method including a step of obtaining a sintered body by performing Y, wherein Y is 0 or more and 0.05 or less, Z is 0.3 or more and 0.6 or less,
- the step of obtaining 1 powder is an oxide mixed powder by mixing an oxide powder containing two of Ti and Nb or three of Ti, Nb and W and a carbon source powder containing carbon.
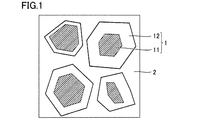
- FIG. 1 is a schematic view schematically showing a cross section of a cermet according to the present embodiment.
- FIG. 2 is an example of an electron microscope image obtained by photographing a cross section of the cermet of the sample 11.
- the composite carbonitride solid solution contained in the hard phase is represented by (Ti 1-x M x ) (C 1-y N y ).
- M in the composite carbonitride solid solution is one or more elements selected from the group consisting of W, Mo, Nb, Zr and Ta, x is 0.05 or more and 0.5 or less, and y is 0.8. 01 or more and 0.75 or less.
- Such a sintered hard alloy has an insufficient interfacial bonding force between the hard phase and the binder phase, and it is difficult to achieve both wear resistance and fracture resistance.
- the double carbonitride solid solution of the first hard phase is represented by (Ti 1-xy L x Mo y ) (C 1-z N z ).
- L is one or more elements selected from the group consisting of Zr, Hf, Nb and Ta
- x is 0.01 or more and 0.5 or less
- y is 0.03 or more and 0.05 or less
- z is 0.05 or more and 0.75 or less. Since Mo reduces the steel adhesion resistance of the carbonitride itself, the content is preferably small.
- the double carbonitride solid solution of the cermet of Patent Document 2 contains all metal elements (Ti, L, Mo The atomic ratio of Mo occupying 0.0) is 0.03 or more, and the Mo content is not small. Furthermore, since the cermet contains the second hard phase composed of WC, the steel adhesion resistance is further lowered, so that the influence of the cermet on the fracture resistance is large in the cutting performance of the cermet.
- an object of the present disclosure is to provide a cermet that balances wear resistance and fracture resistance in a balanced manner, a cutting tool including the cermet, and a method for manufacturing the cermet.
- the present inventors have developed a cermet of applying the composite carbonitride as a new raw material represented by Ti 1-XY Nb X W Y C 1-Z N Z. It has been found that the composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z is superior in thermal characteristics as compared with conventional Ti-based compounds. In particular, it has been found that excellent mechanical strength can be obtained by appropriately controlling the composition of Nb, W and N.
- the hard phase containing the composite carbonitride described above a core portion containing the composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z , and the content of W than this core portion It has also been found that the interfacial bonding force between the hard phase and the metal bonded phase is improved by adopting a structure including a peripheral portion having a large amount of composition, and the present disclosure has been achieved.
- a cermet according to one embodiment of the present disclosure is a cermet including a hard phase including a carbonitride containing Ti and Nb and a metal binding phase including an iron group element, and the hard phase is granular. And a peripheral portion covering at least a part of the core, the core including a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z NZ , Said Y is 0 or more and 0.05 or less, said Z is 0.3 or more and 0.6 or less, and the said peripheral part has a composition with more W content than the said core part.
- [2] X is preferably 0.1 or more and 0.6 or less. Thereby, remarkable characteristics in wear resistance and fracture resistance can be obtained.
- X is more preferably 0.1 or more and 0.2 or less. Thereby, a more remarkable characteristic in wear resistance can be obtained.
- X is 0.4 or more and 0.6 or less. As a result, more remarkable characteristics can be obtained in terms of fracture resistance.
- the cermet includes a WC phase composed of WC, and the content of the WC phase is preferably 1% by volume or less. Thereby, even if it is a case where a WC phase is included, since it can prevent steel adhesion resistance falling, it can make wear resistance and a fracture
- the cermet does not include a WC phase composed of WC. As a result, it is possible to prevent the steel adhesion resistance from being lowered, so that both wear resistance and fracture resistance can be balanced.
- the total amount of V, Cr and Mo in the total amount of Ti, Nb, W, V, Cr and Mo in the core is less than 2 atomic%.
- the core preferably has an average crystal grain size of 0.5 ⁇ m or more and 3 ⁇ m or less. Thereby, more excellent wear resistance and chipping resistance can be obtained.
- a cutting tool according to an aspect of the present disclosure includes the cermet. Thereby, it is possible to provide a cutting tool having excellent wear resistance and fracture resistance of cermet.
- the cutting tool includes a base material made of the cermet and a coating film covering the base material. Such a cutting tool can also be provided with excellent wear resistance and fracture resistance of the cermet.
- a method for producing a cermet according to an aspect of the present disclosure includes a step of obtaining a first powder composed of a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z NZ , A step of obtaining a mixed powder by mixing a powder, a second powder containing W and a third powder containing an iron group element, a step of obtaining a molded body by press-molding the mixed powder, and the molded body
- a method of manufacturing a cermet comprising a step of obtaining a sintered body by sintering, wherein Y is 0 or more and 0.05 or less, and Z is 0.3 or more and 0.6 or less
- the step of obtaining the first powder is performed by mixing oxide powder containing two of Ti and Nb or three of Ti, Nb and W and a carbon source powder containing carbon.
- a granulated product is obtained by the operation of obtaining the product mixed powder and granulating the oxide mixed powder.
- An operation for obtaining a powder precursor composed of the composite carbonitride by heat-treating the granulated body at a temperature of 1800 ° C. or higher in an atmosphere containing nitrogen gas, and crushing the powder precursor To obtain the first powder.
- a cermet that balances wear resistance and fracture resistance.
- the notation in the form of “A to B” in the present specification means the upper and lower limits of the range (that is, not less than A and not more than B), and no unit is described in A, and only a unit is described in B. In this case, the unit of A and the unit of B are the same.
- a compound or the like when a compound or the like is represented by a chemical formula, when the atomic ratio is not particularly limited, it includes any conventionally known atomic ratio, and is not necessarily limited to a stoichiometric range.
- a metal element such as titanium (Ti), aluminum (Al), silicon (Si), tantalum (Ta), chromium (Cr), niobium (Nb), tungsten (W), nitrogen (N),
- a compound represented by a nonmetallic element such as oxygen (O) or carbon (C) does not necessarily have to have a stoichiometric composition.
- mechanical strength means mechanical strength including various properties such as wear resistance, fracture resistance, and bending strength.
- the cermet according to the present embodiment includes a hard phase 1 containing a carbonitride containing Ti and Nb and a metal bonded phase 2 containing an iron group element.
- the hard phase 1 includes a granular core part 11 and a peripheral part 12 that covers at least a part of the core part 11.
- the core 11 includes a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z , Y is 0 or more and 0.05 or less, and Z is 0.3 or more and 0.00. 6 or less.
- the peripheral portion 12 has a composition with a higher W content than the core portion 11. The cermet having such characteristics can achieve both wear resistance and fracture resistance in a balanced manner.
- the hard phase 1 includes a carbonitride containing Ti and Nb as described above.
- the hard phase 1 includes a granular core portion 11 and a peripheral portion 12 that covers at least a part of the core portion 11.
- the core 11 includes a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z , Y is 0 or more and 0.05 or less, and Z is 0.3 or more and 0.00. 6 or less.
- the peripheral portion 12 has a composition with a higher W content than the core portion 11.
- the cermet is provided with excellent mechanical strength when the composition of the granular core 11 in the hard phase 1 (Ti 1-XY Nb X W Y C 1-Z N Z ) has an atomic ratio in the above-described range. it can.
- the hard phase 1 includes the core portion 11 and the peripheral portion 12 that covers at least a part of the core portion 11, the adhesion strength between the hard phase 1 and the metal binder phase 2 can be increased.
- the relationship between the core part 11 and the peripheral part 12 in the hard phase 1 is a double structure (so-called core-shell structure) in which the peripheral part 12 covers part or all of the core part 11 as shown in FIG. It is preferable.
- the core 11 includes a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z.
- X is more than 0 and less than 1
- Y is 0 or more and 0.05 or less
- Z is 0.3 or more and 0.6 or less. That is, the core part 11 contains Ti as a main component and Nb as a subcomponent. Further, W may be included as the third component.
- the atomic ratio X of Nb is preferably 0.1 or more and 0.6 or less, more preferably 0.1 or more and 0.2 or less, and more preferably 0.13 or more and 0.17 or less. Most preferred. X is more preferably 0.4 or more and 0.6 or less.
- the atomic ratio Y of W is preferably 0 or more and 0.03 or less.
- the atomic ratio (1-XY) of Ti is 0.75 or more and 0.00 from the viewpoint of making the addition amount of the subcomponent and the third component below the solid solubility limit and sufficiently extracting the effect of the added metal element. It is preferably 9 or less.
- Z representing the atomic ratio of carbon and nitrogen in the composite carbonitride is preferably 0.4 or more and 0.6 or less.
- the composition of the core portion 11 should not be particularly limited as long as it has the effects of the present disclosure and has a lower W content than the peripheral portion 12, but for example, Ti 0.9 Nb 0.1 C 0.5 N 0.5 , Ti 0.8 Nb 0.15 W 0.05 C 0.4 N 0.6 , Ti 0.75 Nb 0.2 W 0.05 C 0.6 N 0.4, etc. can be mentioned.
- the core part 11 preferably has a total amount of V, Cr and Mo in the total amount of Ti, Nb, W, V, Cr and Mo being less than 2 atomic%.
- the total content of V, Cr and Mo in the total amount of Ti, Nb, W, V, Cr and Mo in the core 11 is more preferably 1 atomic% or less. The content is most preferably 0.
- the core 11 may contain elements such as V, Cr, and Mo described above as impurities or trace elements in addition to Ti as the main component, Nb as the subcomponent, and W as the third component.
- the total content of V, Cr, and Mo among the above elements is less than 2 atomic% with respect to all these metal elements.
- the composition of the composite carbonitride contained in the core 11 and the atomic ratio thereof are determined by the energy dispersive X-ray spectrometer attached to the scanning electron microscope (SEM) with respect to the cut surface obtained by cutting the cermet on an arbitrary surface. It can identify by analyzing using (EDX). For example, after preparing the cut surface from one cermet and measuring the core portion 11 contained in the hard phase 1 appearing on the cut surface with the above apparatus, the composite carbonitride (Ti 1 ⁇ of the core portion 11 is measured. can determine the composition and atomic ratios of XY Nb X W Y C 1- Z N Z).
- the content (content) of WC described later in the cermet, the composition and atomic ratio of the composite carbonitride in the peripheral portion 12, and the content of the iron group element in the metal bonded phase 2 also appear on the cut surface.
- the cut surface is preferably polished by a focused ion beam (FIB) before observation by SEM.
- the core 11 preferably has an average crystal grain size (that is, a 50% cumulative number grain size (hereinafter also referred to as “core D50”)) of 0.5 ⁇ m or more and 3 ⁇ m or less. That is, it is preferable that D50 of the some granular core part 11 which appeared on the said cut surface is 0.5 micrometer or more and 3 micrometers or less. Thereby, since especially bending strength and toughness can be improved among mechanical strengths, more excellent wear resistance and fracture resistance can be obtained.
- the D50 of the core part 11 is more preferably 1 ⁇ m or more and 2 ⁇ m or less.
- the particle diameter of each core part 11 can be obtained by image analysis of an SEM image obtained from a cermet cross section (the cut surface).
- ImageJ https://imagej.nih.gov/ij/
- the “particle diameter” of the core 11 means the maximum ferret diameter.
- the parameter for obtaining D50 of the core part 11 (that is, the number of “particle diameter” of the core part 11) is at least 50 or more, and preferably 100 or more.
- the SEM image for image analysis is taken at a magnification of 3000 to 5000 from the viewpoint of analysis accuracy, and the number of particle sizes of the core 11 satisfying the above parameter is prepared from a plurality of fields of view. It is preferable to do.
- the core portion 11 preferably has a volume ratio in the cermet of 5% by volume to 60% by volume. Thereby, more excellent wear resistance and chipping resistance can be obtained.
- the volume ratio of the core part 11 which occupies for a cermet it is more preferable that they are 10 volume% or more and 50 volume% or less.
- the volume ratio of the core 11 occupying the cermet can be obtained in the same manner as in the analysis of D50 of the core 11. More specifically, the core section 11 in the observation field of view is prepared by preparing the cut surface described above, observing the cut surface at a magnification of 3000 to 5000 times using an SEM, and performing image analysis using the software described above. The area ratio can be obtained. Next, assuming that this area ratio is continuous in the depth direction of the cut surface, the area ratio is defined as the volume ratio of the core portion 11 in the cermet. Thereby, the volume ratio of the core part 11 which occupies for a cermet can be calculated
- the volume ratio of the core part 11 occupying the cermet is the average value of the area ratios calculated from the above-described image analysis after preparing SEM images picked up with three or more fields of view from one cut surface. It is preferable.
- the hard phase 1 includes the peripheral portion 12 that covers at least a part of the core portion 11 as described above.
- the relationship between the core part 11 and the peripheral part 12 in the hard phase 1 is preferably a dual structure (so-called core-shell structure) in which the peripheral part 12 covers part or all of the core part 11.
- the peripheral portion 12 is formed in a cermet sintering step (fourth step) described later.
- the peripheral portion 12 is composed of composite carbonitride (Ti 1 -XY Nb X W Y C 1 -Z N Z ) particles that are raw materials during liquid phase sintering and particles containing W (eg, WC particles) surrounding each other. It is formed around the core 11 by solid solution and dissolution reprecipitation.
- the peripheral portion 12 is a composite carbonitride having a composition in which the W content is higher than that of the composite carbonitride contained in the core 11 (ie, Ti 1-XY Nb X W Y C 1-Z N Z ). Precipitate.
- the values of X and Z between the composite carbonitride of the core part 11 and the composite carbonitride of the peripheral part 12 are determined by mutual solid solution and dissolution reprecipitation of particles containing W (for example, WC particles). It fluctuates with the value of Y increasing in the composite carbonitride and the atmosphere during sintering (particularly the nitrogen partial pressure in the atmosphere).
- the peripheral portion 12 functions as an adhesion layer that increases the adhesion strength between the hard phase 1 and the metal bonding phase 2. Thereby, the mechanical characteristics of the cermet can be improved.
- the peripheral part 12 may cover a part of the core part 11 or may cover the entire core part 11 as long as the effect of the present disclosure is achieved, and the thickness thereof should not be limited.
- the peripheral portion 12 should not be particularly limited with respect to its composition as long as it has the effect of the present disclosure and has a composition having a higher W content than the core portion 11.
- the composition of the peripheral portion 12 can include for example Ti 0.8 Nb 0.1 W 0.1 C 0.5 N 0.5, Ti 0.75 Nb 0.15 W 0.1 C 0.4 N 0.6, and Ti 0.7 Nb 0.15 W 0.15 C 0.6 N 0.4.
- the metal bonded phase 2 contains an iron group element. That is, the main component of the metal bonded phase 2 is an iron group element. In addition to the iron group elements, the metal bonded phase 2 can contain inevitable elements mixed in from the hard phase 1, a trace amount of impurity elements, and the like.
- the content of the iron group element in the metal binder phase 2 is preferably 90 atomic% or more and 95 atomic% or more from the viewpoint of maintaining a state of being a metal and avoiding formation of a brittle intermediate compound. Is more preferable.
- the upper limit of the content of the iron group element in the metal binder phase 2 is 100 atomic%.
- the iron group element refers to elements of Groups 8, 9, and 10 of the fourth period in the periodic table, that is, iron (Fe), cobalt (Co), and nickel (Ni).
- elements other than the iron group elements contained in the metal binder phase 2 include titanium and niobium.
- the main component of the metal bonded phase 2 is preferably Co.
- the content of iron group elements excluding Co in the metal bonded phase 2 is preferably less than 75% by volume, and more preferably less than 50% by volume.
- the cermet according to the present embodiment does not include a WC phase composed of WC.
- the WC phase appears due to excessive precipitation of WC in the cermet, when the work material is a steel-based material, the wear resistance and fracture resistance of the cermet decrease due to the adhesion of WC to the work material.
- the content of the WC phase in the cermet is preferably 1% by volume or less. That is, the cermet includes a WC phase composed of WC, and the content of the WC phase is preferably 1% by volume or less.
- the content (volume%) of the WC phase of the cermet can be obtained by the same method as the method for calculating the volume ratio of the core 11 in the cermet described above.
- WC is observed as high-luminance (white) particles in the SEM observation field (reflected electron image).
- the cermet does not contain a WC phase composed of WC based on the analysis using the X-ray diffraction method (XRD method) for the cermet because the diffraction peak of WC is at the background level. .
- the manufacturing method of the cermet includes a step of obtaining a first powder composed of a composite carbonitride represented by Ti 1 -XY Nb X W Y C 1 -Z N Z (first step), the first powder, and W.
- Y is 0 or more and 0.05 or less, and Z is 0.3 or more and 0.6 or less.
- X is more than 0 and less than 1.
- the first step is a step of obtaining a first powder made of a composite carbonitride represented by Ti 1-XY Nb X W Y C 1-Z N Z.
- the step of obtaining the first powder comprises mixing oxide powder containing two of Ti and Nb or three of Ti, Nb and W and a carbon source powder containing carbon, thereby mixing oxides.
- Operation for obtaining powder first operation
- operation for obtaining a granulated body by granulating oxide mixed powder second operation
- heat-treating the granulated body at 1800 ° C. or higher in an atmosphere containing nitrogen gas
- third operation for obtaining the powder precursor made of the composite carbonitride
- an operation (fourth operation) for obtaining the first powder by crushing the powder precursor are provided.
- an oxide mixed powder is obtained by mixing an oxide powder containing two of Ti and Nb or three of Ti, Nb and W and a carbon source powder containing carbon. .
- the oxide powder is an oxide containing two of Ti and Nb or three of Ti, Nb, and W as described above. In this case, it becomes easy to obtain the first powder having a fine primary particle size, and the D50 of the core portion can be reduced to, for example, 3 ⁇ m or less.
- the oxide powder may contain one or more elements selected from the group consisting of V, Cr, and Mo as mixed components from equipment used for manufacturing. In this case, the oxide powder preferably has a total content of V, Cr and Mo of less than 2 atomic% with respect to the total amount of Ti, Nb, W, V, Cr and Mo. Specific examples of the oxide powder include mixed powders containing oxide powders such as TiO 2 , Nb 2 O 5 , and WO 3 .
- the oxide powder may be a composite oxide such as Ti 0.9 Nb 0.1 O 2 or Ti 0.9 Nb 0.05 W 0.05 O 2 .
- the oxidation number of each element, the content of impurities, and the like can be changed unless they are contrary to the purpose.
- the carbon source powder contains at least carbon. Furthermore, the carbon source powder preferably contains graphite, and more preferably consists of graphite.
- an oxide mixed powder is obtained by mixing the carbon source powder and the oxide powder.
- the oxide powder contains W
- the oxide reduction reaction, the solid solution reaction by mutual diffusion of Ti, Nb and W, and the solid solution Ti, Nb and The carbonitriding reaction of W can proceed simultaneously and continuously.
- a mixing method for mixing the oxide powder and the carbon source powder a conventionally known method can be used.
- a mixing method using a dry ball mill and a mixing method using a wet ball mill having a high pulverizing action are suitable.
- a mixing method using a rotary blade type flow mixer having a low pulverizing action can also be applied.
- the D50 of the oxide mixed powder can be determined based on 100 or more particles appearing in a microscopic image observed at a magnification of 10,000 using an SEM. For all particles appearing in this microscopic image, the diameter (equivalent circle diameter) of a circle having an area equal to the area of the particle is calculated using image analysis software (for example, ImageJ). The equivalent circle diameter is defined as D50 of the oxide mixed powder.
- a granulated body is obtained by granulating the oxide mixed powder.
- a conventionally known granulation method can be used as the granulation method in the second operation.
- the method using known apparatuses, such as a spray dryer and an extrusion granulator can be mentioned.
- a binder component such as a wax material can be appropriately used as a binder.
- the shape and dimensions of the granulated body should not be particularly limited.
- the granulated body can have a cylindrical shape with a diameter of 0.5 to 5 mm and a length of 5 to 20 mm, for example.
- the granule is heat-treated at 1800 ° C. or higher in an atmosphere containing nitrogen gas to obtain a powder precursor made of the composite carbonitride.
- oxygen in the oxide in the oxide powder contained in the granule reacts with carbon in the carbon source powder, and Ti, Nb, etc. in the oxide powder Reduced.
- mutual solution reaction proceeds by mutual diffusion.
- a carbonitriding reaction that reacts with the nitrogen in the atmosphere and the carbon in the carbon source powder also occurs on the reduced Ti, Nb, and the like.
- This powder precursor comprising a composite carbonitride represented by Ti 1-XY Nb described above X W Y C 1-Z N Z is formed. That is, nitrogen gas contained in the atmosphere serves as an N source for the composite carbonitride.
- the powder precursor made of the composite carbonitride cannot be obtained.
- a metal powder containing Ti, Nb or the like undergoes a carbonitriding reaction promptly by heat treatment, so that a solid solution reaction due to mutual diffusion of Ti, Nb, etc. does not proceed.
- carbonitride powder containing Ti, Nb, etc. is chemically stable even in a high temperature region exceeding 2000 ° C., so that a solid solution reaction due to mutual diffusion of Ti, Nb, etc. does not proceed.
- the atmosphere of the heat treatment in the third operation should not be particularly limited as long as it is an atmosphere containing nitrogen gas.
- Pure N 2 gas may be used, and hydrogen gas (H 2 gas), argon gas (Ar gas), helium gas (He gas), carbon monoxide gas (CO gas), etc. are mixed with N 2 gas.
- a mixed gas may be used.
- the temperature of the heat treatment in the third operation is preferably 1800 ° C. or more, preferably 2000 ° C. or more, from the viewpoint of promoting and promoting the reduction reaction, solidification reaction and carbonitriding reaction of the oxide powder. Is more preferable. However, it is preferable that it is 2400 degrees C or less from a viewpoint of preventing the excessive aggregation of the powder precursor obtained by heat processing.
- the heat treatment time in the third operation is preferably adjusted by D50 of the oxide powder.
- the heat treatment time is preferably 15 to 60 minutes. The smaller the D50 value, the shorter the heat treatment time in the third operation, and the larger the D50 value, the longer the heat treatment time in the third operation.
- a rotary continuous heat treatment apparatus such as a rotary kiln.
- This heat treatment apparatus includes an inclined rotary reaction tube. Furthermore, a heating mechanism for heating the rotary reaction tube, a gas inlet for introducing a gas containing nitrogen into the rotary reaction tube, a gas outlet for discharging a gas containing nitrogen from the rotary reaction tube, a rotary reaction An inlet for putting the granulated body into the tube and an outlet for taking out the powder precursor from the rotary reaction tube are also provided.
- a heat treatment apparatus is preferable because the granulated body can be heat-treated under certain conditions, and therefore a composite carbonitride powder precursor having stable quality can be produced continuously and efficiently.
- the rotary reaction tube is heated to 1800 ° C. or higher by using a heating mechanism, and a gas containing nitrogen gas is introduced from the gas inlet, thereby rotating the rotary reaction tube.
- a nitrogen atmosphere is set inside.
- the granulated body is heat-treated by continuously supplying the granulated body from the inlet at the top of the rotary reaction tube, rotating the rotary reaction tube, and moving the inside of the rotary reaction tube to the granulated body.
- the powder precursor which consists of composite carbonitride can be formed. This powder precursor can be taken out from the lower outlet of the rotary reaction tube.
- the first powder is obtained by crushing the powder precursor.
- a conventionally known crushing method can be used as a method for crushing the powder precursor in the fourth operation.
- the second step is a step of obtaining a mixed powder by mixing the first powder, the second powder containing W, and the third powder containing an iron group element.
- a conventionally known mixing method can be used. Examples thereof include a mixing method using a dry ball mill having a high pulverizing action, a mixing method using a wet ball mill, and a mixing method using a rotary blade type flow mixer having a low pulverizing action when powder agglomeration is weak.
- a commercially available WC powder or the like can be used as the second powder containing W, and a commercially available Co powder or the like can be used as the third powder containing the iron group element.
- a 3rd process is a process of obtaining a molded object by press-molding the above-mentioned mixed powder.
- a conventionally known pressure forming method can be used as the pressure forming method of the mixed powder. Examples thereof include a pressing method in which a mixed powder is filled in a mold and pressure is applied using a scissors, a cold isostatic pressing method, an injection molding method, and an extrusion molding method.
- the pressure during the pressure molding is preferably 0.5 t / cm 2 (about 50 MPa) or more and 2.0 t / cm 2 (about 200 MPa) or less.
- a 4th process is a process of obtaining a sintered compact by sintering the above-mentioned molded object.
- the sintering method for sintering the molded body is preferably performed by holding the molded body for a predetermined time in a temperature range where a liquid phase is generated.
- the sintering temperature is preferably 1300 ° C. or higher and 1600 ° C. or lower.
- the sintering temperature is more preferably 1300 ° C. or higher and 1500 ° C. or lower.
- the holding time is preferably 0.5 hours or more and 2 hours or less, and more preferably 1 hour or more and 1.5 hours or less.
- the atmosphere during the sintering is preferably an inert gas atmosphere such as nitrogen or argon or a vacuum (about 0.5 Pa or less).
- a cermet as a final product can be obtained by performing machining as necessary.
- the cermet obtained by such a production method can balance both wear resistance and fracture resistance.
- the sintered body obtained by the above manufacturing method does not necessarily require machining such as surface polishing, and can be used as a final product (cermet) with the sintered body being burnt.
- the composition of the first powder and the atomic ratio thereof can be obtained by a conventionally known component analysis technique.
- the composition (metal, carbon, nitrogen, etc.) and its content in the powder can be identified by using induction plasma emission spectroscopy, high frequency combustion method, and thermal conductivity method, respectively.
- the 50% cumulative number particle size of the first powder (hereinafter also referred to as D50 of the first powder) is from the viewpoint of ease of handling and good hardness and toughness when applied as a cutting tool. It is preferable that they are 3 micrometers or more and 1.5 micrometers or less.
- the method for measuring D50 of the first powder may be the same as or different from the method for measuring D50 of the core. That is, D50 of the first powder can be measured using SEM in the same manner as D50 of the core part. Furthermore, for example, using a laser diffraction particle size distribution measuring device (trade name: “Microtrack MT3000II”, manufactured by Microtrack Bell Co., Ltd.), the refractive index of the particles can be measured as 2.4.
- D50 of the first powder means D50 of primary particles of the composite carbonitride.
- the cutting tool according to the present embodiment includes the cermet. Thereby, it is possible to provide a cutting tool in which wear resistance and fracture resistance are well balanced.
- Cutting tools include drills, end mills, drill tip changeable cutting tips, end mill tip replacement cutting tips, milling tip replacement cutting tips, turning tip replacement cutting tips, metal saws, gear cutting tools, reamers, It can be suitably used as a tap, cutting tool, wear-resistant tool, friction stir welding tool, or the like.
- the base material includes those having a chip breaker and those having no chip breaker.
- the edge of the cutting edge that becomes the center of cutting when cutting the work material has a sharp edge (the ridge where the rake face and the flank face intersect) and honing (the round edge is added to the sharp edge) ), Negative land (beveled), and a combination of honing and negative land.
- the cutting tool according to the present embodiment includes a base material made of the cermet and a coating film covering the base material. Since such a cutting tool further includes a coating, the welding resistance is improved together with the wear resistance.
- the coating may be coated on the entire surface of the substrate, or may be coated only on a part (for example, a cutting edge ridge line portion that is a region that greatly contributes to cutting performance).
- the composition of the coating is not particularly limited, and any conventionally known coating can be arbitrarily employed.
- a conventionally known method can be used as a method of coating a substrate made of cermet.
- it can be coated by a physical vapor deposition (PVD) method or a chemical vapor deposition (CVD) method.
- PVD physical vapor deposition
- CVD chemical vapor deposition
- a resistance heating vapor deposition method for example, a resistance heating vapor deposition method, an electron beam (EB) vapor deposition method, a molecular beam growth (MBE) method, an ion plating method, an ion beam deposition method, a sputtering method, or the like can be used.
- Example 1 Preparation of cermets for Sample 1 to Sample 9 and Sample A to Sample B> (First step) Preparing the oxide powder, commercially available TiO 2 powder (size of about 0.5 [mu] m, manufactured by Kojundo Chemical Laboratory Co., Ltd.) and commercially available Nb 2 O 5 powder (size approximately 1 [mu] m, manufactured by Kojundo Chemical Laboratory, Ltd.) did. Furthermore, a commercially available graphite powder (size: about 5 ⁇ m, manufactured by Kojundo Chemical Laboratory Co., Ltd.) was prepared as a carbon source powder.
- Oxide mixed powders corresponding to Sample 9 and Samples A to B were obtained (first operation). Mixing was performed by a ball mill method.
- the above oxide mixed powder is granulated using an extrusion granulator (extruded hole diameter: ⁇ 2.5 mm), whereby cylindrical granulation having an average diameter of 2.4 mm and an average length of about 10 mm.
- a body was obtained (second operation). The average diameter and average length of the granules were measured with a micrometer.
- a powder precursor made of composite carbonitride or carbonitride was obtained by heat-treating the granulated body at 1800 ° C. in a nitrogen atmosphere using the rotary kiln described above (third operation).
- the transit time for the granulation to pass through the heating section in the rotary kiln was about 30 minutes.
- the formed body was charged into a sintering furnace, and sintered under a reduced pressure nitrogen atmosphere (0.1 kPa) at a sintering temperature of 1500 ° C. and a holding time of 1 hour to obtain a sintered body.
- the cermets of Sample 1 to Sample 9 and Sample A to Sample B were used.
- the composition of the hard phase of the cermet was analyzed using EDX attached to the SEM by the method described above. As a result, it was confirmed that the hard phase in the cermet had a core portion of the composite carbonitride having the chemical composition shown in Sample 1 to Sample 9 and Sample A to Sample B in Table 1. Further, the hard phase includes a peripheral portion having a composition having a W content higher than that of the composite carbonitride of the core portion, and the peripheral portion covers at least a part of the core portion. confirmed. Table 1 also shows the composition at the periphery of the cermets of Sample 1 to Sample 9 and Sample A to Sample B.
- ⁇ Preparation of Cutting Tools of Sample 1 to Sample 9 and Sample A to Sample B> The surface of the cermet surface is subjected to machining such as grinding and removing by using a # 400 diamond wheel (number (#) means fineness of the eye, and the larger the number, the finer the eye). Thus, the shape was made the tool shape of CNGN120408. Further, the cutting tools of Sample 1 to Sample 9 and Sample A to Sample B were prepared by performing cutting edge processing on the cermet having the above-described tool shape. These cutting tools were subjected to the following cutting test.
- Example 2 >> ⁇ Preparation of cermets for Sample 11 to Sample 19 and Sample 111 to Sample 116> (First step)
- the oxide powder commercially available TiO 2 powder (size of about 0.5 [mu] m, manufactured by Kojundo Chemical Laboratory Co., Ltd.), a commercially available Nb 2 O 5 powder (size approximately 1 [mu] m, manufactured by Kojundo Chemical Laboratory Co., Ltd.) and commercially available WO 3 powder (purity 3N, manufactured by Kojundo Chemical Laboratory Co., Ltd.) was prepared.
- a commercially available graphite powder (size: about 5 ⁇ m, manufactured by Kojundo Chemical Laboratory Co., Ltd.) was prepared as a carbon source powder. These are mixed at the mixing ratios such that the chemical compositions of the composite carbonitrides shown in Sample 2 to Sample 11 and Sample 111 to Sample 116 in Table 2 are obtained, whereby Sample 11 to Sample 19 and Sample 111 to Sample 116 are mixed. A corresponding oxide mixed powder was obtained (first operation). Mixing was performed by a ball mill method.
- the above oxide mixed powder is granulated using an extrusion granulator (extruded hole diameter: ⁇ 2.5 mm), whereby cylindrical granulation having an average diameter of 2.4 mm and an average length of about 10 mm.
- a body was obtained (second operation). The average diameter and average length of the granules were measured with a micrometer.
- a powder precursor made of composite carbonitride was obtained by heat-treating the granulated body at 1800 ° C. in a nitrogen atmosphere using the rotary kiln described above (third operation).
- the transit time for the granulation to pass through the heating section in the rotary kiln was about 30 minutes.
- composition of the composite carbonitride in the first powder was identified using the method described above.
- the amount of C and N in the composite carbonitride can be controlled by adjusting the amount of carbon source powder added together with the above-described oxide powder and the nitrogen concentration in the nitrogen atmosphere of the heat treatment.
- a mixed powder was obtained by mixing 6% by volume (size: about 5 ⁇ m, manufactured by Kojundo Chemical Laboratory Co., Ltd.) and 6% by volume of commercially available Ni powder (size: about 0.4 ⁇ m, manufactured by Toho Titanium Co., Ltd.). This mixing was performed for 48 hours by a wet ball mill method.
- the formed body was charged into a sintering furnace, and sintered under a reduced pressure nitrogen atmosphere (0.1 kPa) at a sintering temperature of 1500 ° C. and a holding time of 1 hour to obtain a sintered body.
- the cermets of Sample 11 to Sample 19 and Sample 111 to Sample 116 were used.
- the composition of the hard phase of the cermet was analyzed using EDX attached to the SEM by the method described above. As a result, it was confirmed that the hard phase in the cermet had a core portion of the composite carbonitride having the chemical composition shown in Sample 11 to Sample 19 and Sample 111 to Sample 116 in Table 2. Further, the hard phase includes a peripheral portion having a composition having a W content higher than that of the composite carbonitride of the core portion, and the peripheral portion covers at least a part of the core portion. confirmed. Table 2 shows the compositions of the peripheral portions in the cermets of Sample 11 to Sample 19 and Sample 111 to Sample 116. Furthermore, the SEM image which image
- a region indicated by dark color (black) is a core portion, and at least a part or all of the core portion is covered and a region indicated by gray is a peripheral portion.
- a hard phase is formed by the region composed of the core portion and the peripheral portion. Further, in FIG. 2, the region shown in white is a metal bonded phase.
- Example 3 Preparation of cermets for Sample 21 to Sample 27> Regarding the preparation of the cermets of Sample 21 to Sample 27, first, the first step was performed using the same oxide powder and carbon source powder as in Example 1, so that the composition of the composite carbonitride was Ti 0.85 Nb 0.15 C 0.5 N 0.5. A first powder was obtained.
- This first powder a commercially available WC powder (trade name: “WC-25”, manufactured by Nippon Shin Metal Co., Ltd.) as the second powder, and a commercially available Co powder (size: about 5 ⁇ m, as a third powder) High purity chemical research laboratory) and commercially available Ni powder (size: about 0.4 ⁇ m, manufactured by Toho Titanium Co., Ltd.) were blended in the blending composition shown in Table 3 and mixed for 48 hours using the wet ball mill method. Thus, a mixed powder was obtained (second step). Thereafter, the same third and fourth steps as in Example 1 were performed to produce cermets of Sample 21 to Sample 27.
- TiNbCN means Ti 0.85 Nb 0.15 C 0.5 N 0.5
- 82TiNbCN means that Ti 0.85 Nb 0.15 C 0.5 N 0.5 is 82 in the mixed powder. It means that it is contained by mass%.
- the content (volume%) of the WC phase in the cermet was determined using EDX attached to the SEM by the method described above. The results are shown in Table 3. Furthermore, the composition of the hard phase of the cermet was also analyzed using EDX attached to the SEM, and it was confirmed that the core was Ti 0.85 Nb 0.15 C 0.5 N 0.5 . Further, the hard phase includes a peripheral portion having a composition having a higher W content than Ti 0.85 Nb 0.15 C 0.5 N 0.5 , and the peripheral portion covers at least a part of the core portion. confirmed.
- the composition of the composite carbonitride at the periphery was, for example, Ti 0.82 Nb 0.14 W 0.04 C 0.52 N 0.48 in Sample 21.
- the cutting tools (cermets) of Sample 21 to Sample 24 in which the content of the WC phase is 1% by volume or less are the cutting tools of Sample 26 to Sample 27 in which the content of the WC phase exceeds 1% by volume. It is understood that both wear resistance and fracture resistance are superior to tools (cermets).
- the sample 25 is a comparative example because it does not include a peripheral portion.
- Example 4 ⁇ Preparation of Sample 31 to Sample 37> Regarding the preparation of the cermets of Sample 31 to Sample 37, first, the total content (atomic%) in the total amount of Ti, Nb, W, V, Cr and Mo in the chemical composition of the composite carbonitride is shown in Table 4. to include as to become impurities (V, Cr, Mo), V 2 O 5 ( purity 3N, manufactured by Kojundo chemical Laboratory Co., Ltd.), Cr 2 O 3 (size of about 3 [mu] m, Ltd. pure chemical research 1st powder to which MoO 3 (purity 3N, manufactured by Kojundo Chemical Laboratory Co., Ltd.) was added was prepared. The rest was the same as Sample 11, and the same cermets as Sample 31 to Sample 37 were prepared through the same manufacturing process as in Example 2. Furthermore, the shape of the cermet was CNGN120408.
- the cermets of Sample 31 to Sample 37 were used as a base material, and this base material was coated with a coating made of TiAlN under the following PVD conditions to prepare cutting tools of Sample 31 to Sample 37.
- a cutting test (fracture resistance test) was performed on the cutting tools of Sample 31 to Sample 37 under the following conditions. The results are shown in Table 4.
- the cutting time was set to 1 minute, and a product that was not confirmed to be defective after 1 minute was judged as a good product.
- the confirmed time is described for the sample in which the defect was visually confirmed before 1 minute passed.
- Example 5 ⁇ Preparation of cermet of sample 41 to sample 46> (First step) Regarding the preparation of the cermets of Sample 41 to Sample 46, first, an oxide mixed powder having the same composition as Sample 11 was obtained by performing the first operation using the same oxide powder and carbon source powder as in Example 1. Further, after the same second operation as in Example 1, the powder precursor was subjected to a heat treatment in a third operation under a reduced-pressure nitrogen atmosphere (0.1 kPa) under conditions of a sintering temperature of 2200 ° C. and a holding time of 1 hour. Subsequently, the powder precursor was pulverized in the fourth operation to obtain a first powder having an average primary particle size (D50) of 3.8 ⁇ m. This average particle diameter was measured using the above-mentioned laser diffraction particle size distribution analyzer.
- D50 average primary particle size
- the first powder having the above-mentioned particle size is pulverized using a ball mill, and the particle size of each of the samples 41 to 46 is adjusted so that the particle size of the core portion becomes the value shown in Table 5. did.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
- Drilling Tools (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
サーメットは、TiおよびNbを含有する炭窒化物を含む硬質相と、鉄族元素を含む金属結合相とを含み、前記硬質相は、粒状の芯部と、前記芯部の少なくとも一部を被覆する周辺部とを含み、前記芯部は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、前記Yは、0以上0.05以下であり、前記Zは、0.3以上0.6以下であり、前記周辺部は、前記芯部よりWの含有量が多い組成を有する。
Description
[規則91に基づく訂正 09.11.2018]
本発明は、サーメット、それを含む切削工具およびサーメットの製造方法に関する。
本発明は、サーメット、それを含む切削工具およびサーメットの製造方法に関する。
[規則91に基づく訂正 09.11.2018]
Tiを含む硬質材料として超硬合金、サーメットなどが知られている。これらの硬質材料は、耐摩耗性に優れるため、切削工具、耐摩耗性工具などに好適に用いられている。たとえば国際公開第2010/008004号(特許文献1)には、(Ti1-xMx)(C1-yNy)で表される複合炭窒化物固溶体を硬質相全体に対し90体積%以上含む硬質相、および結合相からなる焼結硬質合金が開示されている。さらに国際公開第2011/136197号(特許文献2)には、(Ti1-x-yLxMoy)(C1-zNz)で表される複炭窒化物固溶体からなる第1硬質相と、WCからなる第2硬質相と、CoおよびNiの両方またはいずれか一方を主成分とする結合相とからなるサーメットが開示されている。
Tiを含む硬質材料として超硬合金、サーメットなどが知られている。これらの硬質材料は、耐摩耗性に優れるため、切削工具、耐摩耗性工具などに好適に用いられている。たとえば国際公開第2010/008004号(特許文献1)には、(Ti1-xMx)(C1-yNy)で表される複合炭窒化物固溶体を硬質相全体に対し90体積%以上含む硬質相、および結合相からなる焼結硬質合金が開示されている。さらに国際公開第2011/136197号(特許文献2)には、(Ti1-x-yLxMoy)(C1-zNz)で表される複炭窒化物固溶体からなる第1硬質相と、WCからなる第2硬質相と、CoおよびNiの両方またはいずれか一方を主成分とする結合相とからなるサーメットが開示されている。
[規則91に基づく訂正 09.11.2018]
国際公開第2010/008004号 国際公開第2011/136197号
本開示の一態様に係るサーメットは、TiおよびNbを含有する炭窒化物を含む硬質相と、鉄族元素を含む金属結合相とを含むサーメットであって、上記硬質相は、粒状の芯部と、上記芯部の少なくとも一部を被覆する周辺部とを含み、上記芯部は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記周辺部は、上記芯部よりWの含有量が多い組成を有する。
本開示の一態様に係る切削工具は、上記サーメットを含む。
本開示の一態様に係るサーメットの製造方法は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程と、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程と、上記混合粉末を加圧成形することにより成形体を得る工程と、上記成形体を焼結することにより焼結体を得る工程とを含むサーメットの製造方法であって、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記第1粉末を得る工程は、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る操作と、上記酸化物混合粉末を造粒することにより造粒体を得る操作と、上記造粒体を、窒素ガスを含有する雰囲気において1800℃以上の温度で熱処理することにより、上記複合炭窒化物からなる粉末前駆体を得る操作と、上記粉末前駆体を解砕することにより上記第1粉末を得る操作とを備える。
本開示の一態様に係るサーメットの製造方法は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程と、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程と、上記混合粉末を加圧成形することにより成形体を得る工程と、上記成形体を焼結することにより焼結体を得る工程とを含むサーメットの製造方法であって、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記第1粉末を得る工程は、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る操作と、上記酸化物混合粉末を造粒することにより造粒体を得る操作と、上記造粒体を、窒素ガスを含有する雰囲気において1800℃以上の温度で熱処理することにより、上記複合炭窒化物からなる粉末前駆体を得る操作と、上記粉末前駆体を解砕することにより上記第1粉末を得る操作とを備える。
[本開示が解決しようとする課題]
特許文献1の焼結硬質合金において、硬質相に含まれる複合炭窒化物固溶体は、(Ti1-xMx)(C1-yNy)で表される。上記複合炭窒化物固溶体におけるMは、W、Mo、Nb、ZrおよびTaからなる群より選ばれる1種以上の元素であり、xは0.05以上0.5以下であり、yは0.01以上0.75以下である。このような焼結硬質合金は、硬質相と結合相との間の界面結合力が不十分となるので、耐摩耗性および耐欠損性の両立が困難である。
特許文献1の焼結硬質合金において、硬質相に含まれる複合炭窒化物固溶体は、(Ti1-xMx)(C1-yNy)で表される。上記複合炭窒化物固溶体におけるMは、W、Mo、Nb、ZrおよびTaからなる群より選ばれる1種以上の元素であり、xは0.05以上0.5以下であり、yは0.01以上0.75以下である。このような焼結硬質合金は、硬質相と結合相との間の界面結合力が不十分となるので、耐摩耗性および耐欠損性の両立が困難である。
特許文献2のサーメットにおいて、第1硬質相の複炭窒化物固溶体は、(Ti1-x-yLxMoy)(C1-zNz)で表される。この化学式において、LはZr、Hf、NbおよびTaからなる群より選ばれる1種以上の元素であり、xは0.01以上0.5以下であり、yは0.03以上0.05以下であり、zは0.05以上0.75以下である。Moは、炭窒化物そのものの耐鋼凝着性を低下させるので、含有量が少ないことが好ましいが、特許文献2のサーメットの上記複炭窒化物固溶体は、全金属元素(Ti、L、Mo)に占めるMoの原子比が0.03以上であり、Moの含有量が少なくない。さらに上記サーメットは、WCからなる第2硬質相を含むことによって耐鋼凝着性がより低下するので、サーメットの切削性能のうち耐欠損性への影響が大きい。
上記実情に鑑み、本開示は、耐摩耗性および耐欠損性をバランスよく両立させたサーメット、それを含む切削工具およびサーメットの製造方法を提供することを目的とする。
[規則91に基づく訂正 09.11.2018]
[本開示の効果]
上記によれば、耐摩耗性および耐欠損性をバランスよく両立させたサーメット、それを含む切削工具およびサーメットの製造方法を提供することができる。
[本開示の効果]
上記によれば、耐摩耗性および耐欠損性をバランスよく両立させたサーメット、それを含む切削工具およびサーメットの製造方法を提供することができる。
[本願発明の実施形態の説明]
本発明者らは、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を新たな原料として適用したサーメットを開発した。このTi1-X-YNbXWYC1-ZNZで示される複合炭窒化物は、従来のTi系化合物に比べ、熱的特性に優れていることを見出した。特に、Nb、WおよびNの組成を適切に制御することにより優れた機械的強度が得られることを知見した。さらに、上記の複合炭窒化物を含む硬質相に関し、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含む芯部と、この芯部よりもWの含有量が多い組成となる周辺部とを含む構造とすることにより、硬質相と金属結合相との間の界面結合力が向上することも知見し、本開示に到達した。
本発明者らは、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を新たな原料として適用したサーメットを開発した。このTi1-X-YNbXWYC1-ZNZで示される複合炭窒化物は、従来のTi系化合物に比べ、熱的特性に優れていることを見出した。特に、Nb、WおよびNの組成を適切に制御することにより優れた機械的強度が得られることを知見した。さらに、上記の複合炭窒化物を含む硬質相に関し、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含む芯部と、この芯部よりもWの含有量が多い組成となる周辺部とを含む構造とすることにより、硬質相と金属結合相との間の界面結合力が向上することも知見し、本開示に到達した。
最初に本発明の実施態様を列記して説明する。
[1]本開示の一態様に係るサーメットは、TiおよびNbを含有する炭窒化物を含む硬質相と、鉄族元素を含む金属結合相とを含むサーメットであって、上記硬質相は、粒状の芯部と、上記芯部の少なくとも一部を被覆する周辺部とを含み、上記芯部は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記周辺部は、上記芯部よりWの含有量が多い組成を有する。これにより、耐摩耗性および耐欠損性をバランスよく両立させたサーメットを提供することができる。
[1]本開示の一態様に係るサーメットは、TiおよびNbを含有する炭窒化物を含む硬質相と、鉄族元素を含む金属結合相とを含むサーメットであって、上記硬質相は、粒状の芯部と、上記芯部の少なくとも一部を被覆する周辺部とを含み、上記芯部は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記周辺部は、上記芯部よりWの含有量が多い組成を有する。これにより、耐摩耗性および耐欠損性をバランスよく両立させたサーメットを提供することができる。
[2]上記Xは、0.1以上0.6以下であることが好ましい。これにより耐摩耗性および耐欠損性において顕著な特性を得ることができる。
[3]上記Xは、0.1以上0.2以下であることがさらに好ましい。これにより耐摩耗性においてより顕著な特性を得ることができる。
[4]上記Xは、0.4以上0.6以下であることもさらに好ましい。これにより耐欠損性においてより顕著な特性を得ることができる。
[5]上記サーメットは、WCからなるWC相を含み、上記WC相は、その含有率が1体積%以下であることが好ましい。これにより、WC相を含む場合であっても、耐鋼凝着性が低下することを防ぐことができるので、耐摩耗性および耐欠損性をよりバランスよく両立させることができる。
[6]上記サーメットは、WCからなるWC相を含まないことが好ましい。これにより耐鋼凝着性が低下することを防ぐことができるので、耐摩耗性および耐欠損性をよりバランスよく両立させることができる。
[7]上記芯部は、Ti、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計量が2原子%未満であることが好ましい。これにより、サーメットの耐鋼凝着性を低下させる元素であるV、CrおよびMoを十分に抑制することができるので、耐摩耗性および耐欠損性をよりバランスよく両立させることができる。
[8]上記芯部は、その平均結晶粒径が0.5μm以上3μm以下であることが好ましい。これにより、より優れた耐摩耗性および耐欠損性を得ることができる。
[9]本開示の一態様に係る切削工具は、上記サーメットを含む。これによりサーメットの優れた耐摩耗性および耐欠損性を備える切削工具を提供することができる。
[10]上記切削工具は、上記サーメットからなる基材と、上記基材を被覆する被膜とを含むことが好ましい。このような切削工具も、サーメットの優れた耐摩耗性および耐欠損性を備えることができる。
[11]本開示の一態様に係るサーメットの製造方法は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程と、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程と、上記混合粉末を加圧成形することにより成形体を得る工程と、上記成形体を焼結することにより焼結体を得る工程とを含むサーメットの製造方法であって、上記Yは、0以上0.05以下であり、上記Zは、0.3以上0.6以下であり、上記第1粉末を得る工程は、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る操作と、上記酸化物混合粉末を造粒することにより造粒体を得る操作と、上記造粒体を、窒素ガスを含有する雰囲気において1800℃以上の温度で熱処理することにより、上記複合炭窒化物からなる粉末前駆体を得る操作と、上記粉末前駆体を解砕することにより上記第1粉末を得る操作とを備える。これにより、耐摩耗性および耐欠損性をバランスよく両立させたサーメットを製造することができる。
[本願発明の実施形態の詳細]
以下、本発明の実施形態(以下、「本実施形態」とも記す)についてさらに詳細に説明するが、本実施形態はこれらに限定されるものではない。以下では図面を参照しながら説明する。
以下、本発明の実施形態(以下、「本実施形態」とも記す)についてさらに詳細に説明するが、本実施形態はこれらに限定されるものではない。以下では図面を参照しながら説明する。
ここで、本明細書において「A~B」という形式の表記は、範囲の上限下限(すなわちA以上B以下)を意味し、Aにおいて単位の記載がなく、Bにおいてのみ単位が記載されている場合、Aの単位とBの単位とは同じである。さらに、本明細書において化合物などを化学式で表す場合、原子比を特に限定しないときは従来公知のあらゆる原子比を含むものとし、必ずしも化学量論的範囲のもののみに限定されるものではない。たとえば「TiAlN」と記載されている場合、TiAlNを構成する原子数の比はTi:Al:N=0.5:0.5:1に限られず、従来公知のあらゆる原子比が含まれる。このことは、「TiAlN」以外の化合物の記載についても同様である。本実施形態において、チタン(Ti)、アルミニウム(Al)、ケイ素(Si)、タンタル(Ta)、クロム(Cr)、ニオブ(Nb)、タングステン(W)などの金属元素と、窒素(N)、酸素(O)または炭素(C)などの非金属元素とで示される化合物は、必ずしも化学量論的な組成を構成している必要がない。本明細書において説明する炭窒化物および複合炭窒化物は、αXβYγzCSNT(金属αβγ、非金属CN)などとして表す場合、X+Y+Z=1のとき、たとえば0.6≦S+T≦1.0の範囲で変化し得る。本明細書において「機械的強度」とは、耐摩耗性、耐欠損性および曲げ強さなどの諸特性を含む機械的な強さを意味する。
≪サーメット≫
本実施形態に係るサーメットは、図1に示すように、TiおよびNbを含有する炭窒化物を含む硬質相1と、鉄族元素を含む金属結合相2とを含む。硬質相1は、粒状の芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含む。芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。周辺部12は、芯部11よりWの含有量が多い組成を有する。このような特徴を有するサーメットは、耐摩耗性および耐欠損性をバランスよく両立させることができる。
本実施形態に係るサーメットは、図1に示すように、TiおよびNbを含有する炭窒化物を含む硬質相1と、鉄族元素を含む金属結合相2とを含む。硬質相1は、粒状の芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含む。芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。周辺部12は、芯部11よりWの含有量が多い組成を有する。このような特徴を有するサーメットは、耐摩耗性および耐欠損性をバランスよく両立させることができる。
<硬質相>
硬質相1は、上述のようにTiおよびNbを含有する炭窒化物を含む。特に硬質相1は、粒状の芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含む。芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。周辺部12は、芯部11よりWの含有量が多い組成を有する。サーメットは、硬質相1における粒状の芯部11の組成(Ti1-X-YNbXWYC1-ZNZ)が上述した範囲の原子比からなる場合、優れた機械的強度を備えることができる。硬質相1が、芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含むことにより、硬質相1と金属結合相2との間の密着強度を高めることができる。硬質相1における芯部11と周辺部12との関係は、図1に示すように芯部11の一部または全部を周辺部12が被覆する二重構造の形態(所謂、コアシェル構造)であることが好ましい。
硬質相1は、上述のようにTiおよびNbを含有する炭窒化物を含む。特に硬質相1は、粒状の芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含む。芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。周辺部12は、芯部11よりWの含有量が多い組成を有する。サーメットは、硬質相1における粒状の芯部11の組成(Ti1-X-YNbXWYC1-ZNZ)が上述した範囲の原子比からなる場合、優れた機械的強度を備えることができる。硬質相1が、芯部11と、この芯部11の少なくとも一部を被覆する周辺部12とを含むことにより、硬質相1と金属結合相2との間の密着強度を高めることができる。硬質相1における芯部11と周辺部12との関係は、図1に示すように芯部11の一部または全部を周辺部12が被覆する二重構造の形態(所謂、コアシェル構造)であることが好ましい。
(芯部)
芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含む。Xは、0を超え1未満であり、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。すなわち芯部11は、Tiが主成分であり、かつ副成分としてNbを含む。さらに第3成分としてWを含む場合がある。XおよびYの値が上述の範囲である場合に、サーメットとして耐摩耗性および耐欠損性をバランスよく両立させることができる。さらに、Nbの原子比Xは、0.1以上0.6以下であることが好ましく、0.1以上0.2以下であることがより好ましく、0.13以上0.17以下であることが最も好ましい。Xは、0.4以上0.6以下であることもより好ましい。Wの原子比Yは、0以上0.03以下であることが好ましい。一方、Tiの原子比(1-X-Y)は、副成分および第3成分の添加量を固溶限以下とし、かつ添加金属元素の効果を十分に引き出す観点から、0.75以上0.9以下であることが好ましい。複合炭窒化物中の炭素および窒素の原子比を表すZは、0.4以上0.6以下であることが好ましい。芯部11の組成は、本開示の効果を奏し、かつ周辺部12よりもWの含有量が小さい組成である限り、特に限定されるべきではないが、たとえばTi0.9Nb0.1C0.5N0.5、Ti0.8Nb0.15W0.05C0.4N0.6、Ti0.75Nb0.2W0.05C0.6N0.4などを挙げることができる。
芯部11は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含む。Xは、0を超え1未満であり、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。すなわち芯部11は、Tiが主成分であり、かつ副成分としてNbを含む。さらに第3成分としてWを含む場合がある。XおよびYの値が上述の範囲である場合に、サーメットとして耐摩耗性および耐欠損性をバランスよく両立させることができる。さらに、Nbの原子比Xは、0.1以上0.6以下であることが好ましく、0.1以上0.2以下であることがより好ましく、0.13以上0.17以下であることが最も好ましい。Xは、0.4以上0.6以下であることもより好ましい。Wの原子比Yは、0以上0.03以下であることが好ましい。一方、Tiの原子比(1-X-Y)は、副成分および第3成分の添加量を固溶限以下とし、かつ添加金属元素の効果を十分に引き出す観点から、0.75以上0.9以下であることが好ましい。複合炭窒化物中の炭素および窒素の原子比を表すZは、0.4以上0.6以下であることが好ましい。芯部11の組成は、本開示の効果を奏し、かつ周辺部12よりもWの含有量が小さい組成である限り、特に限定されるべきではないが、たとえばTi0.9Nb0.1C0.5N0.5、Ti0.8Nb0.15W0.05C0.4N0.6、Ti0.75Nb0.2W0.05C0.6N0.4などを挙げることができる。
芯部11は、Ti、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計量が2原子%未満であることが好ましい。芯部11のTi、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計の含有量は、1原子%以下であることがより好ましい。上記含有量は、0であることが最も好ましい。
芯部11は、主成分であるTi、副成分であるNb、第3成分であるWに加え、不純物または微量元素として上述したV、Cr、Moなどの元素を含む可能性がある。本実施形態では、上記元素のうち、V、CrおよびMoの合計の含有量をこれらすべての金属元素に対して2原子%未満とすることが好ましい。これにより、サーメットの耐鋼凝着性を低下させる元素であるV、CrおよびMoを十分に抑制することができるので、耐摩耗性および耐欠損性をよりバランスよく両立させることができる。上記含有量が2原子%以上の場合、これらの不純物によってサーメットの耐鋼凝着性が低下する恐れがある。
ここで芯部11に含まれる複合炭窒化物の組成およびその原子比は、サーメットを任意の面で切断した切断面に対し、走査型電子顕微鏡(SEM)に付帯したエネルギー分散型X線分光装置(EDX)を用いて分析することにより同定することができる。たとえば1つのサーメットから上記切断面を準備した上で、この切断面に現れた硬質相1に含まれる芯部11を上記装置で測定することにより、芯部11の複合炭窒化物(Ti1-X-YNbXWYC1-ZNZ)の組成およびその原子比を求めることができる。同様に、サーメットにおける後述のWCの含有率(含有量)、周辺部12における複合炭窒化物の組成およびその原子比、ならびに金属結合相2における鉄族元素の含有量も、上記切断面に現れたWC相、周辺部12または金属結合相2をそれぞれ対象にすることにより、同じ測定方法によって同定することができる。上記切断面に対しては、SEMによる観察前に、表面を集束イオンビーム(FIB)により研磨加工することが好ましい。
芯部11は、その平均結晶粒径(すなわち50%累積個数粒径(以下、「芯部のD50」とも記す))が0.5μm以上3μm以下であることが好ましい。すなわち芯部11は、上記切断面に現れた複数の粒状の芯部11のD50が、0.5μm以上3μm以下であることが好ましい。これにより、機械的強度の中でも特に曲げ強さおよび靱性を向上させることができるので、より優れた耐摩耗性および耐欠損性を得ることができる。芯部11のD50は、1μm以上2μm以下であることがより好ましい。
個々の芯部11の粒径は、サーメットの断面(上記切断面)から取得したSEM像を画像解析することにより求めることができる。画像解析に使用するソフトウェアとしては、たとえばImageJ(https://imagej.nih.gov/ij/)を用いることができる。ここで芯部11の「粒径」とは、最大フェレ径を意味する。芯部11のD50を求めるための母数(すなわち、芯部11の「粒径」の個数)を、少なくとも50個以上とし、100個以上とすることが好ましい。さらに、画像解析を行なうための上記SEM画像は、解析精度の観点からその倍率を3000~5000倍で撮像することとし、複数視野により上記母数を満足する芯部11の粒径の個数を準備することが好ましい。
芯部11は、上記サーメットに占める体積比率が5体積%以上60体積%以下であることが好ましい。これにより、より優れた耐摩耗性および耐欠損性を得ることができる。サーメットに占める芯部11の体積比率は、10体積%以上50体積%以下であることがより好ましい。
サーメットに占める芯部11の体積比率は、芯部11のD50の解析の場合と同様にして求めることができる。より具体的には、上述した切断面を準備し、その切断面をSEMを用いて3000~5000倍の倍率で観察し、上述したソフトウェアを用いて画像解析することにより、観察視野における芯部11の面積比率を求めることができる。次に、この面積比率が上記切断面の奥行き方向にも連続するものとみなすことにより、上記面積比率をサーメットに占める芯部11の体積比率とする。これにより、サーメットに占める芯部11の体積比率を求めることができる。サーメットに占める芯部11の体積比率は、1つの上記切断面から3以上の視野で撮像したSEM像を準備した上で上述した画像解析を行ない、これらから算出された面積比率の平均値とすることが好ましい。
(周辺部)
硬質相1は、上述のように芯部11の少なくとも一部を被覆する周辺部12を含む。特に、硬質相1における芯部11と周辺部12との関係は、芯部11の一部または全部を周辺部12が被覆する二重構造の形態(所謂、コアシェル構造)であることが好ましい。
硬質相1は、上述のように芯部11の少なくとも一部を被覆する周辺部12を含む。特に、硬質相1における芯部11と周辺部12との関係は、芯部11の一部または全部を周辺部12が被覆する二重構造の形態(所謂、コアシェル構造)であることが好ましい。
周辺部12は、後述するサーメットの焼結工程(第4工程)において形成される。周辺部12は、液相焼結時に原料となる複合炭窒化物(Ti1-X-YNbXWYC1-ZNZ)の粒子と周囲のWを含む粒子(たとえばWC粒子)とが相互固溶および溶解再析出することにより、芯部11の周囲に形成される。この場合において周辺部12は、芯部11に含まれる複合炭窒化物(すなわちTi1-X-YNbXWYC1-ZNZ)よりWの含有量が多い組成を有する複合炭窒化物として析出する。芯部11の複合炭窒化物と周辺部12の複合炭窒化物との間におけるXおよびZの値は、Wを含む粒子(たとえばWC粒子)の相互固溶および溶解再析出により周辺部12の複合炭窒化物において増えるYの値、および焼結時の雰囲気(特に雰囲気中の窒素分圧)に伴って変動する。
周辺部12は、硬質相1と金属結合相2との間の密着強度を高める密着層として機能する。これによりサーメットの機械的特性を向上させることができる。周辺部12は、本開示の効果を奏する限り、芯部11の一部を被覆してもよく、芯部11の全部を被覆してもよく、その厚みも限定されるべきではない。周辺部12は、本開示の効果を奏し、かつ芯部11よりもWの含有量が多い組成を有する限り、その組成に関して特に限定されるべきではない。周辺部12の組成は、たとえばTi0.8Nb0.1W0.1C0.5N0.5、Ti0.75Nb0.15W0.1C0.4N0.6、Ti0.7Nb0.15W0.15C0.6N0.4などを挙げることができる。
<金属結合相>
金属結合相2は、鉄族元素を含む。すなわち金属結合相2は、その主成分が鉄族元素である。金属結合相2は、鉄族元素の他、硬質相1から混入する不可避元素、微量の不純物元素などを含むことができる。金属結合相2における鉄族元素の含有量は、金属である状態を維持して脆性的な中間化合物の形成を避ける観点から、90原子%以上であることが好ましく、95原子%以上であることがより好ましい。金属結合相2における鉄族元素の含有量の上限は、100原子%である。ここで鉄族元素とは、周期表における第4周期の第8族、第9族および第10族の元素、すなわち、鉄(Fe)、コバルト(Co)、およびニッケル(Ni)をいう。金属結合相2に含有される鉄族元素以外の元素には、たとえばチタン、ニオブなどが挙げられる。
金属結合相2は、鉄族元素を含む。すなわち金属結合相2は、その主成分が鉄族元素である。金属結合相2は、鉄族元素の他、硬質相1から混入する不可避元素、微量の不純物元素などを含むことができる。金属結合相2における鉄族元素の含有量は、金属である状態を維持して脆性的な中間化合物の形成を避ける観点から、90原子%以上であることが好ましく、95原子%以上であることがより好ましい。金属結合相2における鉄族元素の含有量の上限は、100原子%である。ここで鉄族元素とは、周期表における第4周期の第8族、第9族および第10族の元素、すなわち、鉄(Fe)、コバルト(Co)、およびニッケル(Ni)をいう。金属結合相2に含有される鉄族元素以外の元素には、たとえばチタン、ニオブなどが挙げられる。
サーメットにおいて金属結合相2は、その主成分がCoであることが好ましい。金属結合相2におけるCoを除く鉄族元素の含有量は、75体積%未満が好ましく、50体積%未満がより好ましい。
<WC相>
ここで本実施形態に係るサーメットは、WCからなるWC相を含まないことが好ましい。サーメット中でWCが過剰に析出することによりWC相が現れると、被削材が鉄鋼系材料である場合、被削材に対するWCの凝着性によってサーメットの耐摩耗性および耐欠損性が低下する傾向がある。ただし、高靱性のサーメットを設計するためにWCを含ませる必要がある場合、サーメット中のWC相は、その含有率を1体積%以下とすることが好ましい。すなわちサーメットは、WCからなるWC相を含み、WC相は、その含有率が1体積%以下であることが好ましい。サーメット中のWC相の含有率が1体積%を超える場合、耐鋼凝着性の低下が発生し、耐摩耗性および耐欠損性をバランスよく両立させることが困難となる傾向がある。
ここで本実施形態に係るサーメットは、WCからなるWC相を含まないことが好ましい。サーメット中でWCが過剰に析出することによりWC相が現れると、被削材が鉄鋼系材料である場合、被削材に対するWCの凝着性によってサーメットの耐摩耗性および耐欠損性が低下する傾向がある。ただし、高靱性のサーメットを設計するためにWCを含ませる必要がある場合、サーメット中のWC相は、その含有率を1体積%以下とすることが好ましい。すなわちサーメットは、WCからなるWC相を含み、WC相は、その含有率が1体積%以下であることが好ましい。サーメット中のWC相の含有率が1体積%を超える場合、耐鋼凝着性の低下が発生し、耐摩耗性および耐欠損性をバランスよく両立させることが困難となる傾向がある。
サーメットのWC相の含有率(体積%)は、上述したサーメットに占める芯部11の体積比率の算出方法と同じ方法により求めることができる。WCは、SEMの観察視野(反射電子像)において高輝度(白色)の粒子として観察される。さらに、サーメット中にWCからなるWC相を含まないことは、サーメットに対するX線回折法(XRD法)を用いた分析に基づき、WCの回折ピークがバックグラウンドレベルであることにより確認することができる。
[サーメットの製造方法]
本実施形態に係るサーメットの製造方法は、特に制限されるべきではないが、次の方法とすることが好ましい。すなわちサーメットの製造方法は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程(第1工程)と、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程(第2工程)と、混合粉末を加圧成形することにより成形体を得る工程(第3工程)と、成形体を焼結することにより焼結体を得る工程(第4工程)とを含む。上記Ti1-X-YNbXWYC1-ZNZにおいて、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。なお上記Ti1-X-YNbXWYC1-ZNZにおいて、Xは、0を超え1未満である。
本実施形態に係るサーメットの製造方法は、特に制限されるべきではないが、次の方法とすることが好ましい。すなわちサーメットの製造方法は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程(第1工程)と、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程(第2工程)と、混合粉末を加圧成形することにより成形体を得る工程(第3工程)と、成形体を焼結することにより焼結体を得る工程(第4工程)とを含む。上記Ti1-X-YNbXWYC1-ZNZにおいて、Yは、0以上0.05以下であり、Zは、0.3以上0.6以下である。なお上記Ti1-X-YNbXWYC1-ZNZにおいて、Xは、0を超え1未満である。
<第1工程>
第1工程は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程である。
第1工程は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程である。
第1粉末を得る工程は、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る操作(第1操作)と、酸化物混合粉末を造粒することにより造粒体を得る操作(第2操作)と、造粒体を窒素ガスを含む雰囲気において1800℃以上で熱処理することにより上記複合炭窒化物からなる粉末前駆体を得る操作(第3操作)と、粉末前駆体を解砕することにより上記第1粉末を得る操作(第4操作)とを備える。
(第1操作)
第1操作では、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る。
第1操作では、TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る。
酸化物粉末は、上述のとおりTiとNbとの2者またはTiとNbとWとの3者を含有する酸化物である。この場合において、微細な一次粒径を有する第1粉末を得ることが容易となり、もって芯部のD50を、たとえば3μm以下に小さくすることができる。さらに酸化物粉末は、製造に用いる設備などからの混入成分としてV、Cr、Moからなる群から選ばれる1種類以上の元素を含む場合がある。この場合において酸化物粉末は、Ti、Nb、W、V、Cr、Moの総量に対し、V、CrおよびMoの合計の含有量が2原子%未満であることが好ましい。酸化物粉末としては、具体的にはTiO2、Nb2O5、WO3などの酸化物の粉末を含有する混合粉末を挙げることができる。酸化物粉末は、Ti0.9Nb0.1O2、Ti0.9Nb0.05W0.05O2などの複合酸化物であってもよい。各元素の酸化数、不純物の含有量などは、目的に反しない限り変更が可能である。
炭素源粉末は、少なくとも炭素を含有する。さらに炭素源粉末は、グラファイトを含むことが好ましく、グラファイトからなることがより好ましい。第1操作では、この炭素源粉末および上記酸化物粉末を混合することにより、酸化物混合粉末を得る。これにより後述する第3操作において、窒素ガスを含む雰囲気下で上記酸化物の還元反応、還元された酸化物におけるTiおよびNbの相互拡散による固溶化反応、ならびに固溶化されたTiおよびNbの炭窒化反応を同時かつ連続的に進行させることができる。酸化物粉末にWを含む場合には、第3操作において窒素ガスを含む雰囲気下で上記酸化物の還元反応、Ti、NbおよびWの相互拡散による固溶化反応ならびに固溶化されたTi、NbおよびWの炭窒化反応を同時かつ連続的に進行させることができる。これにより、第1粉末を効率的に得ることができる。
酸化物粉末および炭素源粉末を混合する混合方法は、従来公知の方法を用いることができる。ただし、酸化物混合粉末の50%累積個数粒径(以下、「酸化物混合粉末のD50」とも記す)を小さくする観点から、粉砕作用の高い乾式ボールミルによる混合方法、湿式ボールミルによる混合方法を好適に用いることができる。さらに粉砕作用の低い回転羽式流動混合機などを用いた混合方法も適用することができる。酸化物混合粉末のD50は、SEMを用いて10000倍の倍率で観察した顕微鏡像に現れた100個以上の粒子に基づいて求めることができる。この顕微鏡像に現れたすべての粒子について、画像解析ソフト(たとえばImageJ)を用いて粒子の面積と等しい面積をもつ円の直径(円相当径)を算出し、その50%累積個数となる粒子の円相当径を酸化物混合粉末のD50とする。
(第2操作)
第2操作では、上記酸化物混合粉末を造粒することにより造粒体を得る。第2操作における造粒方法は、従来公知の造粒方法を用いることができる。たとえば、スプレードライヤー、押出し造粒機などの既知の装置を用いた方法を挙げることができる。さらに造粒に際し、たとえば、蝋材のようなバインダー成分を結合材として適宜使用することができる。造粒体の形状および寸法は特に限定されるべきではない。造粒体は、たとえば直径が0.5~5mm、長さが5~20mmの円柱形状とすることができる。
第2操作では、上記酸化物混合粉末を造粒することにより造粒体を得る。第2操作における造粒方法は、従来公知の造粒方法を用いることができる。たとえば、スプレードライヤー、押出し造粒機などの既知の装置を用いた方法を挙げることができる。さらに造粒に際し、たとえば、蝋材のようなバインダー成分を結合材として適宜使用することができる。造粒体の形状および寸法は特に限定されるべきではない。造粒体は、たとえば直径が0.5~5mm、長さが5~20mmの円柱形状とすることができる。
(第3操作)
第3操作では、窒素ガスを含む雰囲気において上記造粒体を1800℃以上で熱処理することにより上記複合炭窒化物からなる粉末前駆体を得る。第3操作では、窒素ガスを含む雰囲気において、上記造粒体に含まれる酸化物粉末における酸化物中の酸素が、炭素源粉末中の炭素と反応し、酸化物粉末中のTi、Nbなどが還元される。さらに還元されたTi、Nbなどに対し、相互拡散によって相互に固溶化反応が進む。これと同時に還元されたTi、Nbなどに対し、雰囲気中の窒素および炭素源粉末中の炭素と反応する炭窒化反応も起こる。これにより上述したTi1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる粉末前駆体が形成される。すなわち、雰囲気に含まれる窒素ガスが複合炭窒化物のN源となる。
第3操作では、窒素ガスを含む雰囲気において上記造粒体を1800℃以上で熱処理することにより上記複合炭窒化物からなる粉末前駆体を得る。第3操作では、窒素ガスを含む雰囲気において、上記造粒体に含まれる酸化物粉末における酸化物中の酸素が、炭素源粉末中の炭素と反応し、酸化物粉末中のTi、Nbなどが還元される。さらに還元されたTi、Nbなどに対し、相互拡散によって相互に固溶化反応が進む。これと同時に還元されたTi、Nbなどに対し、雰囲気中の窒素および炭素源粉末中の炭素と反応する炭窒化反応も起こる。これにより上述したTi1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる粉末前駆体が形成される。すなわち、雰囲気に含まれる窒素ガスが複合炭窒化物のN源となる。
ここで第3操作において、酸化物粉末に代えてTi、Nbを含む金属粉末、Ti、NbおよびWを含む金属粉末、Ti、Nbを含む炭窒化物粉末またはTi、NbおよびWを含む炭窒化物粉末などを炭素源粉末と混合することにより混合物粉末とし、これを熱処理した場合、上記複合炭窒化物からなる粉末前駆体を得ることができない。なぜならTi、Nbなどを含む金属粉末は、熱処理によって早々と炭窒化反応が進行するため、Ti、Nbなどの相互拡散による固溶化反応が進行しないからである。さらにTi、Nbなどを含む炭窒化物粉末は、2000℃を超える高温領域においても化学的に安定であるため、Ti、Nbなどの相互拡散による固溶化反応が進行しないからである。
第3操作における熱処理の雰囲気は、窒素ガスを含む雰囲気である限り、特に限定されるべきではない。純粋なN2ガスであってもよく、N2ガスに、水素ガス(H2ガス)、アルゴンガス(Arガス)、ヘリウムガス(Heガス)、一酸化炭素ガス(COガス)などが混合された混合ガスでもよい。
第3操作における熱処理の温度は、酸化物粉末の還元反応、固溶化反応および炭窒化反応を進行させ、かつこれを促進させる観点から、1800℃以上であることが好ましく、2000℃以上であることがより好ましい。ただし熱処理により得られる粉末前駆体の過度の凝集を防ぐ観点から、2400℃以下であることが好ましい。
第3操作における熱処理の時間は、酸化物粉末のD50によって調整することが好ましい。たとえば酸化物混合粉末のD50が0.3~0.5μmである場合、上述の熱処理の時間は15~60分が好適である。D50の値が小さい程、第3操作における熱処理の時間を短くすることが好ましく、D50の値が大きい程、第3操作における熱処理の時間を長くすることが好ましい。
第3操作では、ロータリーキルンなどの回転式の連続的な熱処理装置を用いることが好ましい。この熱処理装置は、傾斜した回転式反応管を備えている。さらに回転式反応管を加熱する加熱機構、窒素を含むガスを回転式反応管へ導入するためのガス導入口、窒素を含むガスを回転式反応管から排出するためのガス排出口、回転式反応管内に造粒体を入れるための投入口および粉末前駆体を回転式反応管から取り出すための取出口なども備える。このような熱処理装置は、造粒体を一定条件の下で熱処理することができるため、品質が安定した複合炭窒化物の粉末前駆体を連続的に効率よく製造できるので好ましい。
第3操作では、上記熱処理装置を用いる場合、まず加熱機構を用いて回転式反応管を1800℃以上に加熱するとともに、窒素ガスを含むガスをガス導入口から導入することにより、回転式反応管の内部を窒素雰囲気とする。さらに回転式反応管の上部の投入口から造粒体を連続的に供給し、回転式反応管を回転させ、造粒体に回転式反応管の内部を移動させることにより、造粒体を熱処理する。これにより、複合炭窒化物からなる粉末前駆体を形成することができる。この粉末前駆体は、回転式反応管の下部の取出口から取り出すことができる。
(第4操作)
第4操作では、上記の粉末前駆体を解砕することにより第1粉末を得る。第4操作において粉末前駆体を解砕する方法は、従来公知の解砕方法を用いることができる。
第4操作では、上記の粉末前駆体を解砕することにより第1粉末を得る。第4操作において粉末前駆体を解砕する方法は、従来公知の解砕方法を用いることができる。
<第2工程>
第2工程は、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程である。これらの粉末の混合方法は、従来公知の混合方法を用いることができる。たとえば、粉砕作用の高い乾式ボールミルによる混合方法、湿式ボールミルによる混合方法、粉末の凝集が弱い場合には粉砕作用の低い回転羽式流動混合機を用いた混合方法などを挙げることができる。Wを含む第2粉末としては市販のWC粉末などを用いることができ、鉄族元素を含む第3粉末としては市販のCo粉末などを用いることができる。
第2工程は、上記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程である。これらの粉末の混合方法は、従来公知の混合方法を用いることができる。たとえば、粉砕作用の高い乾式ボールミルによる混合方法、湿式ボールミルによる混合方法、粉末の凝集が弱い場合には粉砕作用の低い回転羽式流動混合機を用いた混合方法などを挙げることができる。Wを含む第2粉末としては市販のWC粉末などを用いることができ、鉄族元素を含む第3粉末としては市販のCo粉末などを用いることができる。
<第3工程>
第3工程は、上述の混合粉末を加圧成形することにより成形体を得る工程である。上記混合粉末の加圧成形方法は、従来公知の加圧成形方法を用いることができる。たとえば、混合粉末を金型に充填し、杵を用いて圧力をかけるプレス法、冷間静水圧成形法、射出成形法、押出成形法などが挙げられる。加圧成形時の圧力は、0.5t/cm2(約50MPa)以上2.0t/cm2(約200MPa)以下であることが好ましい。
第3工程は、上述の混合粉末を加圧成形することにより成形体を得る工程である。上記混合粉末の加圧成形方法は、従来公知の加圧成形方法を用いることができる。たとえば、混合粉末を金型に充填し、杵を用いて圧力をかけるプレス法、冷間静水圧成形法、射出成形法、押出成形法などが挙げられる。加圧成形時の圧力は、0.5t/cm2(約50MPa)以上2.0t/cm2(約200MPa)以下であることが好ましい。
<第4工程>
第4工程は、上述の成形体を焼結することにより焼結体を得る工程である。成形体を焼結する焼結方法は、液相の生じる温度域で成形体を所定時間保持して行うことが好ましい。焼結温度は1300℃以上1600℃以下であることが好ましい。焼結温度は1300℃以上1500℃以下であることがより好ましい。保持時間は0.5時間以上2時間以下であることが好ましく、1時間以上1.5時間以下であることがより好ましい。焼結時の雰囲気は、窒素、アルゴンなどの不活性ガス雰囲気または真空(0.5Pa以下程度)とすることが好ましい。
第4工程は、上述の成形体を焼結することにより焼結体を得る工程である。成形体を焼結する焼結方法は、液相の生じる温度域で成形体を所定時間保持して行うことが好ましい。焼結温度は1300℃以上1600℃以下であることが好ましい。焼結温度は1300℃以上1500℃以下であることがより好ましい。保持時間は0.5時間以上2時間以下であることが好ましく、1時間以上1.5時間以下であることがより好ましい。焼結時の雰囲気は、窒素、アルゴンなどの不活性ガス雰囲気または真空(0.5Pa以下程度)とすることが好ましい。
これにより焼結体を得た後、必要に応じて機械加工を行うことにより、最終的な製品としてのサーメットを得ることができる。このような製造方法により得られるサーメットは、耐摩耗性および耐欠損性をバランスよく両立させることができる。ただし、上記の製造方法により得られる焼結体は、表面研磨などの機械加工は必ずしも要せず、焼結体の焼肌のまま最終製品(サーメット)とすることも可能である。
ここで第1粉末の組成およびその原子比は、従来公知の成分分析技術により求めることができる。たとえば、誘導プラズマ発光分光法、高周波燃焼法、熱伝導度法を用いることにより、それぞれ粉末中の組成(金属、炭素および窒素など)およびその含有量を同定することができる。
第1粉末の50%累計個数粒径(以下、第1粉末のD50とも記す)は、ハンドリングしやすさ、ならびに切削工具として適用する場合において硬度および靱性の両方を良好とする観点から、0.3μm以上1.5μm以下であることが好ましい。第1粉末のD50を測定する方法は、芯部のD50を測定する方法と同じであってもよいし、相違していてもよい。すなわち第1粉末のD50は、芯部のD50と同様にSEMを用いて測定することができる。さらに、たとえばレーザー回折式粒度分布測定機(商品名:「マイクロトラックMT3000II」、マイクロトラック・ベル株式会社製)を用い、粒子の屈折率を2.4として測定することができる。第1粉末のD50は、複合炭窒化物の一次粒子のD50を意味する。
[切削工具]
本実施形態に係る切削工具は、上記サーメットを含む。これにより耐摩耗性および耐欠損性がバランスよく両立した切削工具を提供することができる。切削工具は、ドリル、エンドミル、ドリル用刃先交換型切削チップ、エンドミル用刃先交換型切削チップ、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切工具、リーマ、タップ、切削バイト、耐摩工具、摩擦撹拌接合用ツールなどとして好適に使用することができる。
本実施形態に係る切削工具は、上記サーメットを含む。これにより耐摩耗性および耐欠損性がバランスよく両立した切削工具を提供することができる。切削工具は、ドリル、エンドミル、ドリル用刃先交換型切削チップ、エンドミル用刃先交換型切削チップ、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切工具、リーマ、タップ、切削バイト、耐摩工具、摩擦撹拌接合用ツールなどとして好適に使用することができる。
切削工具が刃先交換型切削チップなどである場合、基材は、チップブレーカを有するものも、有さないものも含まれる。さらに被削材を切削する際に切削の中心部となる刃先稜線部は、その形状がシャープエッジ(すくい面と逃げ面とが交差する稜)、ホーニング(シャープエッジに対してアールを付与したもの)、ネガランド(面取りをしたもの)、ホーニングとネガランドとを組み合わせたもののいずれのものも含まれる。
さらに本実施形態に係る切削工具は、上記サーメットからなる基材と、この基材を被覆する被膜とを含む。このような切削工具は、被膜をさらに含むことから、耐摩耗性とともに耐溶着性が向上する。被膜は、基材の全面に被覆されていてもよく、一部(たとえば切削性能に大きく寄与する領域である刃先稜線部)のみに被覆されていてもよい。さらに被膜の組成は、特に限定されるべきではなく、従来公知の被膜を任意に採用することができる。
サーメットからなる基材に被膜を被覆する方法は、従来公知の方法を用いることができる。たとえば、物理気相成長(PVD)法、化学気相成長(CVD)法により被覆することができる。特にPVD法としては、たとえば抵抗加熱蒸着法、電子線(EB)蒸着法、分子線成長(MBE)法、イオンめっき法、イオンビーム堆積法、スパッタ法などを用いることができる。
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
[規則91に基づく訂正 09.11.2018]
≪実施例1≫
<試料1~試料9および試料A~試料Bのサーメットの作製>
(第1工程)
酸化物粉末として、市販のTiO2粉末(サイズ約0.5μm、株式会社高純度化学研究所製)および市販のNb2O5粉末(サイズ約1μm、株式会社高純度化学研究所製)を準備した。さらに炭素源粉末として市販のグラファイト粉末(サイズ約5μm、株式会社高純度化学研究所製)を準備した。これらを表1の試料1~試料9に示す複合炭窒化物の化学組成、ならびに試料Aおよび試料Bに示す炭窒化物の化学組成となるような配合比でそれぞれ混合することにより、試料1~試料9および試料A~試料Bに対応する酸化物混合粉末を得た(第1操作)。混合は、ボールミル法により行なった。
≪実施例1≫
<試料1~試料9および試料A~試料Bのサーメットの作製>
(第1工程)
酸化物粉末として、市販のTiO2粉末(サイズ約0.5μm、株式会社高純度化学研究所製)および市販のNb2O5粉末(サイズ約1μm、株式会社高純度化学研究所製)を準備した。さらに炭素源粉末として市販のグラファイト粉末(サイズ約5μm、株式会社高純度化学研究所製)を準備した。これらを表1の試料1~試料9に示す複合炭窒化物の化学組成、ならびに試料Aおよび試料Bに示す炭窒化物の化学組成となるような配合比でそれぞれ混合することにより、試料1~試料9および試料A~試料Bに対応する酸化物混合粉末を得た(第1操作)。混合は、ボールミル法により行なった。
次に、上記酸化物混合粉末を押出し造粒機(押出し穴径:φ2.5mm)を用いて造粒することにより、平均直径が2.4mmで平均長さが10mm程度の円柱形状の造粒体を得た(第2操作)。造粒体の平均直径および平均長さは、マイクロメータにより測定した。
次に、上記造粒体を上述したロータリーキルンを用いて窒素雰囲気中、1800℃で熱処理することにより複合炭窒化物または炭窒化物からなる粉末前駆体を得た(第3操作)。造粒体がロータリーキルン内の加熱区間を通過する通過時間は約30分であった。
最後に、上記粉末前駆体を公知の解砕機(転動ボールミル、粉砕メディアとしてφ4.5mmの超硬ボールを使用)を用いて乾式解砕した(第4操作)。これにより表1に示す化学組成を有する試料1~試料9の複合炭窒化物の粉末(第1粉末)ならびに試料Aおよび試料Bの炭窒化物の粉末を得た。
(第2工程)
上述の第1粉末80体積%と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)5体積%と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)15体積%とを混合することにより混合粉末を得た。この混合は、ボールミル法により48時間行なった。
上述の第1粉末80体積%と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)5体積%と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)15体積%とを混合することにより混合粉末を得た。この混合は、ボールミル法により48時間行なった。
(第3工程)
上記の混合粉末を樟脳とエタノールとを用いて造粒し、所定の成形型を用いてプレス成形(圧力=1.0t/cm2(約100MPa)することにより、成形体を得た。
上記の混合粉末を樟脳とエタノールとを用いて造粒し、所定の成形型を用いてプレス成形(圧力=1.0t/cm2(約100MPa)することにより、成形体を得た。
(第4工程)
成形体を焼結炉に装入し、減圧窒素雰囲気下(0.1kPa)において焼結温度1500℃かつ保持時間1時間の条件で焼結することにより焼結体を得、この焼結体を試料1~試料9および試料A~試料Bのサーメットとした。
成形体を焼結炉に装入し、減圧窒素雰囲気下(0.1kPa)において焼結温度1500℃かつ保持時間1時間の条件で焼結することにより焼結体を得、この焼結体を試料1~試料9および試料A~試料Bのサーメットとした。
上記サーメットに対し、その硬質相の組成について上述した方法によりSEMに付帯されたEDXを用いて分析した。その結果、上記サーメットにおける硬質相は、表1の試料1~試料9および試料A~試料Bに示す化学組成の複合炭窒化物を、芯部が有していることを確認した。さらに上記硬質相は、芯部の複合炭窒化物の組成よりもWの含有量が多い組成を有する周辺部を含み、かつ、この周辺部が芯部の少なくとも一部を被覆していることを確認した。試料1~試料9および試料A~試料Bのサーメットにおける周辺部の組成も表1に示す。
<試料1~試料9および試料A~試料Bの切削工具の作製>
上記サーメットの表面である焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去するなどの機械加工を施すことにより、その形状をCNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料1~試料9および試料A~試料Bの切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
上記サーメットの表面である焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去するなどの機械加工を施すことにより、その形状をCNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料1~試料9および試料A~試料Bの切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
<切削試験>
試料1~試料9および試料A~試料Bの切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表1に示す。切削工具(サーメット)の芯部に含まれる複合炭窒化物が所定の組成である場合に、上記耐摩耗性試験、耐欠損性試験の両方で良好な結果が得られると考えられる。
試料1~試料9および試料A~試料Bの切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表1に示す。切削工具(サーメット)の芯部に含まれる複合炭窒化物が所定の組成である場合に、上記耐摩耗性試験、耐欠損性試験の両方で良好な結果が得られると考えられる。
(耐摩耗性試験)
被削材:SCM435
周速 :230m/min
送り :0.15mm/rev
切込み:1.0mm
切削油:あり。
被削材:SCM435
周速 :230m/min
送り :0.15mm/rev
切込み:1.0mm
切削油:あり。
耐摩耗性試験では、各試料における刃先の逃げ面摩耗幅が0.15mm以上となるまでの切削時間(単位は、分)を寿命として判定した。この時間が長い程、耐摩耗性に優れると評価される。
(耐欠損性試験)
被削材:SCM435スロット溝付き
周速 :300m/min
送り :0.3mm/rev
切込み:1.5mm
切削油:あり。
被削材:SCM435スロット溝付き
周速 :300m/min
送り :0.3mm/rev
切込み:1.5mm
切削油:あり。
耐欠損性試験では、各試料における刃先が欠損するまでに、刃先にスロット溝が衝突した回数を評価した。この回数が多い程、耐欠損性に優れると評価される。

<考察>
表1によれば、実施例(試料1~試料9)の切削工具は、比較例(試料A、試料B)の切削工具に比べ、耐摩耗性および耐欠損性の両方の性能がバランスよく両立していることが分かる。
表1によれば、実施例(試料1~試料9)の切削工具は、比較例(試料A、試料B)の切削工具に比べ、耐摩耗性および耐欠損性の両方の性能がバランスよく両立していることが分かる。
[規則91に基づく訂正 09.11.2018]
≪実施例2≫
<試料11~試料19および試料111~試料116のサーメットの作製>
(第1工程)
酸化物粉末として、市販のTiO2粉末(サイズ約0.5μm、株式会社高純度化学研究所製)、市販のNb2O5粉末(サイズ約1μm、株式会社高純度化学研究所製)および市販のWO3粉末(純度3N、株式会社高純度化学研究所製)を準備した。さらに炭素源粉末として市販のグラファイト粉末(サイズ約5μm、株式会社高純度化学研究所製)を準備した。これらを表2の試料11~試料19および試料111~試料116に示す複合炭窒化物の化学組成となるような配合比でそれぞれ混合することにより、試料11~試料19および試料111~試料116に対応する酸化物混合粉末を得た(第1操作)。混合は、ボールミル法により行なった。
≪実施例2≫
<試料11~試料19および試料111~試料116のサーメットの作製>
(第1工程)
酸化物粉末として、市販のTiO2粉末(サイズ約0.5μm、株式会社高純度化学研究所製)、市販のNb2O5粉末(サイズ約1μm、株式会社高純度化学研究所製)および市販のWO3粉末(純度3N、株式会社高純度化学研究所製)を準備した。さらに炭素源粉末として市販のグラファイト粉末(サイズ約5μm、株式会社高純度化学研究所製)を準備した。これらを表2の試料11~試料19および試料111~試料116に示す複合炭窒化物の化学組成となるような配合比でそれぞれ混合することにより、試料11~試料19および試料111~試料116に対応する酸化物混合粉末を得た(第1操作)。混合は、ボールミル法により行なった。
次に、上記酸化物混合粉末を押出し造粒機(押出し穴径:φ2.5mm)を用いて造粒することにより、平均直径が2.4mmで平均長さが10mm程度の円柱形状の造粒体を得た(第2操作)。造粒体の平均直径および平均長さは、マイクロメータにより測定した。
次に、上記造粒体を上述したロータリーキルンを用いて窒素雰囲気中、1800℃で熱処理することにより複合炭窒化物からなる粉末前駆体を得た(第3操作)。造粒体がロータリーキルン内の加熱区間を通過する通過時間は約30分であった。
最後に、上記粉末前駆体を公知の解砕機(転動ボールミル、粉砕メディアとしてφ4.5mmの超硬ボールを使用)を用いて乾式解砕した(第4操作)。これにより表2示す化学組成の複合炭窒化物を有する試料11~試料19および試料111~試料116の第1粉末を得た。
第1粉末における複合炭窒化物の組成は、上述した方法を用いて同定した。複合炭窒化物中のC量およびN量は、上述した酸化物粉末とともに添加する炭素源粉末の添加量、熱処理の窒素雰囲気における窒素濃度を調整することにより制御することができる。
(第2工程)
上述の第1粉末86体積%と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)2体積%と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)6体積%および市販のNi粉末(サイズ約0.4μm、東邦チタニウム株式会社製)6体積%とを混合することにより混合粉末を得た。この混合は、湿式ボールミル法により48時間行なった。
上述の第1粉末86体積%と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)2体積%と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)6体積%および市販のNi粉末(サイズ約0.4μm、東邦チタニウム株式会社製)6体積%とを混合することにより混合粉末を得た。この混合は、湿式ボールミル法により48時間行なった。
(第3工程)
上記の混合粉末を樟脳とエタノールとを用いて造粒し、所定の成形型を用いてプレス成形(圧力=1.0t/cm2(約100MPa))することにより、成形体を得た。
上記の混合粉末を樟脳とエタノールとを用いて造粒し、所定の成形型を用いてプレス成形(圧力=1.0t/cm2(約100MPa))することにより、成形体を得た。
(第4工程)
成形体を焼結炉に装入し、減圧窒素雰囲気下(0.1kPa)において焼結温度1500℃かつ保持時間1時間の条件で焼結することにより焼結体を得、この焼結体を試料11~試料19および試料111~試料116のサーメットとした。
成形体を焼結炉に装入し、減圧窒素雰囲気下(0.1kPa)において焼結温度1500℃かつ保持時間1時間の条件で焼結することにより焼結体を得、この焼結体を試料11~試料19および試料111~試料116のサーメットとした。
上記サーメットに対し、その硬質相の組成について上述した方法によりSEMに付帯されたEDXを用いて分析した。その結果、上記サーメットにおける硬質相は、表2の試料11~試料19および試料111~試料116に示す化学組成の複合炭窒化物を、芯部が有していることを確認した。さらに上記硬質相は、芯部の複合炭窒化物の組成よりもWの含有量が多い組成を有する周辺部を含み、かつ、この周辺部が芯部の少なくとも一部を被覆していることを確認した。試料11~試料19および試料111~試料116のサーメットにおける周辺部の組成を表2に示す。さらに図2において試料11のサーメットの断面を撮影したSEM像を示す。図2中、濃色(黒色)で示される領域が芯部であり、この芯部の少なくとも一部または全部を被覆し、かつ灰色で示される領域が周辺部である。この芯部および周辺部からなる領域により硬質相が形成される。さらに図2中、白色で示される領域は、金属結合相である。
<試料11~試料19および試料111~試料116の切削工具の作製>
上記サーメットの表面である焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去するなどの機械加工を施すことにより、その形状をCNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料11~試料19および試料111~試料116の切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
上記サーメットの表面である焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去するなどの機械加工を施すことにより、その形状をCNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料11~試料19および試料111~試料116の切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
<切削試験>
試料11~試料19および試料111~試料116の切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表2に示す。切削工具(サーメット)の芯部に含まれる複合炭窒化物が所定の組成である場合に、上記耐摩耗性試験、耐欠損性試験の両方で良好な結果が得られると考えられる。
試料11~試料19および試料111~試料116の切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表2に示す。切削工具(サーメット)の芯部に含まれる複合炭窒化物が所定の組成である場合に、上記耐摩耗性試験、耐欠損性試験の両方で良好な結果が得られると考えられる。
(耐摩耗性試験)
被削材:SCM435
周速 :250m/min
送り :0.3mm/rev
切込み:1.5mm
切削油:なし。
被削材:SCM435
周速 :250m/min
送り :0.3mm/rev
切込み:1.5mm
切削油:なし。
耐摩耗性試験では、各試料における刃先の逃げ面摩耗幅が0.15mm以上となるまでの切削時間(単位は、分)を寿命として判定した。この時間が長い程、耐摩耗性に優れると評価される。
(耐欠損性試験)
被削材:SCM415スロット溝付き
周速 :60m/min
送り :0.5mm/rev
切込み:2.0mm
切削油:なし。
被削材:SCM415スロット溝付き
周速 :60m/min
送り :0.5mm/rev
切込み:2.0mm
切削油:なし。
耐欠損性試験では、各試料における刃先が欠損するまでに、刃先にスロット溝が衝突した回数を評価した。この回数が多い程、耐欠損性に優れると評価される。表2の「耐欠損性」の欄における「初期に欠損」の表記は、試験開始直後に欠損したことにより、上記の回数が計測できなかったことを意味する。
[規則91に基づく訂正 09.11.2018]

<考察>
表2によれば、実施例(試料11~試料19)の切削工具は、比較例(試料111~試料116)の切削工具に比べ、耐摩耗性および耐欠損性の両方の性能がバランスよく両立していることが分かる。
表2によれば、実施例(試料11~試料19)の切削工具は、比較例(試料111~試料116)の切削工具に比べ、耐摩耗性および耐欠損性の両方の性能がバランスよく両立していることが分かる。
≪実施例3≫
<試料21~試料27のサーメットの作製>
試料21~試料27のサーメットの作製に関し、まず実施例1と同じ酸化物粉末および炭素源粉末を用いて第1工程を行なうことにより、複合炭窒化物の組成がTi0.85Nb0.15C0.5N0.5である第1粉末を得た。この第1粉末と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)および市販のNi粉末(サイズ約0.4μm、東邦チタニウム株式会社製)とを表3に示す配合組成で配合し、これに対して湿式ボールミル法を用いて48時間混合することにより混合粉末を得た(第2工程)。その後、実施例1と同じ第3工程および第4工程を経ることにより、試料21~試料27のサーメットを作製した。
<試料21~試料27のサーメットの作製>
試料21~試料27のサーメットの作製に関し、まず実施例1と同じ酸化物粉末および炭素源粉末を用いて第1工程を行なうことにより、複合炭窒化物の組成がTi0.85Nb0.15C0.5N0.5である第1粉末を得た。この第1粉末と、第2粉末としての市販のWC粉末(商品名:「WC-25」、日本新金属株式会社製)と、第3粉末としての市販のCo粉末(サイズ約5μm、株式会社高純度化学研究所製)および市販のNi粉末(サイズ約0.4μm、東邦チタニウム株式会社製)とを表3に示す配合組成で配合し、これに対して湿式ボールミル法を用いて48時間混合することにより混合粉末を得た(第2工程)。その後、実施例1と同じ第3工程および第4工程を経ることにより、試料21~試料27のサーメットを作製した。
表3に示した配合組成の欄において「TiNbCN」とあるのはTi0.85Nb0.15C0.5N0.5を意味し、たとえば「82TiNbCN」とは、混合粉末中にTi0.85Nb0.15C0.5N0.5が82質量%含まれることを意味する。
上記サーメットに対し、上述した方法によりSEMに付帯されたEDXを用いてサーメット中のWC相の含有率(体積%)を求めた。その結果を表3に示す。さらに上記サーメットの硬質相の組成についてもSEMに付帯されたEDXを用いて分析し、芯部がTi0.85Nb0.15C0.5N0.5であることを確認した。さらに、上記硬質相は、Ti0.85Nb0.15C0.5N0.5よりもWの含有量が多い組成を有する周辺部を含み、かつ、この周辺部が芯部の少なくとも一部を被覆していることを確認した。周辺部の複合炭窒化物の組成は、たとえば試料21においてTi0.82Nb0.14W0.04C0.52N0.48であった。
<試料21~試料27の切削工具の作製>
上記サーメットに対し、焼結後の焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去する等の機械加工を施すことにより、その形状をSNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料21~試料27の切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
上記サーメットに対し、焼結後の焼肌を番号♯400のダイヤモンドホイール(番号(#)は目の細かさを意味し、数字が大きくなるほど目が細かくなる)を用いて研削除去する等の機械加工を施すことにより、その形状をSNGN120408の工具形状とした。さらに上記の工具形状としたサーメットに対して刃先処理を施すことにより、試料21~試料27の切削工具を作製した。これらの切削工具に対し、次の切削試験に供した。
<切削試験>
試料21~試料27の切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表3に示す。切削工具におけるWC相の含有率が1体積%以下である場合に、上記耐摩耗性試験、耐欠損性試験の両方でより良好な結果が得られると考えられる。
試料21~試料27の切削工具に対し、下記の条件で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表3に示す。切削工具におけるWC相の含有率が1体積%以下である場合に、上記耐摩耗性試験、耐欠損性試験の両方でより良好な結果が得られると考えられる。
(耐摩耗性試験)
被削材:SCM435
周速 :200m/min
送り :0.2mm/rev
切込み:1.0mm
切削油:あり。
被削材:SCM435
周速 :200m/min
送り :0.2mm/rev
切込み:1.0mm
切削油:あり。
耐摩耗性試験では、各試料における刃先の逃げ面摩耗幅が0.15mm以上となるまでの切削時間(単位は、分)を寿命として判定した。この時間が長い程、耐摩耗性に優れると評価される。
(耐欠損性試験)
被削材:SCM415スロット溝付き
周速 :100m/min
送り :0.5mm/rev
切込み:1.5mm
切削油:なし。
被削材:SCM415スロット溝付き
周速 :100m/min
送り :0.5mm/rev
切込み:1.5mm
切削油:なし。
耐欠損性試験では、各試料における刃先が欠損するまでに、刃先にスロット溝が衝突した回数を評価した。この回数が多い程、耐欠損性に優れると評価される。
[規則91に基づく訂正 09.11.2018]

<考察>
表3によれば、WC相の含有率が1体積%以下である試料21~試料24の切削工具(サーメット)は、WC相の含有率が1体積%を超えた試料26~試料27の切削工具(サーメット)よりも耐摩耗性および耐欠損性の両方で優れることが理解される。試料25については、WCが添加されておらず、芯部よりもWの含有量が多い組成を有する周辺部が形成されなかったため、試料21~試料24の切削工具よりも耐摩耗性および耐欠損性の両方で性能が劣った。試料25は、周辺部を含んでいないため比較例である。
表3によれば、WC相の含有率が1体積%以下である試料21~試料24の切削工具(サーメット)は、WC相の含有率が1体積%を超えた試料26~試料27の切削工具(サーメット)よりも耐摩耗性および耐欠損性の両方で優れることが理解される。試料25については、WCが添加されておらず、芯部よりもWの含有量が多い組成を有する周辺部が形成されなかったため、試料21~試料24の切削工具よりも耐摩耗性および耐欠損性の両方で性能が劣った。試料25は、周辺部を含んでいないため比較例である。
[規則91に基づく訂正 09.11.2018]
≪実施例4≫
<試料31~試料37の作製>
試料31~試料37のサーメットの作製に関し、まずその複合炭窒化物の化学組成において、Ti、Nb、W、V、CrおよびMoの総量に占める合計の含有量(原子%)が表4に示すとおりとなる不純物(V,Cr,Mo)が含まれるように、V2O5(純度3N、株式会社高純度化学研究所製)、Cr2O3(サイズ約3μm、株式会社高純度化学研究所製)、MoO3(純度3N、株式会社高純度化学研究所製)を添加した第1粉末を準備した。それ以外については試料11と同じとし、実施例2と同じ製造工程を経ることによって試料31~試料37のサーメットをそれぞれ作製した。さらに、サーメットの形状はCNGN120408とした。
≪実施例4≫
<試料31~試料37の作製>
試料31~試料37のサーメットの作製に関し、まずその複合炭窒化物の化学組成において、Ti、Nb、W、V、CrおよびMoの総量に占める合計の含有量(原子%)が表4に示すとおりとなる不純物(V,Cr,Mo)が含まれるように、V2O5(純度3N、株式会社高純度化学研究所製)、Cr2O3(サイズ約3μm、株式会社高純度化学研究所製)、MoO3(純度3N、株式会社高純度化学研究所製)を添加した第1粉末を準備した。それ以外については試料11と同じとし、実施例2と同じ製造工程を経ることによって試料31~試料37のサーメットをそれぞれ作製した。さらに、サーメットの形状はCNGN120408とした。
次いで、試料31~試料37のサーメットを基材とし、この基材を以下のPVD条件によりTiAlNからなる被膜で被覆することにより試料31~試料37の切削工具を作製した。
(PVD条件)
AlTiターゲット(ターゲット組成、Al:Ti=50:50)
アーク電流:100A
バイアス電圧:-100V
チャンバ内圧力:4.0Pa
反応ガス:窒素。
AlTiターゲット(ターゲット組成、Al:Ti=50:50)
アーク電流:100A
バイアス電圧:-100V
チャンバ内圧力:4.0Pa
反応ガス:窒素。
試料31~試料37の切削工具に対し、次の条件により切削試験(耐欠損性試験)を行なった。その結果を表4に示す。
(耐欠損性試験)
被削材:SCM415スロット溝付き
周速 :60m/min
送り :0.6mm/rev
切込み:2.0mm
切削油:なし。
被削材:SCM415スロット溝付き
周速 :60m/min
送り :0.6mm/rev
切込み:2.0mm
切削油:なし。
この耐欠損性試験では、切削時間を1分とし、1分経過時点で欠損が確認されないものを良品と判定した。表4において、1分が経過するまでに欠損が目視で確認された試料については、その確認された時間(秒)を記載した。
[規則91に基づく訂正 09.11.2018]

<考察>
表4によれば、Ti、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計の含有量が2原子%未満である試料31~試料33の切削工具は、試料34~試料37の切削工具に比べ、耐欠損性により優れることが理解される。
表4によれば、Ti、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計の含有量が2原子%未満である試料31~試料33の切削工具は、試料34~試料37の切削工具に比べ、耐欠損性により優れることが理解される。
≪実施例5≫
<試料41~試料46のサーメットの作製>
(第1工程)
試料41~試料46のサーメットの作製に関し、まず実施例1と同じ酸化物粉末および炭素源粉末を用いて第1操作を行なうことにより、試料11と同じ組成を有する酸化物混合粉末を得た。さらに、実施例1と同じ第2操作を経た後、第3操作において減圧窒素雰囲気下(0.1kPa)において焼結温度2200℃かつ保持時間1時間の条件により熱処理を行なうことにより粉末前駆体を得、続いて第4操作において粉末前駆体を解砕することにより、一次粒子の平均粒径(D50)が3.8μmの第1粉末を得た。この平均粒径は、上述のレーザー回折式粒度分布測定機を用いて測定した。
<試料41~試料46のサーメットの作製>
(第1工程)
試料41~試料46のサーメットの作製に関し、まず実施例1と同じ酸化物粉末および炭素源粉末を用いて第1操作を行なうことにより、試料11と同じ組成を有する酸化物混合粉末を得た。さらに、実施例1と同じ第2操作を経た後、第3操作において減圧窒素雰囲気下(0.1kPa)において焼結温度2200℃かつ保持時間1時間の条件により熱処理を行なうことにより粉末前駆体を得、続いて第4操作において粉末前駆体を解砕することにより、一次粒子の平均粒径(D50)が3.8μmの第1粉末を得た。この平均粒径は、上述のレーザー回折式粒度分布測定機を用いて測定した。
さらに、上述した粒径を有する第1粉末に対してボールミルを用いた粉砕加工を施し、試料41~試料46において、それぞれ芯部の粒径が表5に示す値となるように粉末粒度を調整した。
[規則91に基づく訂正 09.11.2018]
(第2工程~第4工程)
上述の粒度を調整した第1粉末に対し、実施例2と同じ第2工程~第4工程を経ることにより、試料41~試料46のサーメットを作製した。
(第2工程~第4工程)
上述の粒度を調整した第1粉末に対し、実施例2と同じ第2工程~第4工程を経ることにより、試料41~試料46のサーメットを作製した。
[規則91に基づく訂正 09.11.2018]
<試料41~試料46の切削工具の作製>
試料41~試料46のサーメットに対し、実施例2と同じ方法を用いて試料41~試料46の切削工具を作製した。試料41~試料46の切削工具に対し、実施例1と同じ条件の下で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表5に示す。なお、試料42の切削工具と試料11の切削工具とは、芯部の粒径が同一であって、かつその製造方法も同じであるので、下記の耐摩耗性試験および耐欠損性試験において同じ結果が得られた。
<試料41~試料46の切削工具の作製>
試料41~試料46のサーメットに対し、実施例2と同じ方法を用いて試料41~試料46の切削工具を作製した。試料41~試料46の切削工具に対し、実施例1と同じ条件の下で耐摩耗性試験および耐欠損性試験をそれぞれ行なった。これらの結果を表5に示す。なお、試料42の切削工具と試料11の切削工具とは、芯部の粒径が同一であって、かつその製造方法も同じであるので、下記の耐摩耗性試験および耐欠損性試験において同じ結果が得られた。

<考察>
表5によれば、芯部の粒径が0.5~3μmである試料41~試料44の切削工具は、試料45~試料46の切削工具に比べ、耐摩耗性および耐欠損性がバランスよく両立していることが分かる。
表5によれば、芯部の粒径が0.5~3μmである試料41~試料44の切削工具は、試料45~試料46の切削工具に比べ、耐摩耗性および耐欠損性がバランスよく両立していることが分かる。
以上のように本発明の実施の形態および実施例について説明を行なったが、上述の各実施の形態および実施例の構成を適宜組み合わせることも当初から予定している。
今回開示された実施の形態および実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態および実施例ではなく請求の範囲によって示され、請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
1 硬質相
11 芯部
12 周辺部
2 金属結合相
11 芯部
12 周辺部
2 金属結合相
Claims (11)
- TiおよびNbを含有する炭窒化物を含む硬質相と、鉄族元素を含む金属結合相とを含むサーメットであって、
前記硬質相は、粒状の芯部と、前記芯部の少なくとも一部を被覆する周辺部とを含み、
前記芯部は、Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物を含み、
前記Yは、0以上0.05以下であり、
前記Zは、0.3以上0.6以下であり、
前記周辺部は、前記芯部よりWの含有量が多い組成を有する、サーメット。 - 前記Xは、0.1以上0.6以下である、請求項1に記載のサーメット。
- 前記Xは、0.1以上0.2以下である、請求項1または請求項2に記載のサーメット。
- 前記Xは、0.4以上0.6以下である、請求項1または請求項2に記載のサーメット。
- 前記サーメットは、WCからなるWC相を含み、
前記WC相は、その含有率が1体積%以下である、請求項1~請求項4のいずれか1項に記載のサーメット。 - 前記サーメットは、WCからなるWC相を含まない、請求項1~請求項4のいずれか1項に記載のサーメット。
- 前記芯部は、Ti、Nb、W、V、CrおよびMoの総量に占めるV、CrおよびMoの合計量が2原子%未満である、請求項1~請求項6のいずれか1項に記載のサーメット。
- 前記芯部は、その平均結晶粒径が0.5μm以上3μm以下である、請求項1~請求項7のいずれか1項に記載のサーメット。
- 請求項1~請求項8のいずれか1項に記載のサーメットを含む、切削工具。
- 前記サーメットからなる基材と、前記基材を被覆する被膜とを含む、請求項9に記載の切削工具。
- Ti1-X-YNbXWYC1-ZNZで示される複合炭窒化物からなる第1粉末を得る工程と、
前記第1粉末、Wを含む第2粉末および鉄族元素を含む第3粉末を混合することにより、混合粉末を得る工程と、
前記混合粉末を加圧成形することにより成形体を得る工程と、
前記成形体を焼結することにより焼結体を得る工程とを含むサーメットの製造方法であって、
前記Yは、0以上0.05以下であり、
前記Zは、0.3以上0.6以下であり、
前記第1粉末を得る工程は、
TiとNbとの2者またはTiとNbとWとの3者を含有する酸化物粉末と、炭素を含有する炭素源粉末とを混合することにより、酸化物混合粉末を得る操作と、
前記酸化物混合粉末を造粒することにより造粒体を得る操作と、
前記造粒体を、窒素ガスを含有する雰囲気において1800℃以上の温度で熱処理することにより、前記複合炭窒化物からなる粉末前駆体を得る操作と、
前記粉末前駆体を解砕することにより前記第1粉末を得る操作とを備える、サーメットの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/018741 WO2019220533A1 (ja) | 2018-05-15 | 2018-05-15 | サーメット、それを含む切削工具およびサーメットの製造方法 |
| KR1020197008065A KR102552550B1 (ko) | 2018-05-15 | 2018-05-15 | 서멧, 그것을 포함하는 절삭 공구 및 서멧의 제조 방법 |
| CN201880003640.4A CN110719966B (zh) | 2018-05-15 | 2018-05-15 | 金属陶瓷、包括该金属陶瓷的切削工具及制造金属陶瓷的方法 |
| US16/337,644 US20200340083A1 (en) | 2018-05-15 | 2018-05-15 | Cermet, Cutting Tool Containing the Same, and Method of Manufacturing Cermet |
| JP2019504869A JP7020477B2 (ja) | 2018-05-15 | 2018-05-15 | サーメット、それを含む切削工具およびサーメットの製造方法 |
| EP18855188.1A EP3795706B1 (en) | 2018-05-15 | 2018-05-15 | Cermet, cutting tool containing same, and method for producing cermet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/018741 WO2019220533A1 (ja) | 2018-05-15 | 2018-05-15 | サーメット、それを含む切削工具およびサーメットの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019220533A1 true WO2019220533A1 (ja) | 2019-11-21 |
Family
ID=68539660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/018741 WO2019220533A1 (ja) | 2018-05-15 | 2018-05-15 | サーメット、それを含む切削工具およびサーメットの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200340083A1 (ja) |
| EP (1) | EP3795706B1 (ja) |
| JP (1) | JP7020477B2 (ja) |
| KR (1) | KR102552550B1 (ja) |
| CN (1) | CN110719966B (ja) |
| WO (1) | WO2019220533A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021138558A (ja) * | 2020-03-03 | 2021-09-16 | 日本特殊陶業株式会社 | セラミックス焼結体、及び切削工具 |
| WO2022209336A1 (ja) * | 2021-04-01 | 2022-10-06 | 住友電気工業株式会社 | 超硬合金及び切削工具 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101827477B1 (ko) | 2017-02-02 | 2018-02-09 | 주식회사 메가젠글로벌 | 치과용 유닛 체어 |
| CN118374796B (zh) * | 2024-06-26 | 2024-08-30 | 河南驰耐特材科技有限公司 | 一种管道内壁耐腐蚀涂层 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH091405A (ja) * | 1995-06-16 | 1997-01-07 | Mitsubishi Materials Corp | 耐欠損性のすぐれたTi−W系炭窒化物基サーメット製切削工具 |
| WO2010008004A1 (ja) | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | 硬質粉末、硬質粉末の製造方法および焼結硬質合金 |
| JP2010031308A (ja) * | 2008-07-25 | 2010-02-12 | Sumitomo Electric Ind Ltd | サーメット |
| WO2011136197A1 (ja) | 2010-04-26 | 2011-11-03 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| JP2013181188A (ja) * | 2012-02-29 | 2013-09-12 | Sumitomo Electric Ind Ltd | 硬質材料とその製造方法、並びに切削工具 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4942097A (en) * | 1987-10-14 | 1990-07-17 | Kennametal Inc. | Cermet cutting tool |
| US4983212A (en) * | 1987-10-26 | 1991-01-08 | Hitachi Metals, Ltd. | Cermet alloys and composite mechanical parts made by employing them |
| JPH0711048B2 (ja) * | 1988-11-29 | 1995-02-08 | 東芝タンガロイ株式会社 | 高強度窒素含有サーメット及びその製造方法 |
| JP2571124B2 (ja) * | 1989-03-28 | 1997-01-16 | 東芝タンガロイ株式会社 | 窒素含有サーメット及びその製造方法並びに被覆窒素含有サーメット |
| JP2578677B2 (ja) * | 1990-04-28 | 1997-02-05 | 京セラ株式会社 | TiCN基サーメット |
| JP2771337B2 (ja) * | 1990-12-27 | 1998-07-02 | 京セラ株式会社 | 被覆TiCN基サーメット |
| JPH0978172A (ja) * | 1995-09-14 | 1997-03-25 | Mitsubishi Materials Corp | 高強度を有するTi系炭窒化物サーメット |
| JP3319246B2 (ja) * | 1995-10-17 | 2002-08-26 | 三菱マテリアル株式会社 | 耐欠損性の優れたサーメツト製切削工具 |
| US7413591B2 (en) * | 2002-12-24 | 2008-08-19 | Kyocera Corporation | Throw-away tip and cutting tool |
| US20050209705A1 (en) | 2004-03-09 | 2005-09-22 | Niederauer Gabriele G | Implant scaffold combined with autologous or allogenic tissue |
| JP4569767B2 (ja) * | 2005-06-14 | 2010-10-27 | 三菱マテリアル株式会社 | 高熱発生を伴なう高速切削加工ですぐれた耐摩耗性を発揮する炭窒化チタン基サーメット製スローアウエイチップ |
| JP5063509B2 (ja) | 2008-06-30 | 2012-10-31 | 三菱電機株式会社 | 空気調和機 |
| JP2013108152A (ja) * | 2011-11-24 | 2013-06-06 | Sumitomo Electric Ind Ltd | 硬質粒子とその製造方法 |
| CN102839311B (zh) * | 2012-08-29 | 2014-07-16 | 成都美奢锐新材料有限公司 | 金属陶瓷及金属陶瓷的制备方法 |
| JP5999362B2 (ja) * | 2013-03-12 | 2016-09-28 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP5807850B2 (ja) * | 2013-06-10 | 2015-11-10 | 住友電気工業株式会社 | サーメット、サーメットの製造方法、および切削工具 |
| JP5807851B1 (ja) * | 2014-04-10 | 2015-11-10 | 住友電気工業株式会社 | サーメット、および切削工具 |
| JP6439975B2 (ja) * | 2015-01-16 | 2018-12-19 | 住友電気工業株式会社 | サーメットの製造方法 |
| EP3372555A4 (en) * | 2015-11-02 | 2019-05-08 | Sumitomo Electric Industries, Ltd. | COMPOUND CARBONITRIDE POWDER AND METHOD FOR THE PRODUCTION THEREOF |
| WO2018193659A1 (ja) * | 2017-04-19 | 2018-10-25 | 住友電気工業株式会社 | 超硬合金、それを含む切削工具および超硬合金の製造方法 |
| EP3587609B1 (en) * | 2018-04-26 | 2022-01-26 | Sumitomo Electric Industries, Ltd. | Cemented carbide and production method for cemented carbide |
-
2018
- 2018-05-15 KR KR1020197008065A patent/KR102552550B1/ko active IP Right Grant
- 2018-05-15 WO PCT/JP2018/018741 patent/WO2019220533A1/ja unknown
- 2018-05-15 US US16/337,644 patent/US20200340083A1/en not_active Abandoned
- 2018-05-15 CN CN201880003640.4A patent/CN110719966B/zh active Active
- 2018-05-15 JP JP2019504869A patent/JP7020477B2/ja active Active
- 2018-05-15 EP EP18855188.1A patent/EP3795706B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH091405A (ja) * | 1995-06-16 | 1997-01-07 | Mitsubishi Materials Corp | 耐欠損性のすぐれたTi−W系炭窒化物基サーメット製切削工具 |
| WO2010008004A1 (ja) | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | 硬質粉末、硬質粉末の製造方法および焼結硬質合金 |
| JP2010031308A (ja) * | 2008-07-25 | 2010-02-12 | Sumitomo Electric Ind Ltd | サーメット |
| WO2011136197A1 (ja) | 2010-04-26 | 2011-11-03 | 株式会社タンガロイ | サーメットおよび被覆サーメット |
| JP2013181188A (ja) * | 2012-02-29 | 2013-09-12 | Sumitomo Electric Ind Ltd | 硬質材料とその製造方法、並びに切削工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3795706A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021138558A (ja) * | 2020-03-03 | 2021-09-16 | 日本特殊陶業株式会社 | セラミックス焼結体、及び切削工具 |
| JP7393253B2 (ja) | 2020-03-03 | 2023-12-06 | Ntkカッティングツールズ株式会社 | セラミックス焼結体、及び切削工具 |
| WO2022209336A1 (ja) * | 2021-04-01 | 2022-10-06 | 住友電気工業株式会社 | 超硬合金及び切削工具 |
| JP7173426B1 (ja) * | 2021-04-01 | 2022-11-16 | 住友電気工業株式会社 | 超硬合金及び切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110719966B (zh) | 2022-03-29 |
| KR102552550B1 (ko) | 2023-07-05 |
| CN110719966A (zh) | 2020-01-21 |
| EP3795706A1 (en) | 2021-03-24 |
| EP3795706B1 (en) | 2024-04-24 |
| JPWO2019220533A1 (ja) | 2021-05-13 |
| US20200340083A1 (en) | 2020-10-29 |
| EP3795706A4 (en) | 2021-12-29 |
| KR20210008805A (ko) | 2021-01-25 |
| JP7020477B2 (ja) | 2022-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6992808B2 (ja) | 超硬合金、それを含む切削工具および超硬合金の製造方法 | |
| CN112513302B (zh) | 硬质合金、包含该硬质合金的切削工具以及硬质合金的制造方法 | |
| WO2019220533A1 (ja) | サーメット、それを含む切削工具およびサーメットの製造方法 | |
| JP7115486B2 (ja) | 超硬合金、それを含む切削工具および超硬合金の製造方法 | |
| JP6969732B1 (ja) | 超硬合金およびそれを含む切削工具 | |
| JP7098969B2 (ja) | 超硬合金、それを含む切削工具、超硬合金の製造方法および切削工具の製法方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019504869 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018855188 Country of ref document: EP Effective date: 20190321 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |