JP5291082B2 - 酸素含有量を最小限に抑える装置 - Google Patents
酸素含有量を最小限に抑える装置 Download PDFInfo
- Publication number
- JP5291082B2 JP5291082B2 JP2010500136A JP2010500136A JP5291082B2 JP 5291082 B2 JP5291082 B2 JP 5291082B2 JP 2010500136 A JP2010500136 A JP 2010500136A JP 2010500136 A JP2010500136 A JP 2010500136A JP 5291082 B2 JP5291082 B2 JP 5291082B2
- Authority
- JP
- Japan
- Prior art keywords
- filling
- medium
- passage
- container
- mandrel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/044—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles being combined with a filling device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/022—Making containers by moulding of a thermoplastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/003—Filling medical containers such as ampoules, vials, syringes or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Basic Packing Technique (AREA)
- Vacuum Packaging (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Oxygen, Ozone, And Oxides In General (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
Claims (8)
- アンプルのような、充填される容器(12)における酸素含有量を最小限に抑える装置であって、
容器はブロー成形により形成され、その後充填および閉鎖工程がおこなわれ、
容器は、供給装置(20)によって容器の閉鎖前に容器から酸素を排除する排除媒体を供給することができ、
供給装置(20)は、少なくとも1つの媒体供給通路(22)を有し、媒体供給通路(22)によって排除媒体をそれぞれの容器(12)内へ供給することができ、
媒体供給通路(22)は少なくとも部分的に充填装置(26)の構成要素であって、充填装置(26)はそれぞれの容器(12)を充填可能であって、
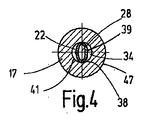
充填装置(26)が充填マンドレル(17)を有し、充填マンドレル(17)が充填通路(28)と、充填通路(28)から分離された媒体供給通路(22)と、少なくとも1つの他の媒体移送通路(34)を有しており、
充填通路(28)の横断面が、充填マンドレル(17)の、横断面のより大きい環状通路領域(38)内で案内されており、かつ、
環状通路領域(38)の内部で、充填通路(28)の壁が、媒体供給通路(22)を、媒体移送通路(34)から媒体密に分離している、ものであって、
充填マンドレル(17)の環状通路領域(38)が、横断面で見て円形に形成されており、かつ、充填マンドレル(17)の、充填通路(28)を画成する壁(39)が、横断面において横方向に減少された長円を形成し、長円が縦方向において円環状の環状通路領域(38)の内壁(41)に当接し、それによって媒体供給通路(22)と媒体移送通路(34)の三日月形の横断面が、互いに分離される、
ことを特徴とする、充填すべき容器における酸素含有量を最小限に抑える装置。 - 媒体移送通路(34)が、それぞれの容器(12)から酸素の他に排除媒体を搬出し、あるいは排除媒体をそれぞれの容器(12)内へ供給するために用いられる、ことを特徴とする請求項1に記載の装置。
- 充填通路(28)、媒体供給通路(22)および媒体移送通路(34)が、充填マンドレル(17)の環状通路領域(38)の内部で、互いに媒体密に分離されて、媒体移送通路(34)内を流れる流体の流れの方向は、媒体供給通路(22)を流れる流体の流れの方向と逆方向または同方向にされる、ことを特徴とする請求項1または2に記載の装置。
- 充填通路(28)が、充填マンドレル(17)内で媒体供給通路(22)と媒体移送通路(34)を越えて突出している、ことを特徴とする請求項1から3のいずれか1項に記載の装置。
- 他の媒体通路(45)が、充填マンドレル(17)の壁(41)に対して同心の配置で、かつこの壁を包囲して設けられており、媒体通路が外側へ向かって、供給装置(20)の他の壁(49)によって包囲されている、ことを特徴とする請求項1から4のいずれか1項に記載の装置。
- 排除媒体が、アルゴンのような貴ガスまたは窒素ガスのような不活性ガスからなる、ことを特徴とする請求項1から5のいずれか1項に記載の装置。
- それぞれ充填すべき容器(12)の周囲領域に、少なくとも部分的に、他の供給装置(42)を用いて遮断媒体が供給される、ことを特徴とする請求項1または6のいずれか1項に記載の装置。
- 遮断媒体が、アルゴンのような貴ガス、または、窒素ガスのような不活性ガスである、ことを特徴とする請求項7に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007015078.6 | 2007-03-29 | ||
| DE102007015078A DE102007015078A1 (de) | 2007-03-29 | 2007-03-29 | Vorrichtung zum Minimieren des Sauerstoffgehaltes |
| PCT/EP2008/002399 WO2008119494A1 (de) | 2007-03-29 | 2008-03-27 | Vorrichtung zum minimieren des sauerstoffgehaltes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010522670A JP2010522670A (ja) | 2010-07-08 |
| JP2010522670A5 JP2010522670A5 (ja) | 2011-04-07 |
| JP5291082B2 true JP5291082B2 (ja) | 2013-09-18 |
Family
ID=39523642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010500136A Active JP5291082B2 (ja) | 2007-03-29 | 2008-03-27 | 酸素含有量を最小限に抑える装置 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US9150317B2 (ja) |
| EP (1) | EP2125524B1 (ja) |
| JP (1) | JP5291082B2 (ja) |
| KR (1) | KR101454185B1 (ja) |
| CN (1) | CN101641257B (ja) |
| AT (1) | ATE532708T1 (ja) |
| AU (1) | AU2008234135B2 (ja) |
| CA (1) | CA2681437C (ja) |
| DE (1) | DE102007015078A1 (ja) |
| ES (1) | ES2374853T3 (ja) |
| HK (1) | HK1137707A1 (ja) |
| MX (1) | MX2009010408A (ja) |
| PL (1) | PL2125524T3 (ja) |
| PT (1) | PT2125524E (ja) |
| WO (1) | WO2008119494A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010028499B4 (de) | 2010-05-03 | 2023-11-23 | Syntegon Technology Gmbh | Kombinierte Füll- und Begasungsvorrichtung |
| JP6124920B2 (ja) * | 2011-12-21 | 2017-05-10 | アムコー リミテッド | 成形装置のシールシステム |
| WO2013164269A1 (en) | 2012-04-30 | 2013-11-07 | Ge Healthcare As | Method for filling a container with a foamable composition |
| DE102014104874A1 (de) | 2014-04-04 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren zur Herstellung einer Kunststoffflasche und deren Befüllung mit einem Füllprodukt |
| DE102017008802A1 (de) | 2017-09-20 | 2019-03-21 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Herstellen und Befüllen von Behältern |
| DE102017008803A1 (de) * | 2017-09-20 | 2019-03-21 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Herstellen und Befüllen von Behältererzeugnissen |
| KR102639913B1 (ko) | 2017-11-17 | 2024-02-23 | 코스카 패밀리 리미티드 | 유체 전달 매니폴드를 위한 시스템 및 방법 |
| US20190350810A1 (en) * | 2018-05-18 | 2019-11-21 | Baxter International Inc. | Dual chamber flexible container and drug product using same |
| US10961003B2 (en) * | 2018-06-07 | 2021-03-30 | Weiler Engineering, Inc. | Telescoping fill station shroud for a blow/fill/seal packaging machine |
| USD992110S1 (en) | 2021-08-10 | 2023-07-11 | Koska Family Limited | Sealed fluid container |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1566547A1 (de) * | 1967-01-10 | 1970-01-08 | Sickel Dr Helmut | Verfahren zum Fuellen und Verschliessen von Ampullen |
| DE2208909A1 (de) * | 1972-02-25 | 1973-09-06 | Pmd Entwicklungswerk | Blas- und fuelldorn |
| US4305242A (en) * | 1978-12-05 | 1981-12-15 | Generale D'entreprise De Conditionnement | Vacuum bagging device with a flexible spout and programming system |
| DE3834184C1 (ja) * | 1988-10-07 | 1989-12-28 | Bernd 7166 Sulzbach-Laufen De Hansen | |
| JP2877482B2 (ja) | 1990-10-11 | 1999-03-31 | 大日本印刷株式会社 | 延伸ブロー成形容器の製造装置 |
| US5394908A (en) * | 1993-12-13 | 1995-03-07 | Trw Vehicle Safety Systems Inc. | Apparatus and method for filling a container |
| US5551213A (en) * | 1995-03-31 | 1996-09-03 | Eastman Kodak Company | Apparatus and method for vacuum sealing pouches |
| FR2760544A1 (fr) | 1997-03-04 | 1998-09-11 | Vernet Sa | Thermostat a montage rapide |
| CN2313854Y (zh) * | 1997-12-24 | 1999-04-14 | 陈洪 | 一种制袋充填封口包装机 |
| US6112780A (en) * | 1998-04-03 | 2000-09-05 | Meheen; David M. | 4-tube apparatus for gaseous contaminant control during bottling processes |
| DE19926329A1 (de) * | 1999-06-09 | 2000-12-21 | Bernd Hansen | Verfahren zum Herstellen von Behältern und Vorrichtung zum Durchführen des Verfahrens |
| CN1121022C (zh) * | 2000-10-08 | 2003-09-10 | 太原理工天成科技股份有限公司 | 一种报纸杂志自动分离装置 |
| DE10063282C2 (de) * | 2000-12-19 | 2003-06-18 | Bernd Hansen | Verfahren und Vorrichtung zum Herstellen und Befüllen von Behältern |
| DE10114660C2 (de) * | 2001-03-24 | 2003-10-16 | Alfill Engineering Gmbh & Co K | Füllorgan für stille Getränke |
| JP4062998B2 (ja) * | 2002-07-11 | 2008-03-19 | 東洋製罐株式会社 | ガス置換方法及び装置 |
| JP2004147824A (ja) | 2002-10-30 | 2004-05-27 | Daiichi Shokai Co Ltd | 遊技媒体の収納装置 |
| JP4222544B2 (ja) | 2003-01-14 | 2009-02-12 | 三菱重工食品包装機械株式会社 | 液体充填装置、無菌充填装置、ノズル装置、液体充填方法 |
| JP2005172195A (ja) * | 2003-12-15 | 2005-06-30 | Calsonic Kansei Corp | 二重管及びその製造方法 |
| DE102004004755A1 (de) * | 2004-01-30 | 2005-08-25 | Bernd Hansen | Verfahren und Vorrichtung zum Herstellen und Befüllen von Behältern |
-
2007
- 2007-03-29 DE DE102007015078A patent/DE102007015078A1/de not_active Withdrawn
-
2008
- 2008-03-27 CN CN2008800094834A patent/CN101641257B/zh not_active Expired - Fee Related
- 2008-03-27 AT AT08734795T patent/ATE532708T1/de active
- 2008-03-27 PT PT08734795T patent/PT2125524E/pt unknown
- 2008-03-27 PL PL08734795T patent/PL2125524T3/pl unknown
- 2008-03-27 KR KR1020097020196A patent/KR101454185B1/ko active IP Right Grant
- 2008-03-27 CA CA2681437A patent/CA2681437C/en not_active Expired - Fee Related
- 2008-03-27 AU AU2008234135A patent/AU2008234135B2/en not_active Ceased
- 2008-03-27 US US12/450,079 patent/US9150317B2/en active Active
- 2008-03-27 MX MX2009010408A patent/MX2009010408A/es active IP Right Grant
- 2008-03-27 ES ES08734795T patent/ES2374853T3/es active Active
- 2008-03-27 WO PCT/EP2008/002399 patent/WO2008119494A1/de active Application Filing
- 2008-03-27 JP JP2010500136A patent/JP5291082B2/ja active Active
- 2008-03-27 EP EP08734795A patent/EP2125524B1/de active Active
-
2010
- 2010-03-19 HK HK10102894.1A patent/HK1137707A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010522670A (ja) | 2010-07-08 |
| CN101641257B (zh) | 2012-10-03 |
| DE102007015078A1 (de) | 2008-10-02 |
| AU2008234135B2 (en) | 2012-05-31 |
| HK1137707A1 (en) | 2010-08-06 |
| EP2125524B1 (de) | 2011-11-09 |
| ATE532708T1 (de) | 2011-11-15 |
| US20100037566A1 (en) | 2010-02-18 |
| CA2681437C (en) | 2014-06-10 |
| MX2009010408A (es) | 2009-10-22 |
| ES2374853T3 (es) | 2012-02-22 |
| AU2008234135A1 (en) | 2008-10-09 |
| KR20100014627A (ko) | 2010-02-10 |
| WO2008119494A1 (de) | 2008-10-09 |
| CN101641257A (zh) | 2010-02-03 |
| PL2125524T3 (pl) | 2012-03-30 |
| PT2125524E (pt) | 2011-12-15 |
| EP2125524A1 (de) | 2009-12-02 |
| CA2681437A1 (en) | 2008-10-09 |
| KR101454185B1 (ko) | 2014-10-28 |
| US9150317B2 (en) | 2015-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5291082B2 (ja) | 酸素含有量を最小限に抑える装置 | |
| US8480390B2 (en) | Device for producing and filling containers | |
| KR20140145181A (ko) | 블로우 충진 밀봉 용기용 3 회로 충진 시스템, 및 이에 상당하는 방법, 및 충진 장치 | |
| JP2019025819A (ja) | 液体入り容器の製造装置及び製造方法 | |
| US11077601B2 (en) | Liquid-containing container manufacturing method | |
| CN107206658A (zh) | 液体吹塑设备和预成型件 | |
| JP6122762B2 (ja) | ブロー成形装置 | |
| CN111655445A (zh) | 吹塑成型装置 | |
| KR101204280B1 (ko) | 컨테이너 제조 및 충전 방법과 장치 | |
| JP5218722B2 (ja) | 無菌充填包装体の製造方法、及びその装置 | |
| CN109803807B (zh) | 液体吹塑成型装置以及液体吹塑成型方法 | |
| KR101307773B1 (ko) | 컨테이너 및 상기 컨테이너 제조 장치 | |
| JPH0359815B2 (ja) | ||
| US11345072B2 (en) | Blow molding device | |
| EP3278953A1 (en) | Liquid blow molding apparatus | |
| JP2012205821A (ja) | 酸素富化眼用製剤及びその製造方法 | |
| EP4112936A1 (en) | Plunger pump and liquid blow molding device | |
| WO2020110516A1 (ja) | ブロー成形装置 | |
| JP2021154568A (ja) | 液体ブロー成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110217 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5291082 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |