KR900008578B1 - 용접기용 전극팁의 성형장치 - Google Patents
용접기용 전극팁의 성형장치 Download PDFInfo
- Publication number
- KR900008578B1 KR900008578B1 KR1019870013245A KR870013245A KR900008578B1 KR 900008578 B1 KR900008578 B1 KR 900008578B1 KR 1019870013245 A KR1019870013245 A KR 1019870013245A KR 870013245 A KR870013245 A KR 870013245A KR 900008578 B1 KR900008578 B1 KR 900008578B1
- Authority
- KR
- South Korea
- Prior art keywords
- support mechanism
- electrode tip
- cutter
- cylindrical member
- tip
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
- B23K11/3063—Electrode maintenance, e.g. cleaning, grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/16—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for bevelling, chamfering, or deburring the ends of bars or tubes
- B23B5/166—Devices for working electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/3042—Means to remove scale or raised surface imperfection
- Y10T409/304256—Means to remove flash or burr
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/304536—Milling including means to infeed work to cutter
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
- Turning (AREA)
- Milling Processes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
내용 없음.
Description
제1도는 본 발명 장치의 일실시예의 종단 측면도.
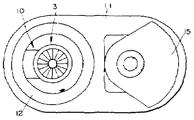
제2도는 제1도의 선 A-A의 단면도.
제3도는 본 발명의 작동도.
제4도는 본 발명 장치의 다른 실시예의 종단 측면도.
제5도는 제4도의 평면도.
* 도면의 주요부분에 대한 부호의 설명
1, 10 : 원통형부재 2 : 커터 지지기구
3 : 커터 4 : 커터 회전기구
5 : 전극팁 지지기구 6 : 고무원통
7 : 키 8 : 스냅링
9 : 회전레버 11 : 기판
12 : 베어링 13 : 기어
14 : 피니온 15 : 구동기구
N : 전극팁 S : 공간부
본 발명은 용접기용 전극팁의 성형장치에 관한 것이다. 점 용접기용 전극팁은 주지하는 바와 같이 그 선단 형상에 따라 도움형, 대(臺)형, 핀벨형(중심형)등이 있다.
상기 전극팁에서는 가압하에서 용접을 속행할때 팁의 선단이 마멸되어 합금층을 형성하며 그에 따라 용접 불량의 원인이 된다. 이 경우, 도움형 및 대형에서는 마멸의 진행에 따라 선단의 표면적이 증가되므로 용접 상태가 급격히 악화한다. 한편, 핀벨형에서는 선단이 마멸된다 하여도 중심부가 존재하는 동안은 선단의 표면적이 거의 변화하지 않으므로 다른형에 비해 비교적 용접상태는 양호하게 유지되지만, 중심부가 완전 소모되면 용접상태는 전술한 바와 같이 악화한다.
따라서 종래에는 마멸된 전극팁을 용접기로부터 분리한 후 전용기를 사용하여 재성형하거나 또는 용접기에 부착한 채 모우터식 줄을 사용하여 수동으로 재성형하였다.
그러나, 전극팁을 용접기로부터 분리한 후 전용기에 의해 재성형하는 경우 전극팁의 분리·부착에 많은 시간이 소요되며, 특히 핀벨형에서는 재성형된 전극팁을 다시 부착할때 중심맞춤이 매우 난해하다. 또한, 전극팁을 용접기에 부착한 채로 수작업에 의해 재성형하는데에는 고도의 숙련이 필요할 뿐만 아니라 성형에 많은 시간이 소요된다. 또, 상기 어떤 방법도 생산 라인의 작업중에 로보트에 의해 용접을 행할 경우 생산을 방해한다.
본 발명은 상기한 잇점을 갖는 핀벨형의 특성을 고려하여 전극팁을 용접기에 부착한 채 중심이 자동적으로 정확히 맞추어진 상태에서 단시간내에 재성형하는 성형장치를 제공하기 위해 안출된 것이다.
상기 목적을 달성하기 위해, 본 발명 장치는 원통형 부재와, 이 원통형 부재내에서 지지기구에 의해 탄성적으로 지지된 1개 이상의 커터와, 이 커터의 회전기구 및 절삭될 전극팁을 지지하는 지지기구로 구성되는 것을 특징으로 한다.
용접기의 상하 전극팁 사이에 지지된 본 발명의 성형장치는 전극팁(N)의 선단이 커터(3)의 절삭날(3a)에 닿는 상태가 되도록 전극팁을 가압한다. 이에 따라 커터(3)는 그의 지지기구(2)에 의해 탄성적으로 지지되어 원통형 부재(1)의 중앙방향으로 이동되고, 전극팁(N)은 그의 전극팁 지지기구(5)에 지지된다. 이 상태에서 회전기구(4)가 커터를 회전시킴에 따라 전극팁(N)의 선단은 소정의 형상으로 성형된다. 회전기구(4)가 커터(3)의 회전을 정지시키고 전극팁(N)의 압력을 해제시키면, 팁 사이의 공간이 확장되어 상기 성형장치가 분리된다.
이제 첨부도면을 참고로 본 발명 장치의 바람직한 실시예에 대하여 설명키로 한다.
제1도 내지 제3도는 회전 기구에 의해 커터의 회전이 수동으로 행해지는 것을 나타낸 것이다.
도면에서, 참고부호(1)는 원통형 부재로서, 그의 원주상의 4개 부위에 키홈(1a)과 이 키홈(1a)의 상하단에 링 형상의 스토퍼(stopper) 홈(1b)이 형성되어 있다. 참고부호(3, 3)는 상기 원통형 부재(1)의 상하에 설치된 커터로서, 그의 일측부에는 중앙판(3b)과 외주부 근방의 원주면(3c)을 제외한 부분에 절삭날(3a)이 형성되어 있고, 주위의 원통형 부재(1)의 키홈(1a)과 대향하는 위치에 키홈(3d)이 형성되어 있다.
상기 커터(3, 3)는, 그들 사이에 지지기구(2)를 구성하는 고무원통(6)을 두고 키홈(3d)과 원통형 부재(1)의 키홈(1a)사이에 키(7)를 끼워 연결하고 고무원통(6)을 약간 가압하면서 스냅링(8)을 원통형 부재(1)의 스토퍼 홈(1b)내로 삽입시켜 고정된다.
제1도 내지 제3도의 전극팁(N)의 지지기구(5)는 중앙부에 환상돌출부(5a)를 갖는 원기둥체로서, 상기 돌출부(5a)를 고무원통(6)의 환상홈 내에 삽입시켜 고무원통(6)내에 지지되어 있다. 상기 지지기구(5)의 원통부(5b)는 커터(3, 3)의 중앙판(3b)의 의 구멍내로 공간(S)을 두고 삽입되어 있다. 상기 지지기구(5), 키(7) 및 스닙링(8)은 지르코니아와 같은 비전도체로 제작되거나, 표면에 비전도체 물질을 도포하여 전극팁(N)이 통전되는 중에도 사용가능하도록 되어 있다. 참고부호(9)는 회전레버를 나타내며, 커터(3, 3)의 회전기구(4)는 상기 레버(9), 원통형 부재(1)0, 키(7) 및 키홈(1a,3d)으로 구성된다.
전술한 제1도 내지 제3도에 도시된 성형장치에서는, 제3도에 나타낸 바와 같이 용접기의 상하 전극팁(N)사이에 본 발명의 성형장치를 위치시킨 후 전극팁의 선단이 커터(3)의 절삭날(3a)에 접촉된 상태가 되도록 전극팁(N)을 가압한다. 이에 의해 커터(3, 3)가 고무원통(6)에 탄성적으로 지지되어 고무원통(6)을 누르면서 키(7)에 의해 안내되어 원통형 부재(1)의 중앙 방향으로 이동하며, 이에 따라 공간부(S)가 감소되면서 전극팁(N)이 지지기구(5)에 의해 지지된다.
그런 다음 회전레버(9)를 좌우로 회전시키면, 상하 전극팁(N)의 선단이 커터(3, 3)의 절삭날(3a)에 의해 소정의 형상으로 절삭된다. 성형이 완료된 후, 회전레버(9)의 회전을 정지시키고 전극팁(N)의 가압을 해제하면 본 성형장치는 분리된다.
제4도 및 제5도에 나타낸 실시예는 모우터를 사용하여 회전기구(4)에 의해 커터(3, 3)를 회전시키도록 되어 있으며, 제1도 내지 제3도에 도시된 것과 동일한 부품 또는 부재는 동일 참고 부호로 표기한다.
제4도 및 제5도에서 원통형 부재(10)는 그 상부가 베어링(12)에 의해 기판(11)에 지지되며, 그 하부는 외경을 크게하여 일체로된 기어(13)를 형성하고 있다. 참고부호(14)는 상기 기어(13)에 맞물려 있는 피니온으로서, 기판(11)에 부착된 구동기구(15)에 축(16)에 의해 연결되어 있다. 상기 구동기구(15)는 회전 실린더, 감속기가 부착된 전동 모우터 및 유압 모우터등을 채용한다.
상기 구조에 의하여, 기판(11)은 예컨데 간이 로보트(도시안됨)의 아암의 선단에 지지되며, 용접기의 전극팁(N)의 선단이 마멸된때 상기 전극팁(N)사이에 커터(3, 3)가 위치되도록 성형장치를 상하 전극팁(N)사이에 놓은 후 전극팁을 가압한다.
그렇게 함으로써, 커터(3)는 고무원통(6)에 탄성적으로 지지되어 고무원통(6)을 압축하면서 키(7)에 의해 안내되어 원통형 부재(10)의 중앙방향으로 이동하며, 그에 따라 공간부(S)가 감소되면서 전극팁이 지지기구(5)에 의해 지지된다.
그런다음, 구동기구(15)를 작동시키면 축(16)을 통하여 피니온(14)이 회전되며, 또 피니온(14)과 맞물려 있는 기어(13)를 통하여 원통형 부재(10)가 회전된다. 따라서, 원통형 부재(10)와 키(7)에 의해 연결된 커터(3, 3)가 회전하여 상하 전극팁(N)의 선단이 절삭날(3a)에 의해 소정의 형상으로 형성된다. 성형이 완료된 후 구동기구(15)의 작동을 정지시키고 전극팁(N)의 가압을 해제하여 개방하면 성형 장치가 분리된다.
전술한 바와 같이, 본 발명장치는 원통형 부재와, 이 원통형 부재내에서 지지기구에 의해 탄성적으로 지지된 1개 이상의 커터와, 이 커터의 회전기구 및 절삭된 전극팁을 지지하는 지지기구로 구성되므로, 전극팁이 용접기에 부착된 그대로 가압 상태하에서 형성될 수 있어서 노력과 시간을 절약할 수 있으며 중심 맞춤을 자동적으로 행할 수 있다.
따라서, 용접 로보트를 구비한 생산라인의 흐름을 방해함이 없이 전극을 항상 정상으로 유지하고 높은 용접 품질을 달성할 수 있다. 또한, 전극의 지지기구를 설치함으로써 커터에 무리한 힘을 가하지 않고 전극의 성형을 보다 정확히 할 수 있도록 하는 효과가 있다. 또한, 실시예에서는 상기 지지기구 등을 비전도체로 피복하였기 때문에 용접기의 작동 상태에서도 전극팁의 성형을 안전하게 수행하는 효과가 있다.
Claims (4)
- 원통형 부재, 상기 원통형 부재의 종축선과 축선 방향으로 일치하게 정렬되는 상기 원통형 부재내의 원통형 전극팁 지지기구, 상기 전극팁 지지기구에 미끄럼 장착되어 부재의 종축선을 따라 이동하는 상·하 원형 커터, 상기 커터들 사이에 배치되고 전극팁 지지기구를 둘러싸서 커터를 축선방향으로 분리시키는 탄성 커터 지지기구, 커터 지지기구를 전극팁 지지기구에 부착시켜 전극팁 지지기구에 대한 커터 지지기구의 축선 방향 이동을 방지하는 수단, 커터의 축선 방향 분리를 제한하는 수단으로 구성되는 용접기용 전극팁의 성형 장치.
- 제1항에 있어서, 상기 탄성 커터 지지기구는 환형의 탄성 중합체인 전극팁의 성형 장치.
- 제2항에 있어서, 커터 지지기구를 전극팁 지지기구에 부착시키는 상기 수단은, 전극팁 지지기구의 길이 중간지점 둘레의 환상 돌출부와, 이 돌출부가 삽입되는 커터 지지기구의 대응 환상홈을 포함하는 전극팁의 성형장치.
- 제3항에 있어서, 커터의 축선방향 분리를 제한하는 상기 수단은 상·하 커터가 접촉하는 하우징의 상·하 스토퍼홈을 포함하는 전극팁의 성형장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP86-283295 | 1986-11-28 | ||
| JP61283295A JPS63137587A (ja) | 1986-11-28 | 1986-11-28 | 溶接機用電極チツプの成形装置 |
| JP61-283295 | 1986-11-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR880005996A KR880005996A (ko) | 1988-07-21 |
| KR900008578B1 true KR900008578B1 (ko) | 1990-11-26 |
Family
ID=17663597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019870013245A KR900008578B1 (ko) | 1986-11-28 | 1987-11-24 | 용접기용 전극팁의 성형장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4842456A (ko) |
| JP (1) | JPS63137587A (ko) |
| KR (1) | KR900008578B1 (ko) |
| CA (1) | CA1287121C (ko) |
| DE (1) | DE3740230A1 (ko) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE513039C2 (sv) * | 1990-01-10 | 2000-06-26 | Volvo Ab | Förfarande och anordning för formering av elektrodspetsar |
| US5276296A (en) * | 1991-03-22 | 1994-01-04 | Honda Giken Kogyo Kabushiki Kaisha | Welding gun apparatus |
| GB2279600B (en) * | 1991-04-26 | 1995-07-12 | Honda Motor Co Ltd | Electrode tip dresser |
| US5332342A (en) * | 1991-04-26 | 1994-07-26 | Honda Giken Kogyo Kabushiki Kaisha | Electrode tip dresser and cutter for electrode tip dresser |
| DE9414151U1 (de) * | 1994-09-01 | 1996-01-11 | Koch, Walter, 44287 Dortmund | Vorrichtung zum mechanischen Entfernen von Ablagerungen an Schweißelektroden |
| JP2673787B2 (ja) * | 1994-11-22 | 1997-11-05 | 本田技研工業株式会社 | チップドレッサー |
| GB2319490A (en) * | 1996-11-20 | 1998-05-27 | Alexander Richard Nye | Spot welding electrode trimmer |
| FR2756202B1 (fr) * | 1996-11-22 | 1999-02-05 | Amdp | Tete de rodage a extraction automatique des copeaux |
| US5993125A (en) * | 1997-06-27 | 1999-11-30 | Shimada; Toshiaki | Electrode tip dresser |
| DE29720628U1 (de) * | 1997-11-20 | 1999-03-25 | Lutz, Peter-Stephan, Sväty Jur | Frässystem |
| US6106203A (en) * | 1998-03-18 | 2000-08-22 | Semtorq, Inc. | Electrode tip dresser with vacuum |
| IT1303739B1 (it) * | 1998-11-11 | 2001-02-23 | Fata Automation | Dispositivo riformatore per elettrodi di saldatura |
| JP3650928B2 (ja) | 2000-05-26 | 2005-05-25 | 株式会社キョクトー | ドレッサー装置 |
| DE10243210B3 (de) * | 2002-09-17 | 2004-05-27 | Rolf Tamm | Doppelschleifscheibe |
| SE528770C2 (sv) * | 2004-08-25 | 2007-02-13 | Seco Tools Ab | Skärverktyg för vässning av elektrodspetsar med utbytbara skär |
| US7657984B2 (en) * | 2007-06-20 | 2010-02-09 | Hirotec America, Inc. | Robot positioned welding tip dresser |
| AT507228B1 (de) * | 2008-07-30 | 2010-08-15 | Fronius Int Gmbh | Verfahren und vorrichtung zur formung des schweissdrahtendes |
| DE102009006585A1 (de) * | 2009-01-29 | 2010-08-05 | Lutz Precision, K.S. | Führungsvorrichtung für Punktschweißelektrodenhandfräser |
| DE102009044855A1 (de) * | 2009-12-10 | 2011-06-16 | Rolf Tamm | Bausatz zum Nachrüsten einer Elektrodenschleifvorrichtung und Elektrodenschleifvorrichtung |
| CN102294536A (zh) * | 2011-08-03 | 2011-12-28 | 浙江劳武工具有限公司 | 一种自动合金圆锯片电阻焊接机 |
| US9517527B2 (en) * | 2014-04-03 | 2016-12-13 | Ford Global Technologies, Llc | Method of dressing a resistance spot welding tip |
| US10610956B2 (en) * | 2016-02-04 | 2020-04-07 | GM Global Technology Operations LLC | Welding electrode cutting tool and method of using the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2286931A (en) * | 1938-07-22 | 1942-06-16 | William H Keller Inc | Cutter for dressing electrodes in spot welding machines |
| US2418767A (en) * | 1944-11-04 | 1947-04-08 | Preston M Hall | Electrode trimmer |
| US2930289A (en) * | 1956-01-23 | 1960-03-29 | Gen Dynamics Corp | Electrode dresser |
| DE2855041C2 (de) * | 1978-12-20 | 1982-04-01 | Industrie-Werke Karlsruhe Augsburg AG Zweigniederlassung Keller & Knappich Augsburg, 8900 Augsburg | Verfahren und Vorrichtung zum automatischen Nacharbeiten von Schweißelektroden |
| GB2134429B (en) * | 1982-12-24 | 1986-04-30 | Honda Motor Co Ltd | Apparatus for reforming electrodes of resistance welding machines |
| NL8402217A (nl) * | 1984-07-13 | 1986-02-03 | Eduardus Cornelus Adrianus Gis | Inrichting voor het profileren van de uiteinden van de elektroden van een puntlasinrichting, alsmede inrichting voor het puntlassen. |
| JPS61103682A (ja) * | 1984-10-24 | 1986-05-22 | Toyota Motor Corp | スポツト溶接用電極整形方法 |
| JPS61189883A (ja) * | 1985-02-18 | 1986-08-23 | Honda Motor Co Ltd | 抵抗溶接機の電極チツプの整形方法 |
| JPS6264484A (ja) * | 1985-09-17 | 1987-03-23 | Takeshi Kuribayashi | 溶接ガンのチツプドレツシング方法及びその装置 |
-
1986
- 1986-11-28 JP JP61283295A patent/JPS63137587A/ja active Pending
-
1987
- 1987-11-19 US US07/122,969 patent/US4842456A/en not_active Expired - Fee Related
- 1987-11-24 KR KR1019870013245A patent/KR900008578B1/ko not_active IP Right Cessation
- 1987-11-27 CA CA000552949A patent/CA1287121C/en not_active Expired - Lifetime
- 1987-11-27 DE DE19873740230 patent/DE3740230A1/de active Granted
Also Published As
| Publication number | Publication date |
|---|---|
| KR880005996A (ko) | 1988-07-21 |
| CA1287121C (en) | 1991-07-30 |
| DE3740230A1 (de) | 1988-06-09 |
| DE3740230C2 (ko) | 1989-11-16 |
| JPS63137587A (ja) | 1988-06-09 |
| US4842456A (en) | 1989-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900008578B1 (ko) | 용접기용 전극팁의 성형장치 | |
| GB2442183A (en) | Tip dresser | |
| FI76310B (fi) | Burkoeppnare. | |
| US4578005A (en) | Machining reforming apparatus for electrode of resistance welding machine | |
| JPS5973256A (ja) | 切削工具における切刃自動交換機構 | |
| JPH0529772Y2 (ko) | ||
| JP3717574B2 (ja) | ポンチ組立体 | |
| KR0116632Y1 (ko) | 점용접용 전극 가공기 | |
| JP2942509B2 (ja) | ピンプル形電極チップの成形用カッタ | |
| KR200306281Y1 (ko) | 면취장치 | |
| JPS60180684A (ja) | 溶接ガンのチツプ研磨装置 | |
| JPH034312B2 (ko) | ||
| JPH0433552B2 (ko) | ||
| CN217891126U (zh) | 微型水泵皮碗组件塔座自动剪切装置 | |
| JP3282896B2 (ja) | ホーニング加工装置 | |
| KR20010049189A (ko) | 구동 휠 | |
| JPS58215286A (ja) | 電極チツプ用ホルダ− | |
| JPH0756140Y2 (ja) | ピンプル形電極チップの成形用カッタ機構 | |
| JPH0857707A (ja) | 面取り機 | |
| JP2001048563A (ja) | ガラス切りにおけるカッタヘッドおよびガラス切断具 | |
| JPS5848037Y2 (ja) | 工作物保持装置 | |
| SU766760A1 (ru) | Зажимное поворотное устройство | |
| JPH07214418A (ja) | 往復動部材移動装置 | |
| JPH0316927A (ja) | 硝子切断機 | |
| JPH0155960B2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |