KR20180017092A - 부력 모듈 - Google Patents
부력 모듈 Download PDFInfo
- Publication number
- KR20180017092A KR20180017092A KR1020187000519A KR20187000519A KR20180017092A KR 20180017092 A KR20180017092 A KR 20180017092A KR 1020187000519 A KR1020187000519 A KR 1020187000519A KR 20187000519 A KR20187000519 A KR 20187000519A KR 20180017092 A KR20180017092 A KR 20180017092A
- Authority
- KR
- South Korea
- Prior art keywords
- syntactic foam
- volume
- buoyancy module
- latexes
- glass microspheres
- Prior art date
Links
- 239000006260 foam Substances 0.000 claims abstract description 85
- 239000000203 mixture Substances 0.000 claims abstract description 64
- 239000004005 microsphere Substances 0.000 claims abstract description 63
- 239000011521 glass Substances 0.000 claims abstract description 60
- 239000000843 powder Substances 0.000 claims abstract description 57
- 230000004888 barrier function Effects 0.000 claims abstract description 31
- 238000000034 method Methods 0.000 claims description 31
- 239000004593 Epoxy Substances 0.000 claims description 19
- 238000004519 manufacturing process Methods 0.000 claims description 19
- 239000002245 particle Substances 0.000 claims description 18
- 229920000728 polyester Polymers 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 11
- -1 acryl Chemical group 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 9
- 238000007493 shaping process Methods 0.000 claims description 8
- 239000003822 epoxy resin Substances 0.000 claims description 5
- 229920000647 polyepoxide Polymers 0.000 claims description 5
- 229920001187 thermosetting polymer Polymers 0.000 claims description 5
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 4
- 239000004615 ingredient Substances 0.000 claims description 4
- 239000011800 void material Substances 0.000 claims description 4
- 239000005011 phenolic resin Substances 0.000 claims description 3
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 claims 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 claims 1
- 239000012943 hotmelt Substances 0.000 abstract 1
- 238000002156 mixing Methods 0.000 description 14
- 230000002706 hydrostatic effect Effects 0.000 description 13
- 238000012360 testing method Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 6
- 239000004417 polycarbonate Substances 0.000 description 6
- 229920000515 polycarbonate Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 238000012669 compression test Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 4
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 4
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 4
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 238000002788 crimping Methods 0.000 description 4
- 239000003085 diluting agent Substances 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004962 Polyamide-imide Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 229920006397 acrylic thermoplastic Polymers 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000004811 fluoropolymer Substances 0.000 description 3
- 229920002313 fluoropolymer Polymers 0.000 description 3
- 239000006261 foam material Substances 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- 229920002312 polyamide-imide Polymers 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 229920000915 polyvinyl chloride Polymers 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 3
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000009931 pascalization Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000009412 basement excavation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 238000005188 flotation Methods 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003534 oscillatory effect Effects 0.000 description 1
- NMHTWXYFOWTMJH-UHFFFAOYSA-N oxiran-2-ylmethyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=C)C(=O)OCC1CO1 NMHTWXYFOWTMJH-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012758 reinforcing additive Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000007920 subcutaneous administration Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/58—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres
- B29C70/66—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres the filler comprising hollow constituents, e.g. syntactic foam
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/01—Risers
- E21B17/012—Risers with buoyancy elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/706—Buoys
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Glass Compositions (AREA)
Abstract
부력 모듈(200)은, 낮은 밀도 및 고도의 압축 강도 둘 모두를 갖는 경질화된 신택틱 폼을 제공하는 방식으로 가열된, 열융해성 분말과 유리 미소구체의 조합을 포함하는 폼 조성물로 제조된다. 외측 장벽(220)은 부력 모듈을 둘러쌀 수 있다.
Description
부력 모듈(buoyancy module) 및 이의 제조 방법이 제공된다. 더욱 상세하게, 제공된 부력 모듈은 신택틱 폼(syntactic foam) 재료를 함유하는 해저(subsea) 부력 모듈을 포함한다.
다양한 해저 응용은 라이저(riser), 엄빌리컬(umbilical), 및 케이블과 같은 가요성 도관(conduit)의 사용을 필요로 한다. 많은 경우에, 이들 도관은 해저 구조물과 해상 선박 또는 플랫폼 사이에서 연장하며 이러한 본체들 사이에서의 연통을 가능하게 한다. 도관 및 그의 관련 구조물의 완전성(integrity)을 보존하기 위하여, 일반적으로 도관은 이완되고 완만하게 구부러진 형태로 유지될 필요가 있다. 이는 도관을 상당한 장력 하에 두지 않으면서 합당한 범위의 이동을 가능하게 한다.
분포된 부력 모듈은 도관의 선택된 부분에 상향력(uplift)을 부여함으로써 이러한 해저 "요동(wave)" 형태를 유도하는 방식을 제공한다. 이러한 모듈은 전형적으로 2개의 주요 구성요소, 즉 부양 유닛(flotation unit) 및 부양 유닛을 도관에 결합시키기 위한 고정 기구를 갖는다. 부력 모듈은 해양 석유 및 가스 탐사와, 해저 원격 작동 운송수단에서 널리 사용된다. 해저 굴착 라이저와 함께 사용될 때, 이러한 부력 모듈은 굴착 리그(drilling rig)의 상부 장력을 감소시킬 수 있다.
현대의 해양 석유 및 가스 리그가 점점 더 심해로 이동함에 따라, 부력 모듈에 대한 기술적 요건이 더 엄격해지고 있다. 모듈의 일관된 물리적 치수를 가능하게 하기 위하여, 낮은 밀도와 함께 심해 응용을 위한 고도의 정수압 저항성(hydrostatic pressure resistance)을 제공하는 것이 바람직하다. 이러한 특성들은 종종 역의 관계이기 때문에, 둘 모두를 동시에 달성하는 것은 상당한 공학적 난제일 수 있다.
기존 부력 모듈에서, 부양 유닛은 중공 충전제(filler)를 함유하는 에폭시 신택틱 폼으로 제조되어 왔다. 일부 제조업체는 10 내지 100 밀리미터 범위의 직경을 갖는 복합 거대구체(composite macrosphere)로 제조된 폼을 사용하여 부력 모듈을 연구하였다. 그러한 폼은 낮은 밀도를 제공할 수 있지만, 거대구체가 비교적 불량한 압괴 강도(crush strength)를 갖기 때문에, 불량한 정수압 저항성을 갖는 경향이 있다.
다른 제조업체는 액체 에폭시 수지와 혼합된 경량 충전제로서 중공 유리 미소구체(hollow glass microsphere)를 사용하여 부력 모듈을 제작하였다. 이러한 더 작은 크기의 충전제는 거대구체와 비교하여 더 높은 압괴 강도를 갖지만, 그의 사용은 제조상의 문제로 이어질 수 있다. 이러한 유리 버블의 혼합은 액체 수지 혼합물의 점도를 증가시키고, 이는 용이한 가공을 위한 충분히 낮은 점도를 유지하면서 존재할 수 있는 충전제의 양을 제한할 수 있다. 이러한 문제는 반응성 희석제 중에 블렌딩함으로써 완화될 수 있으나, 이러한 희석제는 경화된 에폭시에서 취성 및 일반적으로 불량한 기계적 특성을 야기하는 것으로 관찰되었다. 액체 에폭시 수지의 추가의 단점은 일단 경화제와 혼합되었을 때 이러한 재료의 제한된 작업 수명이다.
제공된 부력 모듈은 낮은 밀도 및 고도의 압축 강도 둘 모두를 갖는 경질화된(hardened) 신택틱 폼을 제공하는 방식으로 가열된, 열융해성(thermally fusable) 분말과 유리 미소구체의 조합을 사용하여 제조된다.
제1 태양에서, 부력 모듈의 제조 방법이 제공된다. 이 방법은, 하기 성분들: 35 내지 60 부피%의 열융해성 분말, 및 40 내지 65 부피%의 유리 미소구체를 블렌딩하여 혼합물을 얻는 단계- 각각의 양은 혼합물의 전체 부피를 기준으로 함 -; 혼합물을 형상화하는 단계; 및 열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼을 제공하는 단계 - 진공은 유리 미소구체와 관련된 공극(void)을 제외하고는 경질화된 신택틱 폼 내의 실질적으로 모든 내장된(embedded) 공극을 제거하기에 충분함 - 를 포함한다.
제2 태양에서, 하기 성분들: 15 내지 60 부피%의 열융해성 분말, 및 40 내지 95 부피%의 유리 미소구체를 블렌딩하여 혼합물을 얻는 단계 - 각각의 양은 혼합물의 전체 부피를 기준으로 함 -; 혼합물을 형상화하는 단계; 열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼을 제공하는 단계; 및 경질화된 신택틱 폼의 적어도 일부분에 걸쳐 장벽(barrier) 층을 적용하는 단계를 포함하는, 부력 모듈의 제조 방법이 제공된다.
제3 태양에서, 35 내지 60 부피%의 열융해성 분말, 및 40 내지 65 부피%의 유리 미소구체를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 - 을 포함하는 부력 모듈이 제공되며, 경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없다.
제4 태양에서, 15 내지 60 부피%의 열융해성 분말; 및 40 내지 85 부피%의 유리 미소구체를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 -; 및 경질화된 신택틱 폼의 적어도 일부분 상에 배치된 장벽 층을 포함하는, 부력 모듈이 제공된다.
도 1은 하나의 예시적인 실시 형태에 따른 가요성 도관에 결합된 부력 모듈의 사시도.
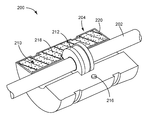
도 2는 3가지 상이한 조립 단계에서의 도 1의 부력 모듈을 도시하는 사시도.
도 3은 다른 예시적인 실시 형태에 따른 부분적으로 분해된 부력 모듈의 사시도.
본 명세서 및 도면에서의 도면 부호의 반복된 사용은 본 발명의 동일한 또는 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변경 및 실시 형태가 당업자에 의해 창안될 수 있음을 이해하여야 한다. 도면은 일정한 축척으로 작성되지 않을 수 있다.
도 2는 3가지 상이한 조립 단계에서의 도 1의 부력 모듈을 도시하는 사시도.
도 3은 다른 예시적인 실시 형태에 따른 부분적으로 분해된 부력 모듈의 사시도.
본 명세서 및 도면에서의 도면 부호의 반복된 사용은 본 발명의 동일한 또는 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변경 및 실시 형태가 당업자에 의해 창안될 수 있음을 이해하여야 한다. 도면은 일정한 축척으로 작성되지 않을 수 있다.
정의
본 명세서에서 사용되는 바와 같이:
"입자 직경"은 주어진 입자의 최장 치수를 의미한다.
"실질적으로 없는"은 주어진 조성물의 전체 중량에 대해 2 부피% 미만을 가짐을 의미한다.
발명을 실시하기 위한 구체적인 내용
심해 응용에서 사용될 수 있는 부력 모듈의 구조적 및 조성적 태양이 본 명세서에서 설명된다. 이러한 설명은 다양한 부력 모듈 구성, 폼 조성물, 장벽 층 조성물, 및 이의 제조 및 조립 방법을 다룰 것이다.
부력 모듈 구성
하나의 예시적인 실시 형태에 따른 부력 모듈이 도 1에 도시되어 있으며 본 명세서에서 부호 100으로 지시된다. 이 도면에서, 부력 모듈(100)은 완전히 조립된 때에 대체로 원통형 형상을 가지며, 도관(102)에 해제가능하게 결합된다. 도관(102)은 대체로 가요성이며, 일 단부에서 수면에서의 플랫폼 또는 다른 구조물에 연결될 수 있고 반대편 단부에서 해저 장치에 연결될 수 있지만, 그러한 연결은 여기에 예시되어 있지 않다.
부력 모듈(100)은 둘러싸는 관계로 도관(102)에 맞물리는 본체(104), 및 본체(104)를 에워싸서 본체(104)를 도관(102)에 고정하는 데 도움을 주는 한 쌍의 벨트(106)를 포함한다. 벨트(106)는, 의류에 사용되는 벨트 버클과 유사한 목적으로, 벨트(106)의 단부들을 서로에 상호 결합하는 각각의 래치(latch)(108)들을 사용하여 고정 및 해제될 수 있다.
도 2는, 부력 모듈(100)이 도관(102)에 결합될 때 보이는 바와 같은, 부력 모듈(100)의 내부 요소들을 예시한다.
도 2의 우측에 도시된 바와 같이, 부력 모듈(100)은 완전히 조립된 채로 도시되어 있다. 도시된 바와 같이, 본체(104)는 둘러싸는 관계로 도관(102) 둘레에 정합하는 클램 셸(clam shell) 형태로 함께 합쳐진 2개의 대칭 부분(110)(이 경우에, 반부(half))으로 구성된다. 부분(110)들은 용이하게 분리되어, 부력 모듈(100)의 제거 또는 도관(102)을 따른 그의 위치의 길이방향 조정을 허용한다. 대안적으로, 본체(104)는 3개 이상의 섹션으로 나누어질 수 있다.
부력 모듈(100)을 소정 길이의 도관(102)에 부착하기 위하여, 작업자는 도관(102)에 단단히 클램핑하여 도관(102)을 따른 길이방향 활주를 구속할 수 있는 (도 2에 또한 도시된) 연결식 크림핑 기구(jointed crimping mechanism)(112)를 사용할 수 있다. 도면에 추가로 도시된 바와 같이, 본체(104)의 각각의 부분(110)은 부력 모듈(100)이 조립될 때 크림핑 기구(112)가 놓이는 상보적 함몰부(complemental recess)(114)를 갖는 채널(113)을 갖는다. 따라서 크림핑 기구(112)는 본체(104) 내에 억지 끼워맞춤(interference fit)을 제공하며, 이는 모듈(100)이 제자리에 단단히 고정되게 하면서, 필요에 따라, 작업자에 의해 또한 용이하게 제거 또는 조정되게 한다.
도 3은 예시적인 도관(202) 상의 대안적인 부력 모듈(200)을 도시한다. 이 실시 형태는 전술된 부력 모듈(100)의 특징부들, 예를 들어 도관(202)에 직접 결합된 크림핑 기구(212) 및 상보적 부분(210)들로 분할된 본체(204)를 공유한다.
소정의 차이점이 또한 분명하다. 예를 들어, 본체(204)의 각각의 부분(210)은 반대편 부분(210)(도 3에는 도시되지 않음) 상의 상보적 특징부와 정합하도록 형상화된 하나 이상의 정렬(registration) 특징부(216)를 가져서, 서로 고정될 때 인접한 부분(210)들 사이의 상대적 활주를 방지한다.
도 3에 추가로 예시된 바와 같이, 본체(204)의 각각의 부분(210)은 내측 코어 부재(218) 및 외측 장벽 층(220)을 포함한다. 바람직한 실시 형태에서, 내측 코어 부재(218)는 본 명세서에 개시된 폼 조성물로 제조된다. 폼 조성물은 모듈(200)의 부력의 주된 원인이다. 외측 장벽 층(220)은, 특별히 제한되지는 않지만, 유리하게는 코어 부재(218)보다 인성, 내구성 및/또는 내수성이 더 큰 재료로 제조될 수 있다.
폼 조성물
제공된 폼 조성물은 중합체 매트릭스 재료 내에 캡슐화된 중공 유리 미소구체 (때때로 유리 버블 또는 마이크로벌룬(microballoon)으로도 지칭됨)로 제조된 신택틱 폼 조성물을 포함한다. 중합체 매트릭스 재료는 열융해성 분말로부터 유래된다. 폼 조성물의 바람직한 실시 형태는 폼의 물리적 특성을 저하시키는 경향이 있는 어떠한 반응성 희석제도 함유하지 않는다.
바람직한 조성물에서, 유리 미소구체는 낮은 밀도와 높은 강도의 조합을 갖는다 - 즉, 이러한 미소구체는 고도의 부력을 제공하는 동시에, 굴곡 또는 압출될 때 균열에 저항하여야 한다. 특히 적합한 유리 미소구체는 중위 직경이 10 마이크로미터 이상, 12 마이크로미터 이상, 또는 15 마이크로미터 이상인 것으로 밝혀졌다. 상한으로, 적합한 유리 미소구체는 중위 직경이 70 마이크로미터 이하, 45 마이크로미터 이하, 또는 35 마이크로미터 이하일 수 있다.
유리 미소구체는 또한 다양한 입자 직경 분포를 가질 수 있으며, 이는 연속 매트릭스 재료 내에서의 그의 패킹 밀도(packing density)에 영향을 준다. 크기 분포를 특별히 제한할 필요는 없지만, 유리 미소구체의 양호한 패킹은 5 이상, 7 이상, 또는 10 이상의 D80 - D20 직경 비 (80번째 및 20번째 백분위수 입자 직경들 사이의 비율)를 사용하여 달성될 수 있다. 동일한 또는 대안적인 실시 형태에서, D80 - D20 직경 비는 20 이하, 30 이하, 또는 50 이하일 수 있다.
유리 미소구체 성분은 폼 조성물의 전체 부피를 기준으로 40 부피% 이상, 45 부피% 이상, 50 부피% 이상, 55 부피% 이상, 또는 60 부피% 이상의 양으로 존재할 수 있다. 유용한 실시 형태에서, 유리 미소구체는 폼 조성물의 전체 부피를 기준으로 85 부피% 이하, 80 부피% 이하, 75 부피% 이하, 70 부피% 이하, 또는 65 부피% 이하의 양으로 존재할 수 있다.
열융해성 분말은 하나 이상의 열가소성 재료를 포함할 수 있다. 적합한 열가소성 재료에는, 예를 들어, 초고분자량 폴리에틸렌, 폴리아미드, 폴리페닐렌 설파이드, 폴리이미드, 폴리 에테르 에테르 케톤, 폴리카르보네이트, 폴리아미드이미드, 폴리에테르이미드, 및 폴리에테르케톤케톤과 함께, 이들의 공중합체 및 혼합물이 포함될 수 있다.
대안적으로 또는 조합으로, 열융해성 분말은 열경화성 재료, 또는 가교결합성 재료를 또한 포함할 수 있다. 특히 유용한 열경화성 재료에는 1액형 가교결합성 에폭시 수지, 페놀 수지, 에폭시 수지, 개질된 폴리에스테르, 우레탄 아크릴, 우레탄 폴리에스테르, 에폭시 작용화된 아크릴, 글리시딜 메타크릴레이트 아크릴, 폴리에스테르 트라이글리시딜 아이소시아누레이트, 및 이들의 공중합체 및 혼합물이 포함된다.
열융해성 분말은 경질화된 폼 조성물이 정상적인 설치 및 작동 조건 하에서 응집적으로 함께 결합하게 하기에 충분한 연속성을 제공하는 양으로 존재하여야 한다. 예시적인 실시 형태는 혼합물의 전체 부피를 기준으로 15 부피% 이상, 20 부피% 이상, 25 부피% 이상, 30 부피% 이상, 또는 35 부피% 이상을 갖는다. 그러한 실시 형태는 혼합물의 전체 부피를 기준으로 60 부피% 이하, 55 부피% 이하, 50 부피% 이하, 45 부피% 이하, 또는 40 부피% 이하를 가질 수 있다.
열융해성 분말은, 유리 미소구체와의 효율적인 혼합을 가능하게 하기에는 충분히 크지만, 혼합물이 가열 및/또는 경화될 때 수지 성분이 용이하게 분산될 수 있고 유리 미소구체 주위의 틈새 공간을 충전할 수 있기에는 충분히 작은 입자 직경을 갖는 것이 바람직하다. 선택적으로, 열융해성 분말은 중위 입자 직경이 1 마이크로미터 이상, 5 마이크로미터 이상, 또는 10 마이크로미터 이상이다. 선택적으로, 열융해성 분말은 중위 입자 직경이 200 마이크로미터 이하, 100 마이크로미터 이하, 또는 40 마이크로미터 이하이다.
열융해성 분말에 대한 입자 직경의 바람직한 범위는, 부분적으로는, 유리 미소구체의 조도(coarseness)에 따라 좌우된다. 두 미립자 성분들 사이의 상당한 불일치는 혼합 효능을 상당히 곤란하게 하거나 해칠 수 있다. 바람직한 실시 형태에서, 열융해성 분말 및 유리 미소구체는 중위 입자 직경 비가 0.5:1 이상, 0.75:1 이상 또는 0.85:1 이상이다. 바람직한 실시 형태에서, 열융해성 분말 및 유리 미소구체는 중위 입자 직경 비가 1.25:1 이하, 1.15:1 이하 또는 1.05:1 이하이다.
장벽 층 조성물
장벽 층은 해저 물체 또는 도관 그 자체에 의한 마모 또는 충격으로 인한 손상으로부터 폼 조성물을 보호하는 목적에 기여한다. 장벽 층은 또한, 시간 경과에 따라 소정 중합체를 열화시키고 부서지기 쉽게 할 수 있는, 자외광과 같은 광선으로부터의 손상에 대한 장벽을 제공할 수 있다. 마지막으로, 장벽 층은 물, 오일, 또는 심지어 용매와 같은 액체가 폼 내로 침투하는 것을 방지하는 것에 유리할 것이다.
바람직하게는, 장벽 층은 인성 경질 재료로 제조된다. 일부 실시 형태에서, 장벽 층은 중합체로 구성된다. 적합한 중합체에는 실리콘, 폴리우레탄, 에폭시, 폴리프로필렌, 폴리에틸렌, 폴리카르보네이트, 폴리아크릴레이트, 폴리에스테르, 플루오로중합체, 폴리비닐 클로라이드, 아크릴로니트릴 부타디엔 스티렌이 포함된다.
장벽 재료는 또한 금속 재료, 예를 들어 알루미늄, 강, 및 이들의 합금을 포함할 수 있다.
향상된 강도를 추가로 제공하기 위하여, 장벽 층은 하나 이상의 강화 첨가제, 예를 들어 섬유 첨가제를 추가로 포함할 수 있다. 별개의(discrete) 섬유 첨가제들이 중합체 내에 배합될 수 있거나 중합체 내에 별개의 층 또는 층들로서 형성될 수 있다. 이러한 목적에 유용한 섬유 재료에는, 예를 들어, 유리, 카본, 중합체, 세라믹, 미네랄, 및 금속이 포함된다.
경질화된 신택틱 폼의 전반적인 강도는 높은 정수압에서의 압괴, 및 부력 모듈과 해양의 다른 물체 사이의 사소한 충돌의 결과로서의 찌그러짐(denting)에 저항하기에 충분히 높아야 한다. 바람직한 실시 형태에서, 경질화된 신택틱 폼은 30 MPa 이상, 50 MPa 이상, 또는 60 MPa 이상의 정수압 강도(hydrostatic strength)를 나타낸다. 바람직한 실시 형태에서, 경질화된 신택틱 폼은 170 MPa 이하, 140 MPa 이하, 또는 100 MPa 이하의 정수압 강도를 나타낸다.
경질화된 신택틱 폼의 부력은 그의 밀도에 의해 반영된다. 더 낮은 밀도는 더 높은 부력을 제공하며, 예를 들어 유리 미소구체의 로딩을 증가시킴으로써 달성될 수 있다. 이러한 밀도는 0.45 g/㎤ 이상, 0.50 g/㎤ 이상, 또는 0.55 g/㎤ 이상일 수 있다. 경질화된 신택틱 폼의 밀도는 0.80 g/㎤ 이하, 0.70 g/㎤ 이하, 또는 0.66 g/㎤ 이하일 수 있다.
제조 방법
제공된 부력 모듈은, 융해성 수지 분말과 유리 미소구체를, 임의의 다른 선택적인 첨가제와 함께 혼합하고, 혼합된 복합 재료를 원하는 형상으로 성형하고, 이어서 열을 가하여 성형된 신택틱 폼 재료를 형성함으로써 제조될 수 있다. 존재하는 경우, 외측 장벽 층이 이어서 폼 상에 배치될 수 있다. 중합체 장벽 층의 경우에, 이는 라미네이팅, 중합체 용액으로부터의 디핑(dipping) 또는 코팅, 열성형, 또는 임의의 다른 공지된 방법에 의해 달성될 수 있다. 장벽 층이 금속으로 제조되는 경우, 금속이 밀봉 가능한 인클로저(enclosure)로 예비-성형되고, 폼이 인클로저 내에 수용될 수 있으며, 후속하여 인클로저가 밀봉될 수 있다.
유리하게는, 이러한 방법을 사용하여, 잘 혼합된 채로, 매트릭스 재료와 혼합된 중공 미소구체의 양이 매우 넓은 범위에 걸쳐 변화할 수 있다. 이는 높은 강도와 낮은 밀도 둘 모두를 나타내는 신택틱 폼의 제조를 가능하게 한다.
대조적으로, 액체 에폭시계 시스템은 종종 더 높은 미소구체 로딩에서는 제조하기가 어려운데, 복합 혼합물의 점도가 증가하고 그러한 혼합물을 배합하는 능력이 불완전하기 때문이다. 심지어 그러한 배합이 가능한 경우에도, 높은 점도가 미소구체의 분산 혼합을 방해하고 탈기 공정을 지체시킬 수 있으며, 이는 최종 폼 재료에서 공극을 생성할 수 있다. 적은 정도의 공극은 용인될 수 있지만, 공극은 일반적으로 바람직하지 않은데, 폼 강도에 악영향을 주고 물이 폼 내로 침투하게 하는 경향이 있어서, 부력을 감소시키기 때문이다.
이어서, 미경화 복합 분말 혼합물을 원하는 형상으로 성형하거나 달리 형성한다. 성형 공정 동안 열을 가하여, 열융해성 분말이 유리 미소구체 주위로 들어가게 하여, 신택틱 폼을 생성한다. 분말 혼합물이 잘 분산되고 분포된다면, 혼합물의 틈새에 위치된 공극은 현재-유동성인 수지로 충전됨에 따라 실질적으로 사라질 수 있다.
바람직한 실시 형태에서, 분말 혼합물의 가열은 감압 또는 진공 하에서 일어난다. 유리하게는, 진공 하에서 분말 혼합물을 가열 및 성형하는 것은, 폼이 경질화되거나 경화될 때 폼으로부터 포획된 공극을 제거하는 데 추가로 도움이 될 수 있다. 그로부터 유래된 경질화된 신택틱 폼은 (유리 미소구체와 관련된 것을 제외하고는) 임의의 내장된 공극이 실질적으로 없이 제조될 수 있다. 선택적으로, 경질화된 폼은 1.5 부피%, 1 부피%, 또는 0.5 부피% 이하의 그러한 내장된 공극을 갖는다.
선택적으로, 수지 제조업체의 권장된 경화 스케줄에 기초하여 폼의 균일한 경화를 촉진하기 위해, 다양한 온도 및 다양한 기간의 다수의 가열 단계가 또한 사용될 수 있다. 이들은 신택틱 폼의 원하는 특성을 달성하도록 추가로 조정될 수 있다. 바람직한 실시 형태에서, 에폭시 분말 경화를 위한 권장 온도는 100℃ 내지 170℃이다.
제공된 부력 모듈 및 제조 방법은 망라한 것이 아닌 하기 실시 형태에 의해 추가로 예시될 수 있다:
1.
부력 모듈의 제조 방법으로서,
하기 성분들:
35 내지 60 부피%의 열융해성 분말, 및
40 내지 65 부피%의 유리 미소구체
를 블렌딩하여 혼합물을 얻는 단계 - 각각의 양은 혼합물의 전체 부피를 기준으로 함 -; 혼합물을 형상화하는 단계; 및 열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼을 제공하는 단계 - 진공은 유리 미소구체와 관련된 공극을 제외하고는 경질화된 신택틱 폼 내의 본질적으로 모든 내장된 공극을 제거하기에 충분함 -
를 포함하는, 부력 모듈의 제조 방법.
2.
실시 형태 1에 있어서, 경질화된 신택틱 폼의 적어도 일부분에 걸쳐 장벽 층을 배치하는 단계를 추가로 포함하는, 부력 모듈의 제조 방법.
3.
부력 모듈의 제조 방법으로서,
하기 성분들:
15 내지 60 부피%의 열융해성 분말, 및
40 내지 95 부피%의 유리 미소구체
를 블렌딩하여 혼합물을 얻는 단계 - 각각의 양은 혼합물의 전체 부피를 기준으로 함 -; 혼합물을 형상화하는 단계; 열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼을 제공하는 단계; 및 경질화된 신택틱 폼의 적어도 일부분에 걸쳐 배리어 층을 적용하는 단계
를 포함하는, 부력 모듈의 제조 방법.
4.
실시 형태 1 내지 실시 형태 3 중 어느 한 실시 형태에 있어서, 경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈의 제조 방법.
5.
실시 형태 2 내지 실시 형태 4 중 어느 한 실시 형태에 있어서, 장벽 층은 실리콘, 폴리우레탄, 폴리아미드, 에폭시, 페놀계, 폴리프로필렌, 폴리에틸렌, 폴리카르보네이트, 폴리아크릴레이트, 폴리에스테르, 플루오로중합체, 폴리비닐 클로라이드, 아크릴로니트릴 부타디엔 스티렌으로부터 선택되는 중합체를 포함하는, 부력 모듈의 제조 방법.
6.
실시 형태 5에 있어서, 장벽 층은 섬유 첨가제를 추가로 포함하는, 부력 모듈의 제조 방법.
7.
실시 형태 6에 있어서, 섬유 첨가제는 유리, 카본, 중합체, 세라믹, 미네랄, 및 금속 섬유 중 하나 이상을 포함하는, 부력 모듈의 제조 방법.
8.
실시 형태 2 내지 실시 형태 4 중 어느 한 실시 형태에 있어서, 장벽 층은 알루미늄, 강, 또는 이들의 합금을 포함하는 금속성 재료를 포함하는, 부력 모듈의 제조 방법.
9.
실시 형태 1 내지 실시 형태 8 중 어느 한 실시 형태에 있어서, 열융해성 분말은 초고분자량 폴리에틸렌, 폴리아미드, 폴리페닐렌 설파이드, 폴리이미드, 폴리 에테르 에테르 케톤, 폴리카르보네이트, 폴리아미드이미드, 폴리에테르이미드, 폴리에테르케톤케톤, 및 이들의 공중합체 및 혼합물로부터 선택되는 열가소성 물질을 포함하는, 부력 모듈의 제조 방법.
10.
실시 형태 1 내지 실시 형태 8 중 어느 한 실시 형태에 있어서, 열융해성 분말은 1액형 가교결합성 에폭시 수지, 페놀 수지, 에폭시 개질된 폴리에스테르, 우레탄 아크릴, 우레탄 폴리에스테르, 에폭시 작용화된 아크릴, 글리시딜 메타크릴레이트 아크릴, 폴리에스테르 트라이글리시딜 아이소시아누레이트, 및 이들의 공중합체 및 혼합물로부터 선택되는 열경화성 물질을 포함하는, 부력 모듈의 제조 방법.
11.
실시 형태 1 내지 실시 형태 10 중 어느 한 실시 형태에 있어서, 유리 미소구체는 혼합물의 전체 부피를 기준으로 50 내지 65 부피%의 범위의 양으로 존재하는, 부력 모듈의 제조 방법.
12.
실시 형태 11에 있어서, 유리 미소구체는 혼합물의 전체 부피를 기준으로 55 내지 65 부피%의 범위의 양으로 존재하는, 부력 모듈의 제조 방법.
13.
실시 형태 1 내지 실시 형태 12 중 어느 한 실시 형태에 있어서, 유리 미소구체는 중위 직경 D50이 10 마이크로미터 내지 70 마이크로미터의 범위인, 부력 모듈의 제조 방법.
14.
실시 형태 13에 있어서, 유리 미소구체는 중위 직경 D50이 15 마이크로미터 내지 45 마이크로미터의 범위인, 부력 모듈의 제조 방법.
15.
실시 형태 14에 있어서, 유리 미소구체는 중위 직경 D50이 15 마이크로미터 내지 35 마이크로미터의 범위인, 부력 모듈의 제조 방법.
16.
실시 형태 1 내지 실시 형태 15 중 어느 한 실시 형태에 있어서, 유리 미소구체는 D80 - D20 직경 비가 5 마이크로미터 내지 50 마이크로미터의 범위인, 부력 모듈의 제조 방법.
17.
실시 형태 16에 있어서, 유리 미소구체는 D80 - D20 직경 비가 10 내지 30의 범위인, 부력 모듈의 제조 방법.
18.
실시 형태 17에 있어서, 유리 미소구체는 D80 - D20 직경 비가 10 내지 20의 범위인, 부력 모듈의 제조 방법.
19.
실시 형태 1 내지 실시 형태 18 중 어느 한 실시 형태에 있어서, 열융해성 분말은 중위 입자 직경이 1 마이크로미터 내지 200 마이크로미터의 범위인, 부력 모듈의 제조 방법.
20.
실시 형태 19에 있어서, 열융해성 분말은 중위 입자 직경이 5 마이크로미터 내지 100 마이크로미터의 범위인, 부력 모듈의 제조 방법.
21.
실시 형태 20에 있어서, 열융해성 분말은 중위 입자 직경이 10 마이크로미터 내지 40 마이크로미터의 범위인, 부력 모듈의 제조 방법.
22.
실시 형태 1 내지 실시 형태 21 중 어느 한 실시 형태에 있어서, 열융해성 분말과 유리 미소구체는 중위 입자 직경 비가 0.5:1 내지 1.25:1의 범위인, 부력 모듈의 제조 방법.
23.
실시 형태 22에 있어서, 열융해성 분말과 유리 미소구체는 중위 입자 직경 비가 0.75:1 내지 1.15:1의 범위인, 부력 모듈의 제조 방법.
24.
실시 형태 22에 있어서, 열융해성 분말과 유리 미소구체는 중위 입자 직경 비가 0.85:1 내지 1.05:1의 범위인, 부력 모듈의 제조 방법.
25.
실시 형태 1 내지 실시 형태 24 중 어느 한 실시 형태에 있어서, 혼합물은 임의의 반응성 희석제가 본질적으로 없는, 부력 모듈의 제조 방법.
26.
실시 형태 1 내지 실시 형태 25 중 어느 한 실시 형태에 있어서, 혼합물을 형상화하는 단계는 혼합물을 주형 내에 주입하는 단계를 포함하는, 부력 모듈의 제조 방법.
27.
실시 형태 1 내지 실시 형태 26 중 어느 한 실시 형태에 있어서, 형상화된 혼합물은 해저 도관의 적어도 일부분을 수용하기 위한 함몰부 또는 구멍을 한정하는, 부력 모듈의 제조 방법.
28.
실시 형태 1 내지 실시 형태 27 중 어느 한 실시 형태에 있어서, 형상화된 혼합물은 해저 도관과 둘러싸는 관계로 서로 해제가능하게 결합하도록 구성된 형태를 갖는 둘 이상의 별개의 부분들을 구성하는, 부력 모듈의 제조 방법.
29.
실시 형태 1 내지 실시 형태 28 중 어느 한 실시 형태의 방법을 사용하여 제조되는 부력 모듈.
30.
실시 형태 29에 있어서, 경질화된 신택틱 폼은 30 MPa 내지 170 MPa의 범위의 정수압 강도를 나타내는, 부력 모듈.
31.
실시 형태 30에 있어서, 경질화된 신택틱 폼은 50 MPa 내지 140 MPa의 범위의 정수압 강도를 나타내는, 부력 모듈.
32.
실시 형태 31에 있어서, 경질화된 신택틱 폼은 60 MPa 내지 100 MPa의 범위의 정수압 강도를 나타내는, 부력 모듈.
33.
실시 형태 29 내지 실시 형태 32 중 어느 한 실시 형태에 있어서, 경질화된 신택틱 폼은 밀도가 0.45 g/㎤ 내지 0.80 g/㎤의 범위인, 부력 모듈.
34.
실시 형태 33에 있어서, 경질화된 신택틱 폼은 밀도가 0.50 g/㎤ 내지 0.70 g/㎤의 범위인, 부력 모듈.
35.
실시 형태 34에 있어서, 경질화된 신택틱 폼은 밀도가 0.55 g/㎤ 내지 0.66 g/㎤의 범위인, 부력 모듈.
36.
부력 모듈로서,
35 내지 60 부피%의 열융해성 분말, 및
40 내지 65 부피%의 유리 미소구체
를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 - 을 포함하며,
경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈.
37.
실시 형태 36에 있어서, 경질화된 신택틱 폼의 적어도 일부분 상에 배치된 장벽 층을 추가로 포함하는, 부력 모듈.
38.
부력 모듈로서,
15 내지 60 부피%의 열융해성 분말, 및
40 내지 85 부피%의 유리 미소구체
를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 -; 및
경질화된 신택틱 폼의 적어도 일부분 상에 배치된 장벽 층
을 포함하는, 부력 모듈.
39.
실시 형태 38에 있어서, 경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈.
40.
실시 형태 36 내지 실시 형태 39 중 어느 한 실시 형태에 있어서, 열융해성 분말은 초고분자량 폴리에틸렌, 폴리아미드, 폴리페닐렌 설파이드, 폴리이미드, 폴리 에테르 에테르 케톤, 폴리카르보네이트, 폴리아미드이미드, 폴리에테르이미드, 폴리에테르케톤케톤, 및 이들의 공중합체 및 혼합물로부터 선택되는 열가소성 물질을 포함하는, 부력 모듈.
41.
실시 형태 36 내지 실시 형태 39 중 어느 한 실시 형태에 있어서, 열융해성 분말은 1액형 가교결합성 에폭시 수지를 포함하는, 부력 모듈.
42.
실시 형태 37 내지 실시 형태 41 중 어느 한 실시 형태에 있어서, 장벽 층은 실리콘, 폴리우레탄, 에폭시, 폴리프로필렌, 폴리에틸렌, 폴리카르보네이트, 폴리아크릴레이트, 폴리에스테르, 플루오로중합체, 폴리비닐 클로라이드, 아크릴로니트릴 부타디엔 스티렌, 및 이들의 공중합체 및 혼합물로부터 선택되는 중합체를 포함하는, 부력 모듈.
43.
실시 형태 37 내지 실시 형태 41 중 어느 한 실시 형태에 있어서, 장벽 층은 알루미늄, 강, 또는 이들의 합금을 포함하는 금속성 재료를 포함하는, 부력 모듈.
44.
실시 형태 36 내지 실시 형태 43 중 어느 한 실시 형태에 있어서, 경질화된 신택틱 폼은 해저 도관의 적어도 일부분을 수용하도록 구성된 함몰부 또는 구멍을 갖는, 부력 모듈.
45.
실시 형태 29 내지 실시 형태 44 중 어느 한 실시 형태에 있어서, 경질화된 신택틱 폼을 해저 도관에 해제가능하게 결합하기 위한 래치를 추가로 포함하는 부력 모듈.
본 발명의 목적 및 이점이 하기의 비제한적인 실시예에 의해 추가로 예시되지만, 하기 실시예에서 언급된 특정 재료 및 그의 양뿐만 아니라 다른 조건 및 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안 된다.
실시예
이러한 실시예에서, 양은, 언급된 바와 같이, 중량부 또는 부피부로 표시될 수 있다. 약어는 하기를 포함한다: HGM = 중공 유리 미소구체, eq= 당량, g= 그램, hr= 시간, rpm= 분당 회전수, wt = 중량, P= 푸아즈, 및 psi = 제곱인치당 파운드.
재료 목록

HGM/분말형 에폭시 분말의 제조
상이한 등급의 3M HGM 및 미경화 분말형 에폭시를 8 온스 (237 밀리리터) 유리병에 첨가하였다. 혼합물을 1분 동안 60% 강도 및 60 ㎐로 설정된 레소다인(Resodyne) 진동식 혼합기를 사용하여 혼합하였다. 하기 표 1은 제조된 일련의 샘플, 및 분말형 에폭시에 대한 1.16 g/cc의 밀도에 기초하여 계산된 그의 이론적 밀도를 나타낸다.
[표 1]

HGM/분말형 에폭시 분말의 경화
2 내지 4 g의 상기에서 제조된 "HGM/분말형 에폭시 분말"을, 1 인치 (2.54 cm)의 직경을 갖는 스테인리스 주형에 첨가하였다. 주형을 320℉의 진공 오븐에 넣었다. 주형에 15 psi (103 ㎪)의 상부 하중 압력을 가하고 28 psi (193 ㎪) 진공 압력을 90분 동안 유지하였다. 이어서 주형 조립체를 오븐에서 꺼내고 20℃로 냉각되게 한 후에 경화된 부품을 인출하였다.
일축 압축 시험
일축 압축 시험은 ASTM D695-10에 따라 수행하였다. 원통 형상 플러그를 칭량하고 물리적 치수를 측정하고 평행판들 사이에 이들 판의 중심에 배치하였다. 이어서 시편을 약간의 접촉 압력 하에 놓고 시험 하중을 기록하면서 시편이 항복될 때까지 2 mm/min의 속도로 압축 시험을 개시하였다. 이 시점에, 시험을 중지하였다.
정수압 압축 시험
정수압 압축 시험은 오일을 유압 유체로서 사용하여 최대 30,000 psi (207 MPa)의 압력을 생성할 수 있는 유압 시험 챔버를 사용하여 수행하였다. 시험 절차는, 경화된 신택틱 폼 샘플을 유압 시험 챔버 내에 직접 배치하는 점을 제외하고는 ASTM D3102-78과 유사하였다.
이 시험에서는, 지정된 압력에 도달할 때까지 압력을 계속 기록하면서, 용적형 펌프가 정밀 부피로 유압 유체를 시험 챔버 내로 전달한다. 유체 그 자체의 압축성을 차감하여, 압력 하에서 붕괴된 부피의 퍼센트를 계산한다. 경화된 신택틱 폼 부품의 중량 및 치수를 측정하였다. 부품을 강도 시험기의 챔버 내에 배치하고 유압 유체 중에 담갔다. 이어서 압력의 함수로서 부피 유지율을 기록하였다 정수압 저항성은 90% 부피 유지율이 측정된 압력으로서 정의하였다.
물 침지 압력(Water Immersion Pressure) 시험
최대 75 부피%의 유리 미소구체의 다양한 로딩으로 신택틱 폼의 샘플을 제조하고 4주 동안 5500 psi의 압력에서 20℃의 물에 담갔다. 신택틱 폼 샘플의 측정된 초기 및 최종 중량 및 치수에 기초하여, 초기 중량에 대한 백분율뿐만 아니라 밀도 변화로서 물 흡수성을 측정하였다.
비교예 A 및 비교예 B
대략 0.6 g/cc의 경화 밀도를 달성하기 위해 HGM2의 양을 59 부피%로 조정한 제형에 따라 액체 에폭시로 2개의 비교예를 제조하였다. 이 제형이 하기 표 2에 제공되어 있다:
[표 2]

액체 수지 성분을 혼합 컵에 첨가하고 플랙텍 스피드 믹서(Flacktek Speed Mixer)를 사용하여 3000 rpm으로 1분 동안 예비 혼합하였다. 이어서 HGM2를 첨가하고 동일한 혼합 속도에서 추가로 1분 동안 혼합을 계속하였다. 이어서 샘플을 70℃의 진공 오븐에 넣고 15 내지 30분 동안 탈기시켰고, 다시 탈기시킴이 없이 상기와 같이 다시 혼합하였다. 이어서 탈기된 샘플을 스테인리스강 원통형 주형으로 옮겼다. 주형을 진공 오븐에 넣고 15 psi (103 ㎪)의 사하중 압력을 주형의 상부에 가하였다. 이어서 샘플을 진공 하에 110℃에서 2시간 동안, 140℃에서 4시간 동안, 및 마지막으로 160℃에서 4시간 동안 경화시켰다. 샘플을 실온으로 냉각한 후에 주형으로부터 빼내었다.
비교예 A 및 비교예 B는 복제품이었고 일축 및 정수압 압축 시험 데이터를 얻는 데 각각 사용하였다.
실시예 1 및 실시예 2
하기 표 3에 제공된 양에 기초하여 HGM 2를 분말형 에폭시와 혼합하여 실시예 1 및 실시예 2를 제조하였다. 대략 0.6 g/cc의 경화 밀도를 달성하기 위해 HGM의 양을 59 부피%로 조정하였다.
[표 3]

50% 강도에서 1분 동안 혼합하는 레소다인 음파 혼합기를 사용하여 2개의 분말 성분을 혼합하였다. 분말 혼합물을 원통형 스테인리스강 주형으로 옮기고, 이어서 진공 오븐에 넣었다. 15 psi (103 ㎪)의 사하중 압력을 주형의 상부에 가하고, 샘플을 진공 하에 160℃에서 4 hr 동안 경화시켰다. 샘플을 실온으로 냉각한 후에 주형으로부터 빼내었다.
실시예 1 및 실시예 2는 복제품이었고 일축 및 정수압 압축 시험 데이터를 얻는 데 각각 사용하였다. 일축 및 정수압 압축 하에서의 실시예 및 비교예에 대한 통합 시험 데이터가 표 4에서 하기에 제공되어 있다.
[표 4]

실시예 3 내지 실시예 14
하기 표 5에 제공된 유리 미소구체 조성물을 사용한 점을 제외하고는, 실시예 1 및 실시예 2를 제조하는 데 사용된 동일한 방법을 사용하여 실시예 3 내지 실시예 5를 제조하였다. 동일한 표가 상이한 유리 버블로부터의 신택틱 폼 밀도의 함수로서 정수압 저항성을 나타낸다.
[표 5]

비교예 C 및 실시예 15 내지 실시예 18
공극 형성을 유도하지 않으면서 밀도가 감소될 수 있는 정도를 결정하기 위하여, 폼 내의 HGM2 유리 미소구체의 부피%가 증가함에 따라 수분 흡수성을 측정하는 추가적인 일련의 측정을 행하였다. 이 데이터에서, 상당한 수분 흡수성은 물 침투 및 부력 감소를 나타낸다. 결과는 하기 표 6에 보고되어 있다.
[표 6]

특허증을 위한 상기 출원에서의 모든 인용된 참고 문헌, 특허, 및 특허 출원은 전체적으로 일관된 방식으로 본 명세서에 참고로 포함된다. 본 출원과 포함되는 참고 문헌들 사이에 불일치 또는 모순이 있는 경우, 본 출원에서의 정보가 우선할 것이다. 당업자가 청구되는 발명을 실시할 수 있게 하기 위해 주어진 전술한 설명은, 청구범위 및 그에 대한 모든 동등물에 의해 한정되는 본 발명의 범주를 제한하는 것으로 해석되지 않아야 한다.
Claims (15)
- 부력 모듈(buoyancy module)의 제조 방법으로서,
하기 성분들:
35 내지 60 부피%의 열융해성(thermally fusable) 분말, 및
40 내지 65 부피%의 유리 미소구체(microsphere)
를 블렌딩하여 혼합물을 얻는 단계 - 각각의 양은 혼합물의 전체 부피를 기준으로 함 -;
혼합물을 형상화하는 단계; 및
열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼(hardened syntactic foam)을 제공하는 단계 - 진공은 유리 미소구체와 관련된 공극(void)을 제외하고는 경질화된 신택틱 폼 내의 실질적으로 모든 내장된(embedded) 공극을 제거하기에 충분함 -
를 포함하는, 부력 모듈의 제조 방법. - 제1항에 있어서, 경질화된 신택틱 폼의 적어도 일부분에 걸쳐 장벽(barrier) 층을 배치하는 단계를 추가로 포함하는, 부력 모듈의 제조 방법.
- 부력 모듈의 제조 방법으로서,
하기 성분들:
15 내지 60 부피%의 열융해성 분말, 및
40 내지 95 부피%의 유리 미소구체
를 블렌딩하여 혼합물을 얻는 단계 - 각각의 양은 혼합물의 전체 부피를 기준으로 함 -;
혼합물을 형상화하는 단계;
열융해성 분말을 진공 하에서 가열하여 경질화된 신택틱 폼을 제공하는 단계; 및
경질화된 신택틱 폼의 적어도 일부분에 걸쳐 장벽 층을 적용하는 단계
를 포함하는, 부력 모듈의 제조 방법. - 제1항 또는 제2항에 있어서, 경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 열융해성 분말은 1액형 가교결합성 에폭시 수지, 페놀 수지, 에폭시 개질된 폴리에스테르, 우레탄 아크릴, 우레탄 폴리에스테르, 에폭시 작용화된 아크릴, 글리시딜 메타크릴레이트 아크릴, 폴리에스테르 트라이글리시딜 아이소시아누레이트, 및 이들의 공중합체 및 혼합물로부터 선택되는 열경화성 물질을 포함하는, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 유리 미소구체는 중위 직경 D50이 10 마이크로미터 내지 70 마이크로미터인, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 유리 미소구체는 D80 - D20 직경 비가 5 마이크로미터 내지 50 마이크로미터인, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 열융해성 분말은 중위 입자 직경이 10 마이크로미터 내지 100 마이크로미터의 범위인, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 열융해성 분말과 유리 미소구체는 중위 입자 직경 비가 0.5:1 내지 1.25:1의 범위인, 부력 모듈의 제조 방법.
- 제1항 또는 제2항에 있어서, 형상화된 혼합물은 해저 도관(subsea conduit)의 적어도 일부분을 수용하기 위한 함몰부(recess) 또는 구멍을 한정하는, 부력 모듈의 제조 방법.
- 제1항 또는 제2항의 방법을 사용하여 제조되는 부력 모듈.
- 부력 모듈로서,
35 내지 60 부피%의 열융해성 분말, 및
40 내지 65 부피%의 유리 미소구체
를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 - 을 포함하며,
경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈. - 제12항에 있어서, 경질화된 신택틱 폼의 적어도 일부분 상에 배치된 장벽 층을 추가로 포함하는 부력 모듈.
- 부력 모듈로서,
15 내지 60 부피%의 열융해성 분말, 및
40 내지 85 부피%의 유리 미소구체
를 포함하는 경질화된 신택틱 폼 - 각각의 양은 경질화된 신택틱 폼의 전체 부피를 기준으로 함 -; 및
경질화된 신택틱 폼의 적어도 일부분 상에 배치된 장벽 층
을 포함하는, 부력 모듈. - 제14항에 있어서, 경질화된 신택틱 폼은 유리 미소구체와 관련된 공극을 제외하고는 내장된 공극이 실질적으로 없는, 부력 모듈.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562174568P | 2015-06-12 | 2015-06-12 | |
| US62/174,568 | 2015-06-12 | ||
| PCT/US2016/036969 WO2016201285A1 (en) | 2015-06-12 | 2016-06-10 | Buoyancy module |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180017092A true KR20180017092A (ko) | 2018-02-20 |
Family
ID=56194612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187000519A KR20180017092A (ko) | 2015-06-12 | 2016-06-10 | 부력 모듈 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10611100B2 (ko) |
| EP (1) | EP3307978B1 (ko) |
| JP (1) | JP2018520313A (ko) |
| KR (1) | KR20180017092A (ko) |
| CN (1) | CN107735244B (ko) |
| AU (1) | AU2016274974B9 (ko) |
| CA (1) | CA2989130A1 (ko) |
| MX (1) | MX2017016275A (ko) |
| RU (1) | RU2017143416A (ko) |
| WO (1) | WO2016201285A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201712940D0 (en) * | 2017-08-11 | 2017-09-27 | Balmoral Comtec Ltd | Material |
| CN109397599A (zh) * | 2017-08-15 | 2019-03-01 | 中国海洋大学 | 一种固体浮力材料的制备方法 |
| US11879222B2 (en) * | 2018-04-12 | 2024-01-23 | Woosb Ltd | Oil spill barrier |
| CN108512186A (zh) * | 2018-04-19 | 2018-09-07 | 中国海洋石油集团有限公司 | 一种水下动态缆浮力块固定装置及其使用方法 |
| US20210354252A1 (en) * | 2018-11-01 | 2021-11-18 | Fusematic Corporation | Buoyancy provisions for facilitating underwater friction welding |
| CN110271125B (zh) * | 2019-06-27 | 2021-07-16 | 江苏科罗普海事科技有限公司 | 一种海洋浮标壳体的成型方法 |
| CN113494643A (zh) * | 2020-04-08 | 2021-10-12 | 苏州希倍优辊轮有限公司 | 一种动态柔性管缆水中浮子及其使用方法 |
| CN112319713A (zh) * | 2020-10-21 | 2021-02-05 | 大连理工大学 | 一种应用于浅水海洋柔性立管的浮力与保护装备 |
| US20220307215A1 (en) * | 2021-03-25 | 2022-09-29 | Yamaha Hatsudoki Kabushiki Kaisha | Marine debris collection device |
| US12043350B1 (en) | 2021-03-29 | 2024-07-23 | The United States Of America, As Represented By The Secretary Of The Navy | Implosion-resistant lightweight membrane shell devices for high-pressure applications |
| CN115410760A (zh) * | 2021-05-27 | 2022-11-29 | 中国海洋大学 | 一种零浮力电缆和深海设备 |
| CN114456544A (zh) * | 2021-12-30 | 2022-05-10 | 兰州大学 | 一种可常温固化的新型高强度固体浮力材料及其制备方法 |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3864426A (en) | 1973-05-23 | 1975-02-04 | Union Carbide Corp | Thermal shock resistant epoxy compositions |
| US4293519A (en) | 1978-03-27 | 1981-10-06 | Motorola Inc. | Method for potting and encapsulating electronic circuits |
| JPS61113590A (ja) * | 1984-11-09 | 1986-05-31 | Nippon Oil & Fats Co Ltd | 耐圧性の浮力材 |
| US4842562A (en) | 1988-01-28 | 1989-06-27 | Supal Mark L | Inflatable buoyancy belt |
| JP2869798B2 (ja) * | 1989-09-13 | 1999-03-10 | 横浜ゴム株式会社 | シンタクチックフォームの成形方法 |
| JP2869803B2 (ja) * | 1989-11-27 | 1999-03-10 | 横浜ゴム株式会社 | 浮力材 |
| JPH0564818A (ja) * | 1991-02-28 | 1993-03-19 | Yokohama Rubber Co Ltd:The | 浮力材の製造方法 |
| US5587231A (en) * | 1994-07-29 | 1996-12-24 | Isorcd, Inc. | Syntactic foam core material and method of manufacture |
| KR19980703761A (ko) * | 1996-02-13 | 1998-12-05 | 캣츠 스티븐 지. | 복합 구조재용 신택틱 포옴 코어 물질 |
| JP2002515924A (ja) * | 1996-02-13 | 2002-05-28 | アイソルカ、インコーポレイテッド | 複合材料構造用のシンタクチックフォームコア材料 |
| US5991330A (en) | 1997-06-27 | 1999-11-23 | Telefonaktiebolaget L M Ericsson (Pub1) | Mobile Station synchronization within a spread spectrum communication systems |
| CA2239950C (en) * | 1997-08-11 | 2007-09-18 | Bayer Corporation | Syntactic rigid pur/pir foam boardstock |
| DE19819929C2 (de) | 1998-05-05 | 2001-07-05 | Ivo Didovic | Ein reibungsarmer Riesen-Rotor als Energiespeicher |
| WO2000040886A1 (fr) * | 1998-12-31 | 2000-07-13 | Bouygues Offshore | Dispositif et procede thermique d'isolation d'au moins une conduite sous-marine a grande profondeur |
| JP2000239433A (ja) * | 1999-02-18 | 2000-09-05 | Unitika Ltd | シンタクチックフォームの製造方法 |
| US6949282B2 (en) * | 2000-07-07 | 2005-09-27 | Delphi Technologies, Inc. | Contoured crushable composite structural members and methods for making the same |
| US7037865B1 (en) | 2000-08-08 | 2006-05-02 | Moldite, Inc. | Composite materials |
| US7662468B2 (en) * | 2000-10-06 | 2010-02-16 | Brock Usa, Llc | Composite materials made from pretreated, adhesive coated beads |
| RU2213075C2 (ru) | 2001-05-30 | 2003-09-27 | Институт химии твердого тела Уральского Отделения РАН | Шихта для получения пенокерамического материала |
| US7121767B1 (en) | 2001-11-14 | 2006-10-17 | Cuming Corporation | Rugged foam buoyancy modules and method of manufacture |
| JP3543802B2 (ja) * | 2002-01-11 | 2004-07-21 | 住友電気工業株式会社 | シンタクチックフォームの製造方法 |
| WO2004018919A2 (en) * | 2002-08-21 | 2004-03-04 | The Research Foundation Of State University Of New York | Process for enhancing material properties and materials so enhanced |
| BR0318260A (pt) * | 2003-04-11 | 2006-05-23 | Balmoral Group | braçadeira de flutuador e método de aplicação |
| US7383885B2 (en) * | 2004-09-22 | 2008-06-10 | William von Eberstein | Floatation module and method |
| US7943535B2 (en) * | 2005-11-17 | 2011-05-17 | Albany Engineered Composites, Inc. | Hybrid three-dimensional woven/laminated struts for composite structural applications |
| CN100378166C (zh) | 2006-04-08 | 2008-04-02 | 海洋化工研究院 | 深海用可加工固体浮力材料及其制备方法 |
| CN101403668B (zh) | 2008-11-03 | 2011-06-22 | 海洋化工研究院 | 固体浮力材料体积弹性模量测量装置及测试方法 |
| US9249283B2 (en) * | 2009-04-29 | 2016-02-02 | Tundra Composites, LLC | Reduced density glass bubble polymer composite |
| US8800664B2 (en) * | 2009-07-27 | 2014-08-12 | Wwt North America Holdings, Inc. | Non-rotating buoyancy modules for sub-sea conduits |
| CN102030887B (zh) | 2009-09-30 | 2012-05-09 | 中国船舶重工集团公司第七一○研究所 | 一种可加工固体浮力材料的制备方法 |
| SG186413A1 (en) * | 2010-06-24 | 2013-01-30 | Acheron Product Pty Ltd | Epoxy composite |
| JP5717368B2 (ja) * | 2010-07-07 | 2015-05-13 | 横浜ゴム株式会社 | シンタクチックフォームの製造方法 |
| CN102775727B (zh) | 2011-05-09 | 2014-07-02 | 海洋化工研究院有限公司 | 一种阻燃固体浮力材料及其制备方法 |
| CN102320743B (zh) | 2011-09-29 | 2013-07-31 | 蚌埠玻璃工业设计研究院 | 铝硅酸盐高强度空心玻璃微珠及其制备方法 |
| CN102702679B (zh) | 2012-05-31 | 2015-03-25 | 中国海洋大学 | 一种深潜用高强固体浮力材料的制备方法 |
| CN102936395A (zh) | 2012-10-22 | 2013-02-20 | 青岛海洋新材料科技有限公司 | 一种制造高强度固体浮力材料的方法 |
| CN202965316U (zh) * | 2012-12-20 | 2013-06-05 | 重庆理工大学 | 常温发泡式的复合酚醛树脂泡沫层 |
| CN103013050B (zh) | 2012-12-28 | 2016-04-06 | 青岛海洋新材料科技有限公司 | 一种固体浮力材料及其制造方法 |
| CN103172975B (zh) | 2013-04-03 | 2014-11-05 | 上海海事大学 | 一种高抗冲固体浮力材料的制备方法 |
| CN203403835U (zh) | 2013-08-05 | 2014-01-22 | 上海卫蓝海洋材料科技有限公司 | 一种深海石油钻采装备浮力补偿系统 |
| CN103421278A (zh) | 2013-08-10 | 2013-12-04 | 滕州市华海新型保温材料有限公司 | 一种低密度高强度固体浮力材料及其制备方法 |
| CN103395485A (zh) | 2013-08-14 | 2013-11-20 | 上海吉龙塑胶制品有限公司 | 一种婴儿游泳辅助装置 |
| CN103483773A (zh) | 2013-09-24 | 2014-01-01 | 滕州市华海新型保温材料有限公司 | 一种深海用固体浮力材料及其制作方法 |
| CN103483774A (zh) | 2013-09-24 | 2014-01-01 | 滕州市华海新型保温材料有限公司 | 一种高性能固体浮力材料及其制备方法 |
| CN103482035B (zh) | 2013-10-09 | 2016-04-20 | 清华大学 | 拼装式海上抗爆巨型混凝土浮式结构 |
| CN103665615B (zh) | 2013-11-26 | 2016-04-20 | 上海复合材料科技有限公司 | 用于固体浮力材料的纤维小球及其制备方法 |
| CN103665768B (zh) | 2013-11-26 | 2016-08-17 | 上海复合材料科技有限公司 | 高强度固体浮力材料的制备方法 |
| CN103819873B (zh) | 2013-12-11 | 2016-01-20 | 青岛海洋新材料科技有限公司 | 一种高强度固体浮力材料及制造方法 |
| CN103819872A (zh) | 2013-12-11 | 2014-05-28 | 青岛海洋新材料科技有限公司 | 一种高抗冲固体浮力材料 |
| CN103788396B (zh) | 2013-12-11 | 2016-03-16 | 青岛海洋新材料科技有限公司 | 一种固体浮力材料的制备方法 |
| CN103819871A (zh) | 2013-12-11 | 2014-05-28 | 青岛海洋新材料科技有限公司 | 一种固体浮力材料 |
| CN103709606B (zh) | 2013-12-13 | 2016-03-02 | 青岛海洋新材料科技有限公司 | 一种高强度固体浮力材料 |
| CN103707590A (zh) | 2013-12-26 | 2014-04-09 | 青岛海洋新材料科技有限公司 | 一种夹心阻尼复合结构浮力材料及其制备工艺 |
| CN103773301A (zh) | 2013-12-26 | 2014-05-07 | 青岛海洋新材料科技有限公司 | 一种粘接浮力材料模块用触变型轻质胶黏剂 |
| CN103709607A (zh) | 2013-12-26 | 2014-04-09 | 青岛海洋新材料科技有限公司 | 一种浇注型轻质复合泡沫浮体材料及其制造方法 |
| CN103754340B (zh) | 2014-02-11 | 2014-12-10 | 中国石油大学(华东) | 一种浮力可调式水下设备辅助安装装置及安装方法 |
| CN103865238B (zh) | 2014-02-13 | 2015-12-30 | 甘肃康博丝特新材料有限责任公司 | 一种深海用高强度固体浮力材料及其制备方法 |
| CN103937155B (zh) | 2014-02-13 | 2016-03-30 | 甘肃康博丝特新材料有限责任公司 | 一种双抗高强度固体浮力材料 |
| CN103865235B (zh) | 2014-02-13 | 2016-01-20 | 甘肃康博丝特新材料有限责任公司 | 一种高抗冲击强度固体浮力材料及其制备方法 |
| CN103865237B (zh) | 2014-02-13 | 2016-03-30 | 甘肃康博丝特新材料有限责任公司 | 一种高强度固体浮力材料及其制备方法 |
| CN103937166B (zh) | 2014-02-13 | 2016-03-30 | 甘肃康博丝特新材料有限责任公司 | 一种抗静电固体浮力材料及其制备方法 |
| CN103937167B (zh) | 2014-02-13 | 2016-03-30 | 甘肃康博丝特新材料有限责任公司 | 一种抗海洋附着生物的固体浮力材料及其制备方法 |
| CN103979796B (zh) | 2014-05-19 | 2016-08-24 | 白银金奇化工科技有限公司 | 一种高强度空心玻璃微珠及其制备方法 |
| CN104059334A (zh) | 2014-07-08 | 2014-09-24 | 上海海事大学 | 一种三相复合固体浮力材料的制备方法 |
| CN104072950A (zh) | 2014-07-17 | 2014-10-01 | 天津中材工程研究中心有限公司 | 一种常温固化的固体浮力材料的原料配方及其制备方法 |
-
2016
- 2016-06-10 CA CA2989130A patent/CA2989130A1/en not_active Abandoned
- 2016-06-10 US US15/735,762 patent/US10611100B2/en not_active Expired - Fee Related
- 2016-06-10 JP JP2017564428A patent/JP2018520313A/ja active Pending
- 2016-06-10 RU RU2017143416A patent/RU2017143416A/ru unknown
- 2016-06-10 KR KR1020187000519A patent/KR20180017092A/ko unknown
- 2016-06-10 CN CN201680034269.9A patent/CN107735244B/zh not_active Expired - Fee Related
- 2016-06-10 MX MX2017016275A patent/MX2017016275A/es unknown
- 2016-06-10 WO PCT/US2016/036969 patent/WO2016201285A1/en active Application Filing
- 2016-06-10 EP EP16731750.2A patent/EP3307978B1/en active Active
- 2016-06-10 AU AU2016274974A patent/AU2016274974B9/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN107735244B (zh) | 2020-02-28 |
| US20180169977A1 (en) | 2018-06-21 |
| MX2017016275A (es) | 2018-04-20 |
| AU2016274974B2 (en) | 2019-06-27 |
| CA2989130A1 (en) | 2016-12-15 |
| WO2016201285A1 (en) | 2016-12-15 |
| US10611100B2 (en) | 2020-04-07 |
| JP2018520313A (ja) | 2018-07-26 |
| EP3307978A1 (en) | 2018-04-18 |
| RU2017143416A3 (ko) | 2019-07-17 |
| AU2016274974A1 (en) | 2018-01-04 |
| AU2016274974B9 (en) | 2019-07-11 |
| RU2017143416A (ru) | 2019-07-16 |
| CN107735244A (zh) | 2018-02-23 |
| EP3307978B1 (en) | 2020-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180017092A (ko) | 부력 모듈 | |
| CA2803640C (en) | Epoxy composite | |
| Gupta et al. | Microballoon wall thickness effects on properties of syntactic foams | |
| CN101824206B (zh) | 一种超高强浮力材料及其制备方法 | |
| US6284809B1 (en) | Thermally insulating syntactic foam composition | |
| CN103172975B (zh) | 一种高抗冲固体浮力材料的制备方法 | |
| US8091647B2 (en) | Means of preventing marine fouling of subsea connectors | |
| Wu et al. | Preparation and mechanical properties of carbon fiber reinforced multiphase Epoxy syntactic foam (CF-R-Epoxy/HGMS/CFR-HEMS foam) | |
| Khan et al. | Visualizing pseudo‐ductility in carbon/glass fiber hybrid composites manufactured using infusible thermoplastic Elium® resin | |
| AU3329199A (en) | Low cost deep water efficient buoyancy | |
| John et al. | Thermosetting polymer based syntactic foams: an overview | |
| US20080233332A1 (en) | Thermal Insulation Material | |
| CN104177776A (zh) | 深海固体浮力材料及其制备方法 | |
| US20130189510A1 (en) | Pressure resistant material and method of manufacturing such a material | |
| US20110104473A1 (en) | Light weight interpenetrating phase composite foam and methods for making and using the same | |
| JP7111311B2 (ja) | 難燃性材料 | |
| Yu et al. | Comparison of two different methods for producing hollow macrospheres with carbon fiber reinforced composite skin used in syntactic foams | |
| WO2020113334A1 (en) | Elastomeric composites and methods for producing same | |
| RU2575456C2 (ru) | Эпоксидный композит | |
| Liang et al. | Manufacture and properties of syntactic foam for 11000 meters deep-sea | |
| Geng et al. | Effects of diluent on mechanical properties of hollow glass microsphere reinforced epoxy resin composite | |
| John et al. | Handbook of Thermoset Plastics: 13. Syntactic Foams | |
| CN113402849A (zh) | 一种超高强低密全海深固体浮力材料及其制备方法 | |
| Das | Reinforcement of syntactic foam with silicon carbide nanoparticles | |
| Seamark | Development of buoyancy for flexible production riser system for North Sea sun oil Balmoral Field |