KR20200024787A - 용융 도금 장치 및 방법 - Google Patents
용융 도금 장치 및 방법 Download PDFInfo
- Publication number
- KR20200024787A KR20200024787A KR1020197038312A KR20197038312A KR20200024787A KR 20200024787 A KR20200024787 A KR 20200024787A KR 1020197038312 A KR1020197038312 A KR 1020197038312A KR 20197038312 A KR20197038312 A KR 20197038312A KR 20200024787 A KR20200024787 A KR 20200024787A
- Authority
- KR
- South Korea
- Prior art keywords
- metal sheet
- liquid bath
- metal
- gas knife
- support rolls
- Prior art date
Links
- 238000007747 plating Methods 0.000 title claims abstract description 72
- 238000000034 method Methods 0.000 title claims abstract description 22
- 229910052751 metal Inorganic materials 0.000 claims abstract description 172
- 239000002184 metal Substances 0.000 claims abstract description 172
- 239000007788 liquid Substances 0.000 claims abstract description 58
- 238000007654 immersion Methods 0.000 claims abstract description 26
- 239000000463 material Substances 0.000 claims abstract description 4
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 6
- 238000012423 maintenance Methods 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 229910000838 Al alloy Inorganic materials 0.000 claims description 3
- 229910000676 Si alloy Inorganic materials 0.000 claims description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 3
- 229910000611 Zinc aluminium Inorganic materials 0.000 claims description 3
- 229910001297 Zn alloy Inorganic materials 0.000 claims description 3
- PGTXKIZLOWULDJ-UHFFFAOYSA-N [Mg].[Zn] Chemical compound [Mg].[Zn] PGTXKIZLOWULDJ-UHFFFAOYSA-N 0.000 claims description 3
- 229910045601 alloy Inorganic materials 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 3
- HXFVOUUOTHJFPX-UHFFFAOYSA-N alumane;zinc Chemical compound [AlH3].[Zn] HXFVOUUOTHJFPX-UHFFFAOYSA-N 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- 239000011701 zinc Substances 0.000 claims description 3
- -1 zinc aluminum magnesium Chemical compound 0.000 claims description 3
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 claims description 2
- 238000005246 galvanizing Methods 0.000 claims 3
- 229910001338 liquidmetal Inorganic materials 0.000 description 14
- 230000000087 stabilizing effect Effects 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003287 bathing Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 210000004894 snout Anatomy 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
- C23C2/20—Strips; Plates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0034—Details related to elements immersed in bath
- C23C2/00342—Moving elements, e.g. pumps or mixers
- C23C2/00344—Means for moving substrates, e.g. immersed rollers or immersed bearings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0035—Means for continuously moving substrate through, into or out of the bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0038—Apparatus characterised by the pre-treatment chambers located immediately upstream of the bath or occurring locally before the dipping process
- C23C2/004—Snouts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Abstract
본 발명은 이동 금속 시트에 금속 도금을 제공하는 용융 도금 장치에 관한 것으로, 사용되는 상기 이동 금속 시트에 제공되는 사용 금속 도금 재료의 액체 욕(liguid bath)을 포함하고, 상기 액체 욕을 위한 용기와, 상기 이동 금속 시트가 상기 액체 욕을 통과하도록 안내하기 위해, 상기 용기 내의 사용되는 상기 액체 욕의 표면 준위 아래에 제공되는 하나 이상의 안내 또는 침지 롤(sink roll)과, 사용되는 상기 액체 욕 위에 제공되는 가스 나이프(gas knife)와, 하나 이상의 지지 롤을 포함하며, 상기 가스 나이프는, 사용 시 상기 가스 나이프를 따라 통과하는, 상기 금속 시트에 제공되는 상기 금속 도금에 와이핑 가스(wiping gas)를 분사하기 위한 배출구를 가지며, 상기 지지 롤은 사용되는 상기 안내 또는 침지 롤과 함께, 적어도 상기 가스 나이프의 위치에서 폭 방향으로 상기 금속 시트의 형태에 영향을 끼친다. 본 발명에 따르면, 사용 시, 상기 하나 이상의 지지 롤은 상기 액체 욕의 표면 준위 위에, 상기 금속 시트가 상기 액체 욕으로 진입하기 전에 상기 금속 시트에 대해 작동할 수 있는 위치에 배치된다. 본 발명은 또한 상기 용융 도금 장치의 사용을 위한 방법에 관한 것이다.
Description
본 발명은 이동 금속 시트에 금속 도금을 제공하는 용융 도금 장치에 관한 것으로, 사용되는 상기 이동 금속 시트에 제공되는 사용되는 금속 도금 재료의 액체 욕(liguid bath)을 포함하고, 상기 액체 욕을 위한 용기와, 상기 이동 금속 시트가 상기 액체 욕을 통과하도록 안내하기 위해, 상기 용기 내의 사용되는 상기 액체 욕의 표면 준위 아래에 제공되는 하나 이상의 안내 또는 침지 롤(guide or sink roll)과, 사용되는 상기 액체 욕 위에 제공되는 가스 나이프(gas knife)와, 하나 이상의 지지 롤을 포함하며, 상기 가스 나이프는 사용 시 상기 가스 나이프를 따라 통과하는 상기 금속 시트에 제공되는 상기 금속 도금에 와이핑 가스(wiping gas)를 분사하기 위한 배출구를 가지며, 상기 지지 롤은, 사용되는 상기 안내 또는 침지 롤과 함께, 적어도 상기 가스 나이프의 위치에서 폭 방향으로 상기 금속 시트의 형태에 영향을 끼친다. 본 발명은 또한 이동 금속 시트를 도금하는 방법에 관한 것이다.
본 발명의 맥락에서, 상기 금속 시트는 금속 스트립으로도 불리며, 금속 스트립은 보통 몇백 미터 이상의 길이와, 대략 2미터까지의 폭과, 몇 밀리미터 이하의 두께를 갖는다.
GB-A-2 517 622는 금속 시트에 제공되는 금속 도금 재료의 액체 욕을 포함하는 용융 도금 장치를 개시하며, 상기 장치에는, 이동 금속 시트가 상기 액체 욕을 통과하도록 안내하기 위해, 상기 액체 욕의 표면 준위 아래에 안내 또는 침지 롤이 제공되고, 상기 액체 욕 위에 가스 나이프가 제공되며, 상기 가스 나이프는 상기 가스 나이프를 따라 통과하는 상기 금속 시트에 제공되는 금속 도금에 와이핑 가스를 분사하기 위한 배출구를 갖는다. GB-A-2 517 622는 개시하지 않지만, 보통 액체 금속 욕 내 침지 롤과 액체 욕의 표면 준위 사이, 가스 나이프의 옆쪽에 하나 이상의 지지 롤이 제공된다. 언급한 바와 같이, 상기 하나 이상의 지지 롤 및 안내 또는 침지 롤은 가스 나이프의 위치에서 폭 방향으로 금속 시트의 형태에 영향을 끼친다. 실행 시 이것은, 상기 하나 이상의 지지 롤이, 상기 액체 욕 내 침지 롤과 상기 액체 욕 위 가스 나이프 사이에서 상기 금속 욕 내의 안정화 롤 및/또는 교정 롤의 형태로 구현된다는 것을 의미한다.
GB-A-2 517 622의 도면에 개략적으로 표시된 바와 같이, 보통 이동 금속 시트 또는 스트립은 금속 액체 욕에서 끝나는 돌출부(snout)를 통해 금속 액체 욕 안으로 도입된다. 스트립은 도금 전에 욕 온도가 되어야 하고 냉간 압연 스트립의 경우에는 금속이 완전히 경질이고 재결정화되어야 하기 때문에, 금속 스트립이 액체 욕 내 금속으로 도금되기 전에, 금속 스트립은 보통 로에서 가열된다. 강 스트립의 경우 특히 그러하다. 금속 스트립을 로 및 돌출부로 안내하기 위해, 몇몇 개의 롤이 상기 로 안에 존재한다. 금속 스트립을 돌출부 안으로 안내하기 위한 최종 롤 또는 롤들은 편향 롤 또는 브리들(bridle)이다. 금속 스트립을 안내하고 금속 스트립에 장력을 유지하기 위해 흔히 두 개의 브리들이 존재한다.
하나 이상의 지지 롤의 제1 목적은 원하는 형태의 금속 시트를 얻는 것이다. 이는 교정 롤 또는 롤들이라고 불리는 것으로 수행된다.
하나 이상의 지지 롤의 제2 목적은 금속 시트를 가스 나이프에 맞춰 정렬하는 것이다. 액체 금속 욕 내 롤들의 지름이 롤 마모로 인해 변하기 때문에, 가스 나이프와 금속 시트 사이 정렬이 필요하다. 이는 상기 금속 시트의 가로 출구 위치를 바꾼다. 가스 나이프와 금속 시트를 정렬하는 데 사용되는 롤 또는 롤들은 안정화 롤들이라고 불린다.
많은 경우에, 실제로 교정 롤 및 안정화 롤 모두 사용되며, 모두 액체 금속 욕 안에 제공된다.
이미 알려진 용융 도금 장치들의 문제는 액체 금속 욕 내 롤들의 마모가 정기적인 유지보수를 필요로 한다는 것이다. 이는 용융 도금 장치의 운용 비용에 부정적인 영향을 끼치는 것뿐만 아니라, 필요한 유지보수로 인한 생산 시간의 불가피한 손실 때문에 장치의 생산성 또한 훼손된다.
이미 알려진 액체 금속 욕 내 지지 롤 또는 롤들의 다른 문제는, 액체 욕 내 이동 금속 시트와 롤들의 습윤 마찰 접촉이 롤들의 회전을 야기하며, 이는, 롤들과 이동 금속 시트 사이 미끄러짐으로 인해 금속 시트 손상 가능성으로 이어진다. 또한, 설계를 고려할 때, 지지 롤 또는 지지 롤들을 구동하는 이러한 방식은 장치의 처리 속도를 제한한다. 이동 금속 시트의 속도가 지지 롤 또는 롤들에 대한 미끄러짐이 일어나기 직전의 시점에 제한되기 때문이다.
침지된 지지 롤 또는 롤들의 또 다른 문제는, 액체 금속 욕 내 액체 금속의 흐름이 회전 롤들에 의해 영향을 받는다는 것과, 액체 금속 욕 내 흐름 패턴이 욕 내 불순물들의 이동 금속 시트의 표면에의 정착을 초래할 수 있다는 것이다.
마지막으로, 이미 알려진 도금 장치의 설계에는, 지지 롤 또는 롤들을 위해 요구되는 구조적 지지체와 관련되는 한계들이 존재하는데, 이는, 금속 욕의 표면 준위에 가까워야 하는 가스 나이프 때문에, 지지체는 보통 공간이 제한되는 욕 준위 위에 제공된다는 것이다.
본 발명의 목적은 선행 기술 장치의 단점들을 줄이거나 제거하고 상기 문제들을 부분적으로 또는 완전히 제거하는 해결책을 제시하는 것이다.
본 발명의 추가적 목적은 상기 문제들이 부분적으로 또는 완전히 해결되는 이동 금속 시트 도금 방법을 제공하는 것이다.
본 발명에 따르면, 사용 시, 하나 이상의 지지 롤은 액체 욕의 표면 준위 위, 금속 시트가 액체 욕으로 들어가기 전에 상기 금속 시트에 작용할 수 있는 위치에 배치된다. 발명자들은 놀랍게도, 이 조치를 통해, 하나 이상의 지지 롤이 사용되는 이유인, 가스 나이프의 위치에서 원하는 형태의 금속 시트를 유지할 수 있을 뿐만 아니라, 적어도 하나의 지지 롤의 마모 감소 및 용융 도금 장치의 생산 능력 증가에 있어서 이점들을 얻을 수 있다는 것을 발견했다. 놀랍게도, 금속 시트가 금속 욕을 나가기 전에, 하나 이상의 지지 롤을 액체 금속 욕의 표면 준위 아래 위치에 배치시킬 필요가 없다는 것도 발견하였다. 반대로, 하나 이상의 지지 롤을, 금속 시트가 액체 금속 욕으로 들어가기 전 및 금속 시트가 안내 또는 침지 롤을 따라 또는 그 주변에서 액체 금속 욕으로 안내되기 전 위치에 배치시킴으로써, 하나 이상의 지지 롤은 기능적으로 효과적일 수 있다.
통상적으로, 용융 도금 장치는 돌출부를 포함하며, 이를 통해 사용 중 금속 시트가 액체 욕 안으로 이동한다. 이는 예를 들어 GB-A-2 517 622에 제시된다. 유리하게, 상기 하나 이상의 지지 롤은, 액체 금속 욕의 표면 준위에 가깝게 배치될 수 있도록, 상기 돌출부 내에 배치된다. 이는 상기 지지 롤 또는 롤들의 효율성을 향상시킨다.
범위 내에서 본 발명과 수반되는 다른 이점은, 모터 구동장치(motor drive)로 하나 이상의 지지 롤을 제공하여, 상기 지지 롤과 이동 금속 시트 사이 마찰 접촉에 의존할 필요를 배제한다는 것이다. 따라서, 상기 지지 롤과 금속 시트 사이 미끄러짐으로 인한 금속 시트 손상의 위험이 감소한다.
바람직하게, 상기 가스 나이프는 사용되는 이동 금속 시트의 방향인, 도금 장치의 길이 방향으로 이동 가능하다. 이를 통해, 연속 작동이 롤 또는 롤들의 치수의 현저한 마모를 초래할 때 요구되는 바와 같이, 금속 시트를 가스 나이프에 맞춰 조절할 수 있다.
이동 금속 스트립에 대해 가스 나이프를 위치시키기 위해, 가스 나이프가 위치 결정 시스템을 구비하면 바람직하다. 위치 결정 시스템을 사용함으로써, 상기 가스 나이프는, 금속 시트의 도금 동안, 안내 또는 침지 롤에 대하여 올바른 위치를 유지할 것이다.
또한, 바람직하게, 상기 안내 또는 침지 롤은 액체 욕 내에서 수직으로 그리고/또는 수평으로 이동 가능하다. 이를 통해, 이동 금속 시트가 통과하는 돌출부에 대해 이동 금속 시트를 정렬시켜, 이동 금속 시트가 돌출부 벽들과 접촉하는 것을 방지할 수 있다.
상기 하나 이상의 지지 롤은, 교체 및/또는 유지보수에 부응하도록, 상기 돌출부 내에 제거 가능하게 장착되는 것이 바람직하다.
사용 시, 안내 또는 침지 롤이 액체 욕의 표면 준위 아래에 있는 유일한 롤이 되도록 보장함으로써, 특히 가공 금속 시트의 제품 품질에서 대체로 최상의 결과들이 얻어진다.
발명자들은, 본 발명의 장치가 두 개의 지지 롤을 포함하며, 이 중 하나 이상이 금속 시트의 앞뒤로 이동 가능한 것이 바람직하다는 것을 발견했다.
바람직한 일 실시예에 따르면, 본 장치는 세 개의 지지 롤을 포함하며, 이 중 하나 이상이 사용되는 금속 시트의 앞뒤로 이동 가능하다. 이런 식으로, 이동 금속 시트가 세 개의 롤 모두에 바짝 붙도록, 예를 들어 두 개의 롤이 이동 금속 시트의 한쪽에 배치될 수 있고, 제3의 롤이 이동 금속 시트의 다른 쪽에 배치될 수 있다.
그러나, 상기 장치가 네 개의 지지 롤을 포함하고, 이 중 하나 이상이 사용되는 금속 시트의 앞뒤로 이동 가능할 때 최적이 결과들이 얻어질 수 있다. 발명자들은, 네 개의 롤을 사용함으로써, 이동 금속 시트에 요구되는 굽힘력을 가할 수 있다는 것을 발견했다.
본 발명의 제2 양상에 따르면, 본 발명의 제1 양상에 따른 용융 도금 장치를 이용해 이동 금속 시트를 도금하는 방법이 제공되며, 여기서 금속 시트는 도금 장치의 용기 내 금속 액체 욕으로 들어가기 전에 하나 이상의 지지 롤을 넘어 이동하며, 안내 또는 침지 롤이 금속 액체 욕 내의 유일한 롤이다.
이 방법을 이용함으로써, 도금 장치의 설계 및 유지보수가 더 쉽고, 도금 금속 시트의 생산을 덜 저해하면서, 가스 나이프의 위치에서 원하는 형태의 금속 시트를 유지하는 것이 가능하다.
금속 시트 도금을 위해, 상기 금속 액체 욕은 아연 또는 아연 합금, 바람직하게는 아연 알루미늄 합금, 아연 마그네슘 합금 또는 아연 알루미늄 마그네슘 합금의 액체 욕이거나, 상기 금속 액체 욕이 알루미늄 또는 알루미늄 합금, 바람직하게는 알루미늄 실리콘 합금의 액체 욕인 것이 바람직하다. 이들은 금속 시트 도금을 위한 주 도금 유형이다.
바람직한 일 실시예에 따르면, 하나 이상의 지지 롤들이 이동 금속 시트로 또는 이동 금속 시트로부터 이동 가능하며, 이는 금속 시트가 가스 나이프의 하류로 이동할 때, 도금의 가로 형태를 판단하는 장치에 의해 제어된다. 상기 금속 시트에 대한 도금의 가로 형태를 판단하고 이를 하나 이상의 지지 롤들의 이동을 위한 입력으로 이용함으로써, 상기 금속 시트의 폭 방향 전반의 도금의 두께 분포를 제어할 수 있는, 피드백 루프(feed-back loop)가 도입된다.
바람직한 다른 실시예에 따르면, 하나 이상의 지지 롤들이 상기 이동 금속 시트로 또는 이동 금속 시트로부터 이동 가능하며, 이는 금속 시트가 가스 나이프의 하류로 이동할 때, 금속 시트의 가로 형태를 판단하는 장치에 의해 제어된다. 이 실시예에서는, 금속 시트 자체의 두께 및 형태가 피드백 루프에 의해 판단되고 제어된다. 금속 시트의 가로 형태가 도금의 가로 형태를 결정한다.
본 발명은 아래에서, 첨부된 청구항들에 대해 제한하지 않는, 본 발명에 따른 용융 도금 장치의 예시적인 실시예의 도면을 참고로 설명된다.
도면에서:
도 1은 선행 기술에 따른 용융 도금 장치를 보여주고;
도 2는 본 발명에 따른 용융 도금 장치의 제1 실시예를 보여주고;
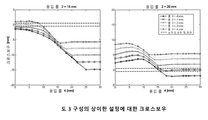
도 3은 본 발명에 따른 용융 도금 장치의 제2 실시예를 보여주고;
도 4는 도 2 실시예에서 상이한 설정의 지지 롤들을 이용한 금속 시트의 형태를 나타내는 그래프들을 보여주고;
도 5는 도 3 실시예에서 상이한 설정의 지지 롤들을 이용한 금속 시트의 형태를 나타내는 그래프들을 보여준다.
도면에서 동일한 참조 번호들이 적용될 때에는 언제나, 이 번호들은 동일 부품을 지칭한다.
도면에서:
도 1은 선행 기술에 따른 용융 도금 장치를 보여주고;
도 2는 본 발명에 따른 용융 도금 장치의 제1 실시예를 보여주고;
도 3은 본 발명에 따른 용융 도금 장치의 제2 실시예를 보여주고;
도 4는 도 2 실시예에서 상이한 설정의 지지 롤들을 이용한 금속 시트의 형태를 나타내는 그래프들을 보여주고;
도 5는 도 3 실시예에서 상이한 설정의 지지 롤들을 이용한 금속 시트의 형태를 나타내는 그래프들을 보여준다.
도면에서 동일한 참조 번호들이 적용될 때에는 언제나, 이 번호들은 동일 부품을 지칭한다.
우선 도 1을 참조하면, 도 1은 이동 금속 시트(9)에 금속 도금을 제공하기 위한 용융 도금 장치(10)로서, 금속 시트(9)에 제공될, 용기(7) 내 금속 도금의 액체 욕(8)을 포함하며, 상기 이동 금속 시트(9)가 상기 액체 욕(8)을 통과하도록 안내하기 위한, 안내 또는 침지 롤(1)이 상기 액체 욕(8)의 표준 준위(8') 아래에 제공되는, 용융 도금 장치(10)를 보여준다. 가스 나이프(4)가 액체 금속 욕(8) 위에 제공된다. 상기 가스 나이프(4)는, 금속 시트가 가스 나이프(4)를 따라 통과하는 동안, 상기 금속 시트(9)에 제공된 금속 도금에 와이핑 가스를 분사하기 위한 배출구(4')를 포함한다. 상기 가스 나이프(9)에 의한 와이핑이 상기 금속 시트(9) 도금의 두께를 결정한다.
도면에 나타난 바와 같은 용융 도금 장치(10)로 수행된 도금 공정이 도금된 금속 시트(9)의 외관 품질 및 내식성을 위해 균일한 도금 두께의 결과로 이어지는 것이 가장 중요하다. 도금 두께는 그 중에서도 가스 나이프(4)와 금속 시트(9) 사이 거리에 좌우된다. 가스 나이프(4)에서 금속 시트(9)까지의 거리가 증가할수록, 도금 두께도 증가한다. 금속 시트(9)의 도금 두께 변화들은 상기 금속 시트(9)의 이동 방향 또는 폭 방향 또는 두 방향 모두에서 발견될 수 있다. 이동 방향에서의 변화는 보통 금속 시트(9)의 변화에 기인하며, 폭 방향 도금 두께의 변화는 크로스보우(crossbow)라고 불리는 현상에 기인한다.
크로스보우에 기인하는 도금 두께 변화들은 보통, 금속 시트(9)의 처리 방향에서 볼 때 침지 롤(1) 뒤에 위치하는 한 세트의 지지 롤들(2, 3)을 이용해 대응된다. 도 1에서는, 교정 롤(2) 및 안정화 롤(3)로 구현된 지지 롤들(2, 3)이 액체 금속 욕(8) 내에 제공되는 것으로 나타난다. 안내 또는 침지 롤(1)과 함께, 상기 교정 롤(2) 및 안정화 롤(3)은 상기 가스 나이프(4)의 위치에서 폭 방향으로 시트(9)의 크로스보우 또는 형태에 영향을 끼친다.
상기 침지 롤(1)의 영향으로 초래된 금속 시트(9)의 형태 또는 크로스보우는 음성 보우(negative bow)이다. 만일 금속 시트의 바닥 측(B)이 오목 측이면, 금속 시트(9)는 음성 보우를 가졌다고 한다. 이것이 발생하면, 금속 시트(9)의 바닥 측(B)의 도금 두께가 외측들보다 중앙이 더 두껍다. 교정 롤(2)은 침지 롤(1)의 반대 방향으로 상기 금속 시트(9)를 구부리기 때문에, 양성 크로스보우를 창출하는 경향이 있는 반면; 안정화 롤(3)은 상기 침지 롤(1)과 동일한 방향으로 상기 금속 시트(9)를 구부리므로, 다시 음성 크로스보우를 창출하는 경향이 있다. 가스 나이프(4)에서 금속 시트(9)의 최종 보우는 이 세 개의 연속적인 휨 작용들이 결합된 결과이다.
도 2 및 도 3은 본 발명의 용융 도금 장치(10)의 두 개의 실시예를 보여준다. 하나 이상의 지지 롤(2, 3)은 액체 욕(8) 외부에 배치되며, 특히, 상기 롤들(2, 3)은 상기 액체 욕(8)의 표준 준위(8') 위, 상기 금속 시트(9)가 상기 액체 금속 욕(8)으로 들어가기 전에 상기 금속 시트(9)에 대해 작용 가능하게 하는 위치에 배치된다.
상기 지지 롤들(2, 3)의 위치는 보통 돌출부가 제공되는 곳에 부합하며, 상기 돌출부를 통해 상기 금속 시트가 액체 욕(8) 안으로 들어가기 전에 이동된다. 이러한 돌출부의 적용은 당업자에게 전적으로 알려져 있으며 도면을 참고한 더 이상의 설명은 필요하지 않다. 어쨌든, 이러한 돌출부가 존재할 때에는, 상기 지지 롤 또는 롤들(2, 3)이 돌출부 내에 배치되는 것이 바람직하다.
마찬가지로 도면에 도시되지 않지만, 하나 이상의 지지 롤(2, 3)이 모터 구동장치를 구비하는 것은 바람직한 선택 사항이다. 지지 롤들(2,3)을 위한 이러한 모터 구동장치의 적용은, 이를 구현할 수 있는 방식이 당업자에게 완전히 명백하기 때문에, 도면을 참고한 더 이상의 설명은 필요하지 않다.
다른 바람직한 특징들은, 상기 안내 또는 침지 롤(1)이 상기 액체 욕(8) 안에서 수직 및/또는 수평으로 이동 가능하다는 것이다. 이렇게 하여, 상기 가이드 또는 침지 롤이 마모될 때, 상기 가스 나이프(4)에 대한 위치 결정 및 상기 돌출부에 대한 위치 결정이 조절될 수 있다. 마찬가지로, 상기 가스 나이프(4)는 바람직하게 금속 시트(9)의 방향으로 이동 가능하다. 이 후자의 상황에서, 상기 가스 나이프(4)는 유리하게, 통과하는 금속 시트(9)의 위치를 감시하고 상기 이동 금속 시트(9)에 맞춰 상기 가스 나이프(4)를 정렬하기 위해, 도 2에 도시된 바와 같이 위치 결정 시스템(11)을 구비한다.
돌출부를 적용시킬 경우에는, 하나 이상의 지지 롤(2, 3)이, 교체 및/또는 유지보수에 부응하도록, 상기 돌출부 내에 제거 가능하게 장착되는 것이 더욱 바람직하다.
도 2 및 도 3 모두에 나타난 바와 같이, 본 발명은 결과적으로 안내 또는 침지 롤(1)만이 액체 욕(8)의 표면 준위(8') 아래에 존재한다.
다시 도 2를 참조하면, 용융 도금 장치(10)가 두 개의 지지 롤들(2, 3)을 포함하며, 이 중 한 개 이상이 상기 금속 시트(9)의 앞뒤로 이동 가능하도록 배치되어야 한다는 것이 나타난다.
역으로, 도 3은, 본 발명의 용융 도금 장치(10)가 네 개의 지지 롤들(2, 3, 5, 6)을 포함할 수도 있다는 것을 보여준다. 도 2에 나타난 바와 같이 (하나 또는) 두 개 대신에, 도 3에 나타난 바와 같이 네 개의 지지 롤들를 적용하는 것은 임의적인 것이 아니며, 차후 설명되는 바와 같이, 금속 시트(9)의 크로스보우의 제어성에 있어서 더 나은 성과로 이어진다.
도면에 나타나지는 않지만, 하나 이상이 이동 금속 시트(9)의 앞뒤로 이동 가능해야 하는, 세 개의 지지 롤들(2, 3, 5)을 사용하는 것도 가능하다. 사용되어야 하는 롤들의 갯수는 금속 시트(9)의 두께 및 금속 시트의 속도에 의해 결정될 수 있다.
본 발명에 따르면, 하나 이상의 지지 롤들(2, 3, 5, 6)은 이동 금속 스트립(9)의 방향으로 이동 가능해야 한다. 이런 식으로, 금속 스트립(9)의 크로스보우가 영향을 받으며, 안내 또는 침지 롤(1)의 영향과 함께, 가스 나이프(4) 위치에서 강 스트립(9)의 크로스보우가 결정된다. 금속 스트립의 크로스보우는 위에 설명된 바와 같이 횡 방향 도금의 두께를 결정한다.
도 4 및 도 5를 참조하면, 도 2 및 도 3 실시예에서 지지 롤들의 상이한 조정에 대한 결과 크로스보우를 분석하였다. 금속 시트(9)의 두 개의 상이한 두께, 즉, 0.7mm 및 1mm, 또한 고려하였다. 도 2 실시예에 대한 결과들은 도 4에 도시된다. 이 도면에 나타난 바와 같이, 지지 롤들(2, 3)은 침지 롤(1)에 의해 형성된 크로스보우를 교정할 수 있다. 안정화 롤(3)의 특정 위치에도 불구하고, 침지 롤(1)에 기인한 크로스보우를 교정하기 위해 이용될 수 있는, 교정 롤(2) 조정 범위가 언제나 존재한다. 그러나, 교정 작용을 제공하기 위한 이용 가능한 범위가 상대적으로 좁다는 점이 언급될 수 있다. 교정 롤(2)에 의한 이용 가능한 조정의 이 좁은 범위는 그래프들에서 급경사로 표시되며, 크로스보우의 상하부 가로 비연속 선들은 금속 스트립(9)이 평평하다고 간주되는 범위를 정의한다.
이와 비교하여, 도 5는, 도 3에 도시된 바와 같이 네 개의 지지 롤들(2, 3, 5, 6)이 적용될 때 상응하는 결과들을 보여준다. 0.7mm 및 1.0mm 각각의 금속 시트(9)의 두께에 대한 15mm 및 20mm의 지지 롤(2)의 위치 및 도 3의 그래프들로 묘사된 바와 같은 지지 롤(3)의 상이한 조정들로, 그래프들은, 이들과 결합하여 롤 6은, 금속 시트(9)가 평평하다고 간주되는 범위의 상한 및 하한 내에 금속 시트가 있도록 보장하는, 일 조정 값으로 언제나 설정될 수 있다는 것을 보여준다.
본 발명은 용융 기술들을 이용하는 모든 유형의 도금에 사용될 수 있으며, 특히, 아연 또는 아연 합금, 바람직하게는 아연 알루미늄 합금, 아연 마그네슘 합금 또는 아연 알루미늄 마그네슘 합금으로, 또는, 알루미늄 또는 알루미늄 합금, 바람직하게는 알루미늄 실리콘 합금으로 금속 시트를 도금하는 데 유용하다.
일 실시예에서, (미도시된) 도금의 가로 형태를 판단하는 장치가 가스 나이프(4)의 하류에서 사용된다. 측정 결과들은, 금속 시트(9)의 가로 방향 도금 두께가, 예를 들어 P, PI, PID 또는 제작자 예측 제어를 이용하여, 폐쇄 회로 내에서 개선되도록, 롤들(2, 3, 5, 6) 중 하나 이상의 조정을 제어하는 데 이용될 수 있다. 그렇지 않으면, (미도시된) 금속 시트(9) 자체의 가로 형태를 판단하는 장치를 사용하여, 판단 결과들을 이용해, 폐쇄 회로 내에서 금속 시트의 크로스보우를 제어할 수 있다.
본 발명 용융 도금의 예시적인 일 실시예를 참고로 위에서 본 발명을 논하였으나, 본 발명은 이 특정 실시예들에 제한되지 않으며, 본 발명에서 벗어나지 않고 여러 모로 변형될 수 있다. 따라서, 논의된 예시적인 실시예들은 엄격하게 이들에 따른 첨부된 청구항들을 이해하기 위해서만 이용되지는 않는다. 반대로, 상기 실시예들은 상기 청구항들을 이 예시적인 실시예들에 제한하려는 의도 없이, 첨부된 청구항들의 표현을 설명하려는 의도일 뿐이다. 따라서, 본 발명의 보호 범위는 첨부된 청구항들에 따라서만 해석되며, 상기 청구항 표현의 있을 수 있는 모호성은 이 예시적인 실시예들을 이용하여 해결될 것이다.
Claims (15)
- 이동 금속 시트(9)에 금속 도금을 제공하는 용융 도금 장치(10)로서,
사용되는 상기 이동 금속 시트(9)에 제공되는 사용 금속 도금 재료의 액체 욕(8)을 포함하고,
상기 액체 욕(8)을 위한 용기(7)와, 상기 이동 금속 시트(9)가 상기 액체 욕(8)을 통과하도록 안내하기 위해, 상기 용기(7) 내의 사용되는 상기 액체 욕(8)의 표면 준위(8') 아래에 제공되는 하나 이상의 안내 또는 침지 롤(1)과, 사용되는 상기 액체 욕(8) 위에 제공되는 가스 나이프(4)와, 하나 이상의 지지 롤(2, 3, 5, 6)을 포함하며,
상기 가스 나이프(4)는, 사용 시 상기 가스 나이프(4)를 따라 통과하는, 상기 금속 시트(9)에 제공되는 상기 금속 도금에 와이핑 가스를 분사하기 위한 배출구(4')를 가지며,
상기 하나 이상의 지지 롤(2, 3, 5, 6)은 사용되는 상기 안내 또는 침지 롤(1)과 함께, 적어도 상기 가스 나이프(4)의 위치에서 폭 방향으로 상기 금속 시트(9)의 형태에 영향을 끼치며,
사용 시, 상기 하나 이상의 지지 롤(2, 3, 5, 6)이 상기 액체 욕(8)의 표면 준위(8') 위, 상기 금속 시트(9)가 상기 액체 욕(8)으로 진입하기 전에 상기 금속 시트(9)에 대해 작동할 수 있는 위치에 배치되는, 용융 도금 장치. - 제1항에 있어서,
사용 중에 상기 금속 시트(9)는 상기 액체 욕(8) 안으로 통과하여 이동하는 돌출부를 포함하며,
상기 하나 이상의 지지 롤(2, 3, 5, 6)은 상기 돌출부 안에 배치되는, 용융 도금 장치. - 제1항 또는 제2항에 있어서,
상기 하나 이상의 지지 롤(2, 3, 5, 6)은 모터 구동장치를 구비하는, 용융 도금 장치. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 가스 나이프(4)는 사용 중인 이동 금속 시트(9)의 방향인 도금 장치의 길이 방향으로 이동 가능한, 용융 도금 장치. - 제4항에 있어서,
상기 가스 나이프(4)에는 이동 금속 스트립(9)과 관련하여 상기 가스 나이프를 위치시키는 위치 결정 시스템이 제공되는, 용융 도금 장치. - 제1항 내지 제5항 중 어느 한 항에 있어서,
사용 시, 상기 안내 또는 침지 롤(1)은 상기 액체 욕(8) 내에서 수직으로, 수평으로, 또는 수직 및 수평으로 이동 가능한, 용융 도금 장치. - 제2항 내지 제6항 중 어느 한 항에 있어서,
상기 하나 이상의 지지 롤(2, 3, 5, 6)은 교체, 유지보수, 또는 교체 및 유지보수에 부응하도록 상기 돌출부 내에 제거 가능하게 장착되는, 용융 도금 장치. - 제1항 내지 제7항 중 어느 한 항에 있어서,
사용 시, 상기 안내 또는 침지 롤(1)은 상기 액체 욕(8)의 표면 준위(8') 아래의 유일한 롤인, 용융 도금 장치. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 용융 도금 장치는 두 개의 지지 롤(2, 3)을 포함하며, 이들 중 하나 이상은 사용 중인 금속 시트(9)의 앞뒤로 이동 가능한, 용융 도금 장치. - 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 용융 도금 장치는 세 개의 지지 롤(2, 3, 5)을 포함하며, 이들 중 하나 이상은 사용 중인 금속 시트(9)의 앞뒤로 이동 가능한, 용융 도금 장치. - 제1항 내지 제10항 중 어느 한 항에 있어서,
상기 용융 도금 장치가 네 개의 지지 롤(2, 3, 5, 6)을 포함하며, 이들 중 하나 이상은 사용 중인 금속 시트(9)의 앞뒤로 이동 가능한, 용융 도금 장치. - 제1항 내지 제11항 중 어느 한 항에 따른 용융 도금 장치를 이용하여 이동 금속 시트(9)를 도금하는 방법으로서,
금속 시트는 도금 장치의 용기(7) 내 금속 액체 욕(8)으로 들어가기 전에 하나 이상의 지지 롤(2, 3, 5, 6)을 넘어 이동되며,
안내 또는 침지 롤(1)은 상기 금속 액체 욕 내의 유일한 롤인, 방법. - 제12항에 있어서,
상기 금속 액체 욕(8)이 아연 또는 아연 합금, 바람직하게는 아연 알루미늄 합금, 아연 마그네슘 합금 또는 아연 알루미늄 마그네슘 합금의 액체 욕이거나,
상기 금속 액체 욕(8)이 알루미늄 또는 알루미늄 합금, 바람직하게는 알루미늄 실리콘 합금의 액체 욕인, 방법. - 제12항 또는 제13항에 있어서,
상기 지지 롤(2, 3, 5, 6) 중 하나 이상은 상기 이동 금속 시트(9)로 또는 상기 이동 금속 시트(9)로부터 이동 가능하며, 이는 금속 시트가 상기 가스 나이프(4)의 하류로 이동할 때, 도금의 가로 형태를 판단하는 장치에 의해 제어되는, 방법. - 제12항 내지 제14항 중 어느 한 항에 있어서,
상기 지지 롤(2, 3, 5, 6) 중 하나 이상은 상기 이동 금속 시트(9)로 또는 상기 이동 금속 시트(9)로부터 이동 가능하며, 이는 금속 시트가 상기 가스 나이프(4)의 하류로 이동할 때, 상기 금속 시트의 가로 형태를 판단하는 장치에 의해 제어되는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17179104.9 | 2017-06-30 | ||
| EP17179104 | 2017-06-30 | ||
| PCT/EP2018/067637 WO2019002573A1 (en) | 2017-06-30 | 2018-06-29 | DEVICE AND METHOD FOR DEPOSITION IN MELT BATH |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200024787A true KR20200024787A (ko) | 2020-03-09 |
| KR102584645B1 KR102584645B1 (ko) | 2023-10-04 |
Family
ID=59269923
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197038312A KR102584645B1 (ko) | 2017-06-30 | 2018-06-29 | 용융 도금 장치 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11761073B2 (ko) |
| EP (1) | EP3645765A1 (ko) |
| JP (1) | JP7301759B2 (ko) |
| KR (1) | KR102584645B1 (ko) |
| CN (1) | CN110809633B (ko) |
| WO (1) | WO2019002573A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11384419B2 (en) * | 2019-08-30 | 2022-07-12 | Micromaierials Llc | Apparatus and methods for depositing molten metal onto a foil substrate |
| EP3910089A1 (fr) * | 2020-05-12 | 2021-11-17 | Clecim Sas | Installation de revêtement de produit métallique en défilement |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5156417A (ko) * | 1974-09-19 | 1976-05-18 | Schering Ag | |
| JPH03166354A (ja) * | 1989-11-24 | 1991-07-18 | Kawasaki Steel Corp | 鋼帯の連続溶融めっき装置 |
| JPH0941107A (ja) * | 1995-07-27 | 1997-02-10 | Kawasaki Steel Corp | 連続溶融金属めっき装置 |
| JP2012107322A (ja) * | 2010-10-26 | 2012-06-07 | Nisshin Steel Co Ltd | ガスワイピング装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3667425A (en) * | 1971-03-01 | 1972-06-06 | Inland Steel Co | Apparatus for controlling coating thickness |
| US4330574A (en) * | 1979-04-16 | 1982-05-18 | Armco Inc. | Finishing method for conventional hot dip coating of a ferrous base metal strip with a molten coating metal |
| US4519337A (en) * | 1979-11-26 | 1985-05-28 | Nisshin Steel Co., Ltd. | Apparatus for continuous hot dipping of metal strip |
| JPS59197554A (ja) * | 1983-04-25 | 1984-11-09 | Kawasaki Steel Corp | 連続溶融金属めつきラインにおける異物付着防止設備 |
| JPH01263251A (ja) * | 1988-04-14 | 1989-10-19 | Nippon Steel Corp | 連続溶融めっき方法 |
| JPH0254746A (ja) * | 1988-08-18 | 1990-02-23 | Kawasaki Steel Corp | 帯状物の幅方向反り防止方法およびその装置 |
| US5320753A (en) * | 1991-06-18 | 1994-06-14 | The Dow Chemical Company | Continuous filter |
| JPH05156417A (ja) * | 1991-11-29 | 1993-06-22 | Sumitomo Heavy Ind Ltd | 溶融金属メッキ方法およびそれに用いる焼鈍炉 |
| US5571328A (en) | 1994-04-06 | 1996-11-05 | National Steel Corporation | Bearing support for submerged rolls in hot dip coating operation |
| US6341955B1 (en) * | 1998-10-23 | 2002-01-29 | Kawasaki Steel Corporation | Sealing apparatus in continuous heat-treatment furnace and sealing method |
| JP4169860B2 (ja) | 1999-03-23 | 2008-10-22 | 日新製鋼株式会社 | 連続溶融めっき時の鋼帯幅反り制御方法及び装置 |
| JP3506224B2 (ja) | 1999-06-24 | 2004-03-15 | Jfeエンジニアリング株式会社 | 溶融金属めっき金属帯の製造方法 |
| JP2002038247A (ja) | 2000-07-27 | 2002-02-06 | Kobe Steel Ltd | 溶融メッキ処理方法及び装置 |
| JP2004100029A (ja) * | 2002-09-13 | 2004-04-02 | Jfe Steel Kk | 溶融めっき金属帯の製造方法 |
| JP2004346395A (ja) * | 2003-05-23 | 2004-12-09 | Praxair St Technology Inc | 耐溶融金属侵食性に優れる溶射材料および溶融金属浴用部材 |
| JP4912699B2 (ja) * | 2006-03-07 | 2012-04-11 | 新日本製鐵株式会社 | 溶融めっき設備 |
| FR2913432B1 (fr) * | 2007-03-07 | 2011-06-17 | Siemens Vai Metals Tech Sas | Procede et installation de depot en continu d'un revetement sur un support en bande |
| CN102021510A (zh) * | 2010-12-21 | 2011-04-20 | 苏州博恒浩科技有限公司 | 薄规格钢带热浸镀锌振动防止方法 |
| WO2014135753A1 (fr) | 2013-03-06 | 2014-09-12 | Arcelormittal Investigacion Y Desarrollo, S.L. | Procédé de réalisation d'une tôle à revêtement znal avec un essorage optimisé, tôle, pièce et véhicule correspondants |
| CN205205214U (zh) * | 2015-12-09 | 2016-05-04 | 河北工业大学 | 精细钢丝热镀锌铝合金的生产线 |
-
2018
- 2018-06-29 WO PCT/EP2018/067637 patent/WO2019002573A1/en active Application Filing
- 2018-06-29 EP EP18737859.1A patent/EP3645765A1/en active Pending
- 2018-06-29 CN CN201880043876.0A patent/CN110809633B/zh active Active
- 2018-06-29 JP JP2019572621A patent/JP7301759B2/ja active Active
- 2018-06-29 US US16/625,188 patent/US11761073B2/en active Active
- 2018-06-29 KR KR1020197038312A patent/KR102584645B1/ko active IP Right Grant
-
2023
- 2023-07-28 US US18/360,983 patent/US20240018639A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5156417A (ko) * | 1974-09-19 | 1976-05-18 | Schering Ag | |
| JPH03166354A (ja) * | 1989-11-24 | 1991-07-18 | Kawasaki Steel Corp | 鋼帯の連続溶融めっき装置 |
| JPH0941107A (ja) * | 1995-07-27 | 1997-02-10 | Kawasaki Steel Corp | 連続溶融金属めっき装置 |
| JP2012107322A (ja) * | 2010-10-26 | 2012-06-07 | Nisshin Steel Co Ltd | ガスワイピング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240018639A1 (en) | 2024-01-18 |
| US20200140985A1 (en) | 2020-05-07 |
| WO2019002573A1 (en) | 2019-01-03 |
| CN110809633A (zh) | 2020-02-18 |
| KR102584645B1 (ko) | 2023-10-04 |
| US11761073B2 (en) | 2023-09-19 |
| JP7301759B2 (ja) | 2023-07-03 |
| EP3645765A1 (en) | 2020-05-06 |
| CN110809633B (zh) | 2022-07-01 |
| JP2020525651A (ja) | 2020-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20240018639A1 (en) | Hot dip coating device and method | |
| US10415131B2 (en) | Hot-dip galvanized layer thickness control system and method for continuous thickness-varying strip material | |
| RU2381846C2 (ru) | Способ и устройство для непрерывного изготовления тонкой металлической полосы | |
| US8062711B2 (en) | Device and a method for stabilizing a steel sheet | |
| CA3034334C (en) | Method and coating device for coating a metal strip | |
| AU2015348886B2 (en) | Method and device for coating a metal strip | |
| EP3287541B1 (en) | Production apparatus and production method for molten metal plated steel strip | |
| WO2006130102A1 (en) | A device and a method for coating an elongated metallic element with a layer of metal | |
| JP5000458B2 (ja) | ガスワイピング装置 | |
| US20120132390A1 (en) | Device and method for horizontal casting of a metal band | |
| JP6500846B2 (ja) | 溶融金属めっき鋼帯の製造方法及び連続溶融金属めっき設備 | |
| KR101858864B1 (ko) | 주편 냉각 방법 및 장치 | |
| WO2019106785A1 (ja) | 金属板の板反り矯正装置及び金属板の連続めっき処理設備 | |
| JP5169089B2 (ja) | 連続溶融金属めっき方法 | |
| CN116324033A (zh) | 用于校正金属带平面度的校正设备和相关的校正方法 | |
| KR100868092B1 (ko) | 아연도금 강판의 반곡 교정장치 | |
| CN109072395B (zh) | 连续行进金属带的流体动力稳定装置 | |
| JP7180636B2 (ja) | 金属板の焼入れ装置及び金属板の焼入れ方法並びに鋼板の製造方法 | |
| KR20040019731A (ko) | 용융도금포트 상부에서 이송강판의 패스라인 및 반곡변형조정장치 및 그 방법 | |
| KR20040056163A (ko) | 용융도금포트 상부에서 이송강판의 폭반곡 및 패스라인동시교정을 위한 자동제어장치 및 그 방법 | |
| JPH10195620A (ja) | シンクロールのない溶融めっき浴における鋼帯の形状制御方法及び装置 | |
| JPH03166354A (ja) | 鋼帯の連続溶融めっき装置 | |
| CN113166909A (zh) | 熔融金属镀覆钢板的制造方法、熔融金属镀覆钢板的制造装置 | |
| KR100514932B1 (ko) | 안정화 롤의 위치제어에 의해 강판의 반곡을 제어하는 반곡 제어장치 | |
| JPH04263056A (ja) | 溶融金属めっき鋼帯のめっき付着量制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |