RU2585888C2 - Новая концепция высокотемпературной пайки - Google Patents
Новая концепция высокотемпературной пайки Download PDFInfo
- Publication number
- RU2585888C2 RU2585888C2 RU2014143279/02A RU2014143279A RU2585888C2 RU 2585888 C2 RU2585888 C2 RU 2585888C2 RU 2014143279/02 A RU2014143279/02 A RU 2014143279/02A RU 2014143279 A RU2014143279 A RU 2014143279A RU 2585888 C2 RU2585888 C2 RU 2585888C2
- Authority
- RU
- Russia
- Prior art keywords
- mixture
- product
- base metal
- boron
- silicon
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/002—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/24—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
- B23K35/004—Interlayers, transition pieces for metallurgical bonding of workpieces at least one of the workpieces being of a metal of the iron group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
- B23K35/007—Interlayers, transition pieces for metallurgical bonding of workpieces at least one of the workpieces being of copper or another noble metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/34—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material comprising compounds which yield metals when heated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/365—Selection of non-metallic compositions of coating materials either alone or conjoint with selection of soldering or welding materials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0062—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/12—Copper or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
- C23C24/10—Coating starting from inorganic powder by application of heat or pressure and heat with intermediate formation of a liquid phase in the layer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0012—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the apparatus having an annular form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/082—Heat exchange elements made from metals or metal alloys from steel or ferrous alloys
- F28F21/083—Heat exchange elements made from metals or metal alloys from steel or ferrous alloys from stainless steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/089—Coatings, claddings or bonding layers made from metals or metal alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49366—Sheet joined to sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12778—Alternative base metals from diverse categories
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12986—Adjacent functionally defined components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/259—Silicic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/266—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension of base or substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
- Y10T428/273—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.] of coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2922—Nonlinear [e.g., crimped, coiled, etc.]
- Y10T428/2924—Composite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
Abstract
Изобретение относится к области металлургии, а именно к смесям для высокотемпературной пайки. Смесь для соединения металлических изделий высокотемпературной пайкой содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С. Упрощается процесс создания высокопрочных соединений основных металлов за счет уменьшения количества тугоплавких присадок. 12 н. и 31 з.п. ф-лы, 6 ил., 14 табл., 10 пр.
Description
Изобретение относится к новой концепции высокотемпературной пайки, к промежуточному продукту для соединения и/или нанесения покрытия посредством высокотемпературной пайки. Настоящее изобретение относится также к многослойному промежуточному продукту, к сборному промежуточному продукту, к способу высокотемпературной пайки, к паяному продукту, полученному данным способом, к применению промежуточного продукта, к продукту с предварительно нанесенным тугоплавким припоем, к смеси и к краске.
Предпосылки
Сегодня имеются различные способы соединения для соединения вместе сплавов, имеющих высокие температуры плавления. Под высокой температурой подразумевается температура плавления выше чем 900°C. Одним из общепринятых способов, которые используют, является сварка. Сварка относится к способу, в котором основной материал плавится с дополнительным материалом или без него, т.е. к созданию литого продукта посредством плавления и повторного затвердевания. Другим способом соединения является высокотемпературная пайка. В процессе высокотемпературной пайки к основному материалу добавляют тугоплавкую присадку и тугоплавкая присадка плавится в течение процесса при температуре выше 450°C, т.е. образуя жидкую межфазную поверхность раздела при температуре ниже, чем температура ликвидуса основного материала, подлежащего соединению. При высокотемпературной пайке жидкая межфазная поверхность раздела должна иметь хорошую смачиваемость и текучесть. Низкотемпературная пайка представляет собой процесс, при котором две или более металлические детали соединяют посредством плавления и натекания присадочного металла, т.е. легкоплавкого припоя в соединение, причем легкоплавкий припой имеет меньшую температуру плавления, чем обрабатываемое изделие. При высокотемпературной пайке присадочный металл плавится при более высокой температуре, чем легкоплавкий припой, но обрабатываемое металлическое изделие не плавится. Различие между низкотемпературной пайкой и высокотемпературной пайкой основывается на температуре плавления присадочного припоя. Температура 450°C обычно используется как точка практического разграничения между низкотемпературной пайкой и высокотемпературной пайкой.
При высокотемпературной пайке тугоплавкую присадку наносят в соприкосновение с зазором или промежутком между основным материалом, подлежащим соединению. В процессе нагревания тугоплавкая присадка плавится и заполняет зазор, подлежащий соединению. В процессе высокотемпературной пайки существуют три основные стадии, причем первая стадия называется физической стадией. Физическая стадия включает в себя смачивание и растекание тугоплавкой присадки. Вторая стадия обычно происходит при заданной температуре соединения. В течение этой стадии осуществляется взаимодействие твердое тело - жидкость, которое сопровождается значительным переносом массы. Объем основного материала, который непосредственно соприкасается с жидким присадочным металлом, как растворяется в жидком присадочном металле, так и реагирует с ним на этой стадии. Одновременно небольшое количество элементов из жидких фаз проникает в твердый основной материал. Это перераспределение компонентов в области соединения приводит к изменениям состава присадочного металла, а иногда к наступлению затвердевания присадочного металла. Последняя стадия, которая перекрывает вторую, характеризуется образованием конечной микроструктуры соединения и продолжается в течение затвердевания и охлаждения соединения.
Способ, тесно связанный со сваркой и высокотемпературной пайкой, представляет собой диффузионную высокотемпературную пайку (DFB), также называемую соединением в исчезающей жидкой фазе (TLP) или активированным диффузионным соединением (ADB). Иногда упоминается диффузионное соединение, но диффузионное соединение относится к диффузионной высокотемпературной пайке или к диффузионной сварке и теперь диффузионное соединение считается нестандартным термином.
Диффузионная высокотемпературная пайка (DFB), соединение в исчезающей жидкой фазе (TLP) или активированное диффузионное соединение (ADB) является процессом, который сращивает или соединяет металлы посредством их нагревания до надлежащей температуры высокотемпературной пайки, при которой как предварительно размещенный присадочный металл будет плавиться или перетекать под влиянием капиллярного притяжения, так и жидкая фаза будет образовываться на месте между двумя поверхностями, находящимися в соприкосновении друг с другом. В любом случае присадочный металл диффундирует в основной материал до тех пор, пока физические и механические свойства соединения не станут почти идентичными свойствам основного металла. Два определяющих аспекта DFB, TLP или ADB являются такими:
- жидкость должна быть образована и стать активной в области соединения; и
- должна происходить существенная диффузия элементов присадочного металла в основной материал.
Способы получения соединения близкого или такого же, как соединение, полученное при использовании DFB, TLP или ADB, но имеющего преимущество высокотемпературной пайки, например, имеющего возможность запаивать большие зазоры и т.п., посредством применения технологии высокотемпературной пайки и тугоплавких присадок раскрыты в WO 2002/38327, WO 2008/060225 и WO 2008/060226. При применении тугоплавкой присадки, т.е. тугоплавкого припоя с составом, близким к основному материалу, но с добавленным понижающим температуру плавления компонентом, например, кремнием и/или бором, и/или фосфором. При этом паяное соединение будет иметь состав, близкий к основному материалу после высокотемпературной пайки, поскольку тугоплавкая присадка имела состав, сходный с основным материалом, при этом тугоплавкая присадка смешивается с основным материалом благодаря растворению основного материала, и понижающие температуру плавления компоненты диффундируют в основной материал.
Существует множество причин для выбора определенного способа соединения, такие как стоимость, производительность, безопасность, скорость и свойства соединенного продукта. Родственные E-модули будут уменьшать риск высоких напряжений в материале с более высоким E-модулем, когда материал загружается. Если коэффициент теплового расширения аналогичен, результатом будет уменьшение термически вызванных напряжений. Если электрохимический потенциал аналогичен, результатом будет уменьшение риска коррозии.
Применение присадок, т.е. сплавов, при соединении основных металлов представляет собой усложненный процесс. Присадка должна иметь форму, которую можно было бы наносить на основной металл до нагрева. Обычно присадки представляют собой частицы, соответственно получаемые посредством сверхтонкого измельчения, но присадки также могут быть в форме фольги, полученной посредством "формования из расплава", т.е. быстрого затвердевания (RS). Говоря о RS, с помощью RS можно получать только ограниченное число составов. Число составов, которые могут быть изготовлены в виде частиц, т.е. порошка, значительнее, а обычное получение порошков осуществляют с помощью сверхтонкого измельчения. Когда присадки находятся в форме порошков, тогда их часто смешивают со связующими для образования пасты, которая может быть нанесена на основной металл любым подходящим образом. Получение фольги или получение порошков для сплавов являются усложненными процессами, и, вследствие этого, дороги. Когда используют порошки, порошки наносят в подходящей форме пасты, как упомянуто выше, это добавит дополнительный этап в процесс, поскольку паста должна быть смешена со связующими и другими компонентами, которые являются практически значимыми для свойств пасты. В обоих способах осуществляют большой объем работ для получения правильной формы, свойств, внешнего вида и состава присадки перед плавлением и соединением. Следовательно, одной из целей изобретения является уменьшение числа этапов процесса при соединении основных металлов. Другой целью является упрощение соединения основных металлов и, тем самым, уменьшение затрат.
Если это возможно, при выборе тугоплавких присадок выгодным является состав, близкий к основному материалу, поскольку основной материал выбран для целей назначения изделия. Если бы это было возможно и затраты были неограниченными, лучше всего было бы разработать одну тугоплавкую присадку для каждого основного материала. Следовательно, другой целью изобретения является уменьшение необходимого числа тугоплавких присадок.
Изобретение
Следовательно, настоящее изобретение предлагает решение технических проблем и целей посредством новой и изобретательской концепции высокотемпературной пайки. Первый аспект относится к смеси для высокотемпературной пайки соединений в изделиях из основных металлов и/или для нанесения покрытий на изделия из основных металлов, при этом основной металл имеет температуру солидуса выше 1040°C. Смесь содержит бор и кремний, при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., и данная смесь также содержит по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров.
В качестве примера, соотношение бора и кремния в смеси может быть в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. Согласно другому примеру, соотношение бора и кремния в смеси может быть в диапазоне от примерно 1:10 масс./масс. до примерно 7:10 масс./масс. Согласно дополнительному примеру, смесь может иметь соотношение бора к кремнию в диапазоне от примерно 15:100 масс./масс. до примерно 4:10 масс./масс. Соотношения являются массовыми.
В соответствии с одним из примеров, смесь предназначается для высокотемпературной пайки соединений в изделиях из основных металлов и/или для нанесения покрытий на изделия из основных металлов, при этом основной металл имеет температуру солидуса выше 1040°C. Смесь содержит бор и кремний, при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс., и при этом смесь также содержит одно связующее, являющееся лаком или гелем.
В качестве другого примера можно привести смесь для высокотемпературной пайки соединений в изделиях из основных металлов и/или для нанесения покрытий на изделия из основных металлов, при этом основной металл имеет температуру солидуса выше 1040°C. Смесь содержит бор и кремний, бор выбирают из источника бора, а кремний выбирают из источника кремния. Смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., и при этом смесь также содержит по меньшей мере одно связующее, выбранное из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, (мет)акриловых полимеров, поливинилового спирта, поливинилацетата, полистирола.
Примеры размера частиц для смеси, содержащей бор и кремний, в которой бор выбирают из источника бора, и в которой кремний выбирают из источника кремния, могут содержать частицы, имеющие размер частиц менее чем 250 мкм. В другом примере размер частиц может быть менее чем 160 мкм. В дополнительном примере размер частиц может быть менее чем 100 мкм. В дополнительном примере размер частиц может быть менее чем 50 мкм.
Смесь бора и кремния может быть любым типом смеси между бором и кремнием. Бор может быть источником бора. Примерами источников бора могут быть бор, B4C, B4Si, NiB и FeB. Кремний может быть источником кремния. Примерами источника кремния могут быть кремний, FeSi, SiC и B4Si.
В соответствии с дополнительным примером, смесь предназначается для высокотемпературной пайки соединений в изделиях из основных металлов и/или для нанесения покрытий на изделия из основных металлов, при этом основной металл имеет температуру солидуса выше 1040°C. Смесь содержит бор и кремний. Смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс., и при этом смесь также содержит одно связующее, являющееся лаком или гелем.
В качестве дополнительного примера, смесь также может содержать порошки основного металла, имеющего температуру солидуса выше 1040°C.
В качестве примера, смесь может быть краской. Краска содержит бор и кремний в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс., и при этом смесь также содержит одно связующее, являющееся лаком.
В качестве дополнительного примера, смесь может быть краской. Краска содержит бор и кремний в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс. Краска содержит частицы, имеющие размер частиц менее чем 50 мкм, и по меньшей мере одно связующее может быть выбрано из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, (мет)акриловых полимеров, поливинилового спирта, поливинилацетата, полистирола.
Второй аспект относится к промежуточному продукту для соединения и/или нанесения покрытия посредством высокотемпературной пайки. Промежуточный продукт содержит пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт содержит также по меньшей мере часть основного металла, имеет поверхностный слой смеси, при этом смесь содержит бор (B) и кремний (Si), причем бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс. (масса к массе).
Новая концепция высокотемпературной пайки обеспечивает, например, соединения, которые получают с помощью тугоплавкого припоя, при этом тугоплавкий припой образуется в процессе плавления основного металла и смеси бора и кремния. Тугоплавкий припой в расплавленной форме переносится под действием капиллярных сил в область соединения главным образом из соседних областей. Температура для концепции высокотемпературной пайки составляет выше 900°C, т.е. выше точки разграничения между низкотемпературной пайкой и высокотемпературной пайкой. Образованный тугоплавкий припой представляет собой сплав, который имеет, кроме элементов основного металла, элементы, понижающие температуру ликвидуса. Следовательно, тугоплавкий припой имеет температуру ликвидуса ниже, чем основной сплав.
Основной металл представляет собой сплав, содержащий элементы, такие как железо (Fe), хром (Cr), никель (Ni), молибден (Mo), марганец (Mn), медь (Cu), и т.п. В соответствии с одним примером, основной металл может быть выбран из группы, состоящей из сплавов на основе железа, сплавов на основе никеля, сплавов на основе хрома и сплавов на основе меди. Примеры таких сплавов находятся в списке в таблице 1, основные металлы не ограничиваются этим списком и являются лишь примерами возможных основных металлов.
В соответствии с одним примером, промежуточный продукт содержит пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт содержит также по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. Основной металл может быть выбран из группы, состоящей из сплавов на основе железа, сплавов на основе никеля, сплавов на основе хрома и сплавов на основе меди.
В соответствии с дополнительным примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт содержит также по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. Смесь может содержать одно связующее, являющееся лаком или гелем. Основной металл может быть выбран из группы, состоящей из сплавов на основе железа, сплавов на основе никеля, сплавов на основе хрома и сплавов на основе меди.

В соответствии с одним примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C, при этом основной металл может содержать от примерно 15 до примерно 22 масс. % хрома, от примерно 8 до примерно 22 масс. % никеля, от примерно 0 до примерно 3 масс. % марганца, от примерно 0 до примерно 1,5 масс. % кремния, необязательно от примерно 1 до примерно 8 масс. % молибдена, а остаток представляет собой железо, все проценты представляют собой массовые проценты. Промежуточный продукт также содержит по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс. (масса к массе).
В соответствии с другим примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C, при этом основной металл может содержать от примерно 15 до примерно 22 масс. % хрома, от примерно 8 до примерно 22 масс. % никеля, от примерно 0,2 до примерно 3 масс. % марганца, от примерно 0,1 до примерно 1,5 масс. % кремния, необязательно от примерно 1 до примерно 8 масс. % молибдена, а остаток представляет собой железо, все проценты представляют собой массовые проценты. Промежуточный продукт содержит также по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс.
В соответствии с другим примером, основной металл может содержать от примерно 15 до примерно 22 масс. % хрома, от примерно 8 до примерно 22 масс. % никеля, от примерно 1 до примерно 3 масс. % марганца, от примерно 0,5 от примерно 1,5 масс. % кремния, необязательно от примерно 1 до примерно 8 масс. % молибдена, а остаток представляет собой железо.
В зависимости от того, какие используются сплавы, т.е. основные металлы, существуют различные основные металлы, имеющие разную температуру солидуса, т.е. температурную точку, при которой материал затвердевает. В соответствии с одним примером, температура солидуса основного металла может быть выше 1100°C. В соответствии с одним примером изобретения, температура солидуса основного металла может быть выше 1220°C. В соответствии с другим примером, температура солидуса основного металла может быть выше 1250°C. В соответствии с другой альтернативой изобретения, температура солидуса основного металла может быть выше 1300°C.
Согласно одному примеру, смесь, в соответствии со вторым аспектом, может иметь соотношение бора к кремнию в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. В соответствии с другим примером, смесь может иметь соотношение бора к кремнию в диапазоне от примерно 1:10 масс./масс. до примерно 7:10 масс./масс. В соответствии с другим примером, смесь может иметь соотношение бора к кремнию в диапазоне от примерно 15:100 масс./масс. до примерно 4:10 масс./масс.
Смесь бора и кремния, в соответствии со вторым аспектом, может быть любым типом смеси бора и кремния. Бор может быть источником бора, который может быть выбран из группы, состоящей из бора, B4C, B4Si, NiB и FeB. Кремний может быть источником кремния, который может быть выбран из группы, состоящей из кремния, FeSi, SiC и B4Si.
Смесь, в соответствии со вторым аспектом, может содержать частицы, имеющие размер частиц менее чем 250 мкм. В соответствии с одной альтернативой, размер частиц может быть менее чем 160 мкм. В соответствии с другой альтернативой, размер частиц может быть менее чем 100 мкм. В соответствии с дополнительной альтернативой, размер частиц может быть менее чем 50 мкм.
В качестве примера смесь, в соответствии со вторым аспектом, может также содержать по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе, например, мономеров или полимеров. Связующее может быть выбрано из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, (мет)акриловых полимеров, поливинилового спирта, поливинилацетата, полистирола и т.д.
В соответствии с одним примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт также содержит по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. Смесь может содержать одно связующее, являющееся лаком или гелем.
Поверхностный слой может быть нанесен в качестве порошка смеси или с помощью таких средств, как физическое осаждение из паровой фазы (PVD) или химическое осаждение из паровой фазы (CVD). Физическое осаждение из паровой фазы (PVD) представляет собой разнообразие осаждений в вакууме и является общим термином, используемым для описания любого из разнообразия способов осаждения тонких пленок посредством конденсации испаренной формы желаемого материала пленки на различные поверхности заготовок, например, на полупроводниковые пластины. Способ нанесения покрытий включает чисто физические процессы, такие как высокотемпературное вакуумное испарение с последующей конденсацией или бомбардировку распыленной плазмой, а не использование химической реакции на поверхности, которую следует покрыть, как при химическом осаждении из паровой фазы. Химическое осаждение из паровой фазы (CVD) представляет собой химический процесс, используемый для получения высокочистых и высококачественных твердых материалов. Процесс используют, например, в полупроводниковой промышленности для получения тонких пленок. В обычном процессе CVD пластина, например, подложка, подвергается действию одного или более летучих прекурсоров, которые реагируют и/или разлагаются на поверхности подложки с получением желаемого осажденного вещества. Зачастую также образуются летучие побочные продукты, которые удаляют с помощью газового потока через реакционную камеру.
В соответствии с одним примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт также содержит по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Поверхностный слой может быть нанесен в качестве порошка смеси. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. Смесь может содержать одно связующее, являющееся лаком или гелем.
В соответствии с одним примером, промежуточный продукт может содержать пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C. Промежуточный продукт также содержит по меньшей мере часть основного металла, имеет поверхностный слой смеси, причем смесь содержит бор (B) и кремний (Si), при этом бор выбирают из источника бора, а кремний выбирают из источника кремния. Поверхностный слой может быть нанесен в качестве порошка смеси. Бор и кремний в смеси находятся в соотношении бора к кремнию в диапазоне от 1:10 масс./масс. до примерно 7:10 масс./масс. Смесь может содержать одно связующее, являющееся лаком или гелем.
Основной металл по данному изобретению может иметь толщину <1 мм, т.е. пластины, имеющие толщину <1 мм. Когда основной металл имеет толщину <1 мм, тогда смесь может быть нанесена на основной металле в количестве менее чем 2,9 мг/мм2, предпочтительно в количестве менее чем 2,8 мг/мм2. Преимущество нанесения количества менее чем 2,9 мг/мм2, предпочтительно в количестве менее чем 2,8 мг/мм2, заключается в том, что это уменьшает или снижает риск прогорания пластин насквозь.
Основной металл по данному изобретению может иметь толщину ≥1 мм.
Третий аспект относится к промежуточному продукту, который может быть предварительно подвергнут высокотемпературной пайке таким образом, что на основной металл и поверхностный слой смеси воздействуют температурой выше, чем температура солидуса образованного тугоплавкого припоя, и ниже, чем температура солидуса основного металла. Слой тугоплавкого припоя образуется на основном металле на этапе предварительной высокотемпературной пайки. Тугоплавкий припой в поверхностном слое содержит смесь бора (B), кремния (Si) и основного металла.
Когда промежуточные продукты представляют собой пластины, поверхностный слой смеси может быть на одной стороне пластин, это одинарный поверхностный слой, или на обеих сторонах пластин, это двойные поверхностные слои. Пластины могут быть разрезаны, могут быть отформованы, могут быть отштампованы или подвергнуты воздействию сочетаний этих видов обработки до нанесения поверхностного слоя, после нанесения поверхностного слоя или после этапа предварительной высокотемпературной пайки.
Когда промежуточные продукты имеют другие формы, поверхностный слой из смеси может быть на одной стороне продукта, это одинарный поверхностный слой, или на двух сторонах продукта, это двойные поверхностные слои, или смесь может быть на нескольких сторонах продукта. Продукт может быть разрезан, может быть отформован, может быть отштампован или подвергнут воздействию сочетаний этих видов обработки до нанесения поверхностного слоя, после нанесения поверхностного слоя или после этапа предварительной высокотемпературной пайки.
Четвертый аспект относится к многослойному промежуточному продукту для высокотемпературной пайки. Многослойный продукт содержит пластины, которые укладывают, а поверхностные слои пластин находятся в соприкосновении как с основным металлом на пластине, так и с другим поверхностным слоем другой пластины. Пластины могут не иметь поверхностных слоев, могут иметь одинарные поверхностные слои, двойные поверхностные слои или их сочетания. Это означает, что многослойный продукт может иметь n-1 пластин с одинарным поверхностным слоем, а последняя пластина не имеет поверхностного слоя. Другим примером может быть наличие в середине одной или более пластин без поверхностных слоев, и уложены по обе стороны от этой средней пластины могут быть как пластины с одинарным поверхностным слоем, так и с двойными поверхностными слоями либо и те, и другие. Пластины могут быть предварительно подвергнуты высокотемпературной пайке. Пластины могут быть уложены несколькими различными способами.
Пятый аспект относится к сборному промежуточному продукту для высокотемпературной пайки, содержащему один или более промежуточных продуктов, при этом по меньшей мере один промежуточный продукт имеет толщину ≥1 мм, это тот случай, когда пластины толще чем 1 мм, или когда детали толще чем 1 мм, и при этом сборный промежуточный продукт имеет по меньшей мере один поверхностный слой в соприкосновении с деталями из основного металла или в соприкосновении по меньшей мере с одним поверхностным слоем детали до высокотемпературной пайки, и после высокотемпературной пайки получают паяное соединение в областях соприкосновения.
Шестой аспект также относится к многослойному паяному продукту или сборному паяному продукту, полученному высокотемпературной пайкой многослойного или сборного промежуточного продукта, при этом многослойный или сборный промежуточный продукт подвергают высокотемпературной пайке при температуре ниже 1250°C в печи в вакууме, в инертном газе, в восстановительной атмосфере или в их сочетаниях с образованием паяных соединений между многослойными пластинами или контактными поверхностями сборного промежуточного продукта. Образованный тугоплавкий припой образуется в процессе плавления основного металла и смеси, и тугоплавкий припой в расплавленной форме переносится под действием капиллярных сил в область соединения главным образом из соседних областей. В соответствии с другим примером, продукт может быть подвергнут высокотемпературной пайке при температуре ниже 1200°C. В соответствии с дополнительным примером, продукт может быть подвергнут высокотемпературной пайке при температуре выше 1100°C. В соответствии с дополнительным примером, продукт может быть подвергнут высокотемпературной пайке в диапазоне от примерно 1100°C до примерно 1250°C.
Седьмой аспект относится к способу высокотемпературной пайки продукта, при этом способ содержит следующие этапы:
(i) нанесение смеси на пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C, причем смесь содержит бор и кремний, бор выбирают из источника бора, а кремний выбирают из источника кремния, при этом смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., предпочтительно в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс.;
(ii) получение промежуточного продукта;
(iii) необязательно, воздействие на полученный на стадии (ii) промежуточный продукт температурой выше, чем температура солидуса образованного тугоплавкого припоя, и ниже, чем температура солидуса основного металла, и образование слоя тугоплавкого припоя на поверхности основного металле на этапе предварительной высокотемпературной пайки;
(iv) сборка или укладка продукта с этапа (ii) или этапа (iii) с одним или более продуктами согласно этапу (ii) или этапу (iii), или сборка, или укладка продукта с одной или более деталями или пластинами, не имеющими смеси кремния и бора, и получение сборного продукта или многослойного продукта;
(v) высокотемпературная пайка сборного или многослойного продукта с этапа (iv) при температуре ниже 1250°C в печи в вакууме, в инертном газе, в восстановительной атмосфере или в их сочетаниях; и
(vi) получение паяного продукта.
В соответствии с примером, паяный продукт, полученный на этапе (vi), может быть обеспечен соединением (соединениями), полученным посредством образования тугоплавкого припоя в процессе плавления основного металла и смеси и переноса под действием капиллярных сил тугоплавкого припоя в расплавленной форме в область соединения (соединений) главным образом из соседних областей.
В соответствии с другим примером, температура солидуса основного металла может быть выше 1220°C. В соответствии с другой альтернативой изобретения, температура солидуса основного металла может быть выше 1250°C. В соответствии с дополнительной альтернативой изобретения, температура солидуса основного металла может быть выше 1300°C.
В соответствии с одним примером, полученный продукт может быть подвергнут высокотемпературной пайке при температуре ниже 1250°C. В соответствии с другим примером, продукт может быть подвергнут высокотемпературной пайке при температуре ниже 1200°C. В соответствии с дополнительным примером, продукт может быть подвергнут высокотемпературной пайке при температуре выше 1100°C. В соответствии с дополнительным примером, продукт может быть подвергнут высокотемпературной пайке при температуре в диапазоне от примерно 1100°C до примерно 1250°C.
Способ также может содержать то, что на этапе (iv) продукт припаивается к основному металлу, имеющему толщину ≥1 мм, или припаивается к основному металлу, имеющему толщину <1 мм, или припаивается к одному или более промежуточным продуктам в соответствии с данным изобретением.
Способ также может содержать то, что на этапе (ii) или этапе (iii) продукт разрезают, формуют, штампуют или подвергают воздействию сочетаний этих видов обработки, получая пластины, предпочтительно, пластины теплообменника или пластины реактора.
Способ также может содержать то, что полученный на этапе (ii) или этапе (iii) продукт представляет собой пластину, и что на этапе (iv) пластины укладывают, с получением теплообменника или пластинчатого реактора.
Способ также может содержать то, что полученный паяный продукт выбирают из группы, состоящей из теплообменников, пластинчатых реакторов, деталей реакторов, деталей сепараторов, деталей отстойников, деталей насосов, деталей клапанов и т.п.
Восьмой аспект относится к паяному продукту, полученному способом в соответствии с седьмым аспектом. Соединения паяного продукта получают посредством образованного тугоплавкого припоя, причем тугоплавкий припой образуется в процессе плавления из основного металла и смеси и перетекает в соединение из соседних областей, при этом элементы, найденные в тугоплавком припое, кроме элементов основных металлов, представляют собой Si, B и необязательно C, и при этом основной металл имеет температуру солидуса выше 1100°C.
В паяном продукте, полученном с помощью данного способа, объем образованного тугоплавкого припоя вычисляют по следующей формуле, см. также фигуру 2:
Объем = общая площадь A × длина соединения,
Общая площадь A=((X-B)/2)×((X-B)/2)×tan α,
где A - общая площадь двух треугольников, X - общая ширина образованного соединения, B - часть образованного соединения, где объем образованного тугоплавкого припоя в центре соединения пренебрежимо мал, а высоту вычисляют посредством измерения угла α, который является углом между касательной к штампованной балке и основанием.
Девятый аспект относится к использованию промежуточного продукта для высокотемпературной пайки теплообменников, пластинчатых реакторов, деталей реакторов, деталей сепараторов, деталей отстойников, деталей насосов, деталей клапанов и т.п.
Десятый аспект относится к продукту, предварительно подвергнутому высокотемпературной пайке, для высокотемпературной пайки, содержащему пластины и/или детали изделий из основного металла, имеющего температуру солидуса выше 1040°C, при этом продукт, предварительно подвергнутый высокотемпературной пайке, получают посредством нанесения поверхностного слоя из смеси на пластины и/или детали изделий из основного металла, при этом смесь содержит бор и кремний, бор выбирают из источника бора, а кремний выбирают из источника кремния, причем смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., предпочтительно в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс., при этом на основной металл и поверхностный слой воздействуют температурой выше, чем температура солидуса образованного тугоплавкого припоя и ниже, чем температура солидуса основного металла, а слой тугоплавкого припоя получают на поверхности пластин и/или деталей изделий из основного металла.
Настоящее изобретение относится также к смеси для высокотемпературной пайки соединений основных металлов и для нанесения покрытий на основные металлы, при этом основной металл имеет температуру солидуса выше 1040°C, и смесь содержит бор и кремний, причем бор выбирают из источника бора, а кремний выбирают из источника кремния. Смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., предпочтительно в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс. В соответствии с одной альтернативой, смесь также может содержать порошки основного металла, имеющего температуру солидуса выше 1040°C. Смесь в краске может содержать частицы, имеющие размер частиц <50 мкм.
Основной металл по данному изобретению представляет собой сплав, содержащий элементы, такие как железо (Fe), хром (Cr), никель (Ni), молибден (Mo), марганец (Mn), медь (Cu) и т.п. В соответствии с одной альтернативой, основной металл может быть выбран из группы, состоящей из сплавов на основе железа, сплавов на основе никеля, сплавов на основе хрома и сплавов на основе меди.
Настоящее изобретение относится также к краске, содержащей смесь бора и кремния, при этом бор выбирают из источника бора, а кремний выбирают из источника кремния, причем смесь содержит бор и кремний в соотношении бора к кремнию в диапазоне от примерно 3:100 масс./масс. до примерно 100:3 масс./масс., предпочтительно в диапазоне от примерно 5:100 масс./масс. до примерно 1:1 масс./масс., и необязательно порошки из основного металла, имеющего температуру солидуса выше 1040°C, при этом данная краска также содержит по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров.
В соответствии с альтернативой, связующее может быть выбрано из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, метакриловых полимеров, поливинилового спирта, поливинилацетата, полистирола.
Другие варианты осуществления и альтернативы определяются формулой изобретения.
В дальнейшем изобретение будет описано с использованием фигур 1-6. Рисунки предназначены для целей демонстрации данного изобретения и не предназначены для ограничения его объема.
Краткое описание чертежей
Фигура 1 показывает использование круглой штампованной пластины в примерах.
Фигура 2 показывает график "Приближение".
Фигура 3 показывает диаграмму, на которой измеренная ширина является функцией нанесенного количества (г/3500 мм2), с линиями трендов.
Фигура 4 показывает другую диаграмму, на которой вычисленная заполненная площадь паяного соединения основана на измеренной ширине и является функцией нанесенного количества (г/3500 мм2), с линиями трендов.
Фигура 5 показывает другую диаграмму, на которой % образцов, исследованных на разрыв, в которых соединение было прочнее или одинаковым по сравнению с материалом пластины, является функцией нанесенного количества смеси (грамм на 3500 мм2).
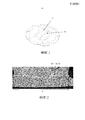
Фигура 6 показывает фотографию одного из образцов после соединения.
Подробное описание чертежей
Фигура 1 показывает круглую штампованную пластину, диаметр которой равен 42 мм и толщина 0,4 мм, и которая изготовлена из нержавеющей стали типа 316L. Штампованная пластина имеет две штампованные балки V и H, каждая длиной приблизительно 20 мм. Балка V или v означает левую балку, а балка H или h означает правую балку, и v, и h используют в примерах 5 и 9.
Фигура 2 показывает приближение фиг. 1, которое основывается на поперечном сечении паяного образца для исследований. Поперечное сечение по фигуре 2 показывает штампованную балку в верхней части фигуры 2. В нижней части фигуры 2 имеется плоская, ранее заявленная пластина. В капилляре между балкой и плоской поверхностью создается соединение. Для оценки количества тугоплавкого припоя, созданного в соединении, были сделаны следующие приближения и расчеты. Было вычислено, что объем в центре соединения пренебрежимо мал. По этой причине, созданный объем тугоплавкого припоя для соединений с шириной, т.е. с шириной B 1,21 мм или меньше, принимается равным нулю. На наружных сторонах балки, т.е. ((X-B)/2), накапливался образованный тугоплавкий припой. Таким образом, тугоплавкий припой в расплавленной форме переносился под действием капиллярных сил в область соединения главным образом из соседних областей, образуя объемы тугоплавкого припоя в виде треугольников.
Исходя из фигуры 2, можно рассчитать площадь посредством оценки того, что два треугольника образуются на каждой стороне от центра соединения. Угол в треугольнике измеряется как приблизительно 28°. Общую измеренную ширину называют X, а ширину центра - B. Следовательно, общая площадь (A) двух треугольников равна A=2×(((X-B)/2)×((X-B)/2)×tan(α)))/2, т.е. для Фигуры 2 A=2×(((X-1,21)/2)×((X-1,21)/2)×tan(28)))/2. Общий созданный объем тугоплавкого припоя, который перетек в трещины, будет равен произведению этой площади и длины двух балок. Часть образованного тугоплавкого припоя не перетекает в трещины и остается на поверхности. Фигура 3 показывает диаграмму, на которой измеренная ширина является функцией нанесенного количества (г/3500 мм2), с линиями трендов. Результаты исследования углового шва показаны в таблицах 8 и 9 из примера 5 и на фигуре 3. Линии трендов на фигуре 3 основаны на функции Y=K×X+L. Результаты измеренной ширины и оцененных площадей иллюстрируются на диаграммах на фигуре 3. Нанесенные количества, см. таблицы 8 и 9, составляли от 0,06 грамм/3500 мм2 до 0,96 грамм/3500 мм2, что соответствует приблизительно от 0,017 мг/мм2 до 0,274 мг/мм2, для сравнения в примере 2 используется приблизительно 1,3-5,1 мг смеси на мм2.
Для смеси была измерена линия тренда Y=K×X+L, где Y - ширина соединения, K - наклон линии, X - нанесенное количество смеси и L - постоянная величина, см. фигуру 3. Таким образом, ширина паяного соединения:
Y (ширина для A3.3)=1,554+9,922×(нанесенное количество смеси A3.3)
Y (ширина для B2)=0,626+10,807×(нанесенное количество смеси B2)
Y (ширина для C1)=0,537+8,342×(нанесенное количество смеси C1)
Y (ширина для F0)=0,632+7,456×(нанесенное количество смеси F0)
Наблюдаемые из фигуры 3 смеси A3.3, среди смесей A3.3, B2, C1, D0.5, E0.3 и F0, дают самое высокое количество тугоплавкого припоя в соединении в зависимости от нанесенного количества смеси. Образец F0 не дает никаких существенных соединений ниже 0,20 грамм на 3500 мм2.
Фигура 4 показывает другую диаграмму, на которой вычисленная заполненная площадь паяного соединения на основе измеренной ширины является функцией нанесенного количества (грамм/3500 мм2), с линиями трендов. Для смеси была измерена линия тренда Y=K×X-L, где Y - площадь, K - наклон линии, X - нанесенное количество смеси и L - постоянная величина, см. фигуру 4.
Y (площадь для A3.3)=4,361×(нанесенное количество смеси A3.3)-0,161
Y (площадь для B2)=3,372×(нанесенное количество смеси B2)-0,318
Y (площадь для C1)=2,549×(нанесенное количество смеси C1)-0,321
Y (площадь для F0)=0,569×(нанесенное количество смеси F0)-0,093
Грубая оценка полученного объема основана на диаграмме на фигуре 4, например, для количества 0,18 грамм на 3500 мм2, исключая образец F0 из-за "отсутствия" паяных соединений и образец D0.5 из-за слишком малого количества данных, диаграмма дает значение для образцов для созданного объема тугоплавкого припоя в соединении между двумя балками, см. ниже.
Объем (A3.3)=0,63×длина 40 (20×2)=25,2 мм3
Объем (B2)=0,30×длина 40 (20×2)=12,0 мм3
Объем (C1)=0,12×длина 40 (20×2)=4,8 мм3
Объем (E0.3)=0,10×длина 40 (20×2)=4,0 мм3
Фигура 5 показывает другую диаграмму, на которой % (процент) равен доле успеха в образцах, исследованных на разрыв, где соединение было прочнее или одинаковым с материалом пластины, при этом доля успеха является функцией нанесенного количества смеси, т.е. грамм на 3500 мм2. Когда пластина была прочнее, чем соединение, что приводит к разрушению соединения, результат был установлен равным нулю. Для образцов, в которых соединение было прочнее, чем материал пластины, различие в результатах не было статистически значимым.
На фотографии по фигуре 6 находится один из образцов, показанный после соединения. Фотография показывает, что между двумя деталями имеется образованное соединение. Соединенный образец взят из примера 10.
Данное изобретение описывают подробнее посредством следующих примеров, и эти примеры приводят для иллюстрации изобретения и не предназначены для ограничения объема изобретения.
Примеры
Исследования в этих примерах проводили для получения сведений, способен ли кремний, Si, создавать тугоплавкий припой, когда кремний наносили на поверхность исследуемого образца основного металла. Также добавляли разные количества бора, B, поскольку бор может уменьшить температуру плавления тугоплавких припоев. Бор также может изменить поведение тугоплавких припоев при смачивании. Также были получены сведения о свойствах исследованных смесей. В примерах масс. % представляет собой процент по массе и % атом. представляет собой процент атомов.
Если иное не установлено, исследуемые образцы основного металла для всех исследований очищали с помощью посудомоечной машины и ацетоном перед тем, как образцы смесей кремния и бора добавляли к исследуемым образцам.
Пример 1: Приготовление образцов смесей кремния и бора, предназначенных для исследований
Исследуемый образец № C1 готовили смешиванием 118,0 граммов порошка кристаллического кремния размером частиц 325 меш (78 мкм), чистотой 99,5% (металлическая основа) 7440-21-3 от Alfa Aesar-Johnsson Matthey Company, с 13,06 граммами порошка кристаллического бора размером частиц 325 меш (78 мкм), чистотой 98% (металлическая основа) 7440-42-8 от Alfa Aesar - Johnsson Matthey Company, и 77,0 граммами связующего Nicorobraz S-30 от Wall Colmonoy в Varimixer BEAR от Busch & Holm с получением 208 граммов пасты, см. образец C1. Все исследуемые образцы были получены, следуя такой же процедуре, как для исследуемого образца C1. Образцы приведены в таблице 2.

Образцы G15, H100, I66 и J готовили таким же способом, как образцы F0, E0.3, D0.5, C1, B2 и A3.3, за тем исключением, что использовали другое связующее, которое является связующим Nicorobraz S-20 от Wall Colmonoy. Исследуемые образцы приведены в таблице 3.

Данные для образцов также вычисляют, чтобы показать соотношение, массовый процент и атомный процент, которые показаны в таблице 4.

Измерение содержания связующего (полимера и растворителя) в связующем S-20 и S-30.
Также исследовали содержание "сухого" материала в гелях. Образцы S-20 и S-30 взвешивали, а затем помещали в печь на 18 часов при 98°C. После того, как образцы были извлечены из печи, их снова взвешивали. Результаты можно найти в таблице 5.

Пример 2: Исследования высокотемпературной пайки
При исследовании тугоплавких присадок предшествующего уровня техники, масса нанесенной тугоплавкой присадки составляет 2,0 грамма, что соответствует 0,2 грамма кремния. Поскольку должны были исследоваться смеси кремния и бора, в исследуемых составах были использованы сходные количества кремния и бора. Тугоплавкая присадка содержит 10 масс. % кремния, следовательно, на образцы для исследований наносили 0,2 грамма смесей кремния и бора. Исследуемые образцы представляли собой круглые детали для исследований, имеющие диаметр 83 мм и толщину 0,8 мм, и исследуемые образцы изготавливали из нержавеющей стали типа 316L. Поскольку не ожидалось, что 0,2 грамма тугоплавкой смеси будет соответствовать 2 граммам тугоплавкого припоя, потому что сначала из основного металла и тугоплавкой смеси может быть создан "образованный тугоплавкий припой", прежде чем он будет течь, и что кремний и бор могут только диффундировать в основной металл или даже не расплавлять основной металл, было также исследовано большее количество - 0,4 грамма. Все образцы были подвергнуты высокотемпературной пайке в вакуумной печи при 1210°C в течение 1 часа. Были проведены двойные исследования. Это означает две массы, двойные образцы для исследований и шесть различных смесей, 2×2×6=24 образца, т.е. F0, E0.3, D0.5, C1, B2 и A3.3. Смеси наносили на круглый участок, имеющий диаметр приблизительно 10-14 мм, т.е. поверхность от 78 до 154 мм2 или приблизительно 1,3-5,1 мг смеси на мм2.
Результаты
Ясно наблюдали, что исследуемые детали из основного металла расплавились и были созданы некоторые типы расплавов. Также наблюдали, что расплавы в некоторых аспектах оказались в качестве тугоплавкого припоя с текучестью. Без измерения величины смачиваемости, судя по всему, увеличенное количество бора в смесях приводило к лучшей смачиваемости. Однако также было видно, что в большинстве образцов расплавилась вся толщина и в середине исследуемой детали образовывалось отверстие. Для "0,2-граммовых образцов" пять из двенадцати исследуемых деталей имели отверстия, а для "0,4-граммовых образцов" - десять из двенадцати.
Один вывод, следовательно, заключается в том, что невозможно заменить пасту тугоплавкой присадки или подобное и наносить пятна или линии со "сравнительно равными количествами" смесей кремния и бора, поскольку смеси кремния и бора будут проплавлять отверстие в основном металле, если образец для исследований тонкий, в этом случае - 0,8 мм. Если используют исследуемые образцы большей толщины, отверстия могут не появляться, но в основном металле могут возникать "канавки". Это можно предотвратить или улучшить посредством добавления основного металла, например, в качестве порошка, в смеси кремния и бора. Если наносят только кремний, т.е. образец F0, результат, по-видимому, имеет меньшую текучесть и худшие свойства смачиваемости, чем в других образцах, в которых наносили как кремний, так и бор.
Пример 3: Новая процедура нанесения
В этом примере одновременно изготавливали исследуемые пластины для всех исследований углового шва, исследований коррозии и исследований на разрыв. Из примера 2 сделали вывод, что для смесей кремния и бора может быть рискованным нанесение смеси в виде точек или линий на тонкостенные пластины. И поэтому новые исследуемые образцы, т.е. исследуемые пластины, использовали для нанесения разных смесей Si и B для исследований углового шва, исследований коррозии и исследований на разрыв.
Соответственно, новые исследуемые образцы представляли собой пластины, изготовленные из нержавеющей стали типа 316L. Размеры пластин составляли 100 мм шириной, 180-200 мм длиной и толщина была 0,4 мм. Все пластины очищали в посудомоечной машине и в ацетоне перед нанесением на образцы смесей Si и B. Измеряли массу. На каждой пластине маскировали часть, отмеренную как 35 мм от короткой стороны.
Использовали различные исследуемые смеси A3.3, B2, C1, D0.5, E0.3, F0, G15, H100 и I66. Исследуемые пластины "окрашивали" смесями на немаскированной площади поверхности, при этом данная площадь поверхности имела размер 100 мм ×35 мм. Связующее представляло собой S-30. После сушки в течение более чем 12 часов при комнатной температуре, маскирующую ленту удаляли и измеряли массу пластины для каждой из пластин. Масса, представленная в таблице 6 ниже, представляет собой массу общего количества смесей на площади 100 мм ×35 мм=3500 мм2=35 см2.

Пример 4: Исследование образцов на коррозию при изгибе
Из исследуемых пластин вырезали секции, имеющие ширину 35 мм, означая площадь поверхности для нанесения 35 мм ×35 мм. На эту площадь поверхности помещали круглую штампованную пластину, см. фигуру 1, которая имела размер 42 мм в диаметре и 0,4 мм толщиной, и была изготовлена из нержавеющей стали типа 316L. Исследуемые образцы подвергались высокотемпературной пайке 1 час при 1210°C. Исследуемые пластины для исследований коррозии имели нанесенные образцы смесей A3.3, B2, C1, D0.5, E0.3, H100, I66 и J, см. таблицу 4.
Образцы исследовали согласно способу исследования коррозии ASTM A262 "Стандартные методы определения подверженности межкристаллитной коррозии аустенитных нержавеющих сталей". "Метод E - Медь - Сульфат меди - Серная кислота. Метод определения подверженности межкристаллитной коррозии аустенитных нержавеющих сталей", выбрали для способа исследования. Причина выбора этих исследований коррозии заключалась в том, что существует риск, что бор может реагировать с хромом в стали, создавая бориды хрома, главным образом на границах зерен, и тогда увеличивается риск межкристаллитного наступления коррозии, при этом использовали "практический подход" в стандарте, кипятя 16% серную кислоту вместе с сульфатом меди 20 часов, а после этого осуществляли исследование на изгиб в соответствии с главой 30 данного стандарта.
Результаты исследования коррозии и изготовленных срезов исследуемых образцов
Осуществляли исследования на изгиб исследуемых образцов согласно способу исследования коррозии в главе 30.1. Ни один из образцов не дал указаний на межкристаллитную коррозию при визуальном исследовании изогнутых поверхностей. После исследования согласно стандарту ASTM изогнутые исследуемые образцы разрезали, шлифовали и полировали, и изучали их поперечное сечение в световом оптическом микроскопоме методом ЭДС, т.е. методом энергодисперсионной спектроскопии. Результаты приведены в Таблице 7.


Комментарии
Очевидно, при добавлении больших количеств бора, как для образцов H100, J, I66, на поверхности образовывалась хрупкая фаза, наиболее вероятно, это фаза борида хрома, увеличиваясь с количеством бора. Хрупкая фаза была не видна в образце H100, наиболее вероятно из-за коррозии на поверхности. Количество боридов также увеличилось с количеством бора, означая, что следует принимать во внимание, что коррозионные свойства могут ухудшаться при добавлении больших количеств бора, как для образца H100, который подвергали воздействию при исследовании коррозии. "Негативное" влияние бора может быть уменьшено при использовании основных металлов большей толщины и/или более продолжительных времен диффузии. Кроме того, можно "разбавить" бор в основном металле. Также для нормального количества бора, как в A3.3 и B2, образовывался более тонкий хрупкий поверхностный слой. Видно, что для низкого количества бора в образцах, образец E0.3, образовывался очень толстый хрупкий поверхностный слой с высоким содержанием кремния, как правило, >5 масс. % кремния, с другой характеристикой, чем для хрупких поверхностей для A3.3, B2, H100, I66 и J. "Негативное" влияние кремния может быть уменьшено при использовании основных металлов большей толщины и/или более продолжительных времен диффузии. Кроме того, можно "разбавить" кремний в основном металле.
Пример 5: Исследование углового шва образцов
Из образцов для исследований, изготовленных в соответствии с примером 3, вырезали секции пластин шириной 35 мм, означая покрытую поверхность 35 мм ×35 мм. На эту поверхность помещали круглую штампованную пластину, см. фигуру 1, 42 мм в диаметре и 0,4 мм толщиной, изготовленную из нержавеющей стали типа 316L. Штампованная пластина имела две штампованных балки, каждая длиной приблизительно 20 мм. Образцы подвергали высокотемпературной пайке приблизительно 1 час при приблизительно 1200°C.
Результаты исследования углового шва показывают, что существовали некоторые количества тугоплавкого припоя, найденные в области соединения, созданного между плоским участком поверхности, на площадь поверхности которого наносили смеси, при этом плоский участок поверхности был в контакте со штампованной балкой в исследуемом образце, находящемся на фигуре 1. Количество тугоплавкого припоя вычисляли путем аппроксимации, см. фигуру 2, расчетом площади в предположении, что два треугольника образуются на каждой стороне от центра соединения. В средней части нет дополнительно образованного "тугоплавкого припоя" или имеются его очень небольшие количества. Два треугольника могут быть измерены посредством измерения высоты (h) и основания (b), при этом общая площадь двух треугольников в сумме дает (h)×(b), поскольку имеются два треугольника. Проблема при этом расчете состоит в том, что трудно измерить высоту. По этой причине мы используем следующее уравнение для вычисления площадей двух треугольников:
A=((X-B)/2)×((X-B)/2)×tan α,
A - общая площадь двух треугольников, X - общая ширина образованного соединения, B - часть образованного соединения, где объем образованного тугоплавкого припоя в центре соединения пренебрежимо мал. Таким образом, основание каждого треугольника составляет (X-B)/2. Высоту вычисляют посредством измерения угла α, который представляет собой угол между касательными штампованной балки к основанию.
Для вычисления объема общего созданного объема образованного тугоплавкого припоя, который перетек в трещины, следует измерить длину двух балок, т.е. каждая балка составляет 20 мм, и умножить длину на общую площадь.
Площадь двух треугольников представляет собой оцененную площадь после высокотемпературной пайки и показана в Таблицах 8 и 9. Объем представляет собой объем образованного тугоплавкого припоя на одной из балок. Результаты исследования углового шва показаны в таблицах 8 и 9 и на фигуре 3. В таблице 8 и в таблице 9 v и h означают v = левая балка и h = правая балка.


Результаты измеренной ширины и оцененных площадей представлены в таблицах 8 и 9 и проиллюстрированы на диаграммах на фигуре 3. Нанесенные количества, см. таблицы 8 и 9, были от 0,06 грамм/3500 мм2 до 0,96 грамм/3500 мм2, что соответствует приблизительно от 0,017 мг/м2 до 0,274 мг/мм2, по сравнению приблизительно с 1,3-5,1 мг смеси на мм2, использованной в примере 2.
Для смеси измеряли линию тренда Y=K×X+L, где Y - ширина соединения, K - наклон линии, X - нанесенное количество смеси и L - постоянная величина, см. фигуру 3. Таким образом, ширина паяного соединения:
Y (ширина для A3.3)=1,554+9,922×(нанесенное количество смеси A3.3)
Y (ширина для B2)=0,626+10,807×(нанесенное количество смеси B2)
Y (ширина для C1)=0,537+8,342×(нанесенное количество смеси C1)
Y (ширина для F0)=0,632+7,456×(нанесенное количество смеси F0)
Как подмечено из диаграммы, среди смесей A3.3, B2, C1, D0.5, E0.3 и F0 смесь A3.3 дает наивысшее количество тугоплавкого припоя в соединении в зависимости от нанесенного количества смеси. Образец F0 не дает никаких существенных соединений при содержании ниже 0,20 грамма на 3500 мм2.
Для смеси измеряли линию тренда Y=K×X-L, где Y - площадь, K - наклон линии, X - нанесенное количество смеси и L - постоянная величина, см. фигуру 4.
Y (площадь для A3.3)=4,36×(нанесенное количество смеси A3.3)-0,161
Y (площадь для B2)=3,372×(нанесенное количество смеси B2)-0,318
Y (площадь для C1)=2,549×(нанесенное количество смеси C1)-0,321
Y (площадь для F0)=0,569×(нанесенное количество смеси F0)-0,093
Грубая оценка созданного объема основана на диаграмме по фигуре 4 и, например, для количества 0,18 грамма на 3500 мм2, исключая образец F0 из-за "отсутствия" паяных соединений и образец D0.5 из-за слишком малого количества данных, дает для образцов значение созданного объема тугоплавкого припоя в соединении между двумя балками, см. ниже.
Объем (A3.3)=0,63×длина 40 (20×2)=25,2 мм3
Объем (B2)=0,30×длина 40 (20×2)=12,0 мм3
Объем (C1)=0,12×длина 40 (20×2)=4,8 мм3
Объем (E0.3)=0,10×длина 40 (20×2)=4,0 мм3
Также исследовали смеси с повышенным содержанием бора, например, образец G15, H100, I66 и J. Все исследуемые образцы работали практически подобно смеси A3.3 и B2 относительно созданного объема тугоплавкого припоя. Однако металлографическое исследование поперечного сечения паяных образцов показало, что количество боридов было значительнее, а для образца H100, т.е. для чистого бора, обнаружили также и хрупкие фазы с высоким содержанием хрома на поверхности, где ранее была нанесена смесь. Твердые фазы, вероятнее всего, были боридами хрома, которые уменьшают содержание хрома в окружающем материале, уменьшая устойчивость к коррозии. Это может быть проблемой, когда требуется хорошая устойчивость к коррозии, но не является проблемой для некоррозионного окружения. Влияние бора может быть уменьшено посредством изменения термической обработки и/или при использовании основного металла большей толщины, который может "поглощать" большее количество бора. Для материала большей толщины ≥1 мм, это влияние на поверхности также будет менее выраженным, поскольку доля поверхностного объема по сравнению с объемом основного металла гораздо меньше, чем для тонкого материала толщиной <1 мм или <0,5 мм. Бориды хрома могут быть преимуществом, если требуется лучшая износоустойчивость. Металлографическое исследование также показало, что для образца F0, т.е. чистого кремния, обнаружили толстую хрупкую кремнийсодержащую фазу толщиной >50% от толщины пластины, для некоторых участков в исследованном образце. Подобная фаза также была обнаружена в соединении. В этой фазе были обнаружены трещины длиной >30% от толщины пластины. Такие трещины будут ухудшать механическую прочность соединенного продукта и могут быть точками начала образования коррозии и/или усталостных трещин. Средняя измеренная твердость этой фазы была больше 400 Hv (по Виккерсу). Эту хрупкую фазу, вероятно, гораздо труднее уменьшить по сравнению с боридной фазой, используя основной металл большей толщины или изменением в тепловой обработке. Тем не менее, для основного металла большей толщины это влияние может быть менее выраженным.
Пример 6: Исследование на разрыв паяного соединения
Исходные покрытые исследуемые пластины разрезали на секции. Размеры разрезанных образцов были приблизительно 100 мм шириной, 180-200 мм длиной и толщиной 0,4 мм. Площадь нанесения для каждой секции была тогда 10 мм умножить на 35 мм = 350 мм2. На участок нанесения помещали более толстую часть, 4 мм, из нержавеющей стали типа 316L, покрывая 30 мм из общей 35 мм поверхности нанесения. Более толстую часть помещали на конец секции, оставляя 5 мм поверхности нанесения, не покрытой толстой пластиной. При этом уменьшение прочности материала пластины из-за нанесенной смеси было бы обнаружено при исследовании на разрыв, если соединение прочнее, чем пластина. Пластина большей толщины была также шире, чем 10 мм секции. Все образцы для исследований подвергали высокотемпературной пайке приблизительно при 1200°C приблизительно 1 час.
После высокотемпературной пайки толстую часть устанавливали горизонтально в устройстве для исследований на разрыв. Паяную секцию жестко сгибали под 90° к вертикальному направлению. Образцы устанавливали так, чтобы они могли перемещаться в горизонтальном направлении. Затем образцы нагружали, и паяное соединение расщепляли.
Результаты
Когда пластина была прочнее, чем соединение, так что соединение расщеплялось, результат считали нулевым. Для образцов, в которых соединение было прочнее, чем материал пластины, разница в результатах не была статистически значимой. Результаты показаны как процент (%) исследуемых образцов, в которых соединение было прочнее или таким же, как пластина, в зависимости от нанесенного количества, означая, что соединение не расщеплялось при исследовании. Результаты приведены в таблице 10 и на диаграмме по фигуре 5.


Пример 7
Для установления связи между нанесенным количеством и риском прогорания пластин насквозь, осуществляли новые исследования. Для всех исследований использовали смесь B2, см. таблицу 6. К смеси B2 добавляли связующее S-30. Исследуемые образцы, которые исследовали, представляли собой диски, имеющие толщину 0,8 мм и диаметр 83 мм. Основной металл в исследуемых пластинах представлял собой нержавеющую сталь типа 316. Для всех образцов смесь наносили в центр исследуемого образца. Площадь нанесения составляла 28 мм2, т.е. это круглое пятно, имеющее диаметр 6 мм. Все исследуемые образцы взвешивали до и после нанесения, и результаты приведены в Таблице 11. После чего исследуемые образцы помещали в печь при комнатной температуре на 12 часов. Образцы снова взвешивали.
Все исследуемые образцы помещали в печь и подвергали высокотемпературной пайке при 1210°C приблизительно 1 час. Во время высокотемпературной пайки только наружные края каждого образца находились в соприкосновении со связующим материалом, сохраняя центр нижней поверхности пластины без контакта с каким-либо материалом во время высокотемпературной пайки. Причина сохранения центра нижней поверхности пластины свободной от соприкосновений заключается в том, что может быть предотвращено разрушение или прогорание насквозь, если материал центра поддерживается снизу связующим материалом.
Нанесенное количество и результаты прогорания насквозь для 0,8 мм образцов приведены в таблице 11.

Исследования показывают, что имеет место прогорание насквозь между образцами 10 и 11 для пластины, имеющей толщину 0,8 мм. Образец 10 имеет 2,264 мг/ мм2 нанесенного количества смеси, а образец 11 имеет 2,491 мг/мм2. Для соединения пластин, имеющих толщину менее чем 1 мм, существует риск прогорания насквозь пластин при количестве в диапазоне примерно от 2,830 мг/мм2 примерно до 3,114 мг/мм2, количество в середине этого диапазона составляет 2,972 мг/мм2. Следовательно, для пластины, имеющей толщину менее чем 1 мм, количество менее чем 2,9 мг/мм2 было бы подходящим для предотвращения прогорания пластины насквозь.
Пример 8
В Примере 8 паяное соединение между двумя штампованными пластинами теплообменника изготавливают тремя различными путями. Толщина пластин теплообменника составляет 0,4 мм.
В первом и втором исследуемых образцах используют тугоплавкую присадку на основе железа с составом, близким к нержавеющей стали типа 316, см. WO 2002/38327. Тугоплавкая присадка имела повышенное количество кремния примерно до 10 масс. %, количество бора примерно до 0,5 масс. % и пониженное количество Fe примерно 10,5 масс. %. В первом исследуемом образце тугоплавкую присадку наносили линиями, а во втором исследуемом образце тугоплавкую присадку наносили равномерно по поверхности. В обоих случаях присадку наносили после штампования.
После высокотемпературной пайки исследуемый образец 1 показал, что тугоплавкая присадка, нанесенная линиями, втягивалась в паяные соединения. Часть тугоплавкой присадки не перетекла в паяное соединение и, следовательно, локально увеличила толщину на линии нанесения. Для исследуемого образца 2 тугоплавкая присадка перетекла в паяные соединения, однако часть тугоплавкой присадки осталась на поверхности и увеличила толщину. В исследуемых образцах 1 и 2 количество тугоплавкой присадки соответствует количеству приблизительно 15 масс. % от материала пластины.
В исследуемом образце 3 использовали смесь A3.3, см. таблицу 6. Смесь наносили на пластину равномерно до штампования. Смесь наносили в количестве, которое создавало бы паяное соединение со сходными размерами, как в исследуемых образцах 1 и 2.
На исследуемый образец 3 наносили слой, имеющий толщину, соответствующую массе приблизительно 1,5 масс. % от материала пластины. При нанесении смеси A3.3 образовывался тугоплавкий припой из основного металла, и этот образованный тугоплавкий припой перетекал в паяные соединения. Соответственно, толщина пластины уменьшилась, поскольку в паяное соединение втягивалось больше материала, чем добавили смеси на поверхность.
Пример 9: Исследования с различными источниками Si и источниками B
Исследования, которые осуществляли в примере 9, предназначены для исследования альтернативных источников бора и источников кремния. Смесь B2, см. таблицу 6, выбирали в качестве эталона для этого исследования. Альтернативные источники исследовали в отношении их способности создавать соединение. В каждом эксперименте исследовали либо альтернативный источник бора, либо альтернативный источник кремния. При использовании альтернативного источника, влияние другого элемента полагали равным нулю, это означает, что "измеряли" только массу бора или кремния в альтернативном компоненте, см. таблицу 12. Для эталонной смеси B2, массовое соотношение между кремнием и бором составляет 10 грамм к 2 граммам, составляя в сумме 12 грамм. Каждую смесь смешивали вместе со связующим S-30, и смесь наносили на стальную пластину согласно примеру 1. Все образцы подвергали высокотемпературной пайке в вакуумной печи при 1210°C в течение 1 часа.

Для смеси B2 измеряли линию тренда Y=K×X+L, где Y - ширина соединения, K - наклон линии для B2, X - нанесенное количество смеси и L - постоянная величина при отсутствии нанесения какого-либо количества смеси B2, см. фигуру 3. Таким образом, ширина паяного соединения Y=0,626+10,807×(нанесенное количество смеси).
В таблице 13 v и h означают v = левая балка и h = правая балка, как в примере 5.

Результаты в таблице 13 показывают, что в качестве альтернативных источников бора можно использовать B4C, NiB и FeB. Когда использовали NiB, созданное количество было меньше, чем для чистого бора, однако NiB может быть использован, если требуется эффект легирования с помощью Ni.
Пример 10: Исследования основных металлов
В Примере 10 исследовали большое число различных основных металлов. Все исследования, за исключением малоуглеродистой стали и сплава Ni-Cu, проводили согласно исследованию Y.
Для исследования Y две круглые штампованные исследуемые заготовки толщиной приблизительно 0,8 мм помещали одну на другую. Каждый образец имел штампованную круглую балку. Верхние грани балок располагали друг напротив друга, создавая круговую щель между заготовками. Для каждого образца кистью для краски наносили смесь B2 со связующим S-20. Массу добавленного количества не измеряли, поскольку при нанесении кистью для краски нанесение не было равномерным. Фотография одного из образцов после соединения представлена на фигуре 6.
На образцы из малоуглеродистой стали и на образцы из Ni-Cu наносили покрытия одинаковым способом, но для малоуглеродистой стали согласно исследованиям, осуществленным в примере 5 "исследование углового шва", а для Ni-Cu согласно исследования с двумя плоскими исследуемыми заготовками. Образцы, за исключением Ni-Cu, подвергали "высокотемпературной пайке" в печи приблизительно при 1200°C, т.е. при 1210°C, 1 час в печи с разреженной атмосферой. Образец Ni-Cu подвергали высокотемпературной пайке приблизительно при 1130°C в течение приблизительно 1 час в той же вакуумной печи. После "высокотемпературной пайки" было образовано соединение между заготовками для всех осуществленных исследований, и перетекание созданного "тугоплавкого припоя", состоящего из основного металла, в соединение также наблюдали для всех исследуемых образцов. Результаты показаны в таблице 14.

Результаты в Таблице 14 показывают, что тугоплавкие припои образуются между смесью и основным металлом для каждого образца 1-20. Результаты также показывают, что соединения были созданы для каждого исследуемого образца.
Примеры показывают, что бор требовался для создания существенного количества тугоплавкого припоя, который может заполнять соединения, а также придавать прочность соединениям. Примеры также показали, что бор требовался для микроструктуры, поскольку в образцах без бора обнаруживали толстую хрупкую фазу.
Claims (43)
1. Смесь для соединения металлических изделий высокотемпературной пайкой, содержащая источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С.
2. Смесь по п. 1, отличающаяся тем, что по меньшей мере одно связующее выбрано из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, метакриловых полимеров, поливинилового спирта, поливинилацетата, полистирола.
3. Смесь по п. 1, отличающаяся тем, что частицы порошков источника бора и источника кремния имеют размер менее чем 250 мкм.
4. Смесь по п. 1, отличающаяся тем, что источник бора выбран из бора, В4С, B4Si, NiB и FeB, а источник кремния выбран из кремния, FeSi, SiC и B4Si.
5. Смесь по п. 1, отличающаяся тем, что она дополнительно содержит порошки основного металла изделий, имеющего температуру солидуса выше 1040°С.
6. Смесь по п. 1, отличающаяся тем, что она представляет собой краску.
7. Продукт для соединения металлических изделий высокотемпературной пайкой, выполненный в виде пластины или детали изделия из основного металла с нанесенным по меньшей мере частично на ее поверхность слоем смеси для соединения высокотемпературной пайкой по п. 1.
8. Продукт по п. 7, отличающийся тем, что пластина из основного металла имеет толщину <1 мм, а количество нанесенной на ее поверхность смеси составляет менее 2,9 мг/мм2.
9. Продукт по п. 7, отличающийся тем, что пластина из основного металла имеет толщину ≥1 мм.
10. Продукт по п. 7, отличающийся тем, что по меньшей мере одно связующее в смеси выбрано из группы, состоящей из сложных полиэфиров, полиэтилена, полипропилена, акриловых полимеров, метакриловых полимеров, поливинилового спирта, поливинилацетата, полистирола.
11. Продукт по п. 7, отличающийся тем, что смесь содержит частицы порошков источника бора и источника кремния с размером <250 мкм, предпочтительно <160 мкм.
12. Продукт по п. 7, отличающийся тем, что смесь содержит частицы порошков источника бора и источника кремния с размером <50 мкм.
13. Продукт по п. 7, отличающийся тем, что поверхностный слой частиц порошка смеси нанесен осаждением распылением, физическим осаждением из паровой фазы или химическим осаждением из паровой фазы.
14. Продукт по п. 7, отличающийся тем, что основной металл изделия выбран из группы, состоящей из сплавов на основе железа, сплавов на основе никеля, сплавов на основе хрома и сплавов на основе меди.
15. Продукт по п. 7, отличающийся тем, что основной металл изделия содержит, мас. %: от 15 до 22 хрома, от 8 до 22 никеля, до 3 марганца, до 1,5 кремния, при необходимости, от 1 до 8 молибдена, железо - остальное.
16. Продукт по п. 7, отличающийся тем, что источник бора выбран из бора, В4С, B4Si, NiB и FeB, а источник кремния выбран из кремния, FeSi, SiC и B4Si.
17. Продукт по п. 7, отличающийся тем, что поверхностный слой смеси нанесен на одну или обе стороны пластины.
18. Продукт по п. 7, отличающийся тем, что основной металл изделия и нанесенный слой нагреты до температуры, превышающей температуру солидуса образованного тугоплавкого припоя и не превышающей температуру солидуса основного металла, с образованием на поверхности основного металла слоя тугоплавкого припоя.
19. Продукт по п. 7, отличающийся тем, что до нанесения поверхностного слоя смеси, после нанесения поверхностного слоя или после образования тугоплавкого припоя на поверхности пластины из основного металла пластины подвергают резке, формовке, штамповке или комбинации упомянутых операций.
20. Многослойный продукт для соединения металлических изделий высокотемпературной пайкой, отличающийся тем, что он содержит продукт для соединения металлических изделий высокотемпературной пайкой по любому из пп. 7-19, при этом продукт в виде пластин уложен с обеспечением контакта поверхностного слоя пластины с основным металлом или с поверхностным слоем другой пластины.
21. Сборный продукт для соединения металлических изделий высокотемпературной пайкой, отличающийся тем, что он содержит по меньшей мере один продукт для соединения металлических изделий высокотемпературной пайкой по любому из пп. 7-19, при этом по меньшей мере один продукт в виде пластины имеет толщину ≥1 мм, продукты собраны с обеспечением контакта по меньшей мере одного поверхностного слоя продукта с основным металлом или поверхностным слоем другого продукта.
22. Многослойный паяный продукт, полученный высокотемпературной пайкой многослойного продукта по п. 20, характеризующийся тем, что он получен пайкой при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях с образованием паяных соединений из тугоплавкого припоя между уложенными пластинами, причем тугоплавкий припой образован в процессе плавления основного металла и смеси и тугоплавкий припой в расплавленной форме перенесен под действием капиллярных сил в область соединения из соседних областей.
23. Сборный паяный продукт, полученный высокотемпературной пайкой сборного продукта по п. 21, характеризующийся тем, что он получен пайкой при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях с образованием паяных соединений из тугоплавкого припоя между поверхностями соприкосновения сборного продукта, причем тугоплавкий припой образован в процессе плавления основного металла и смеси и тугоплавкий припой в расплавленной форме перенесен под действием капиллярных сил в область соединения из соседних областей.
24. Способ соединения металлических изделий высокотемпературной пайкой, включающий этапы:
(i) нанесение смеси для соединения металлических изделий высокотемпературной пайкой на пластины или детали изделия из основного металла, причем смесь содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С;
(ii) получение продукта по любому из пп. 7-19;
(iii) укладывание полученного продукта с одной или более пластинами или деталями изделия из основного металла, не имеющими на своей поверхности нанесенного слоя смеси, с получением многослойного продукта;
(iv) высокотемпературная пайка многослойного продукта, полученного на этапе (iii), при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях; и
(v) получение паяного изделия.
(i) нанесение смеси для соединения металлических изделий высокотемпературной пайкой на пластины или детали изделия из основного металла, причем смесь содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С;
(ii) получение продукта по любому из пп. 7-19;
(iii) укладывание полученного продукта с одной или более пластинами или деталями изделия из основного металла, не имеющими на своей поверхности нанесенного слоя смеси, с получением многослойного продукта;
(iv) высокотемпературная пайка многослойного продукта, полученного на этапе (iii), при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях; и
(v) получение паяного изделия.
25. Способ по п. 24, отличающийся тем, что полученный на этапе (ii) продукт подвергают предварительной пайке путем нагрева до температуры, превышающей температуру солидуса образованного тугоплавкого припоя и не превышающей температуру солидуса основного металла, с образованием на поверхности основного металла слоя тугоплавкого припоя.
26. Способ по п. 24, отличающийся тем, что на этапе (v) получают паяное изделие, имеющее соединение(я), сформированное(ые) посредством образования тугоплавкого припоя в процессе плавления основного металла и слоя смеси и переноса под действием капиллярных сил тугоплавкого припоя в расплавленной форме в область соединения из соседних областей.
27. Способ по п. 24, отличающийся тем, что полученный на этапе (iii) многослойный продукт припаивают посредством высокотемпературной пайки к пластине из основного металла с толщиной ≥1 мм, или к пластине из основного металла с толщиной <1 мм, или к одному или более продуктам по любому из пп. 7-19.
28. Способ по п. 24, отличающийся тем, что пластина из основного металла имеет толщину <1 мм, на которую наносят слой смеси в количестве менее 2,9 мг/мм2, рассчитанном на кремний и бор.
29. Способ по п. 24, отличающийся тем, что полученный на этапе (iii) многослойный продукт разрезают, формуют, штампуют или подвергают воздействию комбинации указанных операций с получением пластины, представляющей собой пластину теплообменника или пластину реактора.
30. Способ по п. 24, отличающийся тем, что получают паяное изделие в виде теплообменника, пластинчатого реактора, деталей реакторов, деталей сепараторов, деталей отстойников, деталей насосов или деталей клапанов.
31. Способ соединения металлических изделий высокотемпературной пайкой, включающий этапы:
(i) нанесение слоя смеси для соединения металлических изделий высокотемпературной пайкой на пластины или детали изделия из основного металла, причем смесь содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С;
(ii) получение продукта по любому из пп. 7-19;
(iii) сборка полученного продукта с одной или более пластинами или деталями изделия из основного металла, не имеющими на своей поверхности нанесенного слоя смеси, с получением сборного продукта;
(iv) высокотемпературная пайка сборного продукта, полученного на этапе (iii), при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях; и
(v) получение паяного изделия.
(i) нанесение слоя смеси для соединения металлических изделий высокотемпературной пайкой на пластины или детали изделия из основного металла, причем смесь содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3 и по меньшей мере одно связующее, выбранное из группы, состоящей из растворителей, воды, масел, гелей, лаков, олифы, связующих на основе мономеров и/или полимеров, причем основной металл изделий имеет температуру солидуса выше 1040°С;
(ii) получение продукта по любому из пп. 7-19;
(iii) сборка полученного продукта с одной или более пластинами или деталями изделия из основного металла, не имеющими на своей поверхности нанесенного слоя смеси, с получением сборного продукта;
(iv) высокотемпературная пайка сборного продукта, полученного на этапе (iii), при температуре ниже 1250°С в печи в вакууме, в инертном газе, в восстановительной атмосфере или их комбинациях; и
(v) получение паяного изделия.
32. Способ по п. 31, отличающийся тем, что полученный на этапе (ii) продукт подвергают предварительной пайке путем нагрева до температуры, превышающей температуру солидуса образованного тугоплавкого припоя и не превышающей температуру солидуса основного металла, с образованием на поверхности основного металла слоя тугоплавкого припоя.
33. Способ по п. 31, отличающийся тем, что на этапе (v) получают паяное изделие, имеющее соединение(я), сформированное(ые) посредством образования тугоплавкого припоя в процессе плавления основного металла и слоя смеси и переноса под действием капиллярных сил тугоплавкого припоя в расплавленной форме в область соединения из соседних областей.
34. Способ по п. 31, отличающийся тем, что полученный на этапе (iii) сборный продукт припаивают посредством высокотемпературной пайки к пластине из основного металла с толщиной ≥1 мм, или к пластине из основного металла с толщиной <1 мм, или к одному или более продуктам по любому из пп. 7-19.
35. Способ по п. 31, отличающийся тем, что пластина из основного металла имеет толщину <1 мм, на которую наносят слой смеси в количестве менее 2,9 мг/мм2, рассчитанном на кремний и бор.
36. Способ по п. 31, отличающийся тем, что полученный на этапе (iii) сборный продукт разрезают, формуют, штампуют или подвергают воздействию комбинаций указанных операций с получением пластины, представляющей собой пластину теплообменника или пластину реактора.
37. Способ по п. 31, отличающийся тем, что получают паяное изделие в виде теплообменника, пластинчатого реактора, деталей реакторов, деталей сепараторов, деталей отстойников, деталей насосов или деталей клапанов.
38. Паяное изделие, полученное способом по любому из пп. 24-30, при этом соединение(я) паяного изделия получено посредством тугоплавкого припоя, образованного в процессе плавления основного металла и слоя смеси и перенесенного в расплавленном виде под действием капиллярных сил в область соединения из соседних областей.
39. Паяное изделие по п. 38, отличающееся тем, что элементы, находящиеся в тугоплавком припое, кроме элементов основного металла, представляют собой Si, В и С, и при этом основной металл имеет температуру солидуса выше 1040°С.
40. Паяное изделие, полученное способом по любому из пп. 31-37, при этом соединение(я) паяного изделия получено посредством тугоплавкого припоя, образованного в процессе плавления основного металла и слоя смеси и перенесенного в расплавленном виде под действием капиллярных сил в область соединения из соседних областей.
41. Паяное изделие по п. 40, отличающееся тем, что элементы, находящиеся в тугоплавком припое, кроме элементов основного металла, представляют собой Si, В и С, и при этом основной металл имеет температуру солидуса выше 1040°С.
42. Паяный продукт, полученный высокотемпературной пайкой пластины или детали изделия из основного металла с температурой солидуса выше 1040°С и нанесенного на поверхность пластины или детали слоя смеси для соединения высокотемпературной пайкой путем нагрева до температуры, превышающей температуру солидуса образованного в результате плавления упомянутого слоя смеси тугоплавкого припоя и не превышающей температуру солидуса основного металла, при этом смесь содержит источник бора и источник кремния в виде порошков при соотношении бора к кремнию в смеси от 3:100 до 100:3.
43. Применение продукта для соединения металлических изделий высокотемпературной пайкой по любому из пп. 7-19 для высокотемпературной пайки теплообменников, пластинчатых реакторов, деталей реакторов, деталей сепараторов, деталей отстойников, деталей насосов, деталей клапанов.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12161742.7 | 2012-03-28 | ||
| EP12161742.7A EP2644312B1 (en) | 2012-03-28 | 2012-03-28 | A novel brazing concept |
| PCT/EP2013/056500 WO2013144194A1 (en) | 2012-03-28 | 2013-03-27 | A novel brazing concept |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2014143279A RU2014143279A (ru) | 2016-05-20 |
| RU2585888C2 true RU2585888C2 (ru) | 2016-06-10 |
Family
ID=47997546
Family Applications (7)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014142883/02A RU2602693C2 (ru) | 2012-03-28 | 2013-03-27 | Пластинчатый теплообменник |
| RU2014143186/02A RU2592331C2 (ru) | 2012-03-28 | 2013-03-27 | Способ соединения металлических деталей |
| RU2014143279/02A RU2585888C2 (ru) | 2012-03-28 | 2013-03-27 | Новая концепция высокотемпературной пайки |
| RU2014143185/02A RU2585146C1 (ru) | 2012-03-28 | 2013-03-27 | Новая концепция покрытия |
| RU2014143253/02A RU2585886C2 (ru) | 2012-03-28 | 2013-03-27 | Новая концепция высокотемпературной пайки |
| RU2014143182/02A RU2581937C1 (ru) | 2012-03-28 | 2013-03-27 | Покрытое слоем тугоплавкого припоя изделие |
| RU2014142275/02A RU2583204C1 (ru) | 2012-03-28 | 2013-03-28 | Пластинчатый теплообменник |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014142883/02A RU2602693C2 (ru) | 2012-03-28 | 2013-03-27 | Пластинчатый теплообменник |
| RU2014143186/02A RU2592331C2 (ru) | 2012-03-28 | 2013-03-27 | Способ соединения металлических деталей |
Family Applications After (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014143185/02A RU2585146C1 (ru) | 2012-03-28 | 2013-03-27 | Новая концепция покрытия |
| RU2014143253/02A RU2585886C2 (ru) | 2012-03-28 | 2013-03-27 | Новая концепция высокотемпературной пайки |
| RU2014143182/02A RU2581937C1 (ru) | 2012-03-28 | 2013-03-27 | Покрытое слоем тугоплавкого припоя изделие |
| RU2014142275/02A RU2583204C1 (ru) | 2012-03-28 | 2013-03-28 | Пластинчатый теплообменник |
Country Status (26)
| Country | Link |
|---|---|
| US (7) | US10421141B2 (ru) |
| EP (8) | EP2644312B1 (ru) |
| JP (8) | JP2015518425A (ru) |
| KR (8) | KR101627446B1 (ru) |
| CN (7) | CN104185533B (ru) |
| AP (5) | AP2014007939A0 (ru) |
| AU (7) | AU2013241868B2 (ru) |
| BR (7) | BR112014023755B1 (ru) |
| CA (7) | CA2868635C (ru) |
| CL (5) | CL2014002510A1 (ru) |
| CR (5) | CR20140404A (ru) |
| DK (5) | DK2644312T3 (ru) |
| ES (5) | ES2706986T3 (ru) |
| HU (2) | HUE037304T2 (ru) |
| IL (5) | IL234792A (ru) |
| MX (5) | MX2014010904A (ru) |
| MY (7) | MY183524A (ru) |
| NZ (7) | NZ630078A (ru) |
| PH (7) | PH12014502000A1 (ru) |
| PL (3) | PL2830820T3 (ru) |
| PT (3) | PT2830821T (ru) |
| RU (7) | RU2602693C2 (ru) |
| SG (7) | SG11201406090TA (ru) |
| SI (5) | SI2644312T1 (ru) |
| WO (7) | WO2013144216A1 (ru) |
| ZA (4) | ZA201406337B (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2754339C1 (ru) * | 2020-12-29 | 2021-09-01 | федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный технический университет имени Н.Э. Баумана (национальный исследовательский университет)" (МГТУ им. Н.Э. Баумана) | Металлополимерная композиция для соединения пластин паянного пластинчатого теплообменника из нержавеющей стали |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2706986T3 (es) | 2012-03-28 | 2019-04-02 | Alfa Laval Corp Ab | Nuevo concepto de soldadura fuerte |
| EP2853332A1 (en) * | 2013-09-26 | 2015-04-01 | Alfa Laval Corporate AB | A novel brazing concept |
| PL2853333T3 (pl) * | 2013-09-26 | 2020-02-28 | Alfa Laval Corporate Ab | METODA ŁĄCZENlA CZĘŚCI METALOWYCH ZA POMOCĄ WARSTWY OBNIŻAJĄCEJ TEMPERATURĘ TOPNIENIA |
| DE102014225516B3 (de) * | 2014-11-21 | 2016-03-31 | Fontaine Engineering Und Maschinen Gmbh | Verfahren und Vorrichtung zum Beschichten eines Metallbandes |
| KR101780108B1 (ko) * | 2015-06-22 | 2017-09-19 | 두산중공업 주식회사 | 천이 액상 확산 접합을 위한 열 교환기용 플레이트 |
| EP3225353B1 (en) | 2016-03-31 | 2019-06-12 | Alfa Laval Corporate AB | Method for joining heat transfer plates of a plate heat exchanger |
| CN106736045B (zh) * | 2016-12-07 | 2019-09-13 | 苏州长风航空电子有限公司 | 一种铠装热电偶高温硬钎焊保护剂的制备方法 |
| SI3372941T1 (sl) | 2017-03-10 | 2021-02-26 | Alfa Laval Corporate Ab | Paket plošč, plošča in naprava za toplotni izmenjevalnik |
| SI3372938T1 (sl) | 2017-03-10 | 2021-01-29 | Alfa Laval Corporate Ab | Paket plošč, ki uporablja ploščo za izmenjavo toplote integrirano z drenažnim kanalom in izmenjevalnik toplote s takim paketom plošč |
| EP3372937B1 (en) | 2017-03-10 | 2021-10-06 | Alfa Laval Corporate AB | Plate package for heat exchanger devices and a heat exchanger device |
| SE541917C2 (en) * | 2018-01-16 | 2020-01-07 | Swep Int Ab | Method for producing a brazed plate heat exchanger |
| US11065628B2 (en) | 2018-07-09 | 2021-07-20 | Kennametal Inc. | Centrifuge tile assembly |
| SE543338C2 (en) * | 2019-04-04 | 2020-12-08 | Swep Int Ab | Stencil device and method for stencil printing of brazing material onto a heat exchanger plate and use thereof |
| SE543405C2 (en) | 2019-05-29 | 2021-01-05 | Alfa Laval Corp Ab | Method for joining metal parts |
| JP7460881B2 (ja) * | 2019-11-01 | 2024-04-03 | ダイキン工業株式会社 | プレート型冷媒配管、及び、冷凍装置 |
| CN110961830B (zh) * | 2019-12-13 | 2021-09-28 | 郑州机械研究所有限公司 | 耐磨药皮组合物、耐磨焊丝及其制备方法与应用 |
| SE2250767A1 (en) | 2022-06-22 | 2023-12-23 | Alfa Laval Corp Ab | Plate heat exchanger |
| EP4343257A1 (en) | 2022-09-20 | 2024-03-27 | Alfa Laval Corporate AB | A plate heat exchanger |
| EP4343252A1 (en) | 2022-09-20 | 2024-03-27 | Alfa Laval Corporate AB | A plate heat exchanger |
| EP4343253A1 (en) | 2022-09-20 | 2024-03-27 | Alfa Laval Corporate AB | Method for the assembly of a plate and fin heat exchanger and a plate and fin heat exchanger |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU199651A1 (ru) * | 1965-12-04 | 1967-07-13 | Всесоюзный заочный машиностроительный институт | Высокотемпературной пайки стали |
| RU2003117585A (ru) * | 2002-06-14 | 2005-01-10 | Снекма Моторс (Fr) | Металлический материал, подверженный износу, изделия и корпуса из этого материала, и способ его получения |
| EP1982781A1 (en) * | 2007-04-17 | 2008-10-22 | United Technologies Corporation | Powder-metallurgy braze preform and method of use |
Family Cites Families (105)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3073269A (en) | 1957-12-24 | 1963-01-15 | Gen Electric | Metallic brazing mixture |
| US3457066A (en) * | 1959-04-10 | 1969-07-22 | Gen Electric | Nickel base alloy |
| US3262762A (en) * | 1963-12-27 | 1966-07-26 | Du Pont | High temperature-resistant materials of aluminum, boron, carbon, nitrogen and silicon, and their preparation |
| US3645725A (en) * | 1969-05-02 | 1972-02-29 | Armco Steel Corp | Austenitic steel combining strength and resistance to intergranular corrosion |
| JPS5338696B2 (ru) | 1972-06-05 | 1978-10-17 | ||
| US3839025A (en) * | 1973-07-16 | 1974-10-01 | American Metal Climax Inc | High temperature alloy |
| US4295890A (en) * | 1975-12-03 | 1981-10-20 | Ppg Industries, Inc. | Submicron beta silicon carbide powder and sintered articles of high density prepared therefrom |
| US4005988A (en) * | 1975-12-19 | 1977-02-01 | United Technologies Corporation | Interlayer for transient liquid phase diffusion bonding |
| US4029476A (en) | 1976-02-12 | 1977-06-14 | A. Johnson & Co. Inc. | Brazing alloy compositions |
| US4129462A (en) * | 1977-04-07 | 1978-12-12 | The United States Of America As Represented By The United States Department Of Energy | Gamma prime hardened nickel-iron based superalloy |
| SU659326A1 (ru) * | 1977-08-22 | 1979-04-30 | Ордена Ленина И Трудового Красного Знамени Институт Электросварки Имени Е.О.Патона Ан Украинской Сср | Припой дл пайки нержавеющих жаропрочных сталей и сплавов на основе никел |
| US4129464A (en) * | 1977-08-24 | 1978-12-12 | Cabot Corporation | High yield strength Ni-Cr-Mo alloys and methods of producing the same |
| FR2511908A1 (fr) | 1981-08-26 | 1983-03-04 | Snecma | Procede de brasage-diffusion destine aux pieces en superalliages |
| US4410604A (en) * | 1981-11-16 | 1983-10-18 | The Garrett Corporation | Iron-based brazing alloy compositions and brazed assemblies with iron based brazing alloys |
| JPS5910491A (ja) | 1982-07-08 | 1984-01-19 | Toshihiro Aono | 金属基材の接合方法 |
| US4516716A (en) | 1982-11-18 | 1985-05-14 | Gte Products Corporation | Method of brazing with iron-based and hard surfacing alloys |
| JPS63140781A (ja) | 1986-12-01 | 1988-06-13 | Hitachi Ltd | Fe基合金接合用材料 |
| SE458884B (sv) * | 1987-05-29 | 1989-05-16 | Alfa Laval Thermal Ab | Permanent sammanfogad plattvaermevaexlare med sammanhaallande organ vid portarna |
| JPS6478688A (en) | 1987-09-21 | 1989-03-24 | Mitsubishi Heavy Ind Ltd | Surface joining method for co or co base alloy |
| DE3904776A1 (de) | 1989-02-17 | 1990-08-23 | Ver Schmiedewerke Gmbh | Verfahren zur herstellung eines hochfesten und zaehen metallischen schichtverbundwerkstoffes |
| JPH03110083A (ja) * | 1989-09-26 | 1991-05-10 | Ube Ind Ltd | 繊維強化金属基複合材料の板材と金属板との接合方法 |
| US5013612A (en) * | 1989-11-13 | 1991-05-07 | Ford Motor Company | Braze material for joining ceramic to metal and ceramic to ceramic surfaces and joined ceramic to metal and ceramic to ceramic article |
| CA2030427A1 (en) * | 1989-12-19 | 1991-06-20 | Jonathan S. Stinson | Method of enhancing bond joint structural integrity of spray cast articles |
| JPH06234082A (ja) | 1990-06-28 | 1994-08-23 | Kankoku Kikai Kenkyusho | ベースメタルより溶融温度が高い挿入材を使用した液相拡散接合方法 |
| US5273708A (en) * | 1992-06-23 | 1993-12-28 | Howmet Corporation | Method of making a dual alloy article |
| US5348215A (en) * | 1992-11-04 | 1994-09-20 | Kevin Rafferty | Method of bonding hard metal objects |
| US6203897B1 (en) | 1993-09-24 | 2001-03-20 | The Ishizuka Research Institute, Ltd. | Sintered composites containing superabrasive particles |
| JPH0790465A (ja) | 1993-09-24 | 1995-04-04 | Ishizuka Kenkyusho:Kk | 耐火物・金属複合体およびその製法 |
| US6200690B1 (en) * | 1995-05-22 | 2001-03-13 | Alliedsignal Inc. | Nickel-chromium-based brazing alloys |
| IL118089A (en) | 1995-05-22 | 2001-06-14 | Allied Signal Inc | Nickel-chrome solder alloys |
| JP3388664B2 (ja) | 1995-12-28 | 2003-03-24 | シャープ株式会社 | 多結晶半導体の製造方法および製造装置 |
| US5895533A (en) | 1996-02-16 | 1999-04-20 | Japan Atomic Energy Research Institute | Beryllium-copper bonding material |
| US6624225B1 (en) * | 1996-06-03 | 2003-09-23 | Liburdi Engineering Limited | Wide-gap filler material |
| KR19990036151A (ko) | 1996-06-04 | 1999-05-25 | 다나카 미노루 | 산화분위기중에서 접합 가능한 Fe기 재료의 액상 확산 접합용 Fe기 합금 박 |
| SE9603486D0 (sv) * | 1996-09-23 | 1996-09-23 | Hoeganaes Ab | Surface coating method |
| US6098871A (en) * | 1997-07-22 | 2000-08-08 | United Technologies Corporation | Process for bonding metallic members using localized rapid heating |
| JPH11287576A (ja) * | 1998-03-31 | 1999-10-19 | Hisaka Works Ltd | ブレージングプレート式熱交換器 |
| FR2781399B1 (fr) * | 1998-07-23 | 2000-08-18 | Sochata Energy 1 Soc | Procede de brasage-diffusion de pieces en superalliage |
| JP2000225491A (ja) | 1999-02-05 | 2000-08-15 | Zexel Corp | アルミニウム部材のろう付け用フラックス混合物及びろう付け方法並びに熱交換器 |
| US6403158B1 (en) * | 1999-03-05 | 2002-06-11 | General Electric Company | Porous body infiltrating method |
| SE513784C2 (sv) | 1999-03-09 | 2000-11-06 | Alfa Laval Ab | Permanent sammanfogad plattvärmeväxlare |
| US20040124231A1 (en) | 1999-06-29 | 2004-07-01 | Hasz Wayne Charles | Method for coating a substrate |
| CN1175955C (zh) * | 2000-04-19 | 2004-11-17 | 陈晴祺 | 高尔夫钎焊焊材 |
| JP2002107089A (ja) | 2000-09-29 | 2002-04-10 | Hisaka Works Ltd | プレート式熱交換器 |
| SE523855C2 (sv) * | 2000-11-10 | 2004-05-25 | Alfa Laval Corp Ab | Järnbaserat lodmaterial för sammanfogning av elememt och lödd produkt framställd härmed |
| US6464129B2 (en) * | 2000-12-22 | 2002-10-15 | Triumph Group, Inc. | Method of diffusion bonding superalloy components |
| FR2822741B1 (fr) * | 2001-03-29 | 2003-06-27 | Snecma Services | Poudre d'apport de brasage diffusion de piece en alliage a base de nickel, cobalt ou fer |
| US7146308B2 (en) * | 2001-04-05 | 2006-12-05 | Dekang Lin | Discovery of inference rules from text |
| US6692586B2 (en) * | 2001-05-23 | 2004-02-17 | Rolls-Royce Corporation | High temperature melting braze materials for bonding niobium based alloys |
| EP1391537B1 (en) | 2001-05-31 | 2012-02-22 | Mitsubishi Heavy Industries, Ltd. | Coating forming method and coating forming material, and abrasive coating forming sheet |
| SE524928C2 (sv) | 2001-06-05 | 2004-10-26 | Alfa Laval Corp Ab | Järnbaserat lodmaterial för sammanfogning av element genom lödning samt lödd produkt framställd härmed |
| JP3458849B2 (ja) * | 2001-08-03 | 2003-10-20 | 株式会社日立製作所 | コバルト基合金およびこの合金を用いた弁,原子炉プラント |
| JP2003053523A (ja) | 2001-08-14 | 2003-02-26 | Mitsubishi Alum Co Ltd | 熱交換器およびその製造方法 |
| US20040035910A1 (en) | 2001-11-21 | 2004-02-26 | Dockus Kostas F. | Low temperature fluxless brazing |
| WO2003065557A2 (en) | 2002-01-25 | 2003-08-07 | Masimo Corporation | Power supply rail controller |
| JP3866119B2 (ja) | 2002-03-01 | 2007-01-10 | トライアンフ グループ、 インク | 超合金部品の拡散接合方法 |
| US20030200835A1 (en) * | 2002-04-02 | 2003-10-30 | Snecma Services | Diffusion-brazing filler powder for parts made of an alloy based on nickel, cobalt or iron |
| US8776371B2 (en) * | 2002-05-03 | 2014-07-15 | Alfa Laval Corporate Ab | Method of brazing thin heat exchanging plates and brazed plate heat exchanger produced according to the method |
| KR20050085603A (ko) | 2002-12-13 | 2005-08-29 | 코루스 알루미늄 발쯔프로두크테 게엠베하 | 클래드층 및 코팅된 철합금층을 구비하는 브레이징 시트제품 및 그 제조방법 |
| US7182884B2 (en) * | 2003-01-30 | 2007-02-27 | Mitsuru Akashi | Bio-liquid crystal polymer and shaped material using same |
| CN1764614A (zh) * | 2003-02-07 | 2006-04-26 | 戴蒙得创新股份有限公司 | 预置铜焊合金的金刚石工具镶件及其制造方法 |
| US20050067061A1 (en) * | 2003-09-26 | 2005-03-31 | General Electric Company | Nickel-based braze alloy compositions and related processes and articles |
| SE527509C2 (sv) * | 2003-10-17 | 2006-03-28 | Alfa Laval Corp Ab | Lödd plattvärmeväxlare med plattor av i huvudsak rostfritt stål och förfarande för tillverkning av en sådan plattvärmeväxlare |
| US7222422B2 (en) * | 2004-02-16 | 2007-05-29 | General Electric Company | Method for refurbishing surfaces subjected to high compression contact |
| US7565996B2 (en) * | 2004-10-04 | 2009-07-28 | United Technologies Corp. | Transient liquid phase bonding using sandwich interlayers |
| US20060090820A1 (en) | 2004-11-01 | 2006-05-04 | Metglas, Inc. | Iron-based brazing filler metals |
| US7335427B2 (en) | 2004-12-17 | 2008-02-26 | General Electric Company | Preform and method of repairing nickel-base superalloys and components repaired thereby |
| DK2446996T3 (en) | 2005-05-26 | 2017-07-24 | Alfa Laval Corp Ab | STAINLESS STEEL HEAT EXCHANGE OF STAINLESS STEEL WITH STAINLESS STEEL HEADWARE MATERIAL |
| SE529913C2 (sv) | 2005-05-26 | 2008-01-08 | Alfa Laval Corp Ab | Förfarande för lödning av föremål av rostfritt stål, förfarande för lödning av värmeväxlare av rostfritt stål samt lött föremål samt lödd värmeväxlare |
| DE102006013503A1 (de) | 2006-03-23 | 2008-01-24 | Esk Ceramics Gmbh & Co. Kg | Plattenwärmetauscher, Verfahren zu dessen Herstellung und dessen Verwendung |
| JP2008006480A (ja) | 2006-06-30 | 2008-01-17 | Sumitomo Light Metal Ind Ltd | 熱交換器用ブレージングフィン材並びに熱交換器及びその製造方法 |
| US7326892B1 (en) * | 2006-09-21 | 2008-02-05 | General Electric Company | Process of microwave brazing with powder materials |
| SE530724C2 (sv) | 2006-11-17 | 2008-08-26 | Alfa Laval Corp Ab | Lodmaterial, förfarande för att löda med detta lodmaterial, lött föremål framställt med förfarandet samt lodpasata innefattande lodmaterialet |
| SE531988C2 (sv) | 2006-11-17 | 2009-09-22 | Alfa Laval Corp Ab | Lodmaterial samt förfarande för lödning med detta material |
| US7775416B2 (en) | 2006-11-30 | 2010-08-17 | General Electric Company | Microwave brazing process |
| JP5509597B2 (ja) | 2006-12-28 | 2014-06-04 | Jsr株式会社 | 耐油耐候性ゴム用組成物及びゴム成形体 |
| GB0704817D0 (en) | 2007-03-13 | 2007-04-18 | Jarvis Rail Ltd | Railbond |
| JP2009031545A (ja) * | 2007-07-27 | 2009-02-12 | Seiko Epson Corp | プロジェクタ |
| US20090026182A1 (en) | 2007-07-27 | 2009-01-29 | Honeywell International, Inc. | In-situ brazing methods for repairing gas turbine engine components |
| EP2193874B1 (en) | 2007-09-03 | 2016-12-21 | IHI Corporation | Nickel-based brazing material composition, method of brazing repair, and repaired structure |
| JP5152727B2 (ja) * | 2007-12-21 | 2013-02-27 | ハリマ化成株式会社 | アルミニウムろう付け用ペースト組成物 |
| JP2009192191A (ja) | 2008-02-18 | 2009-08-27 | Hitachi Cable Ltd | 熱交換器及びその製造方法 |
| KR101625956B1 (ko) * | 2008-03-19 | 2016-05-31 | 회가내스 아베 (피유비엘) | 철-크롬계 경납땜 용가재 |
| EP2257758B1 (en) * | 2008-04-04 | 2014-06-18 | Alfa Laval Corporate AB | A plate heat exchanger |
| JP2009269043A (ja) | 2008-05-01 | 2009-11-19 | Mitsubishi Alum Co Ltd | 耐湿ろう付性に優れるアルミニウム合金ろう付用塗料、ろう付用アルミニウム合金板及びそれを用いた自動車熱交換器用アルミニウム合金部材、並びに自動車熱交換器 |
| JP4716269B2 (ja) * | 2008-05-02 | 2011-07-06 | サーモス株式会社 | 真空構造体の封止方法 |
| US8087565B2 (en) * | 2008-09-08 | 2012-01-03 | General Electric Company | Process of filling openings in a component |
| JP2010104999A (ja) * | 2008-10-28 | 2010-05-13 | Hitachi Cable Ltd | ろう付け用複合材及びろう付け製品 |
| ES2719299T3 (es) * | 2008-11-25 | 2019-07-09 | Solvay Fluor Gmbh | Fundente anticorrosivo |
| US9186742B2 (en) * | 2009-01-30 | 2015-11-17 | General Electric Company | Microwave brazing process and assemblies and materials therefor |
| US20100215983A1 (en) | 2009-02-20 | 2010-08-26 | Kennametal Inc. | Brazed Claddings for Cast Iron Substrates |
| CN101566271B (zh) * | 2009-05-19 | 2013-03-27 | 山东大学 | 一种金属陶瓷复合耐磨材料及其制备方法 |
| JP5003983B2 (ja) * | 2009-09-07 | 2012-08-22 | 独立行政法人日本原子力研究開発機構 | 二層ろう接による積層構造強化法 |
| DE102010016367A1 (de) * | 2010-04-08 | 2011-10-13 | Vacuumschmelze Gmbh & Co. Kg | Hartgelöteter Gegenstand und Verfahren zum Hartlöten zweier oder mehrerer Teile |
| JP5623783B2 (ja) | 2010-05-13 | 2014-11-12 | 日本発條株式会社 | 大気接合用ろう材、接合体、および、集電材料 |
| JP5516075B2 (ja) * | 2010-05-26 | 2014-06-11 | 三菱電機株式会社 | プレート式熱交換器 |
| JP5675186B2 (ja) * | 2010-06-23 | 2015-02-25 | 三菱重工業株式会社 | 接合品の製造方法、及び燃焼器の製造方法 |
| KR100992961B1 (ko) | 2010-07-30 | 2010-11-08 | 주식회사 동화엔텍 | 플레이트형 열교환기 제조방법 |
| JP2012052160A (ja) * | 2010-08-31 | 2012-03-15 | Mitsubishi Alum Co Ltd | ろう付性に優れるフラックスレスろう付用部材およびアルミニウム材のフラックスレスろう付け方法 |
| JP5619538B2 (ja) | 2010-09-06 | 2014-11-05 | 株式会社ティラド | 細流路インナーフィンを有する熱交換器のフラックスレスろう付け方法およびそれに用いるアルミニウムクラッド材 |
| JP5645307B2 (ja) | 2010-12-09 | 2014-12-24 | 日本発條株式会社 | 大気接合用ろう材、接合体、および、集電材料 |
| CN102120281A (zh) | 2011-02-15 | 2011-07-13 | 洛阳双瑞精铸钛业有限公司 | 一种钛铝材质涡轮增压器转子与钢轴的钎焊方法 |
| EP2607332A1 (de) * | 2011-12-19 | 2013-06-26 | Sika Technology AG | Abbindebeschleuniger für Bindemittel auf Basis von Calciumsulfat |
| ES2706986T3 (es) | 2012-03-28 | 2019-04-02 | Alfa Laval Corp Ab | Nuevo concepto de soldadura fuerte |
| PL2853333T3 (pl) * | 2013-09-26 | 2020-02-28 | Alfa Laval Corporate Ab | METODA ŁĄCZENlA CZĘŚCI METALOWYCH ZA POMOCĄ WARSTWY OBNIŻAJĄCEJ TEMPERATURĘ TOPNIENIA |
-
2012
- 2012-03-28 ES ES12161742T patent/ES2706986T3/es active Active
- 2012-03-28 SI SI201231477T patent/SI2644312T1/sl unknown
- 2012-03-28 EP EP12161742.7A patent/EP2644312B1/en not_active Not-in-force
- 2012-03-28 DK DK12161742.7T patent/DK2644312T3/en active
-
2013
- 2013-03-27 US US14/383,078 patent/US10421141B2/en active Active
- 2013-03-27 CA CA2868635A patent/CA2868635C/en active Active
- 2013-03-27 WO PCT/EP2013/056544 patent/WO2013144216A1/en active Application Filing
- 2013-03-27 CA CA2867427A patent/CA2867427C/en active Active
- 2013-03-27 JP JP2015502323A patent/JP2015518425A/ja active Pending
- 2013-03-27 KR KR1020147026384A patent/KR101627446B1/ko active IP Right Grant
- 2013-03-27 EP EP13712289.1A patent/EP2830816B1/en active Active
- 2013-03-27 MY MYPI2014702784A patent/MY183524A/en unknown
- 2013-03-27 SG SG11201406090TA patent/SG11201406090TA/en unknown
- 2013-03-27 KR KR1020147026739A patent/KR20140129273A/ko active Application Filing
- 2013-03-27 SI SI201330498A patent/SI2830821T1/sl unknown
- 2013-03-27 BR BR112014023755A patent/BR112014023755B1/pt active IP Right Grant
- 2013-03-27 AP AP2014007939A patent/AP2014007939A0/xx unknown
- 2013-03-27 EP EP13712285.9A patent/EP2830815A1/en not_active Withdrawn
- 2013-03-27 BR BR112014023761A patent/BR112014023761B1/pt active IP Right Grant
- 2013-03-27 ES ES13712300T patent/ES2755278T3/es active Active
- 2013-03-27 CA CA2868227A patent/CA2868227C/en active Active
- 2013-03-27 EP EP13714894.6A patent/EP2830820B1/en active Active
- 2013-03-27 ES ES13712291T patent/ES2754307T3/es active Active
- 2013-03-27 JP JP2015502320A patent/JP6139657B2/ja active Active
- 2013-03-27 BR BR112014023762-0A patent/BR112014023762B1/pt active IP Right Grant
- 2013-03-27 SI SI201330938T patent/SI2830820T1/en unknown
- 2013-03-27 NZ NZ630078A patent/NZ630078A/en unknown
- 2013-03-27 AP AP2014007929A patent/AP2014007929A0/xx unknown
- 2013-03-27 JP JP2015502326A patent/JP6317323B2/ja active Active
- 2013-03-27 KR KR1020177000305A patent/KR102071484B1/ko active IP Right Grant
- 2013-03-27 NZ NZ629124A patent/NZ629124A/en unknown
- 2013-03-27 US US14/387,061 patent/US9849534B2/en active Active
- 2013-03-27 HU HUE13714894A patent/HUE037304T2/hu unknown
- 2013-03-27 JP JP2014558162A patent/JP6042458B2/ja active Active
- 2013-03-27 CN CN201380016844.9A patent/CN104185533B/zh active Active
- 2013-03-27 MX MX2014010904A patent/MX2014010904A/es active IP Right Grant
- 2013-03-27 CA CA2864189A patent/CA2864189C/en active Active
- 2013-03-27 BR BR112014021589A patent/BR112014021589B1/pt active IP Right Grant
- 2013-03-27 CN CN201380016952.6A patent/CN104203487B/zh active Active
- 2013-03-27 KR KR1020147026749A patent/KR101692599B1/ko active IP Right Grant
- 2013-03-27 BR BR112014023758-1A patent/BR112014023758B1/pt active IP Right Grant
- 2013-03-27 DK DK13714894.6T patent/DK2830820T3/en active
- 2013-03-27 MY MYPI2014702788A patent/MY168502A/en unknown
- 2013-03-27 AP AP2014007938A patent/AP2014007938A0/xx unknown
- 2013-03-27 SI SI201331603T patent/SI2830818T1/sl unknown
- 2013-03-27 AU AU2013241868A patent/AU2013241868B2/en active Active
- 2013-03-27 MX MX2014010902A patent/MX2014010902A/es active IP Right Grant
- 2013-03-27 ES ES13714894.6T patent/ES2661872T3/es active Active
- 2013-03-27 NZ NZ627987A patent/NZ627987A/en unknown
- 2013-03-27 KR KR1020147026727A patent/KR101656164B1/ko active IP Right Grant
- 2013-03-27 BR BR112014023770A patent/BR112014023770B1/pt active IP Right Grant
- 2013-03-27 MX MX2014010903A patent/MX2014010903A/es active IP Right Grant
- 2013-03-27 SG SG11201405953PA patent/SG11201405953PA/en unknown
- 2013-03-27 KR KR1020147026737A patent/KR101660617B1/ko active IP Right Grant
- 2013-03-27 RU RU2014142883/02A patent/RU2602693C2/ru active
- 2013-03-27 WO PCT/EP2013/056500 patent/WO2013144194A1/en active Application Filing
- 2013-03-27 PT PT137156378T patent/PT2830821T/pt unknown
- 2013-03-27 US US14/382,639 patent/US9694434B2/en active Active
- 2013-03-27 CN CN201380017185.0A patent/CN104203488B/zh active Active
- 2013-03-27 AP AP2014007944A patent/AP2014007944A0/xx unknown
- 2013-03-27 NZ NZ630086A patent/NZ630086A/en unknown
- 2013-03-27 CN CN201380016830.7A patent/CN104185532B/zh active Active
- 2013-03-27 RU RU2014143186/02A patent/RU2592331C2/ru active
- 2013-03-27 PT PT137123006T patent/PT2830818T/pt unknown
- 2013-03-27 AU AU2013241803A patent/AU2013241803B2/en active Active
- 2013-03-27 MY MYPI2014702791A patent/MY168027A/en unknown
- 2013-03-27 RU RU2014143279/02A patent/RU2585888C2/ru active
- 2013-03-27 KR KR1020147026387A patent/KR101634477B1/ko active IP Right Grant
- 2013-03-27 RU RU2014143185/02A patent/RU2585146C1/ru active
- 2013-03-27 NZ NZ629673A patent/NZ629673A/en unknown
- 2013-03-27 SG SG11201406138TA patent/SG11201406138TA/en unknown
- 2013-03-27 JP JP2015502330A patent/JP6117332B2/ja active Active
- 2013-03-27 RU RU2014143253/02A patent/RU2585886C2/ru active
- 2013-03-27 SG SG11201406089XA patent/SG11201406089XA/en unknown
- 2013-03-27 PL PL13714894T patent/PL2830820T3/pl unknown
- 2013-03-27 RU RU2014143182/02A patent/RU2581937C1/ru active
- 2013-03-27 MY MYPI2014702789A patent/MY173768A/en unknown
- 2013-03-27 CN CN201380017372.9A patent/CN104203489B/zh active Active
- 2013-03-27 DK DK13712300T patent/DK2830818T3/da active
- 2013-03-27 HU HUE13715637A patent/HUE033296T2/en unknown
- 2013-03-27 ES ES13715637.8T patent/ES2617219T3/es active Active
- 2013-03-27 SI SI201331600T patent/SI2830817T1/sl unknown
- 2013-03-27 WO PCT/EP2013/056604 patent/WO2013144251A1/en active Application Filing
- 2013-03-27 PL PL13712300T patent/PL2830818T3/pl unknown
- 2013-03-27 AU AU2013241809A patent/AU2013241809B2/en active Active
- 2013-03-27 WO PCT/EP2013/056530 patent/WO2013144211A1/en active Application Filing
- 2013-03-27 NZ NZ629346A patent/NZ629346A/en unknown
- 2013-03-27 WO PCT/EP2013/056554 patent/WO2013144222A1/en active Application Filing
- 2013-03-27 PL PL13715637T patent/PL2830821T3/pl unknown
- 2013-03-27 US US14/388,262 patent/US10131011B2/en active Active
- 2013-03-27 US US14/388,552 patent/US10112249B2/en active Active
- 2013-03-27 DK DK13712289.1T patent/DK2830816T3/da active
- 2013-03-27 PT PT137148946T patent/PT2830820T/pt unknown
- 2013-03-27 US US14/385,120 patent/US10335881B2/en active Active
- 2013-03-27 EP EP13712300.6A patent/EP2830818B1/en active Active
- 2013-03-27 WO PCT/EP2013/056529 patent/WO2013144210A1/en active Application Filing
- 2013-03-27 DK DK13715637.8T patent/DK2830821T3/en active
- 2013-03-27 CA CA2868674A patent/CA2868674C/en active Active
- 2013-03-27 MX MX2014010976A patent/MX360752B/es active IP Right Grant
- 2013-03-27 AU AU2013241804A patent/AU2013241804B2/en active Active
- 2013-03-27 EP EP13712291.7A patent/EP2830817B1/en active Active
- 2013-03-27 MY MYPI2014702785A patent/MY174995A/en unknown
- 2013-03-27 AU AU2013241754A patent/AU2013241754B2/en active Active
- 2013-03-27 EP EP13715637.8A patent/EP2830821B1/en active Active
- 2013-03-27 SG SG11201406140RA patent/SG11201406140RA/en unknown
- 2013-03-27 AP AP2014007923A patent/AP2014007923A0/xx unknown
- 2013-03-27 MY MYPI2014702793A patent/MY169213A/en unknown
- 2013-03-27 CN CN201380017042.XA patent/CN104302440B/zh active Active
- 2013-03-27 CA CA2868633A patent/CA2868633C/en active Active
- 2013-03-27 AU AU2013241815A patent/AU2013241815B2/en active Active
- 2013-03-27 JP JP2015502322A patent/JP6121519B2/ja active Active
- 2013-03-27 MX MX2014011231A patent/MX2014011231A/es unknown
- 2013-03-27 SG SG11201406135YA patent/SG11201406135YA/en unknown
- 2013-03-28 RU RU2014142275/02A patent/RU2583204C1/ru not_active IP Right Cessation
- 2013-03-28 KR KR1020147026385A patent/KR101627447B1/ko active IP Right Grant
- 2013-03-28 BR BR112014021587-1A patent/BR112014021587B1/pt not_active IP Right Cessation
- 2013-03-28 EP EP13713855.8A patent/EP2830819A1/en not_active Withdrawn
- 2013-03-28 MY MYPI2014702795A patent/MY172129A/en unknown
- 2013-03-28 CA CA2864958A patent/CA2864958C/en not_active Expired - Fee Related
- 2013-03-28 US US14/382,668 patent/US9694435B2/en not_active Expired - Fee Related
- 2013-03-28 JP JP2015502360A patent/JP6198811B2/ja not_active Expired - Fee Related
- 2013-03-28 WO PCT/EP2013/056737 patent/WO2013144308A1/en active Application Filing
- 2013-03-28 CN CN201380017024.1A patent/CN104302439B/zh not_active Expired - Fee Related
- 2013-03-28 NZ NZ628064A patent/NZ628064A/en not_active IP Right Cessation
- 2013-03-28 SG SG11201405793YA patent/SG11201405793YA/en unknown
- 2013-03-28 AU AU2013241720A patent/AU2013241720B2/en not_active Ceased
-
2014
- 2014-08-27 CR CR20140404A patent/CR20140404A/es unknown
- 2014-08-28 ZA ZA2014/06337A patent/ZA201406337B/en unknown
- 2014-09-02 ZA ZA2014/06436A patent/ZA201406436B/en unknown
- 2014-09-08 PH PH12014502000A patent/PH12014502000A1/en unknown
- 2014-09-08 PH PH12014502001A patent/PH12014502001B1/en unknown
- 2014-09-10 ZA ZA2014/06626A patent/ZA201406626B/en unknown
- 2014-09-10 PH PH12014502018A patent/PH12014502018A1/en unknown
- 2014-09-10 ZA ZA2014/06628A patent/ZA201406628B/en unknown
- 2014-09-22 IL IL234792A patent/IL234792A/en active IP Right Grant
- 2014-09-22 IL IL234790A patent/IL234790A/en active IP Right Grant
- 2014-09-22 IL IL234789A patent/IL234789A/en active IP Right Grant
- 2014-09-22 IL IL234791A patent/IL234791A/en active IP Right Grant
- 2014-09-22 IL IL234793A patent/IL234793A/en active IP Right Grant
- 2014-09-23 CL CL2014002510A patent/CL2014002510A1/es unknown
- 2014-09-23 PH PH12014502120A patent/PH12014502120B1/en unknown
- 2014-09-23 CL CL2014002509A patent/CL2014002509A1/es unknown
- 2014-09-23 PH PH12014502119A patent/PH12014502119B1/en unknown
- 2014-09-24 PH PH12014502127A patent/PH12014502127A1/en unknown
- 2014-09-24 PH PH12014502128A patent/PH12014502128B1/en unknown
- 2014-09-25 CR CR20140445A patent/CR20140445A/es unknown
- 2014-09-25 CR CR20140446A patent/CR20140446A/es unknown
- 2014-09-25 CL CL2014002544A patent/CL2014002544A1/es unknown
- 2014-09-25 CR CR20140447A patent/CR20140447A/es unknown
- 2014-09-25 CR CR20140448A patent/CR20140448A/es unknown
- 2014-09-26 CL CL2014002566A patent/CL2014002566A1/es unknown
- 2014-09-26 CL CL2014002567A patent/CL2014002567A1/es unknown
-
2016
- 2016-11-04 JP JP2016216280A patent/JP6444960B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU199651A1 (ru) * | 1965-12-04 | 1967-07-13 | Всесоюзный заочный машиностроительный институт | Высокотемпературной пайки стали |
| RU2003117585A (ru) * | 2002-06-14 | 2005-01-10 | Снекма Моторс (Fr) | Металлический материал, подверженный износу, изделия и корпуса из этого материала, и способ его получения |
| EP1982781A1 (en) * | 2007-04-17 | 2008-10-22 | United Technologies Corporation | Powder-metallurgy braze preform and method of use |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2754339C1 (ru) * | 2020-12-29 | 2021-09-01 | федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный технический университет имени Н.Э. Баумана (национальный исследовательский университет)" (МГТУ им. Н.Э. Баумана) | Металлополимерная композиция для соединения пластин паянного пластинчатого теплообменника из нержавеющей стали |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2585888C2 (ru) | Новая концепция высокотемпературной пайки |