JP6239746B2 - 不織布およびその形成方法 - Google Patents
不織布およびその形成方法 Download PDFInfo
- Publication number
- JP6239746B2 JP6239746B2 JP2016522489A JP2016522489A JP6239746B2 JP 6239746 B2 JP6239746 B2 JP 6239746B2 JP 2016522489 A JP2016522489 A JP 2016522489A JP 2016522489 A JP2016522489 A JP 2016522489A JP 6239746 B2 JP6239746 B2 JP 6239746B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven
- pattern
- nonwoven fabric
- nonwoven web
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
現在、結合領域および非結合領域の特定のパターンを使用すると、これが確証され得ることが発見された。
(a)不織ウェブを形成する工程、ならびに
(b)不織ウェブを、対向して配置されている第1と第2のロール間で画定されているニップに供給する工程であり、これによってロールのうち少なくとも1つが、第1の不織ウェブに結合パターンを施すためのパターン化外面を有し、結合パターンが前述の第1および第2のパターンを含む、工程
を含む、方法にも関する。
(a)第1の不織ウェブを形成する工程、
(b)第2の不織ウェブを形成する工程、
(c)第1の不織ウェブおよび第2の不織ウェブを、対向して配置されている第1と第2のロール間で画定されているニップに供給する工程であり、これによってロールのうち少なくとも1つが、結合パターンを施すためのパターン化外面を有し、結合パターンが前述の第1および第2のパターンを含む、工程、ならびに
(d)第1および第2の不織ウェブを一緒に結合させて、不織布を形成する工程
を含む、方法に関する。
(a)第1の不織ウェブを形成する工程、
(b)第2の不織ウェブを形成する工程、
(c)第1および第2の不織ウェブを一緒に結合させて、不織布を形成する工程、
(d)工程(c)で形成した不織布を、対向して配置されている第1と第2のロール間で画定されているニップに供給する工程であり、これによってロールのうち少なくとも1つが、第1の不織ウェブに結合パターンを施すためのパターン化外面を有し、結合パターンが前述の第1および第2のパターンを含む工程、ならびに
(e)不織布を復元する工程
を含む、方法にも関する。

Claims (16)
- 衛生吸収性物品における使用に好適な不織ウェブを含む不織布であって、
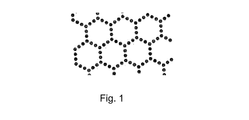
ウェブが、第1のパターンおよび第2のパターンからなる全体のパターンが備わった面を含み、第1のパターンが、非線形の形状を有する個別化結合領域のパターンであり、第1のパターンが、第2のパターンの非結合領域を画定し、非結合領域は六角形のタイプの形状を有し、
不織ウェブが、8−30g/m 2 の範囲の基本重量を有し、結合領域の表面が、前記面の全表面の10−30%の範囲であり、非結合領域の表面が、前記面の全表面の70−90%の範囲である、不織布。 - 非結合領域の表面が、前記面の全表面の少なくとも70%から80%未満である、請求項1に記載の不織布。
- 非結合領域の表面が、前記面の全表面の72−78%の範囲である、請求項2に記載の不織布。
- 結合領域の表面が、前記面の全表面の20%超から30%以下である、請求項1から3のいずれか一項に記載の不織布。
- 結合領域が、円、ダイヤモンド、長方形、正方形、楕円、三角形、ハート、ムーンスター、六角形、八角形または別の多角形の形状を有する、請求項1から4のいずれか一項に記載の不織布。
- 結合領域が、円または六角形の形状を有する、請求項5に記載の不織布。
- 結合領域が、円の形状を有する、請求項6に記載の不織布。
- 第1の不織ウェブが、ポリエステル、ポリアミド、ポリオレフィン、ポリウレタンおよびこれらの任意の混合物からなる群から選択される熱可塑性材料から形成される繊維を含む、請求項1から7のいずれか一項に記載の不織布。
- 繊維が、ポリエチレン、ポリプロピレン、ポリエチレンおよびポリプロピレンのコポリマー、ポリエチレンおよびポリプロピレンのブレンド、ポリエステル、ポリエステルのコポリマーおよび/またはポリエステルのブレンドから形成される、請求項8に記載の不織布。
- 繊維が、単一成分繊維または多成分繊維である、請求項8または9に記載の不織布。
- 追加の不織ウェブを含む、請求項1から10のいずれか一項に記載の不織布。
- 請求項1から11のいずれか一項に記載の不織布を含む衛生吸収性物品。
- 不織布が、吸収性物品の裏面シートおよび/またはランディングゾーンである、請求項12に記載の衛生吸収性物品。
- 失禁用品、おむつ、ワイプおよび女性用ケア用品からなる群から選択される使い捨て衛生吸収性物品である、請求項12または13に記載の衛生吸収性物品。
- 不織布を形成する方法であって、
(a)不織ウェブを形成する工程、ならびに
(b)不織ウェブを、対向して配置されている第1と第2のロール間で画定されているニップに供給する工程であり、これによってロールのうち少なくとも1つが、第1の不織ウェブに結合パターンを施すためのパターン化外面を有し、結合パターンが、請求項1から11のいずれか一項に規定の第1および第2のパターンを含む、工程
を含む、方法。 - 請求項11に記載の不織布を形成する方法であって、
(a)第1の不織ウェブを形成する工程、
(b)第2の不織ウェブを形成する工程、
(c)第1の不織ウェブおよび第2の不織ウェブを、対向して配置されている第1と第2のロール間で画定されているニップに供給する工程であり、これによってロールのうち少なくとも1つが、第1の不織ウェブに結合パターンを施すためのパターン化外面を有し、結合パターンが、請求項1から12のいずれか一項に規定の第1および第2のパターンを含む、工程、ならびに
(d)第1および第2の不織ウェブを一緒に結合させて、不織布を形成する工程
を含む、方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13174693.5 | 2013-07-02 | ||
| EP13174693.5A EP2821043A1 (en) | 2013-07-02 | 2013-07-02 | Non-woven fabric and process for forming the same |
| EP14161870.2 | 2014-03-27 | ||
| EP14161870 | 2014-03-27 | ||
| PCT/EP2014/063474 WO2015000774A1 (en) | 2013-07-02 | 2014-06-26 | Non-woven fabric and process for forming the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016528954A JP2016528954A (ja) | 2016-09-23 |
| JP6239746B2 true JP6239746B2 (ja) | 2017-11-29 |
Family
ID=51059438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016522489A Expired - Fee Related JP6239746B2 (ja) | 2013-07-02 | 2014-06-26 | 不織布およびその形成方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20160362825A1 (ja) |
| EP (1) | EP3016625B1 (ja) |
| JP (1) | JP6239746B2 (ja) |
| CN (1) | CN105358111A (ja) |
| BR (1) | BR112015032760A2 (ja) |
| DK (1) | DK3016625T3 (ja) |
| ES (1) | ES2653574T3 (ja) |
| MX (1) | MX2015016580A (ja) |
| PE (1) | PE20160110A1 (ja) |
| PL (1) | PL3016625T3 (ja) |
| WO (1) | WO2015000774A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4082500A1 (en) | 2015-07-31 | 2022-11-02 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| JP6791625B2 (ja) * | 2015-12-08 | 2020-11-25 | 花王株式会社 | パンツ型吸収性物品 |
| DE102016001807A1 (de) * | 2016-02-17 | 2017-08-17 | Carl Freudenberg Kg | Vliesstoff mit geprägtem Netzmuster |
| ES2720805T3 (es) | 2016-04-29 | 2019-07-24 | Reifenhaeuser Masch | Dispositivo y procedimiento para fabricar no tejidos a base de filamentos continuos |
| WO2018112259A1 (en) * | 2016-12-14 | 2018-06-21 | First Quality Nonwovens, Inc. | Hydraulically treated nonwoven fabrics and method of making the same |
| JP6714501B2 (ja) * | 2016-12-26 | 2020-06-24 | 花王株式会社 | 吸収性物品 |
| US10772768B2 (en) * | 2017-01-31 | 2020-09-15 | The Procter & Gamble Company | Shaped nonwoven |
| WO2019035965A1 (en) * | 2017-08-16 | 2019-02-21 | Kimberly-Clark Worldwide, Inc. | FLEXIBLE NON-WOVEN STRIPS AND METHODS OF MAKING SAME |
| EP3467175A1 (en) | 2017-10-03 | 2019-04-10 | Fitesa Germany GmbH | Nonwoven fabric and process for forming the same |
| EP3856109A1 (en) | 2018-09-27 | 2021-08-04 | The Procter & Gamble Company | Garment-like absorbent articles |
| DE202018105751U1 (de) | 2018-10-08 | 2020-01-09 | LK Mahnke GmbH & Co. KG | Wegwerfbare Windel |
| EP3941409A1 (en) * | 2019-03-21 | 2022-01-26 | The Procter & Gamble Company | Absorbent articles having discontinuous bond patterns |
| AR119400A1 (es) * | 2019-07-26 | 2021-12-15 | Dow Global Technologies Llc | Fibras bicompuestas, telas no tejidas fundidas por soplado, y compuestos de estos |
| CN114746598B (zh) | 2019-12-10 | 2024-01-19 | 宝洁公司 | 具有视觉可辨别的图案和改善的纹理感知的非织造纤维网 |
| DE102021111498A1 (de) | 2021-05-04 | 2022-11-10 | LK Mahnke GmbH & Co. KG | Wegwerfbare Windel |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3965519A (en) | 1974-07-08 | 1976-06-29 | S. C. Johnson & Son, Inc. | Disposable floor polishing wipe |
| US4239792A (en) * | 1979-02-05 | 1980-12-16 | The Procter & Gamble Company | Surface wiping device |
| JPS57167442A (en) | 1981-04-07 | 1982-10-15 | Chisso Corp | Production of nonwoven fabric |
| US4778460A (en) | 1985-10-07 | 1988-10-18 | Kimberly-Clark Corporation | Multilayer nonwoven fabric |
| US4753834A (en) | 1985-10-07 | 1988-06-28 | Kimberly-Clark Corporation | Nonwoven web with improved softness |
| US6093665A (en) | 1993-09-30 | 2000-07-25 | Kimberly-Clark Worldwide, Inc. | Pattern bonded nonwoven fabrics |
| US5817394A (en) | 1993-11-08 | 1998-10-06 | Kimberly-Clark Corporation | Fibrous laminated web and method and apparatus for making the same and absorbent articles incorporating the same |
| US5858515A (en) | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| US5964742A (en) | 1997-09-15 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Nonwoven bonding patterns producing fabrics with improved strength and abrasion resistance |
| ATE260080T1 (de) | 1997-11-10 | 2004-03-15 | Procter & Gamble | Absorbierender wegwerfartikel mit verbesserten weichen dichten rändern |
| JP3490608B2 (ja) * | 1998-05-26 | 2004-01-26 | 花王株式会社 | メカニカルテープのメス材及びそれを用いた吸収性物品 |
| US6821915B2 (en) | 2000-05-03 | 2004-11-23 | Kimberly-Clark Worldwide, Inc. | Film having high breathability induced by low cross-directional stretch |
| EP1369518B1 (en) | 2001-01-29 | 2012-08-29 | Mitsui Chemicals, Inc. | Non-woven fabrics of wind-shrink fiber and laminates thereof |
| US7805818B2 (en) | 2001-09-05 | 2010-10-05 | The Procter & Gamble Company | Nonwoven loop member for a mechanical fastener |
| US6921570B2 (en) | 2001-12-21 | 2005-07-26 | Kimberly-Clark Worldwide, Inc. | Pattern unbonded nonwoven web and process for making same |
| EP1338262B1 (en) * | 2002-02-25 | 2005-10-12 | Kao Corporation | Topsheet for absorbent article |
| US20040063369A1 (en) | 2002-09-30 | 2004-04-01 | Jung Yeul Ahn | Nonwoven loop material and process and products relating thereto |
| DE60230633D1 (de) | 2002-11-08 | 2009-02-12 | Procter & Gamble | Absorbierender Wegwerfartikel mit schmutzverdeckender Deckschicht |
| EP1520569B1 (en) | 2003-10-02 | 2010-07-14 | The Procter & Gamble Company | Absorbent article with elastomeric material |
| JP4108050B2 (ja) * | 2004-03-01 | 2008-06-25 | 花王株式会社 | 立体シート |
| JP2005245913A (ja) * | 2004-03-08 | 2005-09-15 | Kuraray Co Ltd | 清掃用ワイパー |
| US7981822B2 (en) | 2004-07-21 | 2011-07-19 | Aplix S.A. | Hook and loop fastener device |
| DE102004053469A1 (de) * | 2004-11-03 | 2006-05-04 | Paul Hartmann Ag | Schlaufenbildendes Vliesstoffmaterial für ein mechanisches Verschlussmittel |
| ATE435637T1 (de) | 2004-11-27 | 2009-07-15 | Hartmann Paul Ag | Wegwerfwindel |
| US20060141886A1 (en) * | 2004-12-29 | 2006-06-29 | Brock Thomas W | Spunbond-meltblown-spunbond laminates made from biconstituent meltblown materials |
| JP4895710B2 (ja) | 2005-08-09 | 2012-03-14 | 花王株式会社 | 不織布の製造方法 |
| JP5094008B2 (ja) * | 2005-11-18 | 2012-12-12 | ユニ・チャーム株式会社 | 吸収性物品 |
| MX2008016327A (es) * | 2006-06-30 | 2009-01-28 | Pliant Corp | Laminado elastico estampado, que se puede estirar, y metodo de produccion. |
| USD609922S1 (en) | 2008-04-23 | 2010-02-16 | Polymer Group, Inc. | Nonwoven fabric |
| JP5280277B2 (ja) * | 2009-03-31 | 2013-09-04 | ユニ・チャーム株式会社 | 着用物品 |
| JP5386341B2 (ja) * | 2009-12-25 | 2014-01-15 | 花王株式会社 | 使い捨ておむつ |
| EP2554731B1 (en) * | 2010-03-30 | 2016-10-05 | Mitsui Chemicals, Inc. | Nonwoven fabric |
| CN103108616B (zh) * | 2010-08-20 | 2016-01-20 | 宝洁公司 | 具有改善的柔软性信号的吸收制品及其组件以及制造方法 |
| RU2632290C2 (ru) | 2012-05-15 | 2017-10-03 | Дзе Проктер Энд Гэмбл Компани | Абсорбирующие изделия с текстурированными областями |
-
2014
- 2014-06-26 JP JP2016522489A patent/JP6239746B2/ja not_active Expired - Fee Related
- 2014-06-26 PL PL14734443T patent/PL3016625T3/pl unknown
- 2014-06-26 CN CN201480038130.2A patent/CN105358111A/zh active Pending
- 2014-06-26 BR BR112015032760A patent/BR112015032760A2/pt not_active Application Discontinuation
- 2014-06-26 ES ES14734443.6T patent/ES2653574T3/es active Active
- 2014-06-26 MX MX2015016580A patent/MX2015016580A/es unknown
- 2014-06-26 US US14/899,090 patent/US20160362825A1/en not_active Abandoned
- 2014-06-26 DK DK14734443.6T patent/DK3016625T3/en active
- 2014-06-26 EP EP14734443.6A patent/EP3016625B1/en not_active Revoked
- 2014-06-26 PE PE2015002702A patent/PE20160110A1/es unknown
- 2014-06-26 WO PCT/EP2014/063474 patent/WO2015000774A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016528954A (ja) | 2016-09-23 |
| EP3016625B1 (en) | 2017-07-26 |
| PL3016625T3 (pl) | 2017-12-29 |
| WO2015000774A1 (en) | 2015-01-08 |
| US20160362825A1 (en) | 2016-12-15 |
| ES2653574T3 (es) | 2018-02-07 |
| BR112015032760A2 (pt) | 2017-07-25 |
| CN105358111A (zh) | 2016-02-24 |
| PE20160110A1 (es) | 2016-02-28 |
| MX2015016580A (es) | 2016-05-26 |
| DK3016625T3 (en) | 2017-10-23 |
| EP3016625A1 (en) | 2016-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6239746B2 (ja) | 不織布およびその形成方法 | |
| JP6633783B2 (ja) | 伸張性不織布 | |
| EP2821043A1 (en) | Non-woven fabric and process for forming the same | |
| CN108778218B (zh) | 非织造织物及形成其的方法 | |
| US10914024B2 (en) | Nonwoven fabric and process for forming the same | |
| JP7258866B2 (ja) | 不織布及びその形成方法 | |
| CN108474157B (zh) | 无纺织物及用于形成无纺织物的方法 | |
| RU2666673C1 (ru) | Нетканый материал и способ его формирования |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20160120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171017 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6239746 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |