RU2503595C2 - Устройство для изготовления и заполнения контейнеров - Google Patents
Устройство для изготовления и заполнения контейнеров Download PDFInfo
- Publication number
- RU2503595C2 RU2503595C2 RU2010153051/13A RU2010153051A RU2503595C2 RU 2503595 C2 RU2503595 C2 RU 2503595C2 RU 2010153051/13 A RU2010153051/13 A RU 2010153051/13A RU 2010153051 A RU2010153051 A RU 2010153051A RU 2503595 C2 RU2503595 C2 RU 2503595C2
- Authority
- RU
- Russia
- Prior art keywords
- filling
- functional
- rod
- cavity
- nozzle
- Prior art date
Links
- 238000011049 filling Methods 0.000 title claims abstract description 77
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 238000001125 extrusion Methods 0.000 claims abstract description 31
- 238000004140 cleaning Methods 0.000 claims abstract description 21
- 238000001035 drying Methods 0.000 claims abstract description 16
- 238000004659 sterilization and disinfection Methods 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 15
- 239000000945 filler Substances 0.000 claims abstract description 11
- 238000004891 communication Methods 0.000 claims abstract description 7
- 229920002994 synthetic fiber Polymers 0.000 claims abstract description 4
- 238000005266 casting Methods 0.000 claims description 37
- 230000001954 sterilising effect Effects 0.000 claims description 21
- 238000001816 cooling Methods 0.000 claims description 9
- 238000007789 sealing Methods 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 230000000694 effects Effects 0.000 abstract description 2
- 238000006073 displacement reaction Methods 0.000 abstract 1
- 238000004806 packaging method and process Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000000034 method Methods 0.000 description 12
- 238000000465 moulding Methods 0.000 description 5
- 238000012859 sterile filling Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 125000004122 cyclic group Chemical group 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000005429 filling process Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000004500 asepsis Methods 0.000 description 1
- 238000009455 aseptic packaging Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000825 pharmaceutical preparation Substances 0.000 description 1
- 229940127557 pharmaceutical product Drugs 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/24—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the tubes being formed in situ by extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Basic Packing Technique (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Изобретение относится к устройству, в котором, по меньшей мере, одна трубка из пластифицированного синтетического материала может подаваться экструзией в открытую форму и с помощью, по меньшей мере, одного заливочного устройства, имеющего несколько раздельных каналов, в соответствующий контейнер посредством заливочной штанги может подаваться, по меньшей мере, материал-заполнитель. При этом устройство содержит охватывающую заливочную штангу-насадку. Насадка в своем функциональном положении для очистки и/или стерилизации и/или сушки устанавливает проводящее среду сообщение между своей соответствующей полостью и предназначенным для нее каналом заливочного устройства и во время изготовления и заполнения контейнеров удалена из своего функционального положения. Насадка содержит первую и вторую функциональные полости, расположенные со смещением относительно друг друга в направлении продольного перемещения соответствующей заливочной штанги, при этом в первую полость входит концевой участок штанги с выходным отверстием центрально проходящего в штанге заливочного канала. Изобретение обеспечивает повышение степени стерилизации при упрощении устройства. 8 з.п. ф-лы, 5 ил.
Description
Область техники, к которой относится изобретение
Изобретение относится к устройству для изготовления и заполнения контейнеров, в котором, по меньшей мере, одна трубка из пластифицированного синтетического материала может подаваться экструзией в открытую форму, причем с помощью заливочного устройства, имеющего несколько раздельных функциональных каналов, в соответствующий контейнер посредством предназначенной для формы заливочной штанги может подаваться, по меньшей мере, материал-заполнитель.
Уровень техники
Из уровня техники в данной области известна защищенная товарным знаком bottelpack® система, которая обеспечивает экономичное автоматическое формование (формование раздувом или вакуумное формование), заполнение и запечатывание контейнеров. Когда эти контейнеры должны заполняться чувствительным продуктом, таким как фармацевтические продукты, должны соблюдаться международные стандарты на асептическую упаковку.
Для удовлетворения этих требований известны решения, в которых форма для изготовления контейнера, когда она приводится в положение заполнения, находится в так называемом стерильном пространстве заполнения, в котором стерильный воздух обтекает заливочное отверстие контейнера и создает эффективную защиту от проникновения микроорганизмов до тех пор, пока после завершения процесса заполнения не будут закрыты подвижные части формы, чтобы комбинированным вакуумно-сварочным способом сформовать закрытую головку контейнера. Такие стерильные пространства заполнения и устройства для стерильного заполнения контейнеров известны в уровне техники, например, из патентных документов DE 19648087 A1 или US 5862840.
Дополнительной мерой для соблюдения стерильности при изготовлении в соответствии с международной классификацией по классу 100 является проводимая периодически, и в каждом случае в начале периода изготовления, тщательная очистка и стерилизация как заливочного устройства с его функциональными каналами, так и взаимодействующих с ним частей.
Раскрытие изобретения
Задачей изобретения является создание устройства указанного типа, в котором процессы очистки и стерилизации могут осуществляться особенно просто и более эффективно по сравнению с известными решениями.
В соответствии с изобретением решение поставленной задачи достигается за счет устройства, обладающего совокупностью признаков по пункту 1 формулы изобретения.
Согласно этому пункту существенная особенность изобретения заключается в том, что в устройстве имеется охватывающая заливочную штангу насадка, которая содержит, по меньшей мере, одну функциональную полость, в своем функциональном положении для целей очистки и/или стерилизации и/или сушки устанавливает проводящее среду сообщение между своей соответствующей полостью и предназначенным для нее функциональным каналом заливочного устройства и во время изготовления и заполнения контейнеров удалена из своего функционального положения.
Благодаря этому открывается возможность через соответствующий функциональный канал заливочного устройства вводить в функциональную полость или функциональные полости внутри охватывающей насадки текучие среды для очистки, стерилизации, охлаждения/сушки и т.д. Другими словами, охватывающая насадка образует составную часть очистного, стерилизующего и/или сушильного устройства, которая приводится в действие соответствующей подачей среды от заливочного устройства для приведения устройства в целом в асептическое состояние для начала периода изготовления.
В конструктивных примерах выполнения устройства с целью рационального производственного процесса, по меньшей мере, одна заливочная штанга выполнена с возможностью установки в выбранные рабочие положения посредством продольного перемещения и при своем рабочем положении взаимодействия с охватывающей насадкой входит своим продольным участком, по меньшей мере, в одну функциональную полость охватывающей насадки, находящейся в функциональном положении. За счет этого предусмотренная для проведения процесса очистки, стерилизации или охлаждения/сушки среда может поступать в соответствующую полость внутри охватывающей насадки непосредственно через функциональные каналы, проходящие внутри заливочной штанги или вдоль нее. Благодаря этому не только осуществляется очистка, стерилизация и сушка функциональных каналов системы проходящими по ним средами, но соответствующие среды воздействуют на наружную сторону заливочной штанги, находящейся в функциональной полости охватывающей насадки, так что процессы очистки, стерилизации и сушки охватывают также наружные поверхности тех участков заливочной штанги, которые входят в охватывающую насадку.
В особенно предпочтительных примерах выполнения охватывающая насадка содержит первую функциональную полость и вторую функциональную полость, которые расположены со смещением относительно друг друга в направлении продольного перемещения соответствующей заливочной штанги, причем в первую из них функциональную полость входит концевой участок заливочной штанги, на котором находится выходное отверстие центрально проходящего в заливочной штанге функционального канала, который служит заливочным каналом при заполнении контейнера. При этом протекающие через заливочный канал и выходящие через выходное отверстие для материала-заполнителя среды непосредственно омывают концевой участок заливочной штанги, так что при создании асептического состояния заливочного канала одновременно автоматически обрабатывается наружная сторона концевого участка соответствующей заливочной штанги.
Предпочтительно вторая функциональная полость охватывающей насадки предназначена для приема примыкающего к концевому участку продольного участка соответствующей заливочной штанги и снабжена входным отверстием, через которое при соответствующем рабочем положении и при функциональном положении охватывающей насадки проходит соответствующая заливочная штанга и посредством которого может устанавливаться сообщение между второй функциональной полостью и дополнительным функциональным каналом заливочного устройства. Такие каналы могут быть предусмотрены, например, для подачи стерильного воздуха, который служит в качестве поддерживающего воздуха при процессе формования рукава или трубки материала, или к качестве каналов подачи охлаждающих сред. За счет того, что обеспечивается сообщение между находящимся во второй функциональной полости охватывающей насадки продольным участком заливочной штанги и, по меньшей мере, одним из каналов подачи среды, подача очистных, стерилизующих и сушильных сред приводит не только к соответствующей обработке каналов подачи сред, но опять же к воздействию на наружную сторону соответствующей заливочной штанги, находящуюся во второй функциональной полости охватывающей насадки.
В тех примерах выполнения, когда заливочная штанга проходит через экструзионную головку, предпочтительно имеющую удлиненную форму, и в ней образован ряд формующих трубки (рукава) материала экструзионных сопел, для которых предназначен ряд соответствующих заливочных штанг, предпочтительно экструзионная головка имеет торцевую поверхность, к которой плоско прилегает снабженная входным отверстием второй функциональной полости верхняя стенка охватывающей насадки в ее функциональном положении. В особенно предпочтительных примерах выполнения дополнительный функциональный канал проходит вдоль наружной стороны заливочной штанги через экструзионную головку и выходит на ее торцевую поверхность таким образом, что через входное отверстие в прилегающей верхней стенке охватывающей насадки образовано сообщение со второй функциональной полостью. Другими словами, это сообщение образовано за счет того, что дополнительный функциональный канал проходит вдоль наружной стороны заливочной штанги и через входное отверстие внутрь охватывающей насадки.
Предпочтительно каждая функциональная полость охватывающей насадки содержит выходной канал для среды, по которому могут отводиться наружу соответствующие подаваемые через сообщение с функциональными каналами заливочного устройства среды, например, очищающие и и/или стерилизующие среды и/или охлаждающие/сушильные среды.
В предпочтительных примерах устройство может быть выполнено таким образом, что охватывающая насадка образует охватывающий корпус, в котором к соответствующему входному отверстию примыкает вторая функциональная полость, отделенная от соосно следующей за ней первой функциональной полости с помощью уплотнительного вкладыша, который образует центральный сквозной проход для входа в первую функциональную полость игольчатого концевого участка заливочной штанги, образующего выход для материала-заполнителя.
Охватывающая насадка может быть выполнена с возможностью перемещения в функциональное положение и из него посредством смещения ее верхней стенки вдоль торцевой поверхности экструзионной головки. Это упрощает конструкцию за счет того, что для смещения охватывающей насадки требуется только линейный привод.
В особенно компактных примерах выполнения устройства заливочное устройство дополнительно к дозирующему блоку, предназначенному для центрального заливочного канала соответствующей заливочной штанги, содержит также питающие устройства, через которые как заливочный канал для материала-заполнителя, так и другие функциональные каналы могут выборочно снабжаться очищающими средами, то есть, например, стерилизующими средами, сушильными средами или охлаждающими средами.
В особенно предпочтительных примерах выполнения, по меньшей мере, находящийся снаружи заливочной штанги функциональный канал, который образует проход для потока вдоль наружной стороны заливочной штанги, может снабжаться стерильной газообразной средой, которая в ходе формирования трубки (рукава) способом экструзии может выходить на торцевой стороне экструзионной головки и служит в качестве поддерживающего трубку (рукав) воздуха. За счет этого не только предотвращается обрушение или деформация трубки до процесса формования контейнера, но стерильный воздух также образует стерильную зону внутри трубки. Точнее говоря, внутри трубки и внутри формы, приведенных в положение заполнения, создается так называемое стерильное пространство заполнения, в котором стерильный воздух обтекает заливочное отверстие контейнера и создает эффективную защиту от проникновения микроорганизмов до тех пор, пока после завершения процесса заполнения не будут закрыты подвижные части формы, чтобы комбинированным вакуумно-сварочным способом сформовать закрытую головку контейнера.
Краткий перечень чертежей
Далее со ссылками на прилагаемые чертежи будет подробно описан пример осуществления изобретения. На чертежах:
фиг.1 схематично и очень упрощенно изображает на виде сбоку с частичным разрезом устройство для изготовления контейнеров, причем оно показано в рабочем состоянии в ходе процесса изготовления, при котором одна видная на чертеже заливочная штанга проходит своим заливочным игольчатым концом внутрь формы с подвижными составными частями,
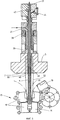
фиг.2 изображает в немного увеличенном виде по сравнению с фиг.1 с частичным разрезом только экструзионную головку и заливочную штангу с предназначенным для нее заливочным устройством, причем заливочная штанга показана в рабочем положении, в котором она входит своим продольным участком в охватывающую насадку, находящуюся в своем функциональном положении на торцевой поверхности экструзионной головки,
фиг.3 изображает устройство на том же виде, что и на фиг.2, но заливочная штанга втянута в рабочее положение в экструзионной головке, так что охватывающая насадка может быть смещена из своего функционального положения,
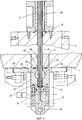
фиг.4 изображает в значительно увеличенном виде по сравнению с фиг.2 и 3, в разрезе и с частичным разрывом устройство в рабочем и функциональном положениях его компонентов,
фиг.5 схематично изображает в упрощенном виде в вертикальном разрезе устройство в котором, как и на фиг.1, показана только одна видная на чертеже заливочная штанга и обозначено стерильное пространство, образованное внутри формуемой трубки вдоль наружной стороны заливочной штанги между экструзионной головкой и формой.
Осуществление изобретения
На фиг.1 установка в целом обозначена позицией 1. На ее раме 3 установлена экструзионная головка 5, которая в устройствах данного типа известным образом содержит, по меньшей мере, одно экструзионное сопло (50 на фиг.4 и 5). При работе из этого экструзионного сопла 50 на торцевую поверхность 7 экструзионной головки 5 выходит рукав или трубка (52 на фиг.5), которая образуется из подаваемого к экструзионной головке пластифицированного синтетического материала. Такие экструзионные устройства, например, устройства, работающие способом bottelpack®, сами по себе известны, поэтому нет необходимости в подробном описании конструкции экструзионной головки 5. Следует только отметить, что в установке имеется заливочное устройство 9, по меньшей мере, с одной заливочной штангой 11, которая проходит в экструзионной головке 5 в продольном направлении. Хотя на чертеже показано только одно заливочное устройство 9 с заливочной штангой 11, следует понимать, что экструзионная головка 5 выполнена удлиненной, предпочтительно в направлении, перпендикулярном плоскости чертежа, так что может быть предусмотрено множество заливочных устройств 9 с заливочными штангами 11, расположенных в ряд перпендикулярно плоскости чертежа.
Обычным образом для таких устройств заливочная штанга 11 выполнена с возможностью установки в различные выбранные рабочие положения, например, за счет того, что он вместе со своим заливочным устройством 9 установлен с возможностью перемещения на несущем элементе 13 рамы. В любом случае заливочные штанги 11 управляются в цикличном режиме с цикличной установкой в рабочие положения, требуемые для процессов изготовления и заливки, а также для процессов очистки, стерилизации и сушки.
На фиг.1 и 5 заливочная штанга 11 показана в выдвинутом рабочем положении для процесса заполнения контейнеров, причем суженный игольчатый концевой участок 15 выдвинут в еще не закрытую форму 17, обращенную к головке. При этом с помощью карусельной системы индивидуальные части 19 формы движутся парами навстречу друг другу по существу по дуговым траекториям, чтобы образовывать закрытую готовую форму, а затем удаляются друг от друга для открытия формы. Для дозированной подачи материала-заполнителя из концевого участка 15 каждая заливочная штанга 11 имеет центральный функциональный канал в виде канала 21, показанного на фиг.4 и 5. Подлежащий заливке продукт подается от центральной питающей линии 23 для материала-заполнителя в управляемые дозирующие блоки 25 каждого заливочного устройства 9. Дозирующие блоки 25 подают в соответствующие заливочные каналы 21 требуемые для каждого процесса заполнения дозированные количества материала-заполнителя с управлением в цикличном режиме.
В отличие от фиг.1 и 5 на фиг.2-4 показаны рабочие положения, которые соответствующие заливочные штанги 11 занимают во время проведения подготовительных мероприятий перед эксплуатацией в режиме изготовления. При этом на фиг.2 и 4 показано рабочее положение, при котором заливочная штанга 11 отведена из области формы 17 и находится в продольной области охватывающей насадки 27. При этом, как лучше всего видно на фиг.4, речь идет об игольчатом концевом участке 15 с выходным отверстием для материала-заполнителя и примыкающем к нему продольном участке 29. Концевой участок 15 находится в первой функциональной полости 31 внутри охватывающей насадки 27, при этом выходной канал 33 образует выход для среды из полости 31.
Примыкающий к концевому участку 15 продольный участок 29 находится в охватывающей насадке 27 во второй функциональной полости 35, для которой также предусмотрен выходной канал (не показан) для отвода среды. Полости 31 и 35 отделены друг от друга с помощью уплотнительного вкладыша 37, через который игольчатый концевой участок 15 проходит в первую полость 31, когда заливочная штанга 11 занимает рабочее положение по фиг.2 и 4.
Помимо функциональных каналов, таких как центральный заливочный канал 21, которые в устройствах этого типа известным образом проходят в заливочной штанге 11, предусмотрен, по меньшей мере, один дополнительный функциональный канал, который служит каналом подачи среды и обозначен позицией 39 на фиг.4 и 5. Как показано на фиг.4 и 5, этот дополнительный функциональный канал 39 проходит вдоль наружной поверхности соответствующих заливочных штанг 11 от впускного подсоединения 41 (фиг.5) до выходного отверстия 40 на торцевой поверхности 7 экструзионной головки 5. На фиг.5 позициями 42 и 44 обозначены подсоединения, предусмотренные для дополнительных каналов при их наличии, например, для подачи и отвода жидкости для охлаждения заливочной штанги 11.
В показанном на фиг.2 и 4 рабочем состоянии верхняя стенка 47 корпуса 45 охватывающей насадки 27 плоско прилегает к торцевой поверхности 7 экструзионной головки 5. При этом кромка входного отверстия 51 в верхней стенке корпуса 45 выровнена с выходным отверстием 40 функционального канала 39, так что функциональный канал 39 сообщается через входное отверстие 51 со второй полостью 35. Одновременно первая полость 31 охватывающей насадки 27 сообщается с заливочным каналом 21 через заливочное отверстие на концевом участке 15.
В этом рабочем состоянии могут проводиться все связанные с очисткой и стерилизацией мероприятия благодаря сообщению между каналами 21, 39 заливочной штанги 11 и полостями 31, 35 охватывающей насадки 27. При этом процесс может быть организован таким образом, что через подсоединение питающей линии 23 и включенный на пропуск потока дозирующий блок 25 очищающая жидкость после очистки заливочного канала 21 поступает в функциональную полость 31 и отводится из нее по каналу 33. За счет сообщения между каналом 39 подачи среды и второй функциональной полостью 35 от впускного подсоединения 41 заливочного устройства 9 может подаваться другая среда, так что продольный участок 29 заливочной штанги 11 может очищаться или стерилизоваться со стороны окружной периферии. В этом же рабочем положении заливочной штанги 11 и при находящейся в функциональном положении охватывающей насадке 27 вслед за очисткой заливочного канала 21 может быть запущен процесс стерилизации. При этом через заливочное устройство 9 в заливочный канал 21 подают горячий пар при температуре, по меньшей мере, равной 121°C, который стерилизует не только внутреннюю стенку заливочного канала 21, но также внутренность полости 31 охватывающей насадки 27 и наружную сторону концевого участка 15. Соответствующим образом по каналу 39 подачи среды стерилизующий горячий пар может подаваться в полость 35 охватывающей насадки 27, что обеспечивает стерилизацию также наружной стороны участка 29.
Обычным образом для процессов очистки и стерилизации далее через те же самые соединения может проводиться соответствующий процесс сушки и охлаждения, причем конденсат пара от предшествующей стерилизации выдувается путем подачи стерильного воздуха.
Вслед за сушкой соответствующая заливочная штанга 11 втягивается в показанное на фиг.3 рабочее положение, а охватывающая насадка 27 выводится из функционального положения, показанного на фиг.2 и 4. При этом охватывающая насадка 27, например, перемещается по торцевой поверхности 7 экструзионной головки 5 в направлении, перпендикулярном плоскости чертежа.
После удаления охватывающей насадки 27 из функционального положения устройство готово к началу периода изготовления. Вследствие того, что в ходе показанной на фиг.1 и 5 производственной фазы выходное отверстие 40 проходящего вдоль наружной стороны заливочной штанги 11 функционального канала 39 находится внутри трубки 52, выходящей из отверстия экструзионного сопла 50 (фиг.5), подаваемая по функциональному каналу 39 среда течет внутрь трубки 52. При этом трубка 52 при своем следовании от экструзионной головки 5 до формы 17 образует замкнутое пространство. Таким образом, при подаче через функциональный канал 39 стерильного воздуха образуется стерильное пространство 53 заполнения, внутри которого выполняется весь производственный процесс, то есть вплоть до формования закрытой головки на заполненном контейнере, что производится путем закрытия соответствующих щек формы 17. Поскольку соответствующие механизмы формы сами по себе известны, обозначенная в целом позицией 17 форма показана на чертеже схематично в упрощенном виде без изображения ее основных частей и частей формования головки контейнера.
Таким образом, благодаря конструкции устройства по изобретению не только достигается стабилизация трубки материала путем подачи поддерживающего воздуха через выходное отверстие 40, но также за счет подачи стерильного воздуха обеспечивается образование стерильной зоны, так что устройство в высокой степени удовлетворяет требованиям международных стандартов в отношении асептики (класс 100).
Claims (9)
1. Устройство для изготовления и заполнения контейнеров, в котором, по меньшей мере, одна трубка из пластифицированного синтетического материала может подаваться экструзией в открытую форму (17), причем с помощью, по меньшей мере, одного заливочного устройства (9), имеющего несколько раздельных функциональных каналов (21, 39), в соответствующий контейнер посредством предназначенной для формы (17) заливочной штанги (11) может подаваться, по меньшей мере, материал-заполнитель, отличающееся тем, что оно содержит охватывающую заливочную штангу насадку (27), которая
- содержит, по меньшей мере, одну функциональную полость (31, 35),
- в своем функциональном положении для целей очистки, и/или стерилизации, и/или сушки устанавливает проводящее среду сообщение между своей соответствующей полостью (31, 35) и предназначенным для нее функциональным каналом (21, 39) заливочного устройства (9), и
- во время изготовления и заполнения контейнеров удалена из своего функционального положения, причем
- охватывающая насадка (27) содержит первую функциональную полость (31) и вторую функциональную полость (35), которые расположены со смещением относительно друг друга в направлении продольного перемещения соответствующей заливочной штанги (11), причем в первую из них функциональную полость (31) входит концевой участок (15) заливочной штанги (11), на котором находится выходное отверстие центрально проходящего в заливочной штанге (11) функционального канала, который служит заливочным каналом (21) при заполнении контейнера.
- содержит, по меньшей мере, одну функциональную полость (31, 35),
- в своем функциональном положении для целей очистки, и/или стерилизации, и/или сушки устанавливает проводящее среду сообщение между своей соответствующей полостью (31, 35) и предназначенным для нее функциональным каналом (21, 39) заливочного устройства (9), и
- во время изготовления и заполнения контейнеров удалена из своего функционального положения, причем
- охватывающая насадка (27) содержит первую функциональную полость (31) и вторую функциональную полость (35), которые расположены со смещением относительно друг друга в направлении продольного перемещения соответствующей заливочной штанги (11), причем в первую из них функциональную полость (31) входит концевой участок (15) заливочной штанги (11), на котором находится выходное отверстие центрально проходящего в заливочной штанге (11) функционального канала, который служит заливочным каналом (21) при заполнении контейнера.
2. Устройство по п.1, отличающееся тем, что, по меньшей мере, одна заливочная штанга (11) выполнена с возможностью установки в выбранные рабочие положения посредством продольного перемещения и при своем рабочем положении взаимодействия с охватывающей насадкой (27) входит своим продольным участком (15, 29), по меньшей мере, в одну функциональную полость (31, 35) охватывающей насадки (27), находящейся в функциональном положении.
3. Устройство по п.1, отличающееся тем, что вторая функциональная полость (35) охватывающей насадки (27) предназначена для приема примыкающего к концевому участку (15) продольного участка (29) соответствующей заливочной штанги (11) и снабжена входным отверстием (51), через которое при соответствующем рабочем положении и при функциональном положении охватывающей насадки (27) проходит соответствующая заливочная штанга (11) и посредством которого может устанавливаться сообщение между второй функциональной полостью (35) и дополнительным функциональным каналом (39) заливочного устройства (9).
4. Устройство по п.3, отличающееся тем, что заливочная штанга (11) проходит через экструзионную головку (5), имеющую торцевую поверхность (7), к которой плоско прилегает снабженная входным отверстием (51) второй функциональной полости (35) верхняя стенка (47) охватывающей насадки (27) в ее функциональном положении, а дополнительный функциональный канал (39) проходит вдоль наружной стороны заливочной штанги (11) через экструзионную головку (5) и выходит на ее торцевую поверхность (7) таким образом, что через входное отверстие (51) в прилегающей верхней стенке (47) охватывающей насадки (27) образовано сообщение со второй функциональной полостью (35).
5. Устройство по любому из пп.1-4, отличающееся тем, что каждая функциональная полость (31, 35) охватывающей насадки (27) содержит выходной канал (33) для среды, по которому могут отводиться наружу соответствующие подаваемые через сообщение с функциональными каналами (21, 39) заливочного устройства (9) среды, например, очищающие, и/или стерилизующие среды, и/или охлаждающие/сушильные среды.
6. Устройство по п.5, отличающееся тем, что охватывающая насадка (27) образует охватывающий корпус (45), в котором к соответствующему входному отверстию (51) примыкает вторая функциональная полость (35), отделенная от соосно следующей за ней первой функциональной полости (31) с помощью уплотнительного вкладыша (37), который образует центральный сквозной проход для входа в первую функциональную полость (31) игольчатого концевого участка (15) заливочной штанги (11), образующего выход для материала-заполнителя.
7. Устройство по п.6, отличающееся тем, что охватывающая насадка (27) выполнена с возможностью перемещения в функциональное положение и из функционального положения посредством смещения ее верхней стенки (47) вдоль торцевой поверхности (7) экструзионной головки (5).
8. Устройство по любому из пп.1-4, 6, 7, отличающееся тем, что заливочное устройство (9) дополнительно к дозирующему блоку (25), предназначенному для центрального заливочного канала соответствующей заливочной штанги, содержит также питающие устройства (23, 41), через которые как заливочный канал (21) для материала-заполнителя, так и другие функциональные каналы (39) могут выборочно снабжаться очищающими средами, стерилизующими средами, сушильными средами или охлаждающими средами.
9. Устройство по п.8, отличающееся тем, что, по меньшей мере, находящийся снаружи заливочной штанги (11) функциональный канал (39), который образует проход для потока вдоль наружной стороны заливочной штанги (11), может снабжаться стерильной газообразной средой, которая в ходе формирования трубки (52) способом экструзии может выходить на торцевой стороне (7) экструзионной головки (5) и служит в качестве поддерживающего трубку (52) воздуха, а также образует в ней стерильную зону.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008028754.7 | 2008-06-17 | ||
| DE102008028754A DE102008028754A1 (de) | 2008-06-17 | 2008-06-17 | Vorrichtung zum Herstellen und Befüllen von Behältern |
| PCT/EP2009/004151 WO2009152979A1 (de) | 2008-06-17 | 2009-06-10 | Vorrichtung zum herstellen und befüllen von behältern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010153051A RU2010153051A (ru) | 2012-07-27 |
| RU2503595C2 true RU2503595C2 (ru) | 2014-01-10 |
Family
ID=40984874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010153051/13A RU2503595C2 (ru) | 2008-06-17 | 2009-06-10 | Устройство для изготовления и заполнения контейнеров |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US8480390B2 (ru) |
| EP (1) | EP2285685B1 (ru) |
| JP (1) | JP5432248B2 (ru) |
| KR (1) | KR101498517B1 (ru) |
| CN (1) | CN102066199B (ru) |
| AU (1) | AU2009259653B2 (ru) |
| BR (1) | BRPI0915322B1 (ru) |
| CA (1) | CA2725907C (ru) |
| DE (1) | DE102008028754A1 (ru) |
| ES (1) | ES2425376T3 (ru) |
| MX (1) | MX2010013376A (ru) |
| PL (1) | PL2285685T3 (ru) |
| PT (1) | PT2285685E (ru) |
| RU (1) | RU2503595C2 (ru) |
| WO (1) | WO2009152979A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2706626C2 (ru) * | 2015-06-11 | 2019-11-19 | Кохер-Пластик Машиненбау Гмбх | Способ изготовления наполненного и закрытого контейнера, устройство для осуществления способа и контейнер, изготовленный указанным способом |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2587411A1 (en) * | 2004-11-17 | 2006-05-26 | Protiva Biotherapeutics, Inc. | Sirna silencing of apolipoprotein b |
| CN101346393B (zh) * | 2005-11-02 | 2015-07-22 | 普洛体维生物治疗公司 | 修饰的siRNA分子及其应用 |
| DE102011008132A1 (de) * | 2011-01-04 | 2012-07-05 | Khs Corpoplast Gmbh | Verfahren und Vorrichtung zur Blasformung von sterilen Behältern |
| US9745181B2 (en) * | 2011-08-08 | 2017-08-29 | Discma Ag | Method of degasification of a carbonated beverage-filled container |
| US9963254B2 (en) * | 2011-08-08 | 2018-05-08 | Discma Ag | Rotary system for simultaneously blowing and filling plastic containers |
| PT2909000T (pt) * | 2012-10-16 | 2019-02-26 | Kocher Plastik Maschinenbau Gmbh | Dispositivo para produzir produtos de embalagem a partir de materiais sintéticos |
| DE102017008802A1 (de) | 2017-09-20 | 2019-03-21 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Herstellen und Befüllen von Behältern |
| DE102017008803A1 (de) | 2017-09-20 | 2019-03-21 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Herstellen und Befüllen von Behältererzeugnissen |
| CN109204946B (zh) * | 2018-10-08 | 2023-12-15 | 广州达意隆包装机械股份有限公司 | 灌装分配器及灌装设备 |
| DE102023001313A1 (de) | 2023-04-03 | 2024-10-10 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung |
| DE102023004512A1 (de) * | 2023-11-08 | 2025-05-08 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Blasformen und Befüllen von Behältnissen |
| CN117302646B (zh) * | 2023-11-09 | 2026-04-28 | 楚天科技股份有限公司 | 一种连续式吹灌封设备的清洗灭菌方法及装置 |
| DE102024002527A1 (de) | 2024-08-02 | 2026-02-05 | Rommelag Engineering Gmbh | Vorrichtung |
| DE102024002690A1 (de) | 2024-08-19 | 2026-02-19 | Rommelag Engineering Gmbh | System |
| CN119139138B (zh) * | 2024-11-18 | 2025-02-25 | 山东新华医疗器械股份有限公司 | 一种移动式填充系统 |
| DE102025000454B3 (de) * | 2025-02-06 | 2025-07-03 | Kocher-Plastik Maschinenbau Gmbh | Extrusionskopf zum Herstellen von Schläuchen als Vorformlinge für zu formende Behälter |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19648087A1 (de) * | 1995-11-21 | 1997-05-22 | Bernd Hansen | Einrichtung zum sterilen Befüllen von Behältnissen |
| EP0785134A2 (en) * | 1996-01-16 | 1997-07-23 | Gruppo Bertolaso S.p.A. | Method and apparatus for sanitizing filling machines and systems, particularly for food products |
| RU2113381C1 (ru) * | 1993-02-23 | 1998-06-20 | Юнифилл Интернэшнл А/Г | Способ упаковки жидких или полужидких продуктов в контейнеры из термоформуемой пластмассы и устройство для его осуществления |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL135992C (ru) * | 1964-07-10 | |||
| FR2091884B1 (ru) * | 1970-03-27 | 1974-05-03 | Raffinage Cie Francaise | |
| JPS618595U (ja) * | 1984-06-20 | 1986-01-18 | 澁谷工業株式会社 | 充填バルブの洗滌装置 |
| JP2668398B2 (ja) * | 1988-07-09 | 1997-10-27 | 株式会社南陽製作所 | 練状化粧剤用多色充填機 |
| DE3834184C1 (ru) * | 1988-10-07 | 1989-12-28 | Bernd 7166 Sulzbach-Laufen De Hansen | |
| JP2698929B2 (ja) * | 1989-04-10 | 1998-01-19 | 四国化工機株式会社 | 包装機械の充填装置における洗浄装置 |
| DE4205655C2 (de) * | 1992-02-25 | 1999-12-16 | Bosch Gmbh Robert | Verfahren zum Sterilisieren einer Verpackungsmaschine und Vorrichtung zum Durchführen des Verfahrens |
| JP3359351B2 (ja) * | 1992-05-11 | 2002-12-24 | 日立造船株式会社 | 自己洗浄機能付充填ノズル |
| DE4409617A1 (de) * | 1994-03-21 | 1995-09-28 | Bernd Hansen | Einrichtung zum sterilen Befüllen von Behältnissen |
| DE4411629A1 (de) * | 1994-04-02 | 1995-11-02 | Tetra Laval Holdings & Finance | Ventil zum Abfüllen von Flüssigkeiten in Verpackungen |
| DE4422713B4 (de) * | 1994-06-29 | 2004-04-08 | Robert Bosch Gmbh | Verfahren zum Sterilisieren von Teilen einer Verpackungsmaschine sowie eine Vorrichtung zum Durchführen des Verfahrens |
| DE19904131C2 (de) * | 1999-02-03 | 2001-01-04 | Hassia Verpackung Ag | Füllstation für eine Aseptik-FFS-Verpackungsmaschine |
| DE10063282C2 (de) * | 2000-12-19 | 2003-06-18 | Bernd Hansen | Verfahren und Vorrichtung zum Herstellen und Befüllen von Behältern |
| EP1351858B1 (de) * | 2001-11-07 | 2004-08-25 | Hassia Verpackungsmaschinen GmbH | Verfahren zum vorsterilisieren einer schlauchbeutel-verpackungsmaschine |
| CN2576608Y (zh) * | 2002-09-17 | 2003-10-01 | 哈尔滨赛德技术发展有限公司 | 立式袋加盖全自动液体包装机 |
| DE10323335A1 (de) * | 2003-05-23 | 2004-12-16 | Hansen, Bernd, Dipl.-Ing. | Herstellvorrichtung |
| ITBO20030411A1 (it) * | 2003-07-03 | 2005-01-04 | Stk Stocchi Progetti S R L | Rubinetto per il riempimento sterile di liquidi alimentari. |
| DE102004004755A1 (de) * | 2004-01-30 | 2005-08-25 | Bernd Hansen | Verfahren und Vorrichtung zum Herstellen und Befüllen von Behältern |
-
2008
- 2008-06-17 DE DE102008028754A patent/DE102008028754A1/de not_active Withdrawn
-
2009
- 2009-06-10 MX MX2010013376A patent/MX2010013376A/es active IP Right Grant
- 2009-06-10 RU RU2010153051/13A patent/RU2503595C2/ru active
- 2009-06-10 EP EP09765559.1A patent/EP2285685B1/de active Active
- 2009-06-10 PL PL09765559T patent/PL2285685T3/pl unknown
- 2009-06-10 PT PT97655591T patent/PT2285685E/pt unknown
- 2009-06-10 JP JP2011513920A patent/JP5432248B2/ja active Active
- 2009-06-10 CN CN2009801225103A patent/CN102066199B/zh active Active
- 2009-06-10 ES ES09765559T patent/ES2425376T3/es active Active
- 2009-06-10 WO PCT/EP2009/004151 patent/WO2009152979A1/de not_active Ceased
- 2009-06-10 US US12/736,639 patent/US8480390B2/en active Active
- 2009-06-10 AU AU2009259653A patent/AU2009259653B2/en active Active
- 2009-06-10 KR KR1020107028277A patent/KR101498517B1/ko active Active
- 2009-06-10 BR BRPI0915322-5A patent/BRPI0915322B1/pt active IP Right Grant
- 2009-06-10 CA CA2725907A patent/CA2725907C/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2113381C1 (ru) * | 1993-02-23 | 1998-06-20 | Юнифилл Интернэшнл А/Г | Способ упаковки жидких или полужидких продуктов в контейнеры из термоформуемой пластмассы и устройство для его осуществления |
| DE19648087A1 (de) * | 1995-11-21 | 1997-05-22 | Bernd Hansen | Einrichtung zum sterilen Befüllen von Behältnissen |
| EP0785134A2 (en) * | 1996-01-16 | 1997-07-23 | Gruppo Bertolaso S.p.A. | Method and apparatus for sanitizing filling machines and systems, particularly for food products |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2706626C2 (ru) * | 2015-06-11 | 2019-11-19 | Кохер-Пластик Машиненбау Гмбх | Способ изготовления наполненного и закрытого контейнера, устройство для осуществления способа и контейнер, изготовленный указанным способом |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2425376T3 (es) | 2013-10-15 |
| MX2010013376A (es) | 2010-12-21 |
| PL2285685T3 (pl) | 2013-12-31 |
| DE102008028754A1 (de) | 2009-12-24 |
| US8480390B2 (en) | 2013-07-09 |
| CA2725907C (en) | 2015-01-06 |
| HK1154374A1 (en) | 2012-04-20 |
| EP2285685B1 (de) | 2013-07-10 |
| RU2010153051A (ru) | 2012-07-27 |
| CN102066199A (zh) | 2011-05-18 |
| KR101498517B1 (ko) | 2015-03-04 |
| BRPI0915322A2 (pt) | 2015-10-27 |
| JP2011524840A (ja) | 2011-09-08 |
| CN102066199B (zh) | 2013-04-03 |
| AU2009259653A1 (en) | 2009-12-23 |
| JP5432248B2 (ja) | 2014-03-05 |
| KR20110017386A (ko) | 2011-02-21 |
| BRPI0915322B1 (pt) | 2019-08-06 |
| PT2285685E (pt) | 2013-07-24 |
| EP2285685A1 (de) | 2011-02-23 |
| AU2009259653B2 (en) | 2013-09-05 |
| US20110076355A1 (en) | 2011-03-31 |
| CA2725907A1 (en) | 2009-12-23 |
| WO2009152979A1 (de) | 2009-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2503595C2 (ru) | Устройство для изготовления и заполнения контейнеров | |
| US3464085A (en) | Packaging apparatus | |
| CN101992541B (zh) | 具有清洁系统的吹塑机 | |
| US9579841B2 (en) | Blow molding device | |
| JP5291082B2 (ja) | 酸素含有量を最小限に抑える装置 | |
| CN104136195A (zh) | 吹塑成型装置和容器的制造方法 | |
| RU2013156311A (ru) | Способ и устройство для чистки и/или дезинфекции устройства для изготовления сосудов, заполненных жидким наполняющим материалом | |
| HK1224255A1 (zh) | 用於由塑料材料制造容器产品的设备 | |
| ITMI980347A1 (it) | Sistema di raffreddamento e estrazione di corpi cavi stampati ad iniezione | |
| KR20060130143A (ko) | 컨테이너 제조 및 충전 방법과 장치 | |
| JP2012529391A (ja) | 医療器具を製造するための工程 | |
| JP5635237B2 (ja) | 成型加工される容器 | |
| IT201800002781A1 (it) | Dispositivo di stiro-soffiaggio in asettico per una preforma in materiale termoplastico | |
| CN111017280B (zh) | 用于无菌包装机的灭菌器-充填喷嘴组件 | |
| HK1154374B (en) | Device for producing and filling containers | |
| CN220923274U (zh) | 用于后处理容器产品的设备 | |
| JP2021154568A (ja) | 液体ブロー成形装置 | |
| ITBO20110223A1 (it) | Dispositivo dosatore per prodotti liquidi | |
| HK1137707B (en) | Device for minimizing oxygen content |