KR20190104338A - 수압 처리된 부직포 및 그의 제조 방법 - Google Patents
수압 처리된 부직포 및 그의 제조 방법 Download PDFInfo
- Publication number
- KR20190104338A KR20190104338A KR1020197020091A KR20197020091A KR20190104338A KR 20190104338 A KR20190104338 A KR 20190104338A KR 1020197020091 A KR1020197020091 A KR 1020197020091A KR 20197020091 A KR20197020091 A KR 20197020091A KR 20190104338 A KR20190104338 A KR 20190104338A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven
- laminate
- fibers
- web
- nonwoven laminate
- Prior art date
Links
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D04H3/11—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B1/00—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating
- D06B1/02—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by spraying or projecting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
- B32B2038/047—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/04—Cellulosic plastic fibres, e.g. rayon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/12—Conjugate fibres, e.g. core/sheath or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/744—Non-slip, anti-slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0076—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised in that the layers are not bonded on the totality of their surfaces
- B32B37/0084—Point bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C29/00—Finishing or dressing, of textile fabrics, not provided for in the preceding groups
- D06C29/005—Finishing or dressing, of textile fabrics, not provided for in the preceding groups hydroentangling
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/021—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics
- D10B2403/0213—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics with apertures, e.g. with one or more mesh fabric plies
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/026—Absorbent pads; Tampons; Laundry; Towels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/637—Including strand or fiber material which is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/66—Additional nonwoven fabric is a spun-bonded fabric
- Y10T442/662—Needled
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/66—Additional nonwoven fabric is a spun-bonded fabric
- Y10T442/663—Hydroentangled
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/666—Mechanically interengaged by needling or impingement of fluid [e.g., gas or liquid stream, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/671—Multiple nonwoven fabric layers composed of the same polymeric strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/68—Melt-blown nonwoven fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/681—Spun-bonded nonwoven fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/689—Hydroentangled nonwoven fabric
Abstract
SMS 구조를 가지는 부직 라미네이트가 특정 공정 파라미터들에 의하여 수압 처리되어 유연성 및 촉감이 개선된다. 상기 부직 라미네이트에는 또한 부가적인 수압 처리 공정에 의하여 하나 이상의 규칙적인 구멍들이 부여될 수 있으며, 최초 수압 처리는 개선된 구멍 선명도를 제공한다.
Description
본 발명은 수압 처리된(hydraulically treated) 부직포 및 수압 처리된 부직포의 개선된 제조 방법에 관한 것이다.
수압 처리된 부직포의 지속적인 개선은 기능적 및 지각적 이유로 개인 위생 용품(예를 들어, 유아용 기저귀, 여성 위생, 성인 제품)에서 관심사이다. 특히, 내마모성 및 유연성이 관심있는 특성들이다. 그러나, 내마모성을 제공하는 개선은 일반적으로 유연성을 감소시키고, 유연성을 향상시키는 개선은 일반적으로 내마모성을 감소시킨다. 따라서, 내마모성 및 유연성 모두를 조합한 부직포가 요구된다.
발명의 개요
본 발명은 고압 워터 제트를 사용하여 스펀멜트(spunmelt) 부직포 내 구멍을 처리 및 형성하는 개선된 방법에 관한 것이다. 수압 처리 또는 천공된 부직포는, 예를 들어, 일회용 기저귀, 요실금 및 여성 위생 제품과 같은 일회용 흡수 제품, 및 의료 및 기타 산업용 일회용 제품에 사용될 수 있다.
예시적 구현예에서, 복합 부직포는 스펀본드(spunbond) 섬유로부터 만들어지는 적어도 제 1 및 제 2 부직 웹; 및 상기 제 1 및 제 2 웹들 사이에 위치하고, 상기 제 1 및 제 2 웹들에 열에 의하여 결합되는, 멜트블로운(meltblown) 섬유로부터 만들어지는 제 3 부직 웹을 포함하고, 상기 복합 부직포는 수압 처리되고, 상기 복합 부직포는 높은 수준의 내마모성 및 유연성을 가진다.
예시적 구현예에서, 부직 라미네이트는 멜트블로운 섬유를 실질적으로 포함하는 제 1 부직 웹 및 스펀본드 섬유를 실질적으로 포함하는 제 2 부직 웹을 포함하고, 상기 부직 라미네이트는 규칙적인 결합 패턴 및 규칙적인 구멍 패턴을 가지며, 상기 규칙적 구멍 패턴의 구멍들은 500 - 5000 미크론의 평균 직경을 가진다.
예시적 구현예에서, 상기 부직 라미네이트는 10% 이상의 결합 면적 백분율을 가지는 규칙적인 결합 패턴을 더 포함한다.
적어도 일 구현예에서, 상기 부직 라미네이트는 하이드로엔고지된다(hydroengorged).
예시적 구현예에서, 상기 부직 라미네이트는 25% 이상의 구멍 면적 백분율을 가지는 규칙적인 구멍 패턴을 더 포함하고, 상기 결합 면적 백분율 대 구멍 면적 백분율의 비는 1:2이다.
예시적 구현예에서, 부직 라미네이트는 멜트블로운 섬유를 실질적으로 포함하는 제 1 부직 웹 및 스펀본드 섬유를 실질적으로 포함하는 제 2 부직 웹을 포함하고, 상기 부직 라미네이트는 수압 처리되며, 상기 부직 라미네이트는 규칙적인 구멍 패턴으로 천공되고, 상기 부직 라미네이트는 3.0 이상의 마모 등급을 가진다.
예시적 구현예에서, 부직 섬유의 제조 방법은 스펀본드 섬유를 실질적으로 포함하는 하나 이상의 웹들을 멜트블로운 섬유를 실질적으로 포함하는 웹에 결합하는 단계 - 상기 결합은 15% 이상의 결합 면적 백분율을 가지는 규칙적인 결합 패턴을 포함함; 및 상기 결합된 웹을 각각 소정의 패턴을 가지는 해당 스크린 상에서 복수의 물 분사 단계들에 의하여 수압 처리하는 단계를 포함하고, 상기 물 분사 단계는: 상기 결합된 웹들을 약 80-160 bar의 제 1 압력 범위에서 복수의 워터 제트에 노출시키는 제 1 물 분사 단계; 상기 결합된 웹들을 약 80-160 bar의 제 2 압력 범위에서 복수의 워터 제트에 노출시키는 제 2 물 분사 단계; 및 상기 결합된 웹들을 약 80-160 bar의 제 3 압력 범위에서 복수의 워터 제트에 노출시키는 제 3 물 분사 단계를 포함하고, 상기 제 1 물 분사 단계는 상기 복수의 워터 제트의 서브세트를 80 bar에서 유지하는 단계를 추가로 포함하고, 상기 결합된 웹들은 약 5 중량%의 멜트블로운 섬유를 포함한다.
예시적 구현예에서, 부직포의 제조 방법은 152℃의 양각(engraved) 롤, 152℃의 평탄(smooth) 롤을 사용하여, 상기 양각 롤 및 상기 평탄 롤 사이의 압력 90 N/mm에서 캘린더링함으로써 결합을 수행하는 단계를 더욱 포함한다.
적어도 일 구현예에서, 제 1 구멍 패턴은 이방성이다.
적어도 일 구현예에서, 상기 부직 라미네이트는 제 2 구멍 패턴을 포함한다.
적어도 일 구현예에서, 상기 제 2 패턴은 상기 제 1 패턴에 레지스터된다.
적어도 일 구현예에서, 상기 제 1 폴리머 성분은 폴리프로필렌이다.
적어도 일 구현예에서, 상기 제 1 폴리머 성분은 비스코스(viscose)이다.
적어도 일 구현예에서, 상기 제 1 층의 연속 섬유는 제 2 폴리머 성분을 포함한다.
적어도 일 구현예에서, 상기 제 2 폴리머 성분은 폴리에틸렌이다.
적어도 일 구현예에서, 상기 제 1 층의 연속 섬유는 2-성분 섬유이다.
적어도 일 구현예에서, 상기 부직 웹은 5 내지 60 gsm 범위 이내의 평량(basis weight)을 가진다.
적어도 일 구현예에서, 멜트블로운 섬유는 상기 웹의 총 중량의 2 내지 35%로 포함된다.
적어도 일 구현예에서, 상기 부직 라미네이트는 제 1 폴리머 성분을 포함하는 연속 섬유를 포함하는 부직 웹을 포함하는 제 3 층을 추가로 포함하고, 상기 제 3 층에 하나 이상의 구멍 패턴이 수압에 의하여 부여된다.
본 발명의 예시적 구현예에 따르면, 천공된 부직 웹을 제조하는 방법은: 연속 스펀본드 섬유를 포함하는 제 1 부직 웹을 형성하는 단계; 연속 멜트블로운 섬유를 포함하는 제 2 부직 웹을 형성하는 단계; 상기 제 1 및 제 2 부직 웹들을 결합하여 제 1 및 제 2 층들 각각을 형성하는 단계; 제 1 및 제 2 층들 내에, 제 2 층으로부터, 하나 이상의 구멍 패턴을 수압에 의하여 부여하는 단계를 포함한다.
적어도 일 구현예에서, 상기 제 1 부직 웹을 형성하는 단계는 스펀멜트(spunmelt) 공정을 포함한다.
적어도 일 구현예에서, 상기 제 2 웹은 부직 웹이다.
적어도 일 구현예에서, 상기 제 2 부직 웹을 형성하는 단계는 멜트블로운 공정을 포함한다.
적어도 일 구현예에서, 상기 하나 이상의 구멍 패턴을 부여하는 단계는 제 1 구멍 패턴을 가지는 드럼 상에서 상기 결합된 층들 위로 물을 분사하는 단계를 포함한다.
적어도 일 구현예에서, 상기 하나 이상의 구멍 패턴을 부여하는 단계는 제 2 구멍 패턴을 가지는 드럼 상에서 상기 결합된 층들 위로 물을 분사하는 단계를 추가로 포함한다.
적어도 일 구현예에서, 상기 제 2 패턴은 상기 제 1 패턴에 레지스터된다.
본 발명의 예시적 구현예에 따르면, 천공된 부직 라미네이트의 제조 방법은: 연속 스펀본드 섬유를 포함하는 제 1 부직 웹을 형성하는 단계; 연속 멜트블로운 섬유를 포함하는 제 2 부직 웹을 형성하는 단계; 연속 스펀본드 섬유를 포함하는 제 3 부직 웹을 형성하는 단계; 20 내지 60 N/m (미터 당 뉴턴) 사이의 압력에서 상기 제 1, 제 2 및 제 3 부직 웹들을 캘린더 결합하여 라미네이트를 형성하는 단계- 상기 결합은 규칙적 결합 패턴을 포함함; 및 하나 이상의 구멍 패턴을 수압에 의하여 부여하는 단계를 포함한다.
적어도 일 구현예에서, 상기 하나 이상의 구멍 패턴을 부여하는 단계는 상기 결합된 웹들을 각각 소정의 패턴을 가지는 해당 스크린 상에서 복수의 물 분사 단계들에 의하여 수압 처리하는 단계를 포함하고, 상기 복수의 물 분사 단계는: 상기 결합된 웹들을 약 80-160 bar의 제 1 압력 범위에서 복수의 워터 제트에 노출시키는 제 1 물 분사 단계; 상기 결합된 웹들을 약 80-160 bar의 제 2 압력 범위에서 복수의 워터 제트에 노출시키는 제 2 물 분사 단계; 및 상기 결합된 웹들을 약 80-160 bar의 제 3 압력 범위에서 복수의 워터 제트에 노출시키는 제 3 물 분사 단계를 포함하며, 상기 제 1 물 분사 단계는 상기 복수의 워터 제트의 서브세트를 80 bar에서 유지하는 단계를 추가로 포함하고, 상기 라미네이트는 약 5 중량%의 멜트블로운 섬유를 포함한다. 적어도 일 구현예에서, 상기 하나 이상의 구멍 패턴들은 제 1 구멍 패턴을 부여함으로써 상기 부직 웹 내에 형성되는 적어도 제 1 구멍이 제 2 구멍 패턴을 부여함으로써 상기 부직 웹 내에 형성되는 적어도 제 2 구멍과 동일한 위치에 형성되도록 레지스터된다.
적어도 일 구현예에서, 상기 제 1 및 제 2 구멍은 크기가 다르다.
적어도 일 구현예에서, 제2 구멍 패턴을 부여함으로써 부직 웹 내에 형성되는 적어도 제 3 구멍은 제 1 구멍 패턴을 부여함으로써 부직 웹 내에 형성되는 구멍이 없는 위치에 형성된다.
예시적 구현예에서, 부직 라미네이트는 스펀본드 섬유를 포함하는 제 1 및 제 2 외부층들, 및 멜트블로운 섬유를 포함하는 제 3 내부 부직층을 포함하고, 상기 부직 라미네이트는 10% 이상의 결합 면적 백분율을 가지는 규칙적인 결합 패턴으로 열에 의하여 결합되며, 상기 부직 라미네이트는 규칙적인 패턴으로 배열되는 복수의 구멍들을 포함한다.
적어도 일 구현예에서, 상기 구멍 패턴 내 구멍들의 평균 직경은 제 1 방향을 따라 증가한다.
적어도 일 구현예에서, 상기 구멍 패턴의 구멍들의 빈도는 제 1 방향을 따라 증가한다.
예시적 구현예에서, 부직 라미네이트는 스펀본드 섬유를 포함하는 제 1 및 제 2 외부 부직층들; 및 멜트블로운 섬유를 포함하는 제 3 내부 부직층을 포함하고, 상기 부직 라미네이트는 10% 이상의 결합 면적 백분율을 가지는 규칙적인 결합 패턴으로 열에 의하여 결합되며, 상기 부직 라미네이트는 수압 처리되고, 상기 제 3 내부 층의 평량은 적어도 5 gsm (제곱미터 당 그램)이며, 및 상기 부직 라미네이트는 4.0 이상의 마모 등급 및 6.0 그램 이하의 평균 Hand-O-Meter 측정값(HOM)을 가진다.
적어도 일 구현예에서, 상기 제 3 내부층의 평량은 적어도 10 gsm이다.
적어도 일 구현예에서, 상기 제 1 및 제 2 외부 부직 층들의 스펀본드 섬유는 폴리프로필렌 및 적어도 5 중량%의 프로필렌계 엘라스토머를 포함하고, 상기 부직 라미네이트는 6.0 그램 이하의 평균 Hand-O-Meter 측정값(HOM)을 가진다.
적어도 일 구현예에서, 상기 부직 층들 중 적어도 하나의 섬유는 슬립제를 포함한다.
본 발명의 다른 특징들 및 이점들이 후술하는 상세한 설명 및 첨부 도면으로부터 분명하여 질 것이다.
본 발명은 고압 워터 제트를 사용하여 스펀멜트 부직포 내 구멍을 처리 및 형성하는 개선된 방법을 제공한다. 수압 처리 또는 천공된 부직포는, 예를 들어, 일회용 기저귀, 요실금 및 여성 위생 제품과 같은 일회용 흡수 제품, 및 의료 및 기타 산업용 일회용 제품에 사용될 수 있다.
상기 및 관련된 본 발명의 목적, 특징 및 이점들이 첨부 도면과 함께 후술하는 본 발명의 바람직하나 예시적인 구현예의 상세한 설명을 참조로 하여 보다 완전히 이해될 것이다.
도 1은 본 발명의 제 1 예시적 구현예에 따른 부직포를 수압 처리하고 천공하기 위한 시스템의 대표도이다.
도 2a 및 2b는 각각 본 발명의 제 2 및 제 3 예시적 구현예에 따른 부직포를 수압 처리 및/또는 천공하기 위한 시스템의 대표도이다.
도 3은 본 발명의 예시적 구현예에 따른, 부직포의 선택적 등급과 함께, 공정 파라미터 및 조건 하에 형성되는 수압-처리된 부직포에 대한 선택적 결과의 표이다.
도 4a, 4b 및 4c는 본 발명의 예시적 구현예에 따른, 도 3에 예시된 공정 파라미터 및 조건 하에 수압 처리된 부직포의 현미경 사진이다.
도 5는 본 발명의 예시적 구현예에 따른, 부직포의 선택적 등급과 함께, 공정 파라미터 및 조건 하에 형성된 수압-천공된 부직포에 대한 선택적 결과의 표이다.
도 6은 도 4a-c의 예와 비교하여 시험된 부직포의 현미경 사진이다.
도 7a, 7b 및 7c는 본 발명의 예시적 구현예에 따른, 도 5의 공정 파라미터 및 조건 하에 수압-천공된 부직포의 현미경 사진이다.
도 8은 미처리된 부직포와 비교한, 본 발명의 예시적 구현예에 따라 제조된 수압-처리된 부직포의 선택적 시험 결과의 표이다.
도 1은 본 발명의 제 1 예시적 구현예에 따른 부직포를 수압 처리하고 천공하기 위한 시스템의 대표도이다.
도 2a 및 2b는 각각 본 발명의 제 2 및 제 3 예시적 구현예에 따른 부직포를 수압 처리 및/또는 천공하기 위한 시스템의 대표도이다.
도 3은 본 발명의 예시적 구현예에 따른, 부직포의 선택적 등급과 함께, 공정 파라미터 및 조건 하에 형성되는 수압-처리된 부직포에 대한 선택적 결과의 표이다.
도 4a, 4b 및 4c는 본 발명의 예시적 구현예에 따른, 도 3에 예시된 공정 파라미터 및 조건 하에 수압 처리된 부직포의 현미경 사진이다.
도 5는 본 발명의 예시적 구현예에 따른, 부직포의 선택적 등급과 함께, 공정 파라미터 및 조건 하에 형성된 수압-천공된 부직포에 대한 선택적 결과의 표이다.
도 6은 도 4a-c의 예와 비교하여 시험된 부직포의 현미경 사진이다.
도 7a, 7b 및 7c는 본 발명의 예시적 구현예에 따른, 도 5의 공정 파라미터 및 조건 하에 수압-천공된 부직포의 현미경 사진이다.
도 8은 미처리된 부직포와 비교한, 본 발명의 예시적 구현예에 따라 제조된 수압-처리된 부직포의 선택적 시험 결과의 표이다.
본 발명은 부직포를 수압 처리하고 천공하기 위한 개선된 기술 및 이러한 방법을 이용하여 제조된 부직포에 관한 것이다.
본 발명에 따른, 수압 처리되고 및/또는 구멍 패턴이 형성된 부직 웹은 일회용 흡수 제품 내 사용하기에 특히 적합하다. 본원에 사용되는 용어 "흡수 제품"은 유체 및 고체 물질을 흡수 및 함유하는 제품을 의미한다. 예를 들어, 흡수 제품은 신체에 대하여 또는 이에 근접하여 배치되어 신체에 의하여 배출되는 다양한 삼출물(exudates)을 흡수 및 함유할 수 있다. 흡수 제품은 유아용 기저귀, 성인용 요실금 제품, 및 여성 위생 제품과 같이 착용되는 제품, 또는 일회용 가운 및 척(chuck)과 같은 제품을 사용하는 전문 의료진용과 같은, 유체 및 고체 물질을 흡수하는데 사용되는 위생 제품일 수 있다. 특히, 상기 부직포가 탑시트와 같은 신체 접촉층으로서 또는 이의 일부로서 사용될 수 있다. 상기 부직포는 또한 흡수 제품과 같은 패키징 또는 래핑 물품으로 사용될 수도 있다. 용어 "일회용"은 본원에서 세탁되거나 또는 흡수 제품으로서 복구 또는 재사용되는 것으로 의도되지 않으며, 단일 사용 후 폐기, 바람직하게, 재활용, 퇴비로 만들거나 또는 친환경적 방식으로 폐기되는 것으로 의도되는 흡수 제품을 의미한다.
본원에 사용되는 용어 "부직포, 시트, 층 또는 웹"은 편물 또는 직물과 대조적으로, 실질적으로 무작위 방식으로 배치되어 평면 물질을 형성하는 개별 섬유들, 필라멘트들 또는 쓰레드들의 구조를 의미한다. 부직포의 예는 멜트블로운 웹, 스펀본드 웹, 카디드 웹, 에어-레이드 웹, 웨트-레이드 웹, 및 스펀레이스드 웹을 포함한다. 부직 복합 패브릭은 2 이상의 부직층을 포함한다.
본원에 사용되는 용어 "스펀본드 섬유"는 10-30 미크론 범위의 평균 직경을 가지는 실질적으로 연속인 섬유 또는 필라멘트를 의미한다. 분할 전 10-30 미크론 범위의 평균 직경을 가지는 분할가능한 2-성분 또는 다성분 섬유 또한 포함된다.
본원에 사용되는 용어 "멜트블로운 섬유"는 10 미크론 미만의 평균 직경을 가지는 실질적으로 연속인 섬유 또는 필라멘트를 의미한다.
본 발명의 예시적 구현예는 마모 성능을 손상시키지 않고 물질의 촉감을 더욱 향상시키기 위하여 MB 및/또는 SB 섬유 직경을 변화시키는 것을 포함할 수 있다.
본 발명의 예시적 구현예는 적어도 하나의 제 2 층 섬유들(바람직하게 스펀본드)에 결합되는 적어도 하나의 제 1 층 섬유들(바람직하게, 멜트블로운)을 포함하는 다층 복합 패브릭을 포함하며, 상기 제 2 층 섬유들의 중간 섬유 직경은 상기 제 1 층의 중간 섬유 직경보다 적어도 1.3배 크다. 하나 이상의 스펀본드 섬유 층들에 이어 하나 이상의 멜트블로운 섬유 층들을 이동하는 수집 표면 상에 차례대로 증착시킴으로써 예시적 부직포가 인-라인 형성될 수 있다. 어셈블된 층들은 이들을 두 캘린더 롤 사이에 형성된 캘린더 닙을 통과시킴으로써 열에 의하여 결합될 수 있다. 각각의 캘린더 롤은 가열되거나 가열되지 않을 수 있다. 각각의 캘린더 롤은 패턴을 가지거나 평탄할 수 있다. 대안적으로, 상기 층들은 초음파에 의하여, 접착제에 의하여, 또는 공기 결합을 통하여 결합될 수 있다. 대안적인 구현예에서, 상기 개별 층들은 미리 형성되고, 와인드-업 롤 상에 패브릭을 권취함에 의해서와 같이 임의로 결합 및 수집될 수 있다. 다음, 상기 개별 층들을 적층함으로써 어셈블하고 함께 결합하여 복합 패브릭을 형성할 수 있다.
구현예들에서, 기재 패브릭(base fabric)은 스펀본드 및 멜트블로운 모두의 단일 또는 복수 빔을 이용하여 생산될 수 있는 "SMS" 구조일 수 있으며, 상기 패브릭은 외부 스펀본드층 및 내부 멜트블로운층을 가진다. 본 발명의 구현예에 따르면, 상기 기재 패브릭은 수압 처리되기 전에 열에 의하여 패턴 결합된다. 이론에 구애됨없이, 상기 열 결합은 섬유들을 비교적 제 자리에 고정시켜 워터 제트에 의하여 야기되는 섬유의 움직임을 제한하는 것으로 믿어진다. 이는 또한 스펀본드 층들의 온전성 및 열 결합이 비교적 손상되지 않고 유지되는 반면 멜트블로운 섬유는 분해되거나 변형되는 것을 야기한다. 이와 같이 분해 또는 변형된 멜트블로운 섬유들은 스펀본드 섬유들과 인탱글되나, 열 결합이 미손상으로 유지되므로, 멜트블로운 섬유들은 여전히 기재 패브릭에 열 결합된다. 이론에 구애됨없이, 또한 스펀본드 섬유와 멜트블로운 섬유의 인탱글먼트(entanglement)는 스펀본드층의 상당한 분해없이 스펀본드 섬유의 코일링 증가를 초래하는 것으로 믿어진다. 또한, 스펀본드 섬유의 코일링 거동은 물질의 로프트(loft)를 증가시키는 것으로 믿어진다. 인탱글먼트를 증가시키는 것과 대조적으로, 이러한 방식으로 로프트를 증가시키는데 사용되는 수압 처리는 하이드로엔고지먼트(hydroengorgement)로 알려져 있다. 본원에 사용되는 용어 하이드로엔고지먼트는 수압 에너지를 부직포에 적용하여 하이드로엔고지먼트 전의 부직포와 비교하여 유연성 및 캘리퍼 모드에 있어서 증가를 초래하는 공정을 의미하는데 사용된다. 바람직하게, 적어도 50% 캘리퍼 증가가 있다. 상기 하이드로엔고지먼트 공정은 미국 특허 제 7,858,544 호에 상세히 기재되며, 상기 문헌은 본원에 참조로 포함된다. 또한, MB 섬유는 외부 표면을 향하여 시프트됨으로써, 물질의 촉감을 개선시키는 것으로 믿어진다. 천공된 섬유 내에, 멜트블로운 섬유의 인탱글먼트는 구멍의 가장자리의 명확성을 개선시킨다.
본 발명의 구현예가 도 1에 도시된다. 먼저, 스펀본드 빔(2), 멜트블로운 빔(3), 및 스펀본드 빔(4)을 사용하여 부직 웹(이하 "패브릭" 또는 "기재 패브릭"으로도 언급됨)(6)을 컨베이어 벨트(8) 상에 형성한다. 다음, 상기 웹(6)을 캘린더 롤들(10, 12)과 결합시킨다. 본 발명의 추가적인 예시적 구현예에 따르면, 각각의 빔(2,3,4)에 상응하는 복수의 요소들이 시스템 내에 도입되어 웹(6)의 복수의 각각의 층들을 형성, 예를 들어, 복수의 멜트블로운 층들을 증착하여 SMMS 또는 SMMMS 패브릭을 형성할 수 있다. 본 발명의 예시적 구현예에 따르면, 멜트블로운 섬유가 웹(6)의 총 중량의 2% 내지 35%를 구성할 수 있다.
본 발명의 예시적 구현예에 따르면, 스펀멜트 부직 웹은 무작위 분포로 이동하는 컨베이어 벨트(8) 상에 놓이는 연속 필라멘트들로 이루어진다. 수지 펠릿들이 가열 하에 멜트로 가공된 다음, 방사구금(또는 방사 빔(2) 및 (4))을 통하여 공급되어 연신 장치(도시되지 않음)를 사용하여 수백 개의 필라멘트들을 형성한다. 앞서 기재한 바와 같이, 복수의 방사구금 또는 빔(나란한 블록들)을 사용하여, 예를 들어, 방사 빔(2) 및 (4) 각각에 상응하는 스펀본드 섬유들의 증가된 밀도를 제공할 수 있다. 유체(공기와 같은) 제트는 빔(2) 및 (4)으로부터의 섬유들을 연신시키고, 그 다음, 섬유들은 이동 웹(컨베이어 벨트)(8) 상으로 취입 또는 운반되고, 여기서 무작위 패턴으로 흡인 박스(도시되지 않음)에 의하여 웹(8)에 대하여 놓이고 흡인되어 패브릭 구조(6)를 형성한다. 멜트블로운 층이 방사 빔(2) 및 (4)에 의하여 놓이는 스펀본드 층들 사이에 멜트블로운 메커니즘(또는 "빔")(3)에 의하여 증착된다. 상기 멜트블로운(MB) 층은 멜트블로운될 수 있으나, 다양한 다른 공지의 공정들에 의하여 형성될 수 있다. 예를 들어, 멜트블로잉 공정은 열가소성 폴리머를 다이 내로 삽입하는 것을 포함한다. 상기 열가소성 폴리머 물질을 다이 내 복수의 미세 모세관을 통하여 압출시켜 섬유를 형성한다. 섬유들은 고속 기체(예를 들어, 공기) 내로 흐르고, 이는 용융된 열가소성 폴리머 물질의 스트림들을 약화시켜 그 직경을 마이크로파이버 직경일 수 있는 직경으로 감소시킨다. 상기 멜트블로운 섬유들은 방사 빔(2)에 의하여 놓이는 스펀본드 층 위에 빔(3)에 의하여 준-무작위 증착되어 멜트블로운 웹을 형성한다. 복수의 다이들이 블록 내에 나란히 배치되어 부직포(6)의 총 폭을 가로질러 충분한 섬유들을 생성하고, 섬유 커버리지를 증가시키기 위하여 2 이상의 블록들을 나란히 사용할 수 있다. 상기 멜트블로운 섬유는 증착시 점착성일 수 있고, 이는 일반적으로 웹의 멜트블로운 섬유들 간의 결합을 초래한다.
바람직한 구현예에서, 웹(6)을 형성하는데 사용되는 섬유는 열가소성 폴리머이고, 그 예는 폴리올레핀, 폴리에스테르(예를 들어, 폴리락트산 또는 "PLA"), 폴리아미드, 이의 코폴리머(올레핀, 에스테르, 아미드 또는 기타 모노머와의) 및 이의 블렌드를 포함한다. 본원에 사용되는 용어 "블렌드"는 적어도 두 개의 폴리머들의 균질 혼합물, 또는 2-성분 섬유와 같은 적어도 두 개의 물리적으로 구분되는 폴리머들의 불균질 혼합물을 포함한다. 바람직하게, 섬유는 폴리올레핀으로부터 만들어지고, 그 예는 폴리에틸렌, 폴리프로필렌, 예를 들어, 에틸렌/프로필렌 코폴리머 및 폴리에틸렌/폴리프로필렌 블렌드를 포함하는, 이의 프로필렌-부틸렌 코폴리머 및 이의 블렌드를 포함한다. 더 높은 결정성 및 더 낮은 파단 연신율을 가지는 수지 또한 더 쉽게 파단될 가능성으로 인하여 적합할 수 있다. 파단 및/또는 영구 변형이 더 용이한, 따라서 천공이 더 나은 스펀본드 섬유를 제공하기 위하여, 기타 배합 변화, 예를 들어, CaCO3의 첨가가 사용될 수 있다.
예시적 구현예에서, 웹(6)은 롤러(10 및 12)를 통하여 열적으로 캘린더 결합될 수 있다. 또한, 빔(2 및 4)의 스펀본드 섬유에 부착하기에 충분히 높은 온도에서 멜트블로운 섬유가 머무름으로 인하여 초기 웹 형성 동안 또는 저압 캘린더링의 결과, 멜트블로운 섬유(빔(3)으로부터)에 의하여 결합 정도가 부여될 수 있다. 롤러(10 및 12) 중 하나 또는 이들 모두는 돌출 및 오목부 패턴을 그 위에 가지도록 가공, 에칭, 양각 또는 달리 형성된 원주 표면을 가져, 닙에서 웹(6) 상에 발휘되는 결합 압력이 돌출부의 외부 표면에 집중되고, 오목부에서 감소 또는 실질적으로 제거된다. 본 발명의 예시적 구현예에 따르면, 롤러(10 및 12)는 결합 패턴을 정의하는 결합 롤(12)을 가지는 캘린더(10)일 수 있다. 본 발명의 예시적 구현예에 따르면, 결합 롤(12)에 의하여 정의되는 결합 패턴은 10% 이상의 결합 면적 백분율을 가질 수 있다. 본원에 참조로 각각 포함되는, 공동 소유의 미국 특허 제 6,537,644 호 및 제 6,610,390호는 비-대칭 패턴의 융합 결합을 가지는(즉, 이방성 또는 비대칭 패턴) 부직포를 개시한다. 상기 결합은 일 방향으로 연신되고, (a) 일 방향 축을 따라 평행하게 배향되는 닫힌 도형, (b) 일 방향 축을 따라 인접하는 닫힌 도형을 가로지르도록 배향되는 닫힌 도형, 및 (c) 일 방향 축을 따라 연신되는 닫힌 구조 사이에 형성되도록 가까운 닫힌 도형과 배향된 세트로 구성되는 군으로부터 선택되는 닫힌 도형일 수 있다. 대안적으로, 웹(6)은 초음파 결합 또는 공기를 통하여 결합될 수 있다. 사용되는 결합 정도는 사용되는 수압 처리 유형에 따라 변할 수 있다. 예시적 구현예에서, 완전히 결합된 SMS 웹(6)에 수압 처리를 가할 수 있으며, 이는 스펀본드 섬유와 인탱글되는 멜트블로운 층의 섬유들과 스펀본드 층들의 하이드로엔고지먼트를 초래한다. 주로 폴리프로필렌 섬유로 만들어지는 예시적 SMS 웹의 경우, "완전히 결합된(well-bonded)" 패턴은 약 90 N/m의 결합 압력 및 약 150℃의 온도를 사용하여 얻어질 수 있다. 이론에 구애됨없이, 증가된 결합 정도는 더 균일한 스펀본드 층을 초래하여, 웹(6)의 외관을 개선시키는 것으로 믿어진다. 다른 예시적 구현예에서, 점착 또는 중간 결합된 SMS 웹(6)이 수압 처리되어 구멍을 형성할 수 있다. 상기 웹(6)은 또한 천공되기 전에 하이드로엔고지될 수 있다. 더 적당한 정도의 결합이 패브릭이 높은 내마모성을 가지도록 충분한 온전성을 여전히 제공하면서 결합 지점이 구멍 형성을 방해하지 못하게 하는 것으로 믿어진다. 주로 폴리프로필렌으로부터 만들어지는 SMS 웹의 경우, 적당한 결합 정도는 20 N/m 내지 60 N/m 범위의 결합 압력을 사용하여 얻어질 수 있다.
본 발명에 따르면, 웹(6)은 그 후, 복수의 워터 제트 분사기(16a, 16b 및 16c)를 이용하여 수압 처리되며, 도 2a에 예시되는 각각의 요소(16a, 16b, 및 16c)는 각각 소정의 배열의 복수 분사기 세트를 나타낼 수 있다. 본 발명의 예시적 구현예에 따르면, 웹(6)이 컨베이어(22)에 의하여 분사기(16a-c) 아래에 운반되고, 고압 워터 제트가 패브릭에 대하여 작용하고 이를 통과한다. 해당 워터 싱크, 또는 진공 등(20a, 20b 및 20c)이 각각의 분사기(세트)(16a-c) 위치 아래에 배치되어 물을 끌어 당기고 패브릭(6)을 건조시킬 수 있다. 부직 웹(6)은 이어서 상기 섬유 웹을 통하여 고온 공기를 불어넣음으로써, IR 건조기에 의하여, 또는 기타 건조 기법(예를 들어, 공기 건조)에 의하여 건조될 수 있다.
본 발명의 예시적 구현예에 따르면, 컨베이어(22)는 하나 이상의 스크린을 포함할 수 있으며, 예를 들어, 상기 하나 이상의 스크린으로서 작용하는 해당 슬리브(18)와 하나 이상의 드럼(14)을 사용함으로써, 각각의 물 분사기(16a-16c)에 의하여 수압 처리되는 동안 패브릭/웹(6)을 지지하기 위한 소정의 패턴을 각각 가진다. 상기 스크린(들)은 상기 패브릭/웹(6)에 구멍을 부여하기 위한 구멍 패턴을 포함할 수 있다. 본 발명의 구현예에 따르면, 패브릭/웹(6)을 수압 처리하고 및/또는 천공하기 위하여 3 세트 이하의 분사기들(16a-16c)이 사용될 수 있다. 도 3 및 4를 참조로 하여 이하 더욱 상세히 기재하는 바와 같이, 물 분사기(16a-16c)는 각각의 수압으로 설정될 수 있다.
본 발명의 예시적 구현예에 따르면, 약 80-200 bars의 압력이 수압 처리 및 구멍 부여를 위하여 사용될 수 있다.
도 2a 및 도 2b는 SMS 또는 SM 패브릭 내에 수압 처리 및/또는 구멍을 부여하기 위한 하나 또는 복수의 드럼을 사용하는 본 발명의 예시적 구현예를 예시한다. 동일한 요소는 도 1에 기재된 것들과 동일한 도면 부호로 표시되고, 이러한 요소들의 반복된 설명은 생략한다.
도 2a에 도시되는 바와 같이, 스펀본드 빔(2), 멜트블로운 빔(3) 및 스펀본드 빔(4)을 사용하여 컨베이어 벨트(8) 상에 기재 패브릭(6)을 형성할 수 있다. 상기 웹(6)은 다음, 캘린더 롤들(10 및 12)과 결합될 수 있다. 다시, 본 발명의 추가적인 예시적 구현예에 따라, 각각의 빔(2, 3, 4)에 상응하는 복수의 요소들이 시스템 내에 도입되어 복수의 웹(6)의 각각의 층들을 형성할 수 있다 - 예를 들어, 복수의 멜트블로운 층을 증착하여 SMMS 또는 SMMMS 패브릭을 형성할 수 있다. 본 발명의 구현예에 따르면, 기재 패브릭/웹(6)은 다음, 하나 이상의 워터 제트 분사기(16)에 의하여 수압 처리된다. 다음, 구멍 패턴을 가지는 하나 이상의 드럼(14) 및 복수의 워터 제트 분사기(16)를 사용하여 부직 웹(6)에 구멍을 수압에 의하여 부여할 수 있다. 본 발명의 예시적 구현예에 따르면, 드럼(14)은 슬리브(18)로 덮일 수 있으며, 상기 슬리브는 패브릭/웹(6)을 지지하기 위한 소정의 패턴을 가지는 금속 또는 플라스틱으로 만들어질 수 있다. 본 발명의 예시적 구현예에 따르면, 상기 소정의 패턴은 천공된 패턴을 포함할 수 있으며, 상기 천공 패턴은 25% 이상의 천공 면적 백분율을 가질 수 있다. 구멍들의 평균 직경은 대략 500 - 5000 미크론일 수 있다. 웹(6)은 드럼(14) 주위로 랩핑되고, 분사기(16) 아래를 통과함에 따라, 고압 워터 제트가 상기 패브릭에 대하여 작용하고 상기 패브릭을 통과하여 상기 슬리브(18) 상에 패턴에 따라 상기 패브릭을 변형시킨다. 워터 싱크 또는 진공 슬롯/부위(20)가 각각의 분사기(16) 위치 아래에 배치되어 물을 끌어 당기거나, 또는 구멍을 통하여 물을 제거함으로써, 기재 패브릭(웹(6)) 내에 패브릭(6) 아래 슬리브(18)의 것에 상응하는 패턴으로 구멍을 처리 또는 형성할 수 있다. 부직 웹(6)은 이어서 상기 섬유 웹을 통하여 고온 공기를 불어넣음으로써, 또는 IR 건조기에 의하여, 또는 기타 건조 기법(예를 들어, 공기 건조)에 의하여 건조될 수 있다.
도 2a에 도시되는 바와 같이, 이후의 드럼들이 천공 패턴의 명확성을 방해하지 않도록, 천공은 하나의 드럼(14) 상에서, 적어도 하나, 바람직하게 복수의 워터 제트 빔(분사기(16))을 제공하여 행하여질 수 있다. 그 다음의 드럼들은 홀을 통하여 섬유들을 리디렉팅 또는 "워시(wash)"하지 않고 임의의 파손된 섬유들을 인탱글하는 것을 보조하고 및/또는 웹 완전성을 개선하기 위하여, 더 낮은 압력의 워터 제트를 이용함을 특징으로 할 수 있다.
도 2b에 도시되는 바와 같이, 방사 빔(2) 및 어셈블리(3)을 통하여 MB 층이 SB 층 위에 증착된다. 다시, 요소들(2 및 3)에 상응하는 복수의 블록들이 섬유 커버리지를 위하여 사용될 수 있다. 평탄한 캘린더 롤(10)을 사용하여 더 낮은 온도의 MB 층을 더 높은 온도의 양각 캘린더 롤(12)과 소통하여 직접 접촉시킬 수 있다. 도 2b에 추가로 도시되는 바와 같이, 복수의 드럼들(14a 및 14b)이 물 분사기(16a 및 16b), 슬리브들(18a 및 18b), 및 물 수집기(20a 및 20b)와 소통하여 사용되어, 부직 웹(6)을 처리 또는 천공하기 위한 복수의 단계들을 제공할 수 있다. 본 발명의 예시적 구현예에 따르면, 제 2 드럼(14b)을 사용함으로써 천공이 그 기하학적 선명도 및 3D 구조에 있어 더욱 개선될 수 있도록, 슬리브들(18a 및 18b) 상의 구멍 패턴은 드럼들(14a 및 14b)을 가로질러 레지스터될 수 있다. 즉, 슬리브들(18a 및 18b) 상의 구멍 패턴의 레지스터는 제 1 드럼(14a) 상에 형성된 구멍이 제 2 드럼(14b) 상의 상응하는 홀 위에 직접 배치됨을 허용한다. 추가적인 예시적 구현예에 따르면, 2 세트 이상의 물 분사기(16a 및 16b)가 그러한 추가적인 물 분사기 세트들을 수용하기 위한 상응하는 어셈블리와 함께 사용될 수 있다. 구현예들에서, 구멍 패턴은 또한 실질적으로 독점적으로, 즉 결합과 구멍 사이에 최소 중복을 가지도록, 결합 패턴이 레지스터될 수 있다.
구현예들에서, 수압 처리는 웹(6)을 초 당 약 80-160 bar의 압력 범위에서 복수의 워터 제트에 노출시키는 물 분사 단계를 3 개 이하로 포함할 수 있다. 세 개의 물 분사 단계를 가지는 다른 구현예에서, 제 1 분사 단계에서 워터 제트의 서브세트는 초 당 약 80 bar로 유지될 수 있다.
구현예들에서, 다른 특성들의 구멍들이 형성될 수 있다. 구체적으로, 구멍들의 크기 및 형태는 다를 수 있다. 예를 들어, 상이한 크기의 구멍들이 규칙적인 패턴으로 배열될 수 있다. 부직포의 시각적 특성이 부직포 아래의 층의 시각적 특성과 다른 일부 적용에서, 구멍들은 구배 또는 도형 또는 모양과 같은 기타 그래픽 요소를 형성하도록 배열될 수 있다. 구현예들에서, 천공된 부직포의 특성은 개방 면적 백분율, 부직포 내 상이한 영역들 사이에 구멍들의 빈도 및 크기의 결과로서 변할 수 있다. 그러한 부직포는 고체 물질의 전달을 개선시키도록 구멍 직경이 정면에서 후면으로 갈수록 증가하는 기저귀 내 탑시트로서 사용하기 위한 천공된 부직포일 수 있다. 대안적으로, 구멍 직경을 동일하게 유지하면서, 구멍들의 빈도가 부직 라미네이트의 길이를 따라 증가될 수 있다.
기재 패브릭(6)은, 다른 요소들 중에서도, 컨베이어(22) (및/또는 드럼(14)), 물 분사기(16), 및 물 수집기(20)를 포함하는 수압 처리 장치 내로 공급되기 전에 약 100℉ 위로 예열되는 것이 바람직하다. 웹(6)의 예열은 열 캘린더링 장치(롤러들(10 및 12)과 같은), 적외선 장치, 고온 공기 송풍기, 또는 이의 조합을 이용하여 행하여질 수 있다. 또한, 수압 처리 장치 내 사용되는 물, 즉 분사기(16)로부터의 물이 가열될 수 있다. 웹(6)의 예열은 멜트블로운 섬유가 더 유연성이 되도록 하여, 더 낮은 워터 제트 압력에서 개선된 특징 및 더 나은 구멍 선명도(aperture definition)를 제공하고, 섬유 파손을 제한한다.
구현예들에서, 스펀본드 및 멜트블로운 층들 중 하나 또는 이들 모두가 개별 웹 층들 중 임의의 것/이들 모두에 첨가되는 하나 이상의 인-멜트(in-melt) 친수성 첨가제를 가진다. 이와 같이 기재 폴리머 웹에 첨가되는 친수성은 개별 PP 필라멘트가 하이드로인탱글먼트(hydroentanglement) 공정의 예비-인탱글링 단계 동안 어느 정도의 물을 흡수하는 것을 가능케 한다. 수분 흡수 증가는 더 큰 유연성을 부여하여, 더 낮은 워터 제트 압력에서 더 나은 구멍 선명도 및 최소 섬유 파손을 제공한다.
예시적 구현예에서, 스펀본드 섬유는 유연성 개선을 위한 첨가제들을 포함한다. 그러한 첨가제들의 예는 랜덤 코폴리머(예를 들어, TotalTM 7860 (Total SA), Moplen® RP348SK (Reg. No. 0711971, lyondellbasell로부터 PolyMirae에 대한 라이센스 하에), 등); 슬립 첨가제(예를 들어, PolyVel® S-1519, S-2446 (Reg. No. 1423496, PolyVel, Inc.로부터)); 및 기타 유연성 첨가제(예를 들어, Techmer® RPM11790 (Reg. No. 3001764, Techmer PM, LLC로부터), Accurel® GA 300(Reg. No. 1141925, Armak Co.로부터), 또는 FW505, FW515 (Keimei Plastifizierung Technik (Yantai) Co., Ltd.로부터))를 포함한다. 상기한 것들과 같은 첨가제들은 또한, 표면 감촉 및 물리적 성능, 예를 들어, 마모율을 변경하기 위하여 MB 섬유에 첨가될 수 있다. 예시적 구현예에서, SMS 구조를 가지는 기재 패브릭은 총 웹 중량의 2 내지 30%, 더 바람직하게 총 웹 중량의 3-15%, 및 가장 바람직하게 총 웹 중량의 약 5%를 구성하는 양의 멜트블로운 섬유를 포함한다.
본 발명의 예시적 구현예에서, 예를 들어, 요소들(10 및 12)과 유사한 롤러들을 사용하는 제 2 캘린더링 단계를 사용하여 천공 공정 후 웹(6)에 추가적인 열적 결합을 제공하여 웹 완전성에 대한 손상 및/또는 느슨한(loose) 섬유를 감소시킬 수 있다. 이러한 단계는 130 내지 150℃ 및 30-90 N/mm의 압력 범위에서 실링 열 처리로 수행될 수 있다. 국소 처리를 또한 이용하여 느슨한 섬유 말단을 최소화할 수 있다. 대안적으로 공기를 통한 결합을 이용하여 추가적인 열적 결합을 제공할 수 있다.
예시적 구현예에서, 상기 공정으로부터 초래되는 부직 웹은 10% 보다 큰, 바람직하게 15% 보다 큰, 더 바람직하게 16-22% 범위, 및 더 바람직하게 18-20% 범위의 결합 면적 백분율(Bond Area Percentage)을 가질 수 있다. 부직 웹 상의 "결합 면적 백분율"은 백분율로서 표현되고, 본원에 기재되는 결합 면적 백분율 방법에 따라 측정되는, 웹의 총 표면적에 대한, 결합 임프레션에 의하여 점유되는 면적의 비이다. 상기 결합 면적 백분율의 측정 방법은 미국 특허 제 8,841,507 호에 기재되며, 상기 문헌은 본원에 참조로 포함된다. 상기 부직 웹은 또한 약 10-40% 범위의 구멍 면적 백분율을 가질 수 있다. 예시적 부직 웹은 3:1 내지 1:1의 구멍 면적 대 결합 면적 비를 가진다.
구현예들에서, 부직 웹의 구멍들은 특정 기준을 기초로 함을 특징으로 할 수 있다. 예시적 구현예에서, 구멍들의 가장자리는 불투명도, 반사도 또는 색상 중 하나 이상에 있어서 부직 웹의 나머지 표면과 다를 수 있다. 예시적 구현예에서, 상기 부직 웹은 시트 표면이 부직 웹의 구멍을 통하여 보일 수 있도록 시트 상에 라미네이트될 수 있다. 상기 시트는 필름, 부직포, 직물 또는 복합물일 수 있다. 예시적 구현예에서, 부직 웹의 구멍을 통하여 보이는 시트 부위는 불투명도, 반사도 또는 색상 중 하나 이상에 있어서 구멍의 가장자리와 다를 수 있다. 나아가, 부직 웹의 표면, 구멍 가장자리 및 부직 웹의 구멍을 통하여 보이는 시트 부위에 의하여 불투명도, 반사도 또는 색상 중 하나 이상의 구배가 형성될 수 있다.
상기 부직 웹(6)은 부직 라미네이트 내로 도입될 수 있다. 상기 부직 라미네이트는 스펀본드 섬유 및 멜트블로운 섬유와 같은 연속 섬유들의 추가적인 층들을 포함할 수 있고, 스펀본드-멜트블로운-스펀본드 라미네이트와 같은 복합 부직포를 포함할 수 있다. 상기 부직 라미네이트는 또한 스테이플 섬유와 같은 단섬유를 포함하거나 펄프 섬유를 포함할 수 있다. 상기 부직 라미네이트는 또한 미립자 형태 또는 섬유화된 형태의 고흡수성(superabsorbent) 물질을 포함할 수 있다. 상기 라미네이트는 이에 제한되지 않으나, 열 결합, 초음파 결합, 화학 결합, 접착 결합 및/또는 하이드로인탱글먼트를 포함하는 전형적인 수단을 통하여 형성될 수 있다. 본 발명의 구현예에 따르면, 웹(6)은 흡수 제품의 탑시트, 흡수성 코어, 또는 백시트로서 사용하기 위한, 앞서 기재한 하나 이상의 공정들로부터 형성되는 부직 라미네이트를 형성할 수 있다.
본 발명의 예시적 구현예에 따라 제조되는 수압 처리된 부직포의 예가 도 3 및 5에 예시된 표들에 포함된다. 이에 도시되는 바와 같이, 샘플들은 기재 부직포, 부직포의 평량(BW) (gsm:제곱미터 당 그램), 전송 속도 (mpm: 분 당 미터), 사용되는 물 분사기 세트의 수(C1, C2, 및 C3; 각각의 물 분사기 세트에 대하여 사용되는 스트립 구조, 수압(bra), 및 스크린 구조와 함께), 건조기 사용여부, 및 결과 형성되는 샘플의 육안 내마모성에 대한 비교 등급의 상응하는 기재와 함께, T#(또는 Trial#)로 식별된다. 도 3 및 5에 도시되는 결과를 위한 공정에서 기재 부직포에 사용되는 물질은 각각 번호 식별자와 함께 표 1에 나타내는 것들에 해당된다.
| 물질 1 | 30 gsm SMS |
| 물질 2 | 30 gsm SMS |
| 물질 3 | 30 gsm SMS |
| 물질 4a | 30 gsm SMS |
| 물질 4b | 30 gsm SMS |
| 물질 5 | 30 gsm SB |
물질 1은 폴리프로필렌 스펀본드 물질이 멜트블로운 섬유(30 중량%)와 결합되어 30 gsm(제곱미터 당 그램) SMS 구조를 형성하는 30 gsm SMS 라미네이트였다. 물질 2 내지 4b는 25% Vistamaxx® 7020BF (Exxon Mobil Corporation으로부터, Regstration Number 3074180) 및 2500 ppm 에루카아미드와 폴리프로필렌으로부터 만들어지는 스펀본드 층들, 및 폴리프로필렌으로부터 만들어지는 멜트블로운 층들을 가졌다. 물질 2 의 경우, 라미네이트는 30 중량% 멜트블로운 섬유였다. 물질 3의 경우, 라미네이트는 12 중량% 멜트블로운 섬유였다. 물질 4a 및 4b의 경우, 라미네이트는 5 중량% 멜트블로운 섬유였다. 물질 5는 35 gsm 폴리프로필렌 스펀본드 패브릭을 가졌다.
도 3에 도시되는 바와 같이, 상기 표 1에 기재된 것들에 상응하는 각각의 실시예에 사용되는 물질들에 대하여 이하 파라미터에 따라 결합 조건(점착-결합, 중간 결합, 및 완전-결합)을 추가로 나타낸다.
물질 1(중간 결합): 양각-롤 = 150℃, 평탄-롤 = 150℃, 압력 = 60 N/mm
물질 2(점착-결합): 양각-롤 = 145℃, 평탄-롤 = 145℃, 압력 = 30 N/mm
물질 3(점착-결합): 양각-롤 = 145℃, 평탄-롤 = 145℃, 압력 = 30 N/mm
물질 4a(점착-결합): 양각-롤 = 145℃, 평탄-롤 = 145℃, 압력 = 30 N/mm
물질 4b(완전-결합): 양각-롤 = 152℃, 평탄-롤 = 152℃, 압력 = 90 N/mm
또한, 도 1의 표에 반영되는 바와 같이, 부직포를 수압 처리하기 위한 물 분사기 세트들(C1, C2 및 C3)과 함께 사용되는 스트립 및 스크린은 다음과 같다:
스트립: 1R: 폭을 가로질러 하나의 열의 매우 작은 홀들로 천공된 금속 스트립, 상기 홀들로부터 고압의 물이 흘러 부직포 및 종이와 충돌하고 섬유들을 함께 인탱글링하는 워터 니들을 형성함.
스트립: 2R 및 2Rb: 폭을 가로질러 2 열의 매우 작은 홀들로 천공된 금속 스트립, 상기 홀들로부터 고압의 물이 흘러 부직포 및 종이와 충돌하고 섬유들을 함께 인탱글링하는 워터 니들을 형성함.
스크린 - MSD: 수압 워터 니들이 물질에 적용되는, 수압 제트-레이스 장치 내 드럼 위에 맞는 금속 슬리브. 300 미크론 직경인 100 홀/cm2. 8% 개방 면적.
스크린 - AS1: 스크린을 통한 물 흐름에 기초하여 부직포 내로 패턴 형성을 허용하는 홀들의 매트릭스를 가지는 금속 슬리브 - 평균 구멍 크기는 1 mm x 0.5 mm. MD X CD.
스크린 - AS2: 스크린을 통한 물 흐름에 기초하여 부직포 내로 패턴 형성을 허용하는 홀들의 매트릭스를 가지는 와이어-메쉬 슬리브 - 평균 구멍 크기는 0.9 mm x 1.5 mm. MD X CD.
스크린 - AS3: 스크린을 통한 물 흐름에 기초하여 부직포 내로 패턴 형성을 허용하는 홀들의 매트릭스를 가지는 금속 슬리브 - 평균 구멍 크기는 3 mm x 2 mm. MD X CD.
도 3에 도시되는 결과는 각각의 공정에 사용되는 기재 부직포와 비교한 샘플들에 대한 컴포트 터치 파라미터에 관한 것이다. 상기 파라미터들은 결과적인 평량(BW), AP(공기 투과도)(cfm: 분 당 평방피트), 두께, CDT(폭방향 인장 강도)(N/cm: 센티미터 당 뉴턴), MD HOM(세로방향 Handle-O-Meter)(g), CD HOM(폭방향 Handle-O-Meter), Avg HOM(평균 Handle-O-Meter), 키네틱 CoF(마찰계수), 및 "육안 내마모성"을 포함한다.
부직포의 Handle-O-Meter(HOM) 강성(stiffness) 측정은 WSP 시험 방법 90.3dp 따라 이를 약간 변형시켜 수행된다. "핸드"의 품질은 시트 물질의 표면 마찰 및 굴곡 강도로 인한 저항성의 조합으로 간주된다. 이 시험 방법에 사용되는 장치는 Thwing Albert Instrument Co.로부터 이용가능하다. 이 시험 방법에서, 100 x 100 mm 샘플을 HOM 측정에 사용하였으며, 얻어진 최종 판독을 WSP 시험 방법 90.3DP 따라 배가하지 않고 그램으로 "그대로" 보고하였다. MD 및 CD HOM 값들의 평균을 취하여 평균 HOM을 얻었다. 전형적으로, HOM 값이 낮을수록 유연성 및 신축성이 더 높은 반면, 더 높은 HOM 값은 부직포의 더 낮은 유연성 및 신축성을 의미한다.
인장 강도 측정을 WSP 방법, 더 구체적으로 WSP 110.4(05)B에 따라, Instron 시험 장치를 사용하여 수행한다. 측정을 MD 및 CD 방향 모두에서 각각 행한다. CD 인장 강도(CDT)(N/cm: 센티미터당 뉴턴) 및 연신율(CDE)(백분율%)을 도 3의 결과 표에 보고한다.
공기 투과율 및 두께 측정값과 같은 기타 보고된 특성들은 ASTM 또는 INDA 표준 시험 방법에 따라 결정되었다.
"마모 등급" 저항 파라미터는 패브릭 샘플 표면의 내마모성의 NuMartindale Abrasion 측정에 관한 것이며, 본원에 참조로 포함되는 ASTM D 4966-98에 따라 수행된다. 상기 NuMartindale Abrasion 시험은 각각의 샘플에 대하여 40 내지 80 마모 사이클을 수행함으로써, Martindale Abrasion and Pilling Tester를 이용하여 각각의 샘플 상에서 수행되었다. 모든 마모 사이클이 완료되거나 시험 샘플이 파손된 후 시험 결과를 보고하였다. 바람직하게, 물질 표면에 가시적 변화가 없어야 한다.
각각의 샘플에 대하여, NuMartindale Abrasion에 따라, 마모 등급을 다음과 같이 정의되는 스케일로 1 내지 5의 육안 등급 스케일에 기초하여 결정하였다:
5 = 우수 = 구조로부터 제거되는 섬유가 매우 적거나 없음.
4 = 매우 좋음 = 필(pill) 또는 작은 스트링 형태일 수 있는 섬유들이 낮은 수준.
3 = 보통 = 섬유 및 큰 스트링 또는 복수 스트링들이 중간 수준.
2 = 나쁨 = 쉽게 제거될 수 있는 느슨한 스트링들이 높은 수준.
1 = 매우 나쁨 = 상당한 구조 손실, 홀, 쉽게 제거될 수 있는 큰 느슨한 스트링들.
도 3에 도시되는 바와 같이, 시험 4b.9, 4b.10 및 4b.11은 그들의 기재 부직포(표 1의 물질 4b)에 비하여 대부분의 파라미터에 있어서 상당한 개선을 가져왔으며, 마모 등급 개선이 가장 뚜렷하였다. 도 3에 더욱 도시되는 바와 같이, 시험 4a.15, 4a.16, 3.9 및 3.10 또한 일부 개선을 나타냈다.
실시예 1(도 3의 시험 4b.9, 4b.10 및 4b.11)
SMS 구조 및 30 gsm(제곱미터 당 그램)의 평량을 가지는 부직포를 사용하였다(표 1의 물질 4b). 상기 부직포의 스펀본드 층들은 에루카아미드 및 프로필렌계 엘라스토머를 포함하는 폴리프로필렌 블렌드로부터 만들어졌다. 멜트블로운 층이 상기 부직포의 총 중량의 5%를 구성하였다. 상기 부직포의 샘플을 200 mpm의 전송 속도로 MSD 스크린 상에서 3 세트의 수압 스트림을 사용하여 수압 처리하였다.
시험 4b.9에 대하여, 3 세트의 분사기들을 각각 80 bar의 압력으로 설정하였다. 시험 4b.10에 대하여, 3 세트의 분사기들을 하나의 80 bar 분사기를 제외하고 각각 120 bar의 압력으로 설명하였다. 시험 4b.11에 대하여, 3 세트의 분사기들을 하나의 80 bar 분사기를 제외하고 각각 160 bar의 압력으로 설정하였다. 샘플들은 개선된 두께(0.284-0.358 mm vs. 0.274), CDT, HOM(특히 MD HOM), 및 마모 등급을 나타냈다. 도 3에 반영되는 바와 같이, 모든 샘플들은 6.0 g 이하(5.1 g - 5.5 g)의 Avg HOM과 마모 등급 5를 나타냈다. 시험 4b.10 및 4b.11에서, 샘플들은 개선된 AP를 더욱 나타냈다.
도 4a, 4b 및 4c는 본 발명의 예시적 구현예에 따른, 도 3에 반영되는 공정 파라미터 및 조건 하에 수압-처리된 부직포의 현미경 사진이다. 특히, 도 4a, 4b 및 4c는 각각 도 3에 확인되고 반영된, 시험 4b.9, 4b.10 및 4b.11로부터의 부직포의 현미경 사진이다. 도 4a-c에 도시되는 바와 같이, 부직포들은 특히 바람직한 섬유 결합 및 인탱글먼트를 포함한다.
도 5는 구멍 특징에 대한 높은 상대 등급에 의하여 반영되는, 특히 긍정적인 구멍 특징을 나타내는, Trial # (또는 T#)로 식별되는, 샘플들에 대한 결과들의 표를 보인다. 도 5의 표는 또한, 결과적인 천공된 부직 샘플들의 추가적인 특징들을 예시한다. 도 5에 도시되는 바와 같이, 물질 5의 샘플들은 앞서 정의된 "점착-결합"과 관련되는 변경된 파라미터 - 즉, 45 N/mm, 및 130 내지 150℃에서 결합되었다. 다른 샘플들은 또한 30 - 90 N/mm 범위의 결합 압력에서 제조되었다.
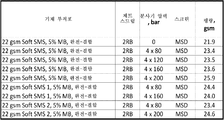
도 5에 상응하여, 아래 표 2는 해당 구멍 크기를 가지는 본 발명의 예시적 구현예에 따른 물 분사 공정에 사용되는 스크린(스크린 ID)을 나타낸다.
| 스크린 ID | 구멍 크기, MD x CD, mm |
| AS1 | 1 x 0.5 |
| AS2 | 0.9 x 1.5 |
| AS3 | 3 x 2 |
실시예 2 (도 5의 시험 2.4)
SMS 구조 및 30 gsm(제곱미터 당 그램)의 평량을 가지는 부직포, 특히 앞서 기재한 표 1의 물질 2를 사용하였다. 상기 샘플 부직포를 50 mpm의 전송 속도로 60 내지 80 bar의 각각의 압력에서 MSD 스크린 상에서 2 세트의 수압 스트림 및 100 bar에서 AS1 스크린 상에서 세번째 세트의 수압 스트림을 이용하여 수압 처리하였다. 상기 샘플은 좋은 구멍 및 마모 등급 4, 6.0 g 이하(5.29 g)의 Avg HOM을 나타냈다.
실시예 3 (도 5의 시험 4a.9)
SMS 구조 및 30 gsm(제곱미터 당 그램)의 평량을 가지는 부직포, 특히 앞서 기재한 표 1의 물질 4a를 사용하였다. 상기 샘플 부직포를 50 mpm의 전송 속도로 60 내지 80 bar의 각각의 압력에서 MSD 스크린 상에서 2 세트의 수압 스트림 및 150 bar에서 AS2 스크린 상에서 세번째 세트의 수압 스트림을 이용하여 수압 처리하였다. 상기 샘플은 좋은 구멍 및 마모 등급 3, 6.0 g 이하(5.19 g)의 Avg HOM을 나타냈다.
실시예 4 (도 5의 시험 3.7)
SMS 구조 및 30 gsm(제곱미터 당 그램)의 평량을 가지는 부직포, 특히 앞서 기재한 표 1의 물질 3을 사용하였다. 상기 부직포 샘플을 50 mpm의 전송 속도로 60 내지 80 bar의 각각의 압력에서 MSD 스크린 상에서 2 세트의 수압 스트림 및 150 bar에서 AS2 스크린 상에서 세번째 세트의 수압 스트림을 이용하여 수압 처리하였다. 상기 샘플은 허용가능한 구멍 및 마모 등급 3, 6.0 g 이하(4.67 g)의 Avg HOM을 나타냈다.
도 6은 도 4a-c의 시험 4b.9, 4b.10 및 4b.11로부터의 예시적 부직포와 비교하여 시험된 부직포의 현미경 사진이다. 도 6에 도시되는 바와 같이, 부직포는 도 4a-c에 도시되는 것들에 비하여 좋지 못한 섬유 결합 및 인탱글먼트를 가진다.
도 7a, 7b 및 7c는 본 발명의 예시적 구현예에 따른, 도 5에 반영되는 공정 파라미터 및 조건 하에 수압-천공된 부직포의 현미경 사진이다. 특히, 도 7a, 7b 및 7c는 각각 스크린 AS1, AS2 및 AS3로 수압 천공된 부직포의 대표적 샘플을 예시한다.
실시예 5 (도 8)
도 8은 본 발명의 예시적 구현예에 따라 제조된 수압-처리된 부직포의 실시예에 대한 추가적 결과의 표이다. 도 8은 또한, 수압 처리되지 않은 기재 부직포를 사용한 대조 샘플에 대한 결과를 포함한다. 도 8에 도시되는 바와 같이, 기재 부직포는 5% MB를 가지는 22 gsm SMS였으며 완전-결합되었다(앞서 정의된 바와 같은 완전-결합). 특히, "SMS"는 스펀본드(SB) 층 내에 15% Vistamaxx (7020BF) 및 2000 ppm 에루카아미드를 포함하였고; "SMS 1"은 멜트블로운(MB) 층 내에 5000 ppm 에루카아미드 및 SB 층들 내 15% Vistamaxx®, 2000 ppm 에루카아미드를 포함하였고; "SMS 2"는 SB 층들 내에 25% Vistamaxx®, 2000 ppm 에루카아미드를 포함하였다. 도 8에 도시되는 바와 같이, 첫번째 대조 샘플은 수처리되지 않았으며, 다른 샘플들에는 MSD 스크린(앞서 정의된 바와 같음)에 대한 80-200 bar의 각각의 압력에서 4 세트의 2Rb 워터 제트 스트립(앞서 정의된 바와 같음)을 가하였다.
도 8은 부직포의 평량(BW)(gsm: 제곱미터 당 그램), 샘플의 두께(mm), 밀도(g/cc: 평방 센티미터 당 그램), 공기 투과율(AirPerm)(cfm), MD 인장 강도, MD 연신율, CD 인장 강도, 및 CD 연신율을 보여준다.
샘플의 Handle-O-Meter(HOM) 강성을 앞서 기재한 방법에 따라 측정하였으며, 모든 샘플들은 도 8에 도시되는 바와 같이 6.0 이하의 바람직한 평균 HOM을 나타냈다. 모든 샘플들은 미처리 대조 샘플에 비하여 상당히 개선된 평균 HOM(4.4 g vs. 2.7 - 3.3 g), 및 특히 개선된 CD HOM(3.5 g vs. 1.0 - 1.7 g)을 나타냈다. 또한, 모든 샘플들은 80 사이클에 걸쳐 앞서 기재한 스케일에 따른 4.0 - 5.0의 바람직한 육안 마모를 나타냈으며, 이는 미처리 대조 샘플과 유사 내지 개선된 것이다. 또한, 이들 샘플들을 불투명도에 대하여 측정하였으며, 미처리 대조 샘플과 유사하거나 개선된(42.5% vs. 41.9% - 47.0%), 40% 이상의 바람직한 불투명도를 보였다. 불투명도는 INDA 60.1-92에 따라 측정되었다.
전술한 명세서에서 본 발명의 특정 구현예들의 상세한 설명이 기재되었으나, 본 발명의 사상 및 범위로부터 이탈됨이 없이 당업자에 의하여 본원에 제공된 세부 사항들 중 많은 것들이 상당히 변화될 수 있는 것으로 이해될 것이다.
Claims (24)
- 제 1 평균 직경을 가지는 연속 폴리머 섬유를 포함하는 제 1 부직 웹; 및
상기 제 1 평균 직경보다 작은 제 2 평균 직경을 가지는 연속 폴리머 섬유를 포함하는 제 2 부직 웹
을 포함하는 부직 라미네이트로서,
상기 부직 라미네이트는 수압 처리되고,
상기 부직 라미네이트는 규칙적인 구멍 패펀으로 천공되며,
상기 부직 라미네이트는 3.0 이상의 마모 등급을 갖는,
부직 라미네이트. - 제1항에 있어서, 상기 제 1 부직 웹은 연속 폴리프로필렌 섬유를 포함하는, 부직 라미네이트.
- 제1항에 있어서, 상기 제 1 부직 웹은 비스코스(viscose) 섬유를 포함하는, 부직 라미네이트.
- 제1항에 있어서, 상기 제 1 부직 웹은 연속 폴리머 섬유의 하나 이상의 층들을 포함하고, 상기 하나 이상의 층들 각각은 상이한 유형의 연속 폴리머 섬유를 포함하는, 부직 라미네이트.
- 제6항에 있어서, 상기 상이한 유형의 연속 폴리머 섬유들 중 적어도 하나는 폴리에틸렌을 포함하는, 부직 라미네이트.
- 제6항에 있어서, 상기 제 1 부직 웹의 연속 폴리머 섬유의 하나 이상의 층들은 2-성분(bicomponent) 섬유를 포함하는, 부직 라미네이트.
- 제1항에 있어서, 상기 제 1 및 제 2 부직 웹은 제곱미터 당 5 내지 60 그램(gsm) 범위 내의 총 평량(basis weight)을 갖는, 부직 라미네이트.
- 제7항에 있어서, 멜트블로운 섬유가 상기 제 1 및 제 2 부직 웹의 총 평량의 2 내지 35%를 포함하는, 부직 라미네이트.
- 제1항에 있어서, 연속 폴리머 섬유를 포함하는 제 3 부직 웹을 추가로 포함하고,
상기 제 3 부직 웹의 연속 폴리머 섬유는 상기 제 2 평균 직경보다 큰 제 3 평균 직경을 가지며,
상기 제 3 부직 웹은 10% 이상의 백분율 결합 면적을 가지는 규칙적인 결합 패턴으로 상기 제 2 부직 웹에 결합되는,
부직 라미네이트. - 제1항에 있어서, 상기 부직 라미네이트는 하이드로엔고지되는(hydroengorged), 부직 라미네이트.
- 연속 스펀본드 섬유를 포함하는 제 1 부직 웹을 형성하는 단계;
연속 멜트블로운 섬유를 포함하는 제 2 부직 웹을 형성하는 단계;
연속 스펀본드 섬유를 포함하는 제 3 부직 웹을 형성하는 단계;
상기 제 1, 제 2 및 제 3 부직 웹을 20 내지 60 N/m (미터 당 뉴턴)의 압력으로 캘린더 결합시켜, 규칙적인 결합 패턴을 가지는 라미네이트를 형성하는 단계; 및
상기 라미네이트에 하나 이상의 구멍 패턴을 수압에 의하여 부여하는 단계
를 포함하는, 천공된 부직 라미네이트의 제조 방법. - 제11항에 있어서, 상기 하나 이상의 구멍 패턴을 부여하는 단계는 각각 소정의 패턴을 가지는 해당 스크린 상에서 복수의 물 분사 단계에 의하여 상기 결합된 웹들을 수압 처리하는 단계를 포함하고,
상기 복수의 물 분사 단계는
상기 라미네이트를 약 80-160 bar의 제 1 압력 범위에서 복수의 워터 제트에 노출시키는 제 1 물 분사 단계;
상기 라미네이트를 약 80-160 bar의 제 2 압력 범위에서 복수의 워터 제트에 노출시키는 제 2 물 분사 단계; 및
상기 라미네이트를 약 80-160 bar의 제 3 압력 범위에서 복수의 워터 제트에 노출시키는 제 3 물 분사 단계
를 포함하고,
상기 제 1 물 분사 단계는 복수의 워터 제트의 서브세트를 80 bar에서 유지하는 단계를 추가로 포함하고,
상기 라미네이트는 약 5 중량%의 멜트블로운 섬유를 포함하는, 방법. - 제11항에 있어서, 상기 하나 이상의 구멍 패턴은, 제 1 구멍 패턴을 부여함으로써 상기 부직 웹 내에 형성되는 적어도 제 1 구멍이 제 2 구멍 패턴을 부여함으로써 상기 부직 웹 내에 형성되는 적어도 제 2 구멍과 동일한 위치에서 형성되도록 레지스터되는, 방법.
- 제13항에 있어서, 상기 제 1 및 제 2 구멍은 크기가 다른, 방법.
- 제14항에 있어서, 제 2 구멍 패턴을 부여함으로써 상기 부직 웹 내에 형성되는 적어도 제 3 구멍은 제 1 구멍 패턴을 부여함으로써 부직 웹 내에 형성되는 구멍이 없는 위치에 형성되는, 방법.
- 스펀본드 섬유를 포함하는 제 1 및 제 2 외부 부직층들, 및
멜트블로운 섬유를 포함하는 제 3 내부 부직층
을 포함하는 부직 라미네이트로서,
상기 부직 라미네이트는 10% 이상의 백분율 결합 면적을 가지는 규칙적인 결합 패턴으로 열에 의하여 결합되고,
상기 부직 라미네이트는 규칙적 패턴으로 배열된 복수개의 구멍을 포함하는,
부직 라미네이트. - 제16항에 있어서, 상기 구멍 패턴 내 구멍의 평균 직경은 제 1 방향을 따라 증가하는, 부직 라미네이트.
- 제16항에 있어서, 상기 구멍 패턴 내 구멍의 빈도는 제 1 방향을 따라 증가하는, 부직 라미네이트.
- 제16항에 있어서, 상기 부직 라미네이트는 하이드로엔고지되는, 부직 라미네이트.
- 스펀본드 섬유를 포함하는 제 1 및 제 2 외부 부직층들; 및
멜트블로운 섬유를 포함하는 제 3 내부 부직층
을 포함하는 부직 라미네이트로서,
상기 부직 라미네이트는 10% 이상의 백분율 결합 면적을 가지는 규칙적인 결합 패턴으로 열에 의하여 결합되고,
상기 부직 라미네이트는 수압 처리되며,
상기 제 3 내부 층의 평량은 적어도 5 gsm (제곱미터 당 그램)이고,
상기 부직 라미네이트는 4.0 이상의 마모 등급 및 6.0 그램(g) 이하의 평균 Hand-O-Meter 측정값(HOM)을 가지는,
부직 라미네이트. - 제20항에 있어서, 상기 부직 라미네이트는 하이드로엔고지되는, 부직 라미네이트.
- 제20항에 있어서, 상기 제 3 내부층의 평량은 적어도 10 gsm인, 부직 라미네이트.
- 제20항에 있어서, 상기 제 1 및 제 2 외부 부직층들의 스펀본드 섬유는 폴리프로필렌 및 및 적어도 5 중량%의 프로필렌계 엘라스토머를 포함하고,
상기 부직 라미네이트는 6.0 g 이하의 평균 Hand-O-Meter 측정값(HOM)을 가지는,
부직 라미네이트. - 제20항에 있어서, 상기 부직층들 중 적어도 하나의 섬유는 슬립제를 포함하는, 부직 라미네이트.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662434204P | 2016-12-14 | 2016-12-14 | |
| US62/434,204 | 2016-12-14 | ||
| PCT/US2017/066520 WO2018112259A1 (en) | 2016-12-14 | 2017-12-14 | Hydraulically treated nonwoven fabrics and method of making the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190104338A true KR20190104338A (ko) | 2019-09-09 |
| KR102469632B1 KR102469632B1 (ko) | 2022-11-22 |
Family
ID=62557278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197020091A KR102469632B1 (ko) | 2016-12-14 | 2017-12-14 | 수압 처리된 부직포 및 그의 제조 방법 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10737459B2 (ko) |
| EP (1) | EP3555353B1 (ko) |
| JP (1) | JP7160810B2 (ko) |
| KR (1) | KR102469632B1 (ko) |
| CN (1) | CN110268113B (ko) |
| BR (1) | BR112019012225B1 (ko) |
| MX (1) | MX2019007013A (ko) |
| PL (1) | PL3555353T3 (ko) |
| RU (1) | RU2746917C2 (ko) |
| WO (1) | WO2018112259A1 (ko) |
| ZA (1) | ZA201903255B (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3827122A1 (en) * | 2018-07-25 | 2021-06-02 | Suominen Corporation | 3d printed sleeve |
| CN115398053A (zh) * | 2020-04-16 | 2022-11-25 | 宝洁公司 | 开孔非织造物 |
| JPWO2021256146A1 (ko) * | 2020-06-15 | 2021-12-23 | ||
| CN112760806B (zh) * | 2020-12-28 | 2022-01-07 | 绍兴莱洁新材料科技有限公司 | 一种医用湿性敷料及其制备方法 |
| WO2022235652A1 (en) * | 2021-05-03 | 2022-11-10 | Pfnonwovens Llc | Apertured hydro-patterned nonwoven and method of making the same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080016777A (ko) * | 2004-09-10 | 2008-02-22 | 퍼스트 퀄러티 논우어번즈, 아이엔씨. | 하이드로엔고지먼트된 스펀멜트 부직물 |
| US20100048072A1 (en) * | 2006-04-10 | 2010-02-25 | Michael Kauschke | Contendered Nonwoven/Pulp Composite Fabric and Method for Making the Same |
| KR20160079893A (ko) * | 2013-11-20 | 2016-07-06 | 킴벌리-클라크 월드와이드, 인크. | 유연성 및 내구성 배면시트를 함유한 흡수 용품 |
Family Cites Families (109)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3639199A (en) * | 1969-04-21 | 1972-02-01 | Cons Paper Bahamas Ltd | Reinforced laminate product |
| GB8607803D0 (en) * | 1986-03-27 | 1986-04-30 | Kimberly Clark Ltd | Non-woven laminated material |
| US4808467A (en) * | 1987-09-15 | 1989-02-28 | James River Corporation Of Virginia | High strength hydroentangled nonwoven fabric |
| US4931355A (en) * | 1988-03-18 | 1990-06-05 | Radwanski Fred R | Nonwoven fibrous hydraulically entangled non-elastic coform material and method of formation thereof |
| US4879170A (en) * | 1988-03-18 | 1989-11-07 | Kimberly-Clark Corporation | Nonwoven fibrous hydraulically entangled elastic coform material and method of formation thereof |
| DE3917791A1 (de) * | 1989-06-01 | 1990-12-06 | Corovin Gmbh | Vliesmaterial, insbesondere verbundvliesmaterial |
| EP0418493A1 (en) * | 1989-07-28 | 1991-03-27 | Fiberweb North America, Inc. | A nonwoven composite fabric combined by hydroentangling and a method of manufacturing the same |
| US5188885A (en) * | 1989-09-08 | 1993-02-23 | Kimberly-Clark Corporation | Nonwoven fabric laminates |
| US5204174A (en) * | 1990-05-04 | 1993-04-20 | Kimberly-Clark Corporation | Fine fiber webs with improved physical properties |
| US5165979A (en) * | 1990-05-04 | 1992-11-24 | Kimberly-Clark Corporation | Three-dimensional polymer webs with improved physical properties |
| US5023130A (en) * | 1990-08-14 | 1991-06-11 | E. I. Du Pont De Nemours And Company | Hydroentangled polyolefin web |
| US5204158A (en) * | 1991-05-30 | 1993-04-20 | Chicopee | Irregular patterned entangled nonwoven fabrics and their production |
| EP0715571B1 (en) * | 1992-02-26 | 2000-05-17 | The University Of Tennessee Research Corporation | Novel composite web |
| US5336552A (en) * | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| US5482772A (en) * | 1992-12-28 | 1996-01-09 | Kimberly-Clark Corporation | Polymeric strands including a propylene polymer composition and nonwoven fabric and articles made therewith |
| US5652051A (en) * | 1995-02-27 | 1997-07-29 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric from polymers containing particular types of copolymers and having an aesthetically pleasing hand |
| US5770531A (en) * | 1996-04-29 | 1998-06-23 | Kimberly--Clark Worldwide, Inc. | Mechanical and internal softening for nonwoven web |
| US5874159A (en) * | 1996-05-03 | 1999-02-23 | E. I. Du Pont De Nemours And Company | Durable spunlaced fabric structures |
| JP3258909B2 (ja) * | 1996-06-28 | 2002-02-18 | ユニ・チャーム株式会社 | 使い捨ての体液吸収性物品 |
| US5766737A (en) | 1996-07-23 | 1998-06-16 | Fiberweb North America, Inc. | Nonwoven fabrics having differential aesthetic properties and processes for producing the same |
| JPH10280267A (ja) * | 1997-04-08 | 1998-10-20 | Mitsui Chem Inc | 柔軟性スパンボンド不織布 |
| EP0919656A4 (en) * | 1997-06-11 | 2000-09-13 | Chisso Corp | LONG FIBER FABRIC AND RELATED ABSORBABLE ITEMS |
| US6635715B1 (en) * | 1997-08-12 | 2003-10-21 | Sudhin Datta | Thermoplastic polymer blends of isotactic polypropylene and alpha-olefin/propylene copolymers |
| US5964742A (en) * | 1997-09-15 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Nonwoven bonding patterns producing fabrics with improved strength and abrasion resistance |
| SE9703886L (sv) * | 1997-10-24 | 1999-04-25 | Sca Hygiene Paper Ab | Metod för framställning av ett nonwovenmaterial och framställt enligt metoden |
| ZA9811451B (en) * | 1997-12-19 | 1999-08-16 | Kimberly Clark Co | Ultralight, converting-friendly, nonwoven fabric. |
| DE19828118A1 (de) * | 1998-06-24 | 1999-12-30 | Fleissner Maschf Gmbh Co | Vorrichtung mit einem Düsenbalken zur Erzeugung von Flüssigkeitsstrahlen zur Strahlverflechtung von Fasern an einer textilen Bahn |
| US6797377B1 (en) * | 1998-06-30 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Cloth-like nonwoven webs made from thermoplastic polymers |
| US6177370B1 (en) * | 1998-09-29 | 2001-01-23 | Kimberly-Clark Worldwide, Inc. | Fabric |
| DE19846857C1 (de) * | 1998-10-12 | 2000-03-02 | Freudenberg Carl Fa | Perforierter Vliesstoff und Verfahren zu dessen Herstellung |
| US6723669B1 (en) * | 1999-12-17 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Fine multicomponent fiber webs and laminates thereof |
| DE19956926A1 (de) * | 1999-11-26 | 2001-06-13 | Boich Heinz Horst | Textile Oberflächen auf Reissfaserbasis |
| EP1255521A1 (en) * | 1999-12-21 | 2002-11-13 | The Procter & Gamble Company | Disposable article comprising an apertured laminate web |
| US6286145B1 (en) * | 1999-12-22 | 2001-09-11 | Kimberly-Clark Worldwide, Inc. | Breathable composite barrier fabric and protective garments made thereof |
| US6692541B2 (en) * | 2000-05-16 | 2004-02-17 | Polymer Group, Inc. | Method of making nonwoven fabric comprising splittable fibers |
| US20020119720A1 (en) * | 2000-10-13 | 2002-08-29 | Arora Kelyn Anne | Abrasion resistant, soft nonwoven |
| US20030032355A1 (en) * | 2001-02-27 | 2003-02-13 | Guckert Joseph R. | Tougher, softer nonwoven sheet product |
| FR2823511B1 (fr) * | 2001-04-13 | 2003-12-26 | Rieter Perfojet | Installation de production d'une nappe non tissee spunbond consolidee par projection d'un fluide |
| WO2002085603A1 (en) * | 2001-04-20 | 2002-10-31 | Polymer Group, Inc. | Process for forming soft, drapeable nonwoven fabric |
| US6992028B2 (en) * | 2002-09-09 | 2006-01-31 | Kimberly-Clark Worldwide, Inc. | Multi-layer nonwoven fabric |
| US20040121121A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly -Clark Worldwide, Inc. | Entangled fabrics containing an apertured nonwoven web |
| US7476447B2 (en) * | 2002-12-31 | 2009-01-13 | Kimberly-Clark Worldwide, Inc. | Elastomeric materials |
| US20040241399A1 (en) * | 2003-03-21 | 2004-12-02 | Marmon Samuel E. | Pattern bonded nonwoven fabrics |
| US7425517B2 (en) * | 2003-07-25 | 2008-09-16 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric with abrasion resistance and reduced surface fuzziness |
| US20050125908A1 (en) * | 2003-12-15 | 2005-06-16 | North Carolina State University | Physical and mechanical properties of fabrics by hydroentangling |
| JP4549056B2 (ja) * | 2003-12-19 | 2010-09-22 | ダイワボウホールディングス株式会社 | 化粧料含浸用基材及びこれを用いた顔面被覆化粧料シート |
| US20050215155A1 (en) * | 2004-03-23 | 2005-09-29 | The Procter & Gamble Company | Absorbent article with improved opacity |
| WO2005102682A2 (en) * | 2004-04-16 | 2005-11-03 | First Quality Nonwovens, Inc. | Plastically deformable nonwoven web |
| BRPI0509829B1 (pt) * | 2004-04-30 | 2016-07-26 | Dow Global Tchnologies Inc | material não tecido e fibra |
| KR20070006931A (ko) * | 2004-04-30 | 2007-01-11 | 다우 글로벌 테크놀로지스 인크. | 개량 부직포 및 섬유 |
| US20060128247A1 (en) * | 2004-12-14 | 2006-06-15 | Kimberly-Clark Worldwide, Inc. | Embossed nonwoven fabric |
| BRPI0517203B1 (pt) * | 2004-12-17 | 2016-01-26 | Albany Int Corp | aparelho e método para a formação de panos não tecidos |
| EP1833910B1 (en) * | 2004-12-17 | 2009-08-26 | ExxonMobil Chemical Patents Inc. | Polymer blends and nonwoven articles therefrom |
| US20060141886A1 (en) * | 2004-12-29 | 2006-06-29 | Brock Thomas W | Spunbond-meltblown-spunbond laminates made from biconstituent meltblown materials |
| WO2007114742A1 (en) * | 2006-03-30 | 2007-10-11 | Sca Hygiene Products Ab | Hydroentangled nonwoven fabric, method of making it and absorbent article containing the fabric |
| CN101495692A (zh) * | 2006-05-25 | 2009-07-29 | 陶氏环球技术公司 | 柔软和可延展的聚丙烯基纺粘无纺织物 |
| US8129298B2 (en) * | 2006-05-31 | 2012-03-06 | Mitsui Chemicals, Inc. | Nonwoven laminates and process for producing the same |
| ES2555148T3 (es) * | 2006-10-30 | 2015-12-29 | Suominen Corporation | Método para la fabricación de no tejidos blandos, resistentes y con volumen y no tejidos así obtenidos |
| US20100015875A1 (en) * | 2007-01-05 | 2010-01-21 | Fleissner Gmbh | Method and device for the production of a one-layered or multilayered nonwoven fabric |
| DE602007011720D1 (de) * | 2007-02-13 | 2011-02-17 | Procter & Gamble | Saugfähiger Artikel mit Barriereschicht |
| WO2008099066A1 (en) * | 2007-02-15 | 2008-08-21 | Ahlstrom Corporation | Hydraulic patterning of a fibrous, sided nonwoven web |
| EP1961849A1 (en) * | 2007-02-22 | 2008-08-27 | ALBIS Spa | Pre-consolidated spunbonded web, composite nonwowen comprising said pre-consolidated spunbonded web, method and continuous system for producing said composite |
| EP2116367B1 (en) | 2007-03-02 | 2018-04-04 | Mitsui Chemicals, Inc. | Layered nonwoven fabric |
| US7914723B2 (en) * | 2007-04-24 | 2011-03-29 | Ahlstrom Corporation | Nonwoven bonding patterns producing fabrics with improved abrasion resistance and softness |
| US20090053959A1 (en) * | 2007-08-21 | 2009-02-26 | Sudhin Datta | Soft and Elastic Nonwoven Polypropylene Compositions |
| US20090068420A1 (en) * | 2007-09-07 | 2009-03-12 | Invista North America S.A R.L. | Multilayer variable stretch nonwoven fabric composites |
| CN201179155Y (zh) * | 2007-11-09 | 2009-01-14 | 杭州余宏卫生用品有限公司 | 透气型洁爽女性下身卫生用品 |
| CN102016150A (zh) * | 2008-05-05 | 2011-04-13 | 艾维够产业1953有限公司 | 无纺材料 |
| CN201305786Y (zh) * | 2008-11-12 | 2009-09-09 | 江阴金凤特种纺织品有限公司 | 可用作抹布的复合无纺布 |
| US10022468B2 (en) * | 2009-02-02 | 2018-07-17 | Kimberly-Clark Worldwide, Inc. | Absorbent articles containing a multifunctional gel |
| EP2463428B1 (en) * | 2009-08-05 | 2016-07-06 | Mitsui Chemicals, Inc. | Mixed fiber spunbond non-woven fabric and method for production and application of the same |
| CN102741468A (zh) * | 2009-09-03 | 2012-10-17 | 优品无纺布公司 | 双侧亲水性/疏水性无纺布及其制造方法 |
| KR20110027973A (ko) * | 2009-09-11 | 2011-03-17 | 도레이첨단소재 주식회사 | 소프트성이 우수한 스펀본드 부직포 및 그 제조방법 |
| EP2533745A1 (en) * | 2010-02-10 | 2012-12-19 | The Procter & Gamble Company | Web material(s) for absorbent articles |
| CZ302915B6 (cs) * | 2010-04-23 | 2012-01-18 | Pegas Nonwovens S.R.O. | Zpusob výroby netkané textilie s bariérovou a antistatickou úpravou |
| CN101851830B (zh) * | 2010-05-05 | 2011-11-09 | 豆丁乐园(南京)婴儿用品有限公司 | 全降解聚乳酸纤维sms复合非织造布及其制造方法 |
| US20120045956A1 (en) * | 2010-08-19 | 2012-02-23 | Dow Global Technologies Inc. | Fabricated articles comprising polyolefins |
| PE20131365A1 (es) * | 2010-08-19 | 2013-11-25 | Braskem America Inc | Articulos fabricados que comprenden poliolefinas |
| US9683096B2 (en) * | 2010-08-19 | 2017-06-20 | Braskem America, Inc. | Polypropylene resin suitable for soft nonwoven applications |
| BR112013002433A2 (pt) * | 2010-08-20 | 2016-05-24 | First Quality Nonwovens Inc | artigo absorvente e componentes do mesmo apresentando sinais de maciez otimizada, e métodos para sua fabricação. |
| US20130239283A1 (en) * | 2010-11-25 | 2013-09-19 | Mitsui Chemicals, Inc. | Spunbonded nonwoven fabric-laminated multilayer structure |
| US20140099469A1 (en) * | 2010-12-28 | 2014-04-10 | Kimberly-Clark Worldwide, Inc. | Polymer Webs Having Enhanced Softness |
| CZ2011163A3 (cs) * | 2011-03-25 | 2012-10-03 | Pegas Nonwovens S.R.O. | Zpusob vytvárení pojené netkané textilie a netkaná textilie |
| US20120271265A1 (en) * | 2011-04-20 | 2012-10-25 | Frederick Michael Langdon | Zero-Strain Stretch Laminate with Enhanced Strength, Appearance and Tactile Features, and Absorbent Articles Having Components Formed Therefrom |
| BR112014008021B1 (pt) * | 2011-10-05 | 2021-04-27 | Dow Global Technologies Llc | Fibra bicomponente e pano |
| MX2015001212A (es) * | 2012-08-01 | 2015-04-10 | Procter & Gamble | Estructura de pañal con atributos de suavidad tactil mejorados. |
| CZ2012655A3 (cs) * | 2012-09-21 | 2014-04-02 | Pegas Nonwovens S.R.O. | Netkaná textilie se zlepšenou měkkostí a způsob výroby této textilie |
| CZ2012757A3 (cs) * | 2012-11-06 | 2014-06-11 | Pegas Nonwovens S.R.O. | Netkaná textilie se zlepšeným omakem a mechanickými vlastnostmi |
| EP2732963A1 (en) * | 2012-11-15 | 2014-05-21 | Dow Global Technologies LLC | Extrusion coated textile laminate with improved peel strength |
| US9322114B2 (en) * | 2012-12-03 | 2016-04-26 | Exxonmobil Chemical Patents Inc. | Polypropylene fibers and fabrics |
| EP2968033A1 (en) * | 2013-03-15 | 2016-01-20 | Buckeye Technologies Inc. | Multistrata nonwoven material |
| JP6239746B2 (ja) * | 2013-07-02 | 2017-11-29 | フィテサ ジャーマニー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 不織布およびその形成方法 |
| WO2015075631A1 (en) * | 2013-11-20 | 2015-05-28 | Kimberly-Clark Worldwide, Inc. | Soft and durable nonwoven composite |
| JP2017512918A (ja) * | 2014-03-21 | 2017-05-25 | ザ プロクター アンド ギャンブル カンパニー | 触覚的柔軟性を改善したスパンボンドウェブ材料 |
| EP3177760B1 (en) * | 2014-08-07 | 2022-09-14 | GPCP IP Holdings LLC | Structured, dispersible nonwoven web comprised of hydroentangled individualized bast fibers |
| CN113373599A (zh) * | 2014-10-30 | 2021-09-10 | 三井化学株式会社 | 纺粘非织造布、非织造布层叠体、医疗用衣料、消毒盖布及熔喷非织造布 |
| WO2016073719A1 (en) * | 2014-11-06 | 2016-05-12 | The Procter & Gamble Company | Apertured webs and methods for making the same |
| CN107073162A (zh) * | 2014-11-18 | 2017-08-18 | 金伯利-克拉克环球有限公司 | 柔软且耐用的非织造网 |
| EP3040061A1 (en) * | 2015-01-02 | 2016-07-06 | Fitesa Germany GmbH | Nonwoven fabric and process for forming the same |
| HUE039055T2 (hu) * | 2015-01-23 | 2018-12-28 | Winner Medical Co Ltd | Nemszõtt géztermék, valamint eljárás és összeállítás annak gyártására |
| CN110974540B (zh) * | 2015-05-29 | 2023-01-03 | 株式会社可乐丽 | 纤维片 |
| CZ306537B6 (cs) * | 2015-06-26 | 2017-03-01 | Pegas Nonwovens S.R.O. | Absorpční hygienický výrobek obsahující netkanou textilii s bariérovými vlastnostmi |
| PL3322391T3 (pl) * | 2015-07-15 | 2020-07-13 | Avintiv Specialty Materials Inc. | Wodnoigłowany kompozyt włókninowy z wzorem, o niskim pyleniu włókiennym |
| US10858768B2 (en) * | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| CN108348372B (zh) * | 2015-07-31 | 2022-05-03 | 宝洁公司 | 成型非织造布 |
| KR20180119555A (ko) * | 2015-11-12 | 2018-11-02 | 피에프넌우븐즈 엘엘씨 | 개선된 내마모성을 가지는 부직포 및 이의 제조 방법 |
| EP3402665A4 (en) * | 2016-01-15 | 2020-03-04 | First Quality Nonwovens, Inc. | FLEECE COMPOSITE WITH A NATURAL FIBER RAIL LAYER AND METHOD FOR SHAPING THEREOF |
| WO2017156162A1 (en) * | 2016-03-08 | 2017-09-14 | First Quality Nonwovens, Inc. | Three-dimensionally patterned non-woven having stress recovery |
| JP6936615B2 (ja) | 2017-04-21 | 2021-09-15 | 旭化成株式会社 | ポリフェニレンサルファイド不織布 |
-
2017
- 2017-12-14 PL PL17880896.0T patent/PL3555353T3/pl unknown
- 2017-12-14 BR BR112019012225-7A patent/BR112019012225B1/pt active IP Right Grant
- 2017-12-14 EP EP17880896.0A patent/EP3555353B1/en active Active
- 2017-12-14 WO PCT/US2017/066520 patent/WO2018112259A1/en unknown
- 2017-12-14 MX MX2019007013A patent/MX2019007013A/es unknown
- 2017-12-14 JP JP2019533090A patent/JP7160810B2/ja active Active
- 2017-12-14 US US15/842,644 patent/US10737459B2/en active Active
- 2017-12-14 RU RU2019120676A patent/RU2746917C2/ru active
- 2017-12-14 KR KR1020197020091A patent/KR102469632B1/ko active IP Right Grant
- 2017-12-14 CN CN201780077306.9A patent/CN110268113B/zh active Active
-
2019
- 2019-05-23 ZA ZA2019/03255A patent/ZA201903255B/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080016777A (ko) * | 2004-09-10 | 2008-02-22 | 퍼스트 퀄러티 논우어번즈, 아이엔씨. | 하이드로엔고지먼트된 스펀멜트 부직물 |
| US20100048072A1 (en) * | 2006-04-10 | 2010-02-25 | Michael Kauschke | Contendered Nonwoven/Pulp Composite Fabric and Method for Making the Same |
| KR20160079893A (ko) * | 2013-11-20 | 2016-07-06 | 킴벌리-클라크 월드와이드, 인크. | 유연성 및 내구성 배면시트를 함유한 흡수 용품 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110268113B (zh) | 2022-06-14 |
| JP2020502386A (ja) | 2020-01-23 |
| KR102469632B1 (ko) | 2022-11-22 |
| RU2019120676A3 (ko) | 2021-03-18 |
| BR112019012225B1 (pt) | 2023-02-14 |
| EP3555353C0 (en) | 2023-10-04 |
| ZA201903255B (en) | 2019-12-18 |
| EP3555353A1 (en) | 2019-10-23 |
| JP7160810B2 (ja) | 2022-10-25 |
| EP3555353A4 (en) | 2020-08-19 |
| RU2746917C2 (ru) | 2021-04-22 |
| US20180169995A1 (en) | 2018-06-21 |
| US10737459B2 (en) | 2020-08-11 |
| EP3555353B1 (en) | 2023-10-04 |
| PL3555353T3 (pl) | 2024-01-29 |
| RU2019120676A (ru) | 2021-01-15 |
| WO2018112259A1 (en) | 2018-06-21 |
| BR112019012225A2 (pt) | 2019-11-05 |
| CN110268113A (zh) | 2019-09-20 |
| MX2019007013A (es) | 2019-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6633783B2 (ja) | 伸張性不織布 | |
| KR102469632B1 (ko) | 수압 처리된 부직포 및 그의 제조 방법 | |
| CN1547631B (zh) | 高度伸长的有孔无纺织网及其制造方法 | |
| US10767296B2 (en) | Multi-denier hydraulically treated nonwoven fabrics and method of making the same | |
| US10682265B2 (en) | Nonwoven with improved abrasion resistance and method of making the same | |
| KR20040103953A (ko) | 표면 특징부를 갖는 표면 상의 부직 물질의 제조 방법 및표면 특징부를 갖는 부직 물질 | |
| JPH07300754A (ja) | バリヤ特性を有するポリエチレン溶融吹き込み布 | |
| WO2002098653A1 (en) | Nonwoven fabric with areas of differing basis weight | |
| JPH09209254A (ja) | 積層不織布およびその製造方法 | |
| JP2011047098A (ja) | 改善された特性を有する複合スパンボンド長繊維多層不織布及びその製造方法 | |
| TW201732107A (zh) | 親水性蓬鬆不織布 | |
| US20220364281A1 (en) | Hydro-patterned nonwoven and method of making the same | |
| CN117597480A (zh) | 开孔的水力图案化的非织造物及其制造方法 | |
| CN111455558A (zh) | 立体花纹的热风无纺布在线制程及其制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |