KR20170018342A - 집전체용 금속박, 집전체 및 집전체용 금속박의 제조 방법 - Google Patents
집전체용 금속박, 집전체 및 집전체용 금속박의 제조 방법 Download PDFInfo
- Publication number
- KR20170018342A KR20170018342A KR1020167035737A KR20167035737A KR20170018342A KR 20170018342 A KR20170018342 A KR 20170018342A KR 1020167035737 A KR1020167035737 A KR 1020167035737A KR 20167035737 A KR20167035737 A KR 20167035737A KR 20170018342 A KR20170018342 A KR 20170018342A
- Authority
- KR
- South Korea
- Prior art keywords
- metal foil
- active material
- current collector
- roughened
- concave portion
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D33/00—Special measures in connection with working metal foils, e.g. gold foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B3/00—Presses characterised by the use of rotary pressing members, e.g. rollers, rings, discs
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/04—Wires; Strips; Foils
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/04—Electroplating: Baths therefor from solutions of chromium
- C25D3/08—Deposition of black chromium, e.g. hexavalent chromium, CrVI
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/68—Current collectors characterised by their material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/70—Current collectors characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
- H01G11/86—Processes for the manufacture of hybrid or EDL capacitors, or components thereof specially adapted for electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/054—Accumulators with insertion or intercalation of metals other than lithium, e.g. with magnesium or aluminium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y02E60/12—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Power Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- General Chemical & Material Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Metal Rolling (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
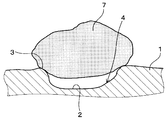
집전체용 금속박(1)은 적어도 한쪽 표면이 조면화되어 있다. 조면화된 표면에는 저면부(2)와 저면부(2)를 둘러싸고 저면부(2)보다 융기한 엣지부(3)를 갖는 오목 형상부(4)가 다수 존재하고 있다. 오목 형상부(4)의 페렛 직경의 평균(Lave)은 0.5㎛ 이상 50㎛ 이하이다. 집전체용 금속박(1)은 리튬 이온 2차 전지, 나트륨 2차 전지, 전기 2중층 캐패시터 또는 리튬 이온 캐패시터용의 전극 집전체로서 적합하다.
Description
본 발명은 집전체용 금속박, 집전체 및 집전체용 금속박의 제조 방법에 관한 것이다.
2차 전지나 캐패시터 등의 디바이스에 사용되는 집전체는 전극 활물질을 금속박의 표면에 고정함으로써 구성되어 있다.
예를 들면, 리튬 이온 2차 전지의 음극 집전체는 탄소 분말로 이루어지는 음극 활물질, 결착제 및 도전제 등을 용매에 혼합하여 분산시킨 슬러리를 금속박에 도포하여 도포층을 형성한 후, 도포층을 건조시켜서 용매를 제거한다. 그 후에 음극 활물질의 층내 밀도를 증대시키기 위해서, 필요에 따라 압착 공정을 행한다. 이렇게 하여, 금속박의 표면에 활물질 함유층을 갖는 음극 집전체를 제작할 수 있다.
집전체에서의 금속박과 활물질의 밀착성은 디바이스의 성능에 크게 영향을 준다. 즉, 활물질이 금속박으로부터 탈락하면, 용량의 저하, 충방전 특성의 저하 또는 전극간의 단락 등의 문제를 초래하여, 디바이스의 성능을 저하시키는 원인이 된다. 또한, 활물질이 금속박으로부터 탈락하기 쉬운 경우에는, 디바이스의 성능을 장기간에 걸쳐서 유지하는 것이 곤란해질 우려가 있다.
금속박과 활물질의 밀착성을 개선하는 방법으로서 금속박의 표면을 조면화하는 방법이 알려져 있다. 예를 들면, 특허문헌 1에는, 적어도 한쪽 표면의 거칠기로서 JIS B 0601:1994에 의한 평균 거칠기(Ra)가 0.3㎛ 이상 1.5㎛ 이하이고 최대 높이(Ry)가 0.5㎛ 이상 5.0㎛ 이하인 집전체용 알루미늄박이 개시되어 있다.
그러나, 종래 기술에 의해 제조되는 금속박은 활물질과의 밀착성이 아직 충분하지 않고, 새로운 개량이 요구되고 있는 것이 현재의 상황이다. 특히, 분말상의 활물질을 사용하는 경우에는 금속박과 활물질의 밀착성이 저하되기 쉽다.
본 발명은 상기의 배경에 감안하여 이루어진 것으로, 장기간에 걸쳐서 양호한 성능을 유지할 수 있는 집전체용 금속박과 그 제조 방법, 및 상기 금속박을 사용한 집전체를 제공하고자 하는 것이다.
본 발명의 일 형태는 적어도 한쪽 표면이 조면화된 집전체용 금속박으로서,
저면부와 상기 저면부를 둘러싸고 상기 저면부보다 융기한 엣지부를 갖는 오목 형상부가 상기 조면화된 표면에 다수 존재하고 있고,
상기 오목 형상부의 페렛 직경(Feret Diameter)의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하인 것을 특징으로 하는 집전체용 금속박에 있다.
본 발명의 다른 형태는 상기 집전체용 금속박의 조면화된 표면 위에 활물질 함유층을 갖는 집전체로서, 상기 활물질 함유층에 포함되는 활물질의 평균 2차 입자 직경(dave)이 0.5㎛ 이상 50㎛ 이하인 것을 특징으로 하는 집전체에 있다.
본 발명의 또 다른 형태는 한 쌍의 롤에서의 적어도 한쪽 롤의 조면화 표면에 도금 처리를 행함으로써 다수의 볼록부를 갖는 크롬 도금막을 형성하고, 그 후에 상기 크롬 도금막에서의 상기 볼록부의 정부(頂部)를 찌부러뜨려 평탄면을 형성한 한 쌍의 조면화 롤을 미리 준비하고,
한 쌍의 상기 조면화 롤 사이에 금속박을 1패스 이상 통하여 상기 조면화 롤의 표면 형상을 전사(轉寫)하는 전사 공정을 행함으로써, 주위보다 함몰한 저면부와 상기 저면부를 둘러싸고 상기 저면부보다 융기한 엣지부를 갖는 오목 형상부를 표면에 다수 형성하고, 상기 오목 형상부의 페렛 직경의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하가 되도록 상기 금속박의 조면화를 행하는 것을 특징으로 하는 집전체용 금속박의 제조 방법에 있다.
상기 집전체용 금속박(이하, 적절히 「금속박」이라고 하는 경우가 있음)은 저면부와 상기 저면부를 둘러싸고 상기 저면부보다 융기한 엣지부를 갖는 오목 형상부를 상기 조면화된 표면에 다수 갖고 있고, 상기 오목 형상부의 페렛 직경의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하이다. 상기 특정한 형상 및 치수를 갖는 상기 오목 형상부에는 상기 오목 형상부의 치수와 같은 정도의 치수를 갖는 활물질의 입자가 빠지기 쉽다. 그리고, 상기 오목 형상부에 활물질 입자가 빠진 상태에서는, 상기 엣지부와 활물질 입자가 접촉하는 영역이 선 형상으로 연속하여 형성되기 쉬워지기 때문에, 활물질 입자가 상기 금속박으로부터 박리하기 어려워진다. 그 때문에, 상기 금속박은 활물질의 밀착성을 향상시킬 수 있고, 활물질을 박리하기 어렵게 할 수 있다.
또한, 상기 오목 형상부에 활물질 입자가 빠진 상태에서는, 상기 엣지부와 활물질 입자가 접촉하는 영역의 면적이 종래의 금속박에 비해 넓다. 그 때문에, 상기 금속박은 활물질과의 사이의 접촉 저항을 저감할 수 있다.
이상과 같이, 상기 금속박은 활물질이 박리하기 어렵고 또한 활물질과의 사이의 접촉 저항을 저감할 수 있다. 그 때문에, 상기 금속박은 활물질과의 사이의 양호한 전기적 접속을 장기간에 걸쳐서 유지할 수 있다.
또한, 상기 집전체는 상기 금속박의 조면화된 표면 위에 상기 활물질 함유층을 갖고 있고, 상기 활물질 함유층에 포함되는 활물질의 평균 2차 입자 직경(dave)이 0.5㎛ 이상 50㎛ 이하이다. 그러므로, 상기 집전체는 상기 오목 형상부에 상기 활물질의 입자가 빠지기 쉽고, 상기 활물질 함유층의 박리를 억제할 수 있는 동시에, 활물질과 상기 금속박 사이의 접촉 저항을 저감할 수 있다. 또한, 상기 집전체를 전극으로서 사용한 2차 전지나 캐패시터 등의 디바이스는 상기의 낮은 접촉 저항에 유래하여 전극 저항을 용이하게 저감할 수 있다. 그 결과, 디바이스의 충방전 특성을 향상시켜 고율에서의 충방전을 행할 수 있다. 또한, 상기 집전체를 사용한 디바이스는 상술한 높은 밀착성 때문에, 장기간에 걸쳐서 높은 성능을 유지하는 것이 가능하다.
또한, 상기 집전체용 금속박의 제조 방법은 한 쌍의 상기 조면화 롤의 표면 형상을 전사함으로써 상기 금속박을 제작할 수 있다. 상기 제조 방법은 전사라는 기법을 사용함으로써 상기 금속박의 표면 형상을 재현성 좋게 제어할 수 있다. 그러므로, 상기 조면화 롤의 표면 형상을 관리만 하면, 금속박의 전체 길이에서 상기 오목 형상부의 형태 및 배치를 용이하게 균일화시킬 수 있다. 그 결과, 뛰어난 품질을 갖는 상기 금속박을 용이하게 제작할 수 있다. 또한, 상기 조면화 롤의 표면 형상을 전사하는 공정은 종래의 금속박의 제조 공정에 용이하게 포함시키는 것이 가능하기 때문에, 상기 금속박의 제조 방법을 간략화할 수 있는 동시에 생산성을 향상시킬 수 있다.
도 1은 실시예에서의 금속박의 오목부에 활물질 입자가 빠진 상태의 일례를 도시한 상면도.
도 2는 도 1의 화살표로 표시된 II-II선의 일부 단면도.
도 3은 실시예에서의 조면화 처리를 실시한 압연 롤 표면의 일례를 도시한 일부 단면도.
도 4는 실시예에서의 조면화 처리 후, 크롬 도금막을 형성한 압연 롤 표면의 일례를 도시한 일부 단면도.
도 5는 실시예에서의 크롬 도금막의 정부를 찌부러뜨림으로써 제작된 조면화 롤 표면의 일례를 도시한 일부 단면도.
도 6은 실시예 3에서의 오목 형상부를 갖는 금속박(E3) 표면의 SEM상.
도 7은 비교예 1에서의 오목 형상부를 갖지 않는 금속박(C1) 표면의 SEM상.
도 8은 실시예 9에서의 오목 형상부를 갖는 금속박(E9) 표면의 SEM상.
도 9는 비교예 6에서의 오목 형상부를 갖지 않는 금속박(C6) 표면의 SEM상.
도 10은 실시예에서의 크레이터 형상의 오목부를 갖지 않는 금속박에 활물질 입자가 부착된 상태의 일례를 도시한 상면도.
도 11은 도 10의 화살표로 표시된 XI-XI선의 일부 단면도..
도 2는 도 1의 화살표로 표시된 II-II선의 일부 단면도.
도 3은 실시예에서의 조면화 처리를 실시한 압연 롤 표면의 일례를 도시한 일부 단면도.
도 4는 실시예에서의 조면화 처리 후, 크롬 도금막을 형성한 압연 롤 표면의 일례를 도시한 일부 단면도.
도 5는 실시예에서의 크롬 도금막의 정부를 찌부러뜨림으로써 제작된 조면화 롤 표면의 일례를 도시한 일부 단면도.
도 6은 실시예 3에서의 오목 형상부를 갖는 금속박(E3) 표면의 SEM상.
도 7은 비교예 1에서의 오목 형상부를 갖지 않는 금속박(C1) 표면의 SEM상.
도 8은 실시예 9에서의 오목 형상부를 갖는 금속박(E9) 표면의 SEM상.
도 9는 비교예 6에서의 오목 형상부를 갖지 않는 금속박(C6) 표면의 SEM상.
도 10은 실시예에서의 크레이터 형상의 오목부를 갖지 않는 금속박에 활물질 입자가 부착된 상태의 일례를 도시한 상면도.
도 11은 도 10의 화살표로 표시된 XI-XI선의 일부 단면도..
[집전체용 금속박]
상기 금속박의 재질로서는 종래 집전체에 사용되고 있는 금속을 채용할 수 있다. 예를 들면, 리튬 이온 2차 전지 또는 리튬 이온 캐패시터의 양극 집전체에 사용하는 금속박으로서는 알루미늄 또는 스테인레스강 등을 사용할 수 있다. 또한, 음극 집전체에 사용하는 금속박으로서는 구리, 구리 합금, 스테인레스강, 니켈 또는 철 등을 사용할 수 있다. 또한, 전기 2중층 캐패시터의 집전체에 사용하는 금속박으로서는 양극 집전체 및 음극 집전체 중 어느 쪽에도 알루미늄, 구리, 구리 합금, 스테인레스강, 니켈 또는 철 등을 사용할 수 있다. 또한, 상기의 「알루미늄」에는 알루미늄 합금이 포함된다.
구체적으로, 알루미늄으로서는 1000계 알루미늄 합금, 3000계 알루미늄 합금 및 8000계 알루미늄 합금 등을 사용할 수 있다. 또한, 구리로서는 무산소 구리, 터프피치 구리 등을 사용할 수 있다. 또한, 구리 합금으로서는 Cu-Sn(구리-주석)계, Cu-Ag(구리-은)계, Cu-Zn(구리-아연)계, Cu-Cr(구리-크롬)계, Cu-Zr(구리-지르코늄)계 등의 구리 합금을 사용할 수 있다. 또한, 스테인레스강으로서는 예를 들면, SUS304 스테인레스강 합금, SUS316 스테인레스강 합금 등을 사용할 수 있다.
상기 금속박은 알루미늄, 구리 또는 구리 합금으로 구성되어 있는 것이 바람직하다. 이들 금속은 양극 집전체에 사용할 경우에 높은 내식성을 갖는다. 또한, 이러한 금속은 리튬 이온 2차 전지 등의 음극 집전체에 사용할 경우에, 전해액에 포함되는 리튬 이온이 도프되는 것에 의한 취화가 일어나기 어렵기 때문에 적합하다. 또한, 이러한 금속은 통상 높은 도전성을 갖기 때문에 고율에서의 충방전을 행하는 용도에 적합하다. 또한, 스테인레스강은 알루미늄 등에 비해 도전율이 낮기 때문에 고율에서의 충방전을 행하는 용도에는 맞지 않다. 그러나, 스테인레스강으로 이루어지는 금속박은 디바이스를 제조하는 과정에서 레이저 용접이 가능하다는 등의 제조상의 장점이 있기 때문에, 예를 들면 레이저 용접이 필요한 디바이스에서는 뛰어난 집전체가 될 수 있다.
또한, 상기 금속박은 구리 또는 구리 합금으로 이루어지고, 음극에 사용되는 것이 특히 바람직하다. 종래, 구리나 구리 합금으로 이루어지는 금속박을 사용한 음극 집전체는 활물질 함유층과의 밀착성을 높이는 것이 곤란하고, 2차 전지나 캐패시터의 수명이 열화하는 요인이 되고 있었다. 한편, 상기 금속박은 상술한 바와 같이 활물질 함유층과의 밀착성을 높일 수 있기 때문에, 뛰어난 충방전 특성을 장기간에 걸쳐서 유지할 수 있다. 그 결과, 2차 전지나 캐패시터의 수명을 향상시킬 수 있다.
상기 금속박은 5 내지 35㎛의 두께를 갖는 것이 바람직하다. 상기 금속박은 5㎛ 이상의 두께를 가짐으로써, 표면에 오목 형상부를 형성할 때에 균열 등이 생기기 어려워져 활물질의 밀착성 향상에 기여하기 쉬워진다. 또한, 상기 두께를 35㎛ 이하로 함으로써 상기 금속박의 체적이나 중량을 비교적 작게 할 수 있고, 상기 집전체를 내장한 디바이스의 소형화, 경량화를 보다 용이하게 행할 수 있다. 같은 관점에서 상기 금속박은 8 내지 18㎛의 두께를 갖는 것이 보다 바람직하다.
상기 금속박은 한쪽 표면만 조면화되어도 좋고, 양쪽의 표면이 조면화되어도 좋다. 조면화된 표면에 다수 존재하는 오목 형상부는 상술한 바와 같이, 저면부 및 저면부를 둘러싸는 엣지부를 갖고 있다. 즉, 오목 형상부는 폐곡선 형상의 엣지부에 의해 구획된 크레이터 형상을 나타내고 있다. 이와 같이 크레이터 형상을 나타내는 오목 형상부에는 활물질 입자가 빠지기 쉽다. 그리고, 오목 형상부에 빠진 상태의 활물질 입자는 오목 형상부의 외연(外緣)에 존재하는 엣지부에 의해 지지되기 때문에, 엣지부와 활물질 입자가 접촉하는 영역이 선 형상으로 연속하여 형성되기 쉽다. 그 때문에, 상술한 바와 같이, 활물질의 밀착성을 향상시키는 동시에 활물질과 금속박 사이의 접촉 저항을 저감할 수 있다.
오목 형상부의 페렛 직경의 평균(Lave)은 0.5㎛ 이상 50㎛ 이하이다. 페렛 직경의 평균(Lave)은 이하와 같이 하여 구한다. 우선, 금속박 표면을 현미경에 의해 배율 2000배로 관찰하고, 표면의 화상을 취득한다. 이어서, 상기 화상 중에 X축 및 X축에 직교하는 Y축을 가상적으로 설정하고, 상기 화상 중에 존재하는 개개의 오목 형상부에 대하여 X축 방향의 길이(Lx) 및 Y축 방향의 길이(Ly)를 산출한다. 이상에 의해 얻어진 모든 Lx의 값 및 Ly의 값을 평균한 값을 페렛 직경의 평균(Lave)으로 한다. 이상의 처리는 화상 해석 장치 등을 사용하여 행하여도 좋다. 본원에서는 금속박 표면의 화상을 기엔스사 제조 마이크로스코프 「VHX-5000」에 의해 취득하고, 상기 장치에 부속되는 화상 해석 장치를 사용하여 Lave의 산출을 행하였다. 또한, 상기의 방법에서 가상적으로 설정되는 X축 및 Y축의 방향은 특별히 한정되지 않는다.
조면화된 표면에서의 오목 형상부의 점유 면적은 원하는 특성이나 사용하는 활물질의 종류 등에 따라 적절히 설정할 수 있다. 예를 들면, 평균 2차 입자 직경(dave)이 0.5㎛ 이상 50㎛ 이하인 활물질을 사용할 경우에는, 상기 금속박의 표면이 차지하는 저면부의 면적 비율을 30 내지 90%로 함으로써, 밀착성 향상의 효과 및 접촉 저항 저감의 효과를 충분히 얻을 수 있다.
또한, 다수의 오목 형상부 중 90% 이상의 오목 형상부가 2.5㎛ 이하의 깊이를 갖는 것이 바람직하다. 여기에서, 개개의 오목 형상부의 깊이는 저면부의 최하점에서 엣지부의 최상점까지의 높이로 한다.
오목 형상부의 깊이가 과도하게 깊은 경우에는, 상기 금속박의 두께가 국소적으로 얇아지기 때문에 국소적으로 금속박의 강도가 저하한다. 그러므로, 깊은 오목 형상부의 비율이 많아지면, 균열 발생 등의 문제를 초래할 우려가 있다. 이러한 문제는 오목 형상부 깊이의 분포를 상술한 바와 같이 제어함으로써 회피할 수 있다.
한편, 오목 형상부의 깊이가 과도하게 얕은 경우에는 활물질 입자가 저면부에 접촉하기 쉬워진 결과, 활물질 입자가 엣지부에서 부상(浮上)하기 쉬워진다. 그러므로, 얕은 오목 형상부의 비율이 많아지면 활물질 입자가 오목 형상부에 빠지기 어려워지고, 밀착성 향상의 효과나 접촉 저항 저감의 효과가 불충분해질 우려가 있다. 이러한 문제를 회피하는 관점에서 90% 이상의 오목 형상부가 0.5㎛ 이상의 깊이를 갖는 것이 보다 바람직하다.
개개의 오목 형상부의 형태 및 배치는 다양한 형태를 취할 수 있다. 예를 들면, 오목 형상부는 상면시(上面視)에 있어서, 대략 원형이나 대략 타원형 등의 형상으로 할 수 있다. 또한, 오목 형상부는 불규칙하게 배치되어 있어도 좋고, 격자상으로 규칙 바르게 배치되어 있어도 좋다. 또한, 상기의 대략 원형이나 대략 타원형이란 기하학적으로 정의되는 진원(眞圓) 및 타원을 포함하고, 이들 형상을 일반적인 감각으로서 원형 또는 타원형으로 인식할 수 있는 정도로 왜곡된 형상을 포함한다.
오목 형상부는 상면시에 있어서, 엣지부의 적어도 일부가 대략 원호상을 나타내는 것이 바람직하다. 즉, 오목 형상부는 대략 원형이나 대략 타원형의 크레이터 형상, 또는 이들 형상이 중첩되어 이루어지는 형상 등을 나타내는 것이 바람직하다. 이 경우에는, 오목 형상부에 활물질 입자가 빠진 상태에서 엣지부와 활물질 입자가 접촉하는 영역의 면적이 보다 넓어지기 쉽다. 그 때문에, 상기 금속박은 활물질의 밀착성을 보다 향상시킬 수 있는 동시에 접촉 저항을 보다 저감할 수 있다.
[집전체용 금속박의 제조 방법]
상기 금속박은 미리 준비한 한 쌍의 조면화 롤을 사용하여, 조면화 롤의 표면 형상을 금속박에 전사하는 전사 공정을 행함으로써 제작할 수 있다.
(조면화 롤의 준비)
한 쌍의 조면화 롤은 적어도 한쪽의 롤에 조면화 처리를 실시한 후, 조면화 표면에 도금 처리를 실시하여 다수의 볼록부를 갖는 크롬 도금막을 형성하고, 그 후에 크롬 도금막에서의 볼록부의 정부를 찌부러뜨림으로써 제작할 수 있다. 조면화 롤의 제작에 사용되는 롤로서는 예를 들면, 엠보스 롤이나 압연 롤을 사용할 수 있다. 조면화 처리 및 크롬 도금막의 형성은 한 쌍의 롤 중 한쪽의 롤에만 행하여도 좋고, 양쪽의 롤에 행하여도 좋다.
롤의 조면화 처리는 예를 들면, 샌드 브라스트, 액체 호닝, 숏피닝, 방전 가공, 레이저 덜(laser dull) 가공, 미분말 용사(溶射) 등의 수법에 의해 행할 수 있다. 또한, 상술한 방법 이외의 방법으로서, 예를 들면 하기의 각종 기계적 방법, 화학적 방법, 물리적 방법을 채용할 수도 있다. 기계적 방법으로서는 박 표면을 에메리지(emery paper) 등의 연마지로 문지르거나, 샌드 브라스트 등의 블라스트 가공을 사용하여 박 표면을 조면화하는 방법 등을 들 수 있다. 또한, 화학적 방법으로서는 산 등에 의해 에칭하는 방법 등을 들 수 있다. 또한, 물리적 방법으로서는 스퍼터링 등, 이온을 충돌시켜서 표면을 조면화하는 방법 등을 들 수 있다. 이들 방법은 1종 또는 2종 이상 병용하여도 좋다.
조면화 처리 후, 롤의 표면에 크롬 도금 처리를 실시하여, 크롬 도금막을 형성한다. 크롬 도금 처리는 예를 들면 전기 도금법 등 종래 공지된 방법 및 조건에 의해 실시할 수 있다.
롤의 표면에 형성된 크롬 도금막은 대략 구면 형상으로 돌출한 볼록부를 다수 갖고 있다. 이 볼록부의 정부를 찌부러뜨림으로써, 크레이터 형상을 나타내는 오목 형상부에 대응하는 형상을 형성할 수 있다. 상기 정부를 찌부러뜨리는 방법으로서는 예를 들면, 상기 롤을 사용하여 금속박의 압연을 행하는 방법이 있다. 즉, 금속박을 압연할 때의 하중에 의해 상기 정부가 찌부러지기 때문에, 상기 정부에 평탄면을 형성할 수 있다. 또한, 정부를 찌부러뜨리는 공정에 사용되는 금속박의 재질은 특별히 한정되지 않는다. 이상에 의해, 한 쌍의 상기 조면화 롤을 얻을 수 있다.
(전사 공정)
상기한 바와 같이 하여 얻어진 한 쌍의 조면화 롤 사이에 금속박을 1패스 이상 통하여 조면화 롤의 표면 형상을 전사하는 공정을 행함으로써 상기 볼록부의 형상이 금속박의 표면에 전사된다. 그 결과, 금속박의 표면에 오목 형상부를 형성하여 조면화할 수 있다. 전사 공정에 있어서, 금속박을 한 쌍의 조면화 롤 사이에 통하는 패스 수는 얻고자 하는 금속박의 특성에 따라 적절히 설정할 수 있다. 즉, 금속박을 한 쌍의 조면화 롤 사이에 통하는 회수를 늘림으로써, 보다 다수의 오목 형상부를 형성할 수 있다.
[집전체]
상기 금속박을 사용한 집전체의 구성예를 이하에 설명한다. 집전체는 상기 금속박의 조면화된 표면에 활물질을 함유하는 활물질 함유층을 갖고 있다. 활물질의 평균 2차 입자 직경(dave)은 0.5㎛ 이상 50㎛ 이하인 것이 바람직하다. 활물질 입자는 오목 형상부의 치수와 동등한 입자 직경 또는 오목 형상부보다 조금 큰 입자 직경을 갖는 경우에 오목 형상부에 빠지기 쉬워진다. 상기 특정한 범위의 평균 2차 입자 직경(dave)을 갖는 활물질을 사용함으로써, 오목 형상부의 치수와 동등한 입자 직경을 갖는 활물질 입자가 활물질 함유층에 다수 포함되기 때문에, 밀착성 향상의 효과 및 접촉 저항 저감의 효과를 충분히 얻을 수 있다. 또한, 활물질의 평균 2차 입자 직경(dave)은 레이저 회절식 입도 분포 측정 장치를 사용하여 취득한 입도 분포에서의 누적 도수가 체적 백분률로 50%가 되는 입자 직경(D50)의 값으로 한다.
활물질 함유층은 활물질 및 결착제를 적어도 포함하고 있고, 필요에 따라 도전 조제를 사용하여도 좋다. 예를 들면, 상기 집전체를 리튬 이온 2차 전지의 음극용으로 구성할 경우에는, 규소, 주석 또는 게르마늄 등의 단체, 이들 산화물 또는 합금, 탄소 재료, 티탄산 리튬 등 종래 공지된 활물질을 사용할 수 있다. 또한, 결착제로서는 예를 들면 폴리불화비닐리덴(PVDF), 수용성 아크릴계 바인더, 스티렌부타디인 고무 등을 사용할 수 있다. 또한, 도전 조제로서는 예를 들면 카본 블랙, 인조 흑연, 케첸 블랙, 아세틸렌 블랙, 탄소 섬유 등을 사용할 수 있다.
이들 원료를 N-메틸-2-피롤리돈(NMP)이나 물 등의 용매에 분산시켜 상기 금속박의 표면에 도포한 후, 가열하여 건조시킴으로써 활물질 함유층을 형성할 수 있다. 또한, 상기 분산액의 점도를 조정하기 위해서, 카복시메틸셀룰로스나 메틸셀룰로스 등의 증점제를 병용하여도 좋다.
또한, 상기 집전체를 리튬 이온 2차 전지의 양극용에 구성할 경우에는, LiCoO2, LiMn2O4, LiMnO2, LiNiO2, LiCo1 /3Ni1 /3Mn1 /3, LiFePO4 등의 활물질을 사용할 수 있다. 결착제, 도전 조제, 용매 및 증점제로서는 상술한 음극용의 경우와 같은 물질을 사용할 수 있다.
상기 집전체는 상술한 리튬 이온 2차 전지 외에 나트륨 2차 전지, 전기 2중층 캐패시터, 리튬 이온 캐패시터 등의 디바이스에 사용하는 것도 가능하다. 상기 집전체를 리튬 이온 2차 전지 이외의 디바이스에 사용할 경우에는, 디바이스에 따른 공지된 활물질 함유층을 상기 금속박 위에 설치하면 좋다.
[실시예]
상기 집전체용 금속박 및 상기 집전체의 실시예를 이하에 설명한다. 집전체용 금속박(1)은 주위보다 함몰한 저면부(2)와, 저면부(2)를 둘러싸고 저면부(2)보다 융기한 엣지부(3)를 갖는 오목 형상부(4)(도 1 및 도 2 참조)를 양쪽 표면에 다수 갖고 있다.
집전체용 금속박(1)은 미리 준비한 한 쌍의 조면화 롤(6)(도 5 참조) 사이에 금속박을 1패스 이상 통하여 조면화 롤(6)의 표면 형상을 전사하는 전사 공정을 행함으로써 제작하였다. 그 후에 집전체용 금속박(1)의 양쪽 표면에 활물질 함유층을 형성함으로써 집전체를 제작하였다. 이하에, 집전체용 금속박(1) 및 집전체의 보다 상세한 구성 및 제조 방법을 설명한다.
(실시예 1)
한 쌍의 조면화 롤(6)을 이하의 순서에 의해 미리 준비하였다. 우선, 한 쌍의 압연 롤(60)에 입자 직경 40㎛의 투사 그리드 입자를 사용하여 숏 덜(shot dull) 가공을 실시하고, 양쪽의 압연 롤(60)의 표면(600)을 도 3 에 도시한 바와 같이 조면화하였다. 이어서, 압연 롤(60)의 표면(600)에 크롬 도금 처리를 실시하여, 크롬 도금막(61)을 형성하였다. 크롬 도금 처리는 무수크롬산 250g/L 및 황산 2.5g/L을 포함하는 서전트욕에서 실시하고, 온도 50℃, 전류 밀도 30A/dm2의 조건으로 행하였다. 크롬 도금막(61)의 막 두께는 5㎛로 하였다. 도 4에 도시한 바와 같이 크롬 도금막(61)은 표면(600)이 뾰족해진 부분에 우선적으로 부착함으로써, 대략 구면 형상의 볼록부(610)를 다수 갖고 있었다.
그 후에 크롬 도금막(61)을 형성한 한 쌍의 압연 롤(60)을 워크롤로서, 터프피치 구리로 이루어지는 두께 10㎛의 압연 동박을 압연 하중 1300㎫의 조건으로 길이 300m에 걸쳐서 압연하였다. 이로써, 도 4에 도시한 볼록부(610)의 정부가 찌부러지고, 도 5에 도시한 바와 같이 평탄면(611)이 형성되었다. 이상에 의해, 조면화 롤(6)을 제작하였다.
그 후에 얻어진 한 쌍의 조면화 롤(6) 사이에 터프피치 구리로 이루어지는 두께 10㎛의 압연 동박을 통하여 조면화 롤(6)의 표면 형상을 전사하였다. 이상에 의해, 압연 동박의 양쪽 표면에 다수의 오목 형상부(4)를 갖는 금속박(E1)을 얻었다. 금속박(E1)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 6.3㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.9㎛이었다.
또한, 본원에 있어서, 개개의 오목 형상부(4)의 깊이 및 오목 형상부(4)의 최대 깊이는 이하와 같이 하여 산출하였다. 우선, 레이저 현미경(올림푸스사 제조, 「OLS3000」)을 사용하여 오목 형상부(4)를 배율 500배에서 관찰하고, 단면 프로파일을 취득하였다. 이어서, 얻어진 단면 프로파일로부터 저면부(2)에서의 가장 낮은 점 및 엣지부(3)에서의 가장 높은 점을 결정하고, 그 차이를 개개의 오목 형상부(4)의 깊이로 하였다. 또한, 무작위에 선택한 10군데의 오목 형상부(4)에서의 깊이의 최대값을 오목 형상부(4)의 최대 깊이로 하였다.
(실시예 2)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같은 조건으로 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(E2)을 얻었다. 금속박(E2)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 10.1㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.0㎛이었다.
(실시예 3)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같은 조건으로 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(E3)을 얻었다.
다수의 오목 형상부를 갖는 금속박(1)의 예로서, 금속박(E3)의 조면화된 표면의 SEM(주사형 전자 현미경)상을 도 6에 도시하였다. 도 6으로부터 알려진 바와 같이, 금속박(E3)의 조면화된 표면에는 대략 원형, 대략 타원형 또는 이들이 중첩된 형상을 갖는 다수의 오목 형상부(4)가 형성되어 있다. 또한, 오목 형상부(4)가 형성되어 있지 않은 영역(8)에는 박 압연시의 압연 자국이나 오일 피트 등이 존재하고 있고, 전사 전의 형상을 유지하고 있는 것을 이해할 수 있다.
금속박(E3)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 22.2㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.1㎛이었다.
(실시예 4)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같이 하여 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(E4)을 얻었다. 금속박(E4)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 2.4㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.7㎛이었다.
(실시예 5)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같이 하여 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(E5)을 얻었다. 금속박(E5)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 43.0㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.2㎛이었다.
(실시예 6)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같이 하여 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(E6)을 얻었다. 금속박(E6)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 6.3㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.8㎛이었다.
(비교예 1)
비교예 1의 금속박(C1)으로서는, 조면화 롤(6)의 표면 형상을 전사하고 있지 않은 터프피치 구리로 이루어지는 두께 10㎛의 압연 동박을 사용하였다. 조면화 롤(6)의 표면 형상이 전사되어 있지 않은 금속박(C1) 표면에는 도 7에 도시한 SEM상과 같이, 박 압연시의 압연 자국 및 다수의 오일 피트가 존재하고 있고, 크레이터 형상을 나타내는 오목 형상부(4)는 존재하지 않는다. 또한, 오일 피트의 깊이는 가장 깊은 것으로 1.2㎛이었다.
(비교예 2)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같이 하여 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(C2)을 얻었다. 금속박(C2)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 0.2㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.6㎛이었다.
(비교예 3)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 1에 기재한 조건으로 변경한 것 이외에는, 실시예 1과 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 1과 같이 하여 두께 10㎛의 압연 동박에 표면 형상을 전사하여 금속박(C3)을 얻었다. 금속박(C3)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 58.2㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.2㎛이었다.
(실시예 7)
한 쌍의 조면화 롤(6)을 이하의 순서에 의해 미리 준비하였다. 우선, 한 쌍의 압연 롤(60)에 입자 직경 40㎛의 투사 그리드 입자를 사용하여 숏 덜 가공을 실시하고, 양쪽의 압연 롤(60)의 표면(600)을 조면화하였다. 이어서, 실시예 1과 같은 조건을 사용하여 압연 롤(60)의 표면(600)에 크롬 도금 처리를 실시하여, 크롬 도금막(61)을 형성하였다. 그 후에 크롬 도금막(61)을 형성한 한 쌍의 압연 롤(60)을 워크롤로서, 전지용 양면 광택박으로서 구성된 두께 10㎛의 전해 동박을 압연 하중 1300㎫의 조건으로 길이 300m에 걸쳐서 압연하고, 크롬 도금막(61)에서의 볼록부(610)의 정부를 찌부러뜨리는 처리를 행하였다. 이상에 의해, 조면화 롤(6)을 제작하였다.
그 후에 얻어진 한 쌍의 조면화 롤(6) 사이에, 전지용 양면 광택박으로서 구성된 두께 10㎛의 전해 동박을 통하여 조면화 롤(6)의 표면 형상을 전사하였다. 이상에 의해, 전해 동박의 양쪽 표면에 다수의 오목 형상부(4)를 갖는 금속박(E7)을 얻었다. 금속박(E7)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 6.5㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.9㎛이었다.
(비교예 4)
비교예 4의 금속박(C4)으로서는 조면화 롤(6)의 표면 형상을 전사하고 있지 않은 전지용 양면 광택박으로서 구성된 두께 10㎛의 전해 동박을 사용하였다. 금속박(C4)의 표면에는 다수의 오일 피트가 존재하고 있고, 그 깊이는 가장 깊은 것으로 1.3㎛이었다. 또한, 금속박(C4)의 표면에는 크레이터 형상을 나타내는 오목 형상부(4)는 존재하지 않는다.
(실시예 8)
한 쌍의 조면화 롤(6)을 이하의 순서에 의해 미리 준비하였다. 우선, 한 쌍의 압연 롤(60)에 입자 직경 57㎛의 투사 그리드 입자를 사용하여 숏 덜 가공을 실시하고, 양쪽의 압연 롤(60)의 표면(600)을 조면화하였다. 이어서, 실시예 1과 같은 조건을 사용하여 압연 롤(60)의 표면(600)에 크롬 도금 처리를 실시하여, 크롬 도금막(61)을 형성하였다. 그 후에 크롬 도금막(61)을 형성한 한 쌍의 압연 롤(60)을 워크롤로서, SUS304 스테인레스강 합금(이하, 「SUS304 합금」이라고 약기함)으로 이루어지는 두께 10㎛의 SUS(스테인레스강)박을 압연 하중 1300㎫의 조건으로 길이 300m에 걸쳐서 압연하고, 크롬 도금막(61)에서의 볼록부(610)의 정부를 찌부러뜨리는 처리를 행하였다. 이상에 의해, 조면화 롤(6)을 제작하였다.
그 후에 얻어진 한 쌍의 조면화 롤(6) 사이에, SUS304 합금으로 이루어지는 두께 10㎛의 SUS박을 통하여 조면화 롤(6)의 표면 형상을 전사하였다. 이상에 의해, SUS박의 양쪽 표면에 다수의 오목 형상부(4)를 갖는 금속박(E8)을 얻었다. 금속박(E8)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 8.7㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.8㎛이었다.
(비교예 5)
비교예 5의 금속박(C5)으로서는 조면화 롤(6)의 표면 형상을 전사하고 있지 않은 SUS304 합금으로 이루어지는 두께 10㎛의 SUS박을 사용하였다. 금속박(C5)의 표면에는 다수의 오일 피트가 존재하고 있고, 그 깊이는 가장 깊은 것으로 1.3㎛이었다. 또한, 금속박(C5)의 표면에는 크레이터 형상을 나타내는 오목 형상부(4)는 존재하지 않는다.
(실시예 9)
한 쌍의 조면화 롤(6)을 이하의 순서에 의해 미리 준비하였다. 우선, 한 쌍의 압연 롤(60)에 입자 직경 40㎛의 투사 그리드 입자를 사용하여 숏 덜 가공을 실시하고, 양쪽의 압연 롤(60)의 표면(600)을 조면화하였다. 이어서, 실시예 1과 같은 조건을 사용하여 압연 롤(60)의 표면(600)에 크롬 도금 처리를 실시하여, 크롬 도금막(61)을 형성하였다. 그 후에 크롬 도금막(61)을 형성한 한 쌍의 압연 롤(60)을 워크롤로서, JIS A 1235 합금으로 이루어지는 두께 15㎛의 Al(알루미늄)박을 압연 하중 1300㎫의 조건으로 길이 300m에 걸쳐서 압연하고, 크롬 도금막(61)에서의 볼록부(610)의 정부를 찌부러뜨리는 처리를 행하였다. 이상에 의해, 조면화 롤(6)을 제작하였다.
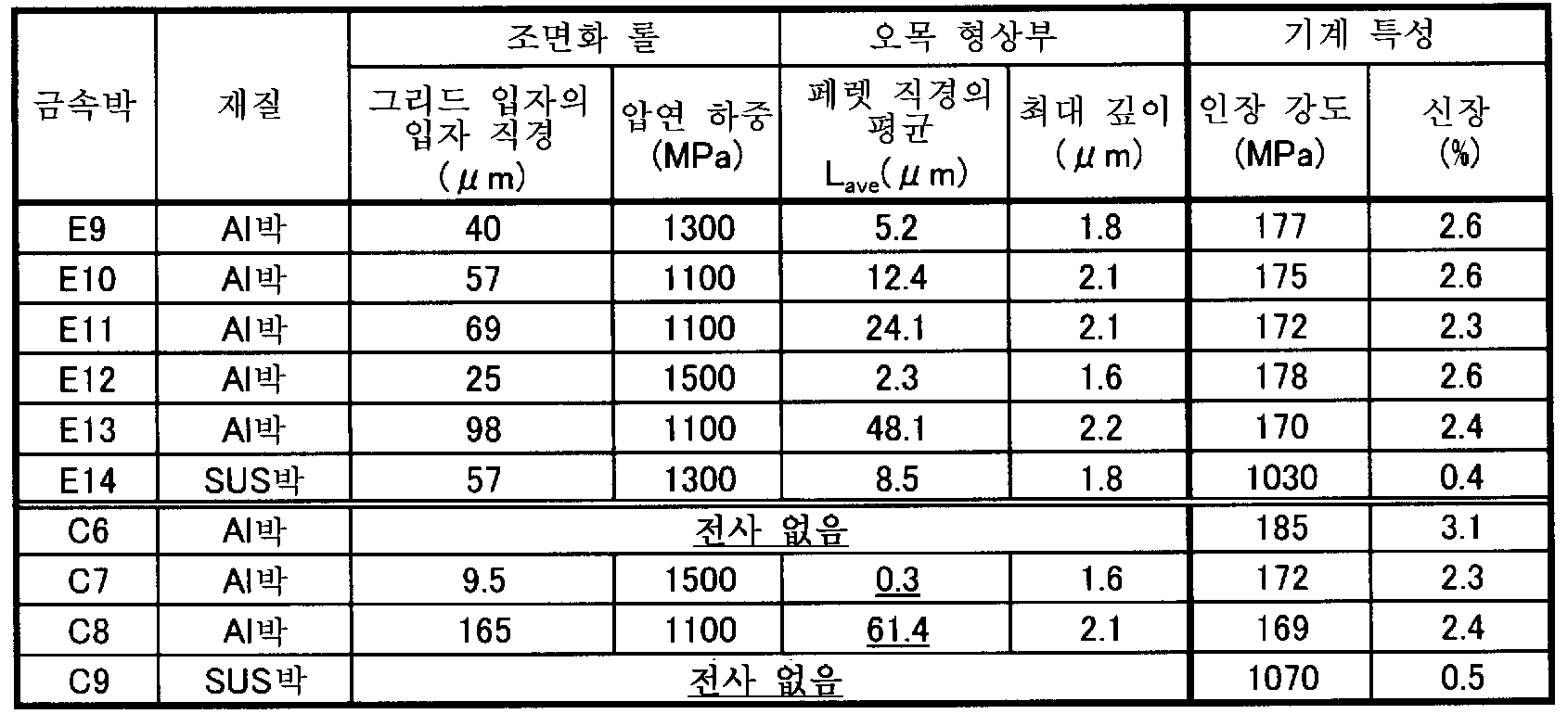
그 후에 얻어진 한 쌍의 조면화 롤(6) 사이에, JIS A 1235 합금으로 이루어지는 두께 15㎛의 Al박을 통하여 조면화 롤(6)의 표면 형상을 전사하였다. 이상에 의해, Al박의 양쪽 표면에 다수의 오목 형상부(4)를 갖는 금속박(E9)을 얻었다.
도 8에 도시한 금속박(E9)의 조면화된 표면에는 금속박(E3)(도 6) 등과 마찬가지로, 상면시에 있어서 대략 원형, 대략 타원형 또는 이들이 이어진 형상을 갖는 다수의 오목 형상부(4)가 형성되어 있다. 또한, 오목 형상부(4)가 형성되어 있지 않은 영역(8)에는 박 압연시의 압연 자국이나 오일 피트 등이 존재하고 있고, 전사 전의 형상을 유지하고 있는 것을 이해할 수 있다.
금속박(E9)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 5.2㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.8㎛이었다.
(실시예 10)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 금속박(E10)을 얻었다. 금속박(E10)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 12.4㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.1㎛이었다.
(실시예 11)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 금속박(E11)을 얻었다. 금속박(E11)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 24.1㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.1㎛이었다.
(실시예 12)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 금속박(E12)을 얻었다. 금속박(E12)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 2.3㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.6㎛이었다.
(실시예 13)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 금속박(E13)을 얻었다. 금속박(E13)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 48.1㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.2㎛이었다.
(비교예 6)
비교예 6의 금속박(C6)으로서는 조면화 롤(6)의 표면 형상을 전사하고 있지 않은 두께 15㎛의 Al박을 사용하였다. 조면화 롤(6)의 표면 형상이 전사되어 있지 않은 금속박(C6) 표면에는 도 9에 도시한 SEM상과 같이, 박 압연시의 압연 자국 및 다수의 오일 피트가 존재하고 있고, 크레이터 형상을 나타내는 오목 형상부(4)는 존재하지 않는다. 또한, 오일 피트의 깊이는 가장 깊은 것으로 1.2㎛이었다.
(비교예 7)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 금속박(C7)을 얻었다. 금속박(C7)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 0.3㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.6㎛이었다.
(비교예 8)
투사 그리드 입자의 입자 직경 및 크롬 도금막(61)의 정부를 찌부러뜨리는 공정에서의 압연 하중을 표 3에 기재한 조건으로 변경한 것 이외에는, 실시예 9와 같이 하여 한 쌍의 조면화 롤(6)을 제작하였다. 얻어진 조면화 롤(6)을 사용하여, 실시예 9와 같은 조건으로 두께 15㎛의 Al박에 표면 형상을 전사하여 집전체용 금속박(C8)을 얻었다. 금속박(C8)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 61.4㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 2.1㎛이었다.
(실시예 14)
한 쌍의 조면화 롤(6)을 이하의 순서에 의해 미리 준비하였다. 우선, 한 쌍의 압연 롤(60)에 입자 직경 57㎛의 투사 그리드 입자를 사용하여 숏 덜 가공을 실시하고, 양쪽의 압연 롤(60)의 표면(600)을 조면화하였다. 이어서, 실시예 1과 같은 조건을 사용하여 압연 롤(60)의 표면(600)에 크롬 도금 처리를 실시하여, 크롬 도금막(61)을 형성하였다. 그 후에 크롬 도금막(61)을 형성한 한 쌍의 압연 롤(60)을 워크롤로서, SUS304 합금으로 이루어지는 두께 15㎛의 SUS(스테인레스강)박을 압연 하중 1300㎫의 조건으로 길이 300m에 걸쳐서 압연하고, 크롬 도금막(61)에서의 볼록부(610)의 정부를 찌부러뜨리는 처리를 행하였다. 이상에 의해, 조면화 롤(6)을 제작하였다.
그 후에 얻어진 한 쌍의 조면화 롤(6) 사이에, SUS304 합금으로 이루어지는 두께 15㎛의 SUS박을 통하여 조면화 롤(6)의 표면 형상을 전사하였다. 이상에 의해, SUS박의 양쪽 표면에 다수의 오목 형상부(4)를 갖는 금속박(E14)을 얻었다. 금속박(E14)에서의 오목 형상부(4)의 페렛 직경의 평균(Lave)은 8.5㎛이고, 오목 형상부(4)의 깊이는 가장 깊은 것으로 1.8㎛이었다.
(비교예 9)
비교예 9의 금속박(C9)으로서는 조면화 롤(6)의 표면 형상을 전사하고 있지 않은 SUS304 합금으로 이루어지는 두께 15㎛의 SUS박을 사용하였다. 금속박(C9)의 표면에는 다수의 오일 피트가 존재하고 있고, 그 깊이는 가장 깊은 것으로 1.3㎛이었다. 또한, 금속박(C9)의 표면에는 크레이터 형상을 나타내는 오목 형상부(4)는 존재하지 않는다.
다음에, 상기한 바와 같이 하여 얻어진 금속박(E1 내지 E14) 및 금속박(C1 내지 C9)의 기계 특성 및 집전체에 사용한 경우의 특성을 평가하였다.
[기계 특성]
JIS C 6515: 1998에 규정된 방법에 준하여 인장 시험을 행하여 각 금속박의 인장 강도 및 신장을 측정하였다. 그 결과를 표 1 및 표 3에 기재하였다.
[음극 집전체의 특성]
금속박(E1 내지 E8) 및 금속박(C1 내지 C5)을 사용하여 이하의 순서에 의해, 표 1에 기재한 리튬 이온 2차 전지용의 음극 집전체(시험체 1 내지 39)를 준비하였다. 그 후에 각 시험체의 전극 저항 및 충방전 사이클 특성을 평가하였다.
(음극 집전체의 제작)
우선, 음극 활물질, 결착제 및 증점제를 용매에 분산시킨 3종의 음극 활물질 슬러리 Na, Nb, Nc를 제작하였다. 슬러리 Na, Nb 및 Nc의 조성은 이하와 같이 하였다. 또한, 음극 활물질의 평균 2차 입자 직경은 레이저 회절식 입도 분포 측정 장치(시마즈세이사쿠쇼 제조 「SALD-3100」)를 사용하여 취득한 입도 분포에서의 누적 도수가 체적 백분률로 50%가 되는 입자 직경(D50)의 값이다.
·음극 활물질 슬러리 Na
음극 활물질: 인조 흑연 분말(평균 2차 입자 직경 7.2㎛) 97질량부
결착제: 스티렌부타디인 고무 1.5질량부
증점제: 카복시메틸셀룰로스 1.5질량부
용매: 물
·음극 활물질 슬러리 Nb
음극 활물질: 인조 흑연 분말(평균 2차 입자 직경 13.7㎛) 97질량부
결착제: 스티렌부타디인 고무 1.5질량부
증점제: 카복시메틸셀룰로스 1.5질량부
용매: 물
·음극 활물질 슬러리 Nc
음극 활물질: 인조 흑연 분말(평균 2차 입자 직경25.5㎛) 97질량부
결착제: 스티렌부타디인 고무 1.5질량부
증점제: 카복시메틸셀룰로스 1.5질량부
용매: 물
다음에, 각 금속박의 편면에 슬러리 Na, Nb 또는 Nc 중 어느 하나를 도포하고, 100℃의 온도에서 10분간 건조시킴으로써 활물질 함유층을 형성시켜, 표 2에 기재한 시험체 1 내지 39를 제작하였다.
(시험용 셀)
양극으로서 2.8cm2의 작용 면적(1.4cm×2.0cm)을 갖는 리튬 금속을 사용하고, 음극으로서 2.8cm2의 작용 면적(1.4cm×2.0cm)을 갖는 시험체를 사용한 비이커 셀을 제작하였다. 또한, 전해액으로서는 에틸렌카보네이트와 디에틸카보네이트를 체적비 1:1로 혼합한 용매에 농도가 1mol/dm3이 되도록 LiPF6을 용해시킨 용액을 사용하였다. 또한, 양극과 음극 사이에는 세퍼레이터로서 두께 480㎛의 다공 폴리프로필렌 시트를 2매 겹쳐서 배치하였다. 또한 2매의 폴리프로필렌 시트 사이에서의 양극 및 음극에 면하지 않는 단연부에 두께 100㎛의 리튬 금속박을 배치하였다. 이 리튬 금속박은 음극과 양극의 분극 상태를 측정하기 위한 참조극으로서 기능한다.
(충방전 사이클 특성의 평가)
상기의 시험용 셀을 사용하고, 충방전을 100사이클 반복하는 사이클 시험을 행하여 각 사이클에서의 방전 용량을 측정하였다. 사이클 시험에서의 1사이클째의 충전은 충전 레이트가 0.05CA에 도달할 때까지 0.0V의 정전압으로 충전한 후, 충전 레이트를 0.1CA에 고정한 정전류로 10시간의 충전을 행하고, 그 후 충전을 정지하였다. 이어서, 방전 레이트를 0.1CA에 고정한 정전류로 방전을 행하고, 셀 전압이 1.5V에 도달한 시점에서 방전을 정지하여 사이클을 완료하였다. 또한, 충방전 레이트의 단위인 「CA」는 충방전시의 전류값(A)을 시험용 셀의 공칭 용량(Ah)으로 나눔으로써 얻어진 값이다.
2사이클째 이후의 사이클에서는 충전 레이트가 0.05CA에 도달할 때까지 0.0V의 정전압으로 충전한 후, 충전 레이트를 0.2CA에 고정한 정전류로 5시간의 충전을 행하고, 그 후 충전을 정지하였다. 이어서, 방전 레이트를 0.2CA에 고정한 정전류로 방전을 행하고, 셀 전압이 1.5V에 도달한 시점에서 방전을 정지하여 사이클을 완료하였다.
상기의 사이클 시험에서 얻어진 100사이클째의 방전 용량을 1사이클째의 방전 용량으로 나눔으로써, 용량 유지율을 산출하였다. 또한, 사이클 시험이 완료된 후에 시험용 셀을 해체하여 시험체(음극 집전체)를 추출하고, 활물질 함유층의 부착 상태를 눈으로 관찰하였다. 이들 결과를 표 2에 기재하였다. 또한, 표 2에 기재한 용량 유지율은 음극의 활물질 함유층의 질량당 방전 용량을 사용하여 산출한 값이다.
또한, 표 2에서 「활물질 함유층의 부착 상태」의 란에 기재한 기호는 이하의 상태를 의미한다.
A+: 활물질 함유층이 금속박에 부착되어 있고, 박리가 보이지 않는 상태
A: 활물질 함유층의 박리가 보이지만, 초기량의 80% 이상의 활물질 함유층이 시험체에 부착되어 있는 상태
B: 활물질 함유층의 박리가 보이지만, 초기량의 절반 이상의 활물질 함유층이 시험체에 부착되어 있는 상태
C: 활물질 함유층의 박리가 보이고, 초기량의 절반 미만의 활물질 함유층이 시험체에 부착되어 있는 상태
(전극 저항 측정)
전류 중지법에 의해 음극 집전체의 내부 저항 중, 평형 성분과 옴 성분을 분리하였다. 평형 성분에는 전극의 반응 저항, 확산 저항 및 세퍼레이터 이온 확산이 포함되고, 그 분리는 할 수 없지만, 전극 반응 속도에 관한 인자라고 해석할 수 있다. 또한, 옴 성분은 재료나 전해액의 저항이나 각 계면의 접촉 저항 등, 전자 전도나 이온 전도에 관한 저항을 나타낸다.
충방전의 2사이클째에서 방전 개시시부터 셀 용량의 1/10이 방전할 때까지 필요로 하는 방전 시간을 기록하고, 100사이클째의 방전에서 상기 방전 시간을 사용하여 전류 중지법에 의한 전극 저항 측정을 행하여, 얻어진 측정 곡선에 기초하여 평형 성분 및 옴 성분을 산출하였다. 그 결과를 표 2에 기재하였다.
또한, 전류 중지법은 「리튬 이온 전지·캐패시터의 실천 평가 기술」(야다 시즈쿠니, 기술정보 협회(2006))의 기재에 준하여 행하였다.
[양극 집전체의 특성]
금속박(E9 내지 E14) 및 금속박(C6 내지 C9)을 사용하여 이하의 순서에 의해, 표 1에 기재한 리튬 이온 2차 전지용의 양극 집전체(시험체 41 내지 70)를 준비하였다. 그 후에 각 시험체의 전극 저항 및 충방전 사이클 특성을 평가하였다.
(양극 집전체의 제작)
우선, 양극 활물질, 결착제 및 도전 조제를 용매에 분산시킨 3종의 양극 활물질 슬러리 Pa, Pb, Pc를 제작하였다. 슬러리 Pa, Pb 및 Pc의 조성은 이하와 같이 하였다. 또한, 양극 활물질의 평균 2차 입자 직경은 음극 활물질과 마찬가지로, 레이저 회절식 입도 분포 측정 장치(시마즈세이사쿠쇼 제조 「SALD-3100」)를 사용하여 취득한 입도 분포에서의 누적 도수가 체적 백분률로 50%가 되는 입자 직경(D50)의 값이다.
·양극 활물질 슬러리 Pa
양극 활물질: 코발트산 리튬 분말(평균 2차 입자 직경 7.0㎛) 90질량부
결착제: PVDF(폴리불화비닐리덴) 5질량부
도전 조제: 아세틸렌 블랙 5질량부
용매: NMP
·양극 활물질 슬러리 Pb
양극 활물질: 코발트산 리튬 분말(평균 2차 입자 직경 12.5㎛) 97질량부
결착제: PVDF(폴리불화비닐리덴) 5질량부
도전 조제: 아세틸렌 블랙 5질량부
용매: NMP
·양극 활물질 슬러리 Pc
양극 활물질: 코발트산 리튬 분말(평균 2차 입자 직경 26.3㎛) 97질량부
결착제: PVDF(폴리불화비닐리덴) 5질량부
도전 조제: 아세틸렌 블랙 5질량부
용매: NMP
다음에, 각 금속박의 편면에 슬러리 Pa, Pb 또는 Pc 중 어느 하나를 도포하고, 100℃의 온도에서 10분간 건조시킴으로써 활물질 함유층을 형성시켜, 표 4에 기재한 시험체 41 내지 70을 제작하였다.
(시험용 셀)
양극으로서 2.8cm2의 작용 면적(1.4cm×2.0cm)을 갖는 시험체를 사용하고, 음극으로서 2.8cm2의 작용 면적(1.4cm×2.0cm)을 갖는 리튬 금속을 사용한 비이커 셀을 제작하였다. 그 외에는 집전체의 평가에 사용한 시험용 셀과 같다.
(충방전 사이클 특성의 평가)
상기의 시험용 셀을 사용하고, 충방전을 100사이클 반복하는 사이클 시험을 행하여 각 사이클에서의 방전 용량을 측정하였다. 사이클 시험에서의 1사이클째의 충전은 충전 레이트가 0.05CA에 도달할 때까지 4.0V의 정전압으로 충전한 후, 충전 레이트를 0.1CA에 고정한 정전류로 10시간의 충전을 행하고, 그 후 충전을 정지하였다. 이어서, 방전 레이트를 0.1CA에 고정한 정전류로 방전을 행하고, 셀 전압이 2.5V에 도달한 시점에서 방전을 정지하여 사이클을 완료하였다.
2사이클째 이후의 사이클에서는 충전 레이트가 0.05CA에 도달할 때까지 4.0V의 정전위로 충전한 후, 충전 레이트를 0.2CA에 고정한 정전류로 5시간의 충전을 행하고, 그 후 충전을 정지하였다. 이어서, 방전 레이트를 0.2CA에 고정한 정전류로 방전을 행하고, 전위가 2.5V에 도달한 시점에서 방전을 정지하여 사이클을 완료하였다.
상기의 사이클 시험에서 얻어진 100사이클째의 방전 용량을 1사이클째의 방전 용량으로 나눔으로써, 용량 유지율을 산출하였다. 또한, 사이클 시험이 완료된 후에 시험용 셀을 해체하여 시험체(양극 집전체)를 추출하고, 활물질 함유층의 부착 상태를 눈으로 관찰하였다. 이들 결과를 표 4에 기재하였다.
또한, 표 4에서 「활물질 함유층의 부착 상태」의 란에 기재한 기호는 표 2와 같다. 또한, 표 4에 기재한 용량 유지율은 음극의 활물질 함유층의 질량당 방전 용량을 사용하여 산출한 값이다.
(전극 저항 측정)
음극 집전체와 마찬가지로, 전류 중지법에 의해 양극 집전체의 내부 저항 중 평형 성분과 옴 성분을 분리하였다. 그 결과를 표 4에 기재하였다.
표 1 및 표 2에서 알려진 바와 같이, 오목 형상부(4)의 페렛 직경의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하인 금속박(E1 내지 E8)을 사용하여 제작된 음극 집전체(시험체 1 내지 24)는 충방전 사이클을 반복하여도 용량의 저하가 대부분 보이지 않고, 높은 용량 유지율을 나타내었다. 또한, 시험체 1 내지 24는 사이클 시험 완료 후에 활물질 함유층의 박리가 대부분 보이지 않고, 뛰어난 밀착성을 나타내었다.
이것은 금속박(E1 내지 E8)을 사용한 음극 집전체에서는 활물질 입자(7)가 오목 형상부(4)에 빠짐으로써 밀착성이 향상되었기 때문이라고 생각된다. 즉, 금속박(E1 내지 E8)을 사용한 음극 집전체는 오목 형상부(4)와 활물질 입자(7)의 입자 직경이 대략 동등하기 때문에, 도 1 및 도 2 에 도시한 바와 같이 활물질 입자(7)가 오목 형상부(4)에 빠지기 쉽다. 그리고, 오목 형상부(4)에 빠져 들어간 활물질 입자(7)는 엣지부(3)와 접촉하는 영역(A)이 선 형상으로 연속하여 형성되기 때문에 높은 밀착성을 갖는다고 생각된다.
금속박(E6)을 사용한 음극 집전체(시험체 16 내지 18)는 오목 형상부(4)의 Lave가 상기 특정한 범위 내이기 때문에 높은 용량 유지율, 활물질 함유층의 양호한 밀착성 및 낮은 접촉 저항을 나타내었다. 그러나, 금속박(E6)은 같은 재질(압연 동박)로 이루어지는 금속박(E1 내지 E5)에 비해 오목 형상부(4)의 최대 깊이가 깊기 때문에 신장이 저하하고, 제작 과정에서 박 떨어짐 등의 트러블이 발생하였다. 이러한 문제를 회피하는 관점에서, 금속박(1)을 구리 또는 구리 합금으로 구성할 경우에는, 오목 형상부(4)의 최대 깊이를 2.5㎛ 이하로 하는 것이 보다 바람직하다. 또한, 금속박(E8)은 금속박(E6)과 같은 정도의 신장을 갖지만, SUS박이기 때문에 강도가 높다. 그 때문에, 금속박(E8)에서는 박 떨어짐 등의 트러블은 발생하지 않았다.
한편, 금속박(C1 내지 C5)을 사용한 음극 집전체(시험체 25 내지 39)는 충방전 사이클의 반복에 의해 용량이 현저하게 저하하고, 낮은 용량 유지율을 나타내는 동시에 사이클 시험 완료 후에 활물질 함유층의 박리가 보였다.
이것은 금속박(C1 내지 C5)에서의 오목 형상부(4)의 Lave가 상기 특정한 범위 외이기 때문에 활물질 입자(7)가 오목 형상부(4)에 빠지지 않고, 밀착성이 저하했기 때문이라고 생각된다. 즉, 도 10 및 도 11에 도시한 바와 같이, 이러한 금속박(9)은 활물질 입자(7)의 입자 직경에 대하여 오목 형상부(4)가 지나치게 작기 때문에, 활물질 입자(7)가 오목 형상부(4)에 빠지기 어렵다. 그 때문에, 밀착성이 낮다고 생각된다. 또한, 도 10 및 도 11에 도시한 바와 같은 상태에서는 활물질 입자(7)가 금속박(9)에 접촉하는 영역(A)이 점 형상이 되기 때문에, 접촉 저항이 높아진다고 생각된다.
또한, 동박을 사용한 음극 집전체(시험체 1 내지 21, 시험체 25 내지 36)에서는 오목 형상부(4)의 유무에 의한 접촉 저항(옴 성분)의 차이는 보이지 않았다. 이것은 금속박이 도전성이 높은 구리로 구성되어 있기 때문에, 금속박과 활물질 입자(7)의 접촉 면적의 차이가 접촉 저항의 차이로서 나타나지 않았던 것이 원인이라고 생각된다.
표 3 및 표 4로부터 알려진 바와 같이, 금속박(E9 내지 E14) 및 금속박(C6 내지 C9)을 사용하여 제작된 양극 집전체는 사이클 시험 후에서의 용량 유지율 및 활물질 함유층의 부착 상태에 현저한 차이는 보이지 않았다. 이것은, Al박 및 SUS박은 활물질 함유층과의 밀착성이 높기 때문에 오목 형상부(4)의 유무에 의한 차이가 보이지 않았던 것을 나타내고 있다.
한편, 접촉 저항의 관점에서는, 상기 특정한 범위의 Lave를 갖는 금속박(E9 내지 E13)은 상기 특정한 범위 외의 Lave를 갖는 금속박(C6 내지 C8)에 비해 옴 성분이 작아졌다. 이것은, Al박의 도전율이 동박에 비해 낮기 때문에, 금속박과 활물질 입자(7)의 접촉 면적의 차이가 접촉 저항(옴 성분)의 차이로서 나타난 것이 원인이라고 생각된다. 금속박(E9 내지 E13)을 사용한 양극 집전체는 접촉 저항이 낮기 때문에, 충방전 레이트를 높게 하여 고율방전을 행하는 용도에 적합하다.



Claims (7)
- 적어도 한쪽 표면이 조면화된 집전체용 금속박으로서,
저면부와 상기 저면부를 둘러싸고 상기 저면부보다 융기한 엣지부를 갖는 오목 형상부가 상기 조면화된 표면에 다수 존재하고 있고,
상기 오목 형상부의 페렛 직경의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하인 것을 특징으로 하는 집전체용 금속박. - 제 1 항에 있어서, 다수의 상기 오목 형상부 중 90% 이상의 상기 오목 형상부가 2.5㎛ 이하의 깊이를 갖고 있는 것을 특징으로 하는 집전체용 금속박.
- 제 1 항 또는 제 2 항에 있어서, 상면시에 있어서, 상기 엣지부의 적어도 일부가 대략 원호상을 나타내고 있는 것을 특징으로 하는 집전체용 금속박.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 상기 집전체용 금속박은 구리 또는 구리 합금으로 이루어지고, 음극에 사용되는 것을 특징으로 집전체용 금속박.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서, 상기 집전체용 금속박은 리튬 이온 2차 전지, 나트륨 2차 전지, 전기 2중층 캐패시터 또는 리튬 이온 캐패시터용의 전극 집전체로서 사용되는 것을 특징으로 하는 집전체용 금속박.
- 제 1 항 내지 제 5 항 중 어느 한 항에 기재된 집전체용 금속박의 조면화된 표면 위에 활물질 함유층을 갖는 집전체로서, 상기 활물질 함유층에 포함되는 활물질의 평균 2차 입자 직경(dave)이 0.5㎛ 이상 50㎛ 이하인 것을 특징으로 하는 집전체.
- 한 쌍의 롤에서의 적어도 한쪽 롤의 조면화 표면에 도금 처리를 행함으로써 다수의 볼록부를 갖는 크롬 도금막을 형성하고, 그 후에 상기 크롬 도금막에서의 상기 볼록부의 정부를 찌부러뜨려 평탄면을 형성한 한 쌍의 조면화 롤을 미리 준비하고,
한 쌍의 상기 조면화 롤 사이에 금속박을 1패스 이상 통하여 상기 조면화 롤의 표면 형상을 전사하는 전사 공정을 행함으로써, 주위보다 함몰한 저면부와 상기 저면부를 둘러싸고 상기 저면부보다 융기한 엣지부를 갖는 오목 형상부를 표면에 다수 형성하고, 상기 오목 형상부의 페렛 직경의 평균(Lave)이 0.5㎛ 이상 50㎛ 이하가 되도록 상기 금속박의 조면화를 행하는 것을 특징으로 하는 집전체용 금속박의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-117769 | 2014-06-06 | ||
| JP2014117769 | 2014-06-06 | ||
| PCT/JP2015/066085 WO2015186752A1 (ja) | 2014-06-06 | 2015-06-03 | 集電体用金属箔、集電体及び集電体用金属箔の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170018342A true KR20170018342A (ko) | 2017-02-17 |
Family
ID=54766820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167035737A KR20170018342A (ko) | 2014-06-06 | 2015-06-03 | 집전체용 금속박, 집전체 및 집전체용 금속박의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10418636B2 (ko) |
| JP (1) | JP6535662B2 (ko) |
| KR (1) | KR20170018342A (ko) |
| CN (1) | CN106415903B (ko) |
| WO (1) | WO2015186752A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6612592B2 (ja) * | 2015-11-12 | 2019-11-27 | ローランドディー.ジー.株式会社 | 箔転写装置で使用するデータを作成するためのプログラム、箔転写装置、箔転写方法 |
| KR20200024915A (ko) * | 2017-08-23 | 2020-03-09 | 후지필름 가부시키가이샤 | 금속박, 금속박의 제조 방법, 이차 전지용 부극 및 이차 전지용 정극 |
| CN109860511A (zh) * | 2019-01-21 | 2019-06-07 | 湖北锂诺新能源科技有限公司 | 一种连续箔材涂膜和极片涂布制备方法 |
| US20220393165A1 (en) * | 2019-09-30 | 2022-12-08 | Panasonic Intellectual Property Management Co., Ltd. | Non-aqueous electrolyte secondary battery |
| CN116635572A (zh) * | 2020-12-15 | 2023-08-22 | 三菱瓦斯化学株式会社 | 水性组合物、使用其的不锈钢表面的粗糙化处理方法、以及粗糙化不锈钢的制造方法 |
| CN114243024B (zh) * | 2021-11-17 | 2023-09-05 | 荣烯新材(北京)科技有限公司 | 一种石墨烯毛化集流体的制备方法及其制备设备 |
| CN114300654B (zh) * | 2021-12-31 | 2023-06-09 | 四川启睿克科技有限公司 | 一种均匀分布的三维锂合金负极及其制备方法 |
| EP4235874A1 (en) * | 2022-01-04 | 2023-08-30 | Contemporary Amperex Technology Co., Limited | Secondary battery, battery module, battery pack and electric apparatus |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11162470A (ja) | 1997-11-25 | 1999-06-18 | Toyo Alum Kk | 集電体用アルミニウム箔とその製造方法、集電体、二次電池および電気二重層コンデンサ |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3855136A (en) | 1971-11-15 | 1974-12-17 | Kaiser Aluminium Chem Corp | Dispersion for hot rolling aluminum products |
| DE2732009C3 (de) | 1977-07-15 | 1982-03-25 | Estel Hoesch Werke Ag, 4600 Dortmund | Verfahren zum elektrostatischen Aufbringen einer ölhaltigen Oberflächenschutzschicht auf bandförmiges Feinstblech |
| LU86531A1 (fr) * | 1986-07-28 | 1988-02-02 | Centre Rech Metallurgique | Produit metallique presentant une brillance apres peinture amelioree et procedes pour sa fabrication |
| JP2880418B2 (ja) * | 1994-12-27 | 1999-04-12 | 川崎製鉄株式会社 | ステンレス鋼用冷間圧延機の補助ロールおよびその表面加工方法 |
| JP3258249B2 (ja) | 1996-12-25 | 2002-02-18 | 日本ケミコン株式会社 | 電解コンデンサ用アルミニウム電極箔 |
| US6195251B1 (en) | 1997-10-29 | 2001-02-27 | Asahi Glass Company Ltd. | Electrode assembly and electric double layer capacitor having the electrode assembly |
| JP3692735B2 (ja) | 1997-10-29 | 2005-09-07 | 旭硝子株式会社 | 電気二重層キャパシタ用集電体及び電気二重層キャパシタ |
| JP2000044797A (ja) | 1998-04-06 | 2000-02-15 | Kuraray Co Ltd | 液晶ポリマ―フィルムと積層体及びそれらの製造方法並びに多層実装回路基板 |
| JP4875808B2 (ja) | 2001-08-07 | 2012-02-15 | パナソニック株式会社 | 積層型二次電池 |
| JP4210556B2 (ja) | 2003-06-09 | 2009-01-21 | 東洋アルミニウム株式会社 | アルミニウム箔の製造方法 |
| JP2005158397A (ja) * | 2003-11-25 | 2005-06-16 | Ngk Spark Plug Co Ltd | リチウム電池およびその製造方法 |
| JP4516761B2 (ja) * | 2004-01-20 | 2010-08-04 | 富士フイルム株式会社 | アルミニウム板エンボス加工用ロール |
| JP2005310502A (ja) * | 2004-04-20 | 2005-11-04 | Sanyo Electric Co Ltd | 化学電池用電極の製造方法及び電池 |
| KR101142589B1 (ko) | 2006-11-15 | 2012-05-10 | 파나소닉 주식회사 | 비수계 이차전지용 집전체, 및 그것을 사용한 비수계 이차전지용 전극판 및 비수계 이차전지 |
| JP2008159297A (ja) | 2006-12-21 | 2008-07-10 | Matsushita Electric Ind Co Ltd | アルミニウム箔の脱脂方法およびアルミニウム箔、ならびにそれからなる電池用極板芯材および電池用極板、ならびにそれらを用いたリチウムイオン二次電池 |
| JP2008282797A (ja) | 2007-04-12 | 2008-11-20 | Panasonic Corp | 非水二次電池用集電体、およびその製造方法 |
| ZA200905259B (en) * | 2007-04-18 | 2010-10-27 | Industrie De Nora Spa | Electrodes with mechanically roughened surface for electrochemical applications |
| JP5369385B2 (ja) | 2007-04-23 | 2013-12-18 | パナソニック株式会社 | リチウムイオン二次電池およびその製造方法並びに製造装置 |
| US20100112452A1 (en) * | 2007-10-30 | 2010-05-06 | Nishimura Takuhiro | Battery current collector, method for producing the same, and non-aqueous secondary battery |
| US20110277524A1 (en) | 2008-12-25 | 2011-11-17 | Kobe Steel, Ltd. | Lubricating oil for use in hot-rolling oil and method for manufacturing hot-rolled sheet |
| JP5324911B2 (ja) | 2008-12-26 | 2013-10-23 | 住友軽金属工業株式会社 | リチウムイオン電池電極集電体用アルミニウム合金箔 |
| JP5435505B2 (ja) | 2009-02-13 | 2014-03-05 | 古河電気工業株式会社 | レプリカ用金属箔及びその製造方法、絶縁基板、配線基板 |
| JP2011165637A (ja) * | 2010-01-12 | 2011-08-25 | Kobe Steel Ltd | 正極集電体、その製造方法およびリチウムイオン電池用正極体 |
| JP5226027B2 (ja) | 2010-03-31 | 2013-07-03 | Jx日鉱日石金属株式会社 | リチウムイオン電池集電体用銅箔 |
| US9603245B2 (en) | 2010-12-27 | 2017-03-21 | Furukawa Electric Co., Ltd. | Lithium-ion secondary battery, electrode for the secondary battery, and electrolytic copper foil for electrode for the secondary battery |
| CN103930804A (zh) * | 2011-07-19 | 2014-07-16 | 3M创新有限公司 | 多重定序的日光重新定向层 |
| JP5945401B2 (ja) | 2011-11-24 | 2016-07-05 | 三菱アルミニウム株式会社 | リチウムイオン二次電池の正極集電体用箔の製造方法 |
| US9742009B2 (en) * | 2012-02-28 | 2017-08-22 | Uacj Corporation | Aluminum foil for a current collector and method of manufacturing the same |
-
2015
- 2015-06-03 JP JP2016525215A patent/JP6535662B2/ja not_active Expired - Fee Related
- 2015-06-03 KR KR1020167035737A patent/KR20170018342A/ko unknown
- 2015-06-03 US US15/316,086 patent/US10418636B2/en not_active Expired - Fee Related
- 2015-06-03 CN CN201580025706.6A patent/CN106415903B/zh not_active Expired - Fee Related
- 2015-06-03 WO PCT/JP2015/066085 patent/WO2015186752A1/ja active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11162470A (ja) | 1997-11-25 | 1999-06-18 | Toyo Alum Kk | 集電体用アルミニウム箔とその製造方法、集電体、二次電池および電気二重層コンデンサ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2015186752A1 (ja) | 2017-05-25 |
| WO2015186752A1 (ja) | 2015-12-10 |
| CN106415903A (zh) | 2017-02-15 |
| US10418636B2 (en) | 2019-09-17 |
| US20170092955A1 (en) | 2017-03-30 |
| CN106415903B (zh) | 2019-10-25 |
| JP6535662B2 (ja) | 2019-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170018342A (ko) | 집전체용 금속박, 집전체 및 집전체용 금속박의 제조 방법 | |
| JP6619457B2 (ja) | 電解銅箔、それを含む集電体、それを含む電極、それを含む二次電池およびその製造方法 | |
| JP5722813B2 (ja) | 電解銅箔及び二次電池用負極集電体 | |
| US9368799B2 (en) | Method of making negative electrode | |
| TWI526578B (zh) | An electrolytic copper foil and a lithium ion secondary battery using the electrolytic copper foil as a current collector | |
| EP2530770A1 (en) | Copper foil for secondary battery negative electrode power collector | |
| KR101916984B1 (ko) | 리튬 이온 이차 전지의 부극재 제조 방법 및 리튬 이온 이차 전지용 부극재 | |
| KR102244477B1 (ko) | 전해 동박 및 이를 포함하는 전극 및 리튬-이온 전지 | |
| JP6756940B1 (ja) | 電解銅箔ならびにそれを含む電極およびリチウムイオン電池 | |
| JP2008277156A (ja) | 非水電解液二次電池用負極 | |
| JP2012243454A (ja) | 圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池 | |
| KR20140051375A (ko) | 피복층 부착 금속박 및 그 제조방법, 이차전지용 전극 및 그 제조방법, 및 리튬이온 이차전지 | |
| KR20170085425A (ko) | 동박, 그 제조방법, 그것을 포함하는 전극, 및 그것을 포함하는 이차전지 | |
| JP2010027304A (ja) | 正極集電体用アルミニウム箔 | |
| KR102299094B1 (ko) | 리튬 이온 전지 집전체용 압연 구리박 및 리튬 이온 전지 | |
| KR102435606B1 (ko) | 전해 동박, 이를 포함하는 전극 및 리튬-이온 전지 | |
| JP2009272086A (ja) | 銅箔及びその製造方法、並びにリチウムイオン二次電池用集電銅箔及びその製造方法 | |
| JP2011003383A (ja) | リチウム二次電池用負極の製造法及びリチウム二次電池 | |
| JP7377326B1 (ja) | 電解銅箔及び電極とそれを用いたリチウムイオン電池 | |
| TWI773613B (zh) | 電解銅箔及包含其之電極和鋰離子電池 | |
| CN115198319B (zh) | 电解铜箔及包含所述电解铜箔的电极与锂离子电池 | |
| JP2013012450A (ja) | リチウムイオン二次電池電極の集電体用金属箔、該金属箔の製造方法、及び該金属箔を集電体としたリチウムイオン二次電池 | |
| TW202206649A (zh) | 電解鐵箔 | |
| JP2024004433A (ja) | 電解銅箔及び電極とそれを用いたリチウムイオン電池 | |
| CN117344357A (zh) | 电解铜箔及包含其的电极和锂离子电池 |