JP7337664B2 - 工作機械における位置計測センサの補正値計測方法及び補正値計測システム - Google Patents
工作機械における位置計測センサの補正値計測方法及び補正値計測システム Download PDFInfo
- Publication number
- JP7337664B2 JP7337664B2 JP2019201709A JP2019201709A JP7337664B2 JP 7337664 B2 JP7337664 B2 JP 7337664B2 JP 2019201709 A JP2019201709 A JP 2019201709A JP 2019201709 A JP2019201709 A JP 2019201709A JP 7337664 B2 JP7337664 B2 JP 7337664B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- sensor
- correction value
- length
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/002—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates
- G01B11/005—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates coordinate measuring machines
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/045—Correction of measurements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/004—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points
- G01B5/008—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points using coordinate measuring machines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/401—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for measuring, e.g. calibration and initialisation, measuring workpiece for machining purposes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37008—Calibration of measuring system, probe, sensor
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50063—Probe, measure, verify workpiece, feedback measured values
Description
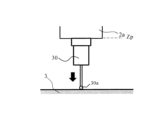
工作物の位置の自動計測方法としては、例えば、図2に示すようなタッチプローブ30で、プローブの接触子と工作物31とが接触した時点あるいは遅れを考慮した時点での座標を取得する方法が用いられる。この場合、Z軸方向の工作物31の座標を取得するには、接触した際のタッチプローブ30の長さが必要になる。
接触時のタッチプローブ30の長さの測定方法としては、主軸2aに基準工具を取り付けて、テーブル3などの基準面に対して、ブロックゲージを介して、基準工具が接触するようにZ軸を手動で操作しながら、ブロックゲージと基準工具との隙間がほぼ0となる位置を見つけて、このときのZ軸座標を記録する。そして、タッチプローブ30を基準面に接触させたときのZ軸位置の座標を計測し、タッチプローブ30で計測した座標から、基準工具で記録した座標とブロックゲージの厚みとを引いた値を接触時のタッチプローブ30の長さとする方法が一般的である。しかし、手作業が必要であり、自動で接触時のタッチプローブ30の長さを計測することができないという課題があった。
このため、自動でタッチプローブの長さを計測する方法として、本件出願人は、特許文献1において、タッチセンサやレーザセンサ等の工具センサに基準ブロックを取付け、事前に基準工具が基準ブロックに接触するZ軸位置の座標を記録するとともに、基準工具が工具センサに接触するZ軸位置の座標を取得して、両者の座標から、工具センサでの接触位置と基準ブロックとの相対位置を既知にして、基準工具で工具センサの接触位置を取得し、位置計測センサで基準ブロックの位置を計測することで、位置計測センサの長さを補正して計測する方法を開示している。また、本件出願人は、特許文献2において、ターゲット球(基準球)の中心初期値の計測値を用いて、タッチプローブの先端部の径方向のキャリブレーションを行うようにした幾何誤差同定方法を開示している。
工具センサと、前記工具センサ側に設けられた基準球とを用い、
前記工具の長さ基準となる基準工具を前記主軸に装着し、前記工具センサを用いて、前記基準工具の先端の検知位置を取得する工具センサ位置取得段階と、
前記主軸に装着した前記基準工具を用いて任意の工具計測位置を取得する基準工具計測位置取得段階と、
前記主軸に装着した前記位置計測センサを用いて任意のセンサ計測位置を取得する位置計測センサ計測位置取得段階と、
前記工具計測位置と前記センサ計測位置との差を求め、当該差と前記基準工具の長さとに基づいて前記位置計測センサの長さを求める位置計測センサ長さ算出段階と、
前記主軸に装着した前記位置計測センサを用いて前記基準球の位置を計測する基準球位置取得段階と、
前記工具センサ位置取得段階で取得した前記検知位置と、前記基準球位置取得段階で取得した前記基準球の位置と、前記位置計測センサ長さ算出段階で算出した前記位置計測センサの長さと、前記基準工具の長さとから、前記検知位置に対する前記基準球の相対位置を算出する相対位置算出段階と、
前記基準工具を前記主軸に装着し、前記工具センサを用いて前記基準工具の先端位置である基準工具位置を取得する基準工具位置取得段階と、
前記基準工具位置取得段階で取得した前記基準工具位置と、前記基準球位置取得段階で取得した前記基準球の位置と、前記相対位置算出段階で算出した前記相対位置と、前記基準工具の長さとから、前記位置計測センサの長方向補正値を算出する長補正値算出段階と、
前記位置計測センサを前記主軸に装着し、前記位置計測センサを用いて、前記基準球への前記位置計測センサの接触点が同一となるように前記主軸を割り出して前記基準球の位置を計測し、計測した前記基準球の位置と、予め記憶された前記基準球の径寸法とを用いて前記位置計測センサの径方向補正値を算出する径補正値算出段階と、を実行することを特徴とする。
ここで、「工具センサ側」とは、工具センサに基準球を直接設けた場合は勿論、工具センサの近傍に別体の基準球を設けた場合も含む。
請求項2に記載の発明は、上記構成において、前記工具センサ位置取得段階から前記相対位置算出段階までを1回実行し、
前記基準工具位置取得段階から前記径補正値算出段階までを複数回実行することを特徴とする。
請求項3に記載の発明は、上記構成において、前記基準球位置取得段階と、前記径補正値算出段階とにおいて、前記位置計測センサで計測される位置は、前記位置計測センサが前記基準球に接触したことを検知した際の前記並進軸の位置であることを特徴とする。
上記目的を達成するために、請求項4に記載の発明は、3軸以上の並進軸と、工具を装着して回転可能な主軸と、テーブルと、前記主軸に装着可能である位置計測センサと、前記並進軸と前記主軸とを制御する制御装置と、を有する工作機械において、前記位置計測センサの長方向補正値と径方向補正値とを計測するシステムであって、
前記工具の長さ基準となる基準工具と、
前記主軸に装着した前記基準工具の先端位置を検出する工具センサと、
前記工具センサ側に設置された基準球と、
前記主軸に装着した前記基準工具と、前記工具センサとを用いて、前記基準工具の先端の検知位置を取得して記憶する工具センサ位置取得手段と、
前記主軸に装着した前記基準工具を用いて任意の工具計測位置を取得して記憶する基準工具計測位置取得手段と、
前記主軸に装着した前記位置計測センサを用いて任意のセンサ計測位置を取得して記憶する位置計測センサ計測位置取得手段と、
前記工具計測位置と前記センサ計測位置との差を求め、当該差と前記基準工具の長さとに基づいて前記位置計測センサの長さを算出して記憶する位置計測センサ長さ算出手段と、
前記主軸に装着した前記位置計測センサを用いて前記基準球の位置を計測して記憶する基準球位置取得手段と、
前記工具センサ位置取得手段で取得した前記検知位置と、前記基準球位置取得手段で取得した前記基準球の位置と、前記位置計測センサ長さ算出手段で算出した前記位置計測センサの長さと、前記基準工具の長さとから、前記検知位置に対する前記基準球の相対位置を算出して記憶する相対位置算出手段と、
前記主軸に装着した前記基準工具と、前記工具センサとを用いて、前記基準工具の先端位置である基準工具位置を取得して記憶する基準工具位置取得手段と、
前記基準工具位置取得手段で取得した前記基準工具位置と、前記基準球位置取得手段で取得した前記基準球の位置と、前記相対位置算出手段で算出した前記相対位置と、前記基準工具の長さとから、前記位置計測センサの長方向補正値を算出して記憶する長補正値算出手段と、
前記主軸に装着した前記位置計測センサを用いて、前記基準球への前記位置計測センサの接触点が同一となるように前記主軸を割り出して前記基準球の位置を計測し、計測した前記基準球の位置と、予め記憶された前記基準球の径寸法とを用いて前記位置計測センサの径方向補正値を算出して記憶する径補正値算出手段と、を有することを特徴とする。
請求項5に記載の発明は、上記構成において、前記位置計測センサは、前記位置計測センサが対象物を検知した際の前記並進軸の位置もしくは信号遅れを考慮した位置を計測することを特徴とする。
これにより、熱変位等で位置計測センサの長さや姿勢が変化しても、時間及び手間をかけることなく位置計測センサの長さ及び径の補正値を求めることができ、位置計測センサによる対象物の位置計測を高精度に行うことができる。
図1は、工作機械の一形態であり、3つの互いに直交する並進軸を有するマシニングセンタの模式図である。
主軸頭2は、コラム4及びサドル5を介して、並進軸であり互いに直交するX軸、Z軸によってベッド1に対して並進2自由度の運動が可能である。テーブル3は、並進軸でありX軸およびZ軸に直交するY軸によりベッド1に対して並進1自由度の運動が可能である。したがって、主軸頭2は、テーブル3に対して並進3自由度の運動が可能である。各送り軸は、図示しない数値制御装置により制御されるサーボモータにより駆動され、工作物をテーブル3に固定し、主軸頭2の主軸2aに工具を装着して回転させ、工作物と工具の相対位置および相対姿勢を制御することで、工作物の加工を行うことができる。
なお、本発明に関わる機械としては、マシニングセンタに限らず旋盤や複合加工機、研削盤などの工作機械でもよい。また、軸数は3軸に限らず、並進軸のみ3軸、4軸、6軸でもよい。さらにまた、回転軸によりテーブル3や主軸頭2が回転1自由度以上を持つ機構でもよい。
計測準備作業の手順について、図7のフローチャートにもとづいて説明する。計測準備作業は、後述のタッチプローブの長方向及び径方向の補正値の計測を行う前に事前に行っておく作業である。
ステップSR1において、主軸2aに基準工具8を装着し、タッチセンサ50にて計測を行う(工具センサ位置取得段階)。ここでは図9に示すように、基準工具8がタッチセンサ部51に接触するようZ軸を移動させ、基準工具8の先端がタッチセンサ部51を押した時点もしくは信号遅れを考慮した時点でのZ軸方向の接触位置Z1を取得する。取得した接触位置Z1を数値制御装置内の記憶部に記憶させる。また、基準工具8の長さTdも記憶部にあらかじめ記憶させておく。
ステップSR3において、主軸2aにタッチプローブ30を装着し、ステップSR2と同じテーブル3上面などの任意の計測位置を計測する(位置計測センサ計測位置取得段階)。ここでは図11に示すように、タッチプローブ30がステップSR2と同じテーブル3上面などの任意の計測位置に接近するようZ軸を移動させ、タッチプローブ30のスタイラス30aが接触してトリガー信号を発信した時点もしくは信号遅れを考慮した時点でのZ軸方向の接触位置Zpを取得する。取得した接触位置Zpを記憶部に記憶させる。
ステップSR5において、主軸2aにタッチプローブ30を装着し、基準球52のZ軸方向の接触位置Z2を計測する(基準球位置取得段階)。ここでは図12に示すように、基準球52の水平方向(タッチプローブ30のスタイラス30aの径方向)の同一平面において、X軸プラス・マイナス方向の座標Xp,Xm、Y軸プラス・マイナス方向の座標Yp・Ymをタッチプローブ30にて計測する。この際、タッチプローブ30の接触点が同一になるように主軸2aを割り出す。得られたX軸位置の平均値X0とY軸位置の平均値Y0とがそれぞれ球中心のX,Y座標値(中心位置)となる。この中心位置X0,Y0で、図13に示すように、タッチプローブ30が基準球52に接近するようZ軸を移動させ、タッチプローブ30のスタイラス30aが接触してトリガー信号を発信した時点もしくは信号遅れを考慮した時点での接触位置Z2を取得する。
ステップS1において、ステップSR1と同様に、主軸2aに基準工具8を装着し、タッチセンサ50にて計測を行い、接触位置Z1’(図9)を記憶部に記憶させる(基準工具位置取得段階)。
ステップS2において、ステップSR5と同様に、主軸2aにタッチプローブ30を装着し、基準球52をタッチプローブ30にて計測を行い、接触位置Z2’(図13)を記憶部に記憶させる。
ステップS3において、タッチプローブ30の長方向補正値である接触時のタッチプローブ30の長さを算出する(長補正値算出段階)。ステップS1にて記憶させた接触位置Z1’と、ステップS2にて記憶させた接触位置Z2’と、記憶部に記憶されているタッチセンサ50の接触位置と基準球52の接触位置との間の距離dZbと、基準工具長Tdとから長方向補正値Tp’(=Z1’-Z2’+dZb+Td)を求めて、記憶部に記憶させる。
ステップS5において、タッチプローブ30の径方向補正値であるスタイラス30aの径補正値を算出する(S4,S5:径補正値算出段階)。ステップS4にて記憶させたX3p,X3m,Y3p,Y3mと、予め記憶させた基準球径Ddとにより、スタイラス30aの径方向補正値Rxp(=X3p-(X3p+X3m)/2-Dd/2)、Rxm(=X3m-(X3p+X3m)/2-Dd/2)、Ryp(=Y3p-(Y3p+Y3m)/2-Dd/2)、Rym(=Y3m-(Y3p+Y3m)/2-Dd/2)を求めて、記憶部に記憶させる。
これにより、熱変位等でタッチプローブ30の長さや姿勢が変化しても、時間及び手間をかけることなくタッチプローブ30の長さ及び径の補正値を求めることができ、タッチプローブ30による対象物の位置計測を高精度に行うことができる。
また、上記形態では、S3でタッチプローブの長補正値を算出する際に、S2でタッチプローブと基準球との接触位置を計測しているが、これを省略して、ステップSR5で取得した接触位置を用いてもよい。長補正値の算出と径補正値の算出との順番は、上記形態と逆であってもよい。
また、位置計測センサとしてはタッチプローブに限らず、レーザ変位センサなどの非接触センサも採用できる。この場合、接触時の長さではなく、計測時の計測対象物と非接触センサの見かけ上の距離が対象となる。
Claims (5)
- 3軸以上の並進軸と、工具を装着して回転可能な主軸と、テーブルと、を有する工作機械を用いて、前記主軸に装着可能な位置計測センサの長方向補正値と径方向補正値とを計測する方法であって、
工具センサと、前記工具センサ側に設けられた基準球とを用い、
前記工具の長さ基準となる基準工具を前記主軸に装着し、前記工具センサを用いて、前記基準工具の先端の検知位置を取得する工具センサ位置取得段階と、
前記主軸に装着した前記基準工具を用いて任意の工具計測位置を取得する基準工具計測位置取得段階と、
前記主軸に装着した前記位置計測センサを用いて任意のセンサ計測位置を取得する位置計測センサ計測位置取得段階と、
前記工具計測位置と前記センサ計測位置との差を求め、当該差と前記基準工具の長さとに基づいて前記位置計測センサの長さを求める位置計測センサ長さ算出段階と、
前記主軸に装着した前記位置計測センサを用いて前記基準球の位置を計測する基準球位置取得段階と、
前記工具センサ位置取得段階で取得した前記検知位置と、前記基準球位置取得段階で取得した前記基準球の位置と、前記位置計測センサ長さ算出段階で算出した前記位置計測センサの長さと、前記基準工具の長さとから、前記検知位置に対する前記基準球の相対位置を算出する相対位置算出段階と、
前記基準工具を前記主軸に装着し、前記工具センサを用いて前記基準工具の先端位置である基準工具位置を取得する基準工具位置取得段階と、
前記基準工具位置取得段階で取得した前記基準工具位置と、前記基準球位置取得段階で取得した前記基準球の位置と、前記相対位置算出段階で算出した前記相対位置と、前記基準工具の長さとから、前記位置計測センサの長方向補正値を算出する長補正値算出段階と、
前記位置計測センサを前記主軸に装着し、前記位置計測センサを用いて、前記基準球への前記位置計測センサの接触点が同一となるように前記主軸を割り出して前記基準球の位置を計測し、計測した前記基準球の位置と、予め記憶された前記基準球の径寸法とを用いて前記位置計測センサの径方向補正値を算出する径補正値算出段階と、
を実行することを特徴とする工作機械における位置計測センサの補正値計測方法。 - 前記工具センサ位置取得段階から前記相対位置算出段階までを1回実行し、
前記基準工具位置取得段階から前記径補正値算出段階までを複数回実行することを特徴とする請求項1に記載の工作機械における位置計測センサの補正値計測方法。 - 前記基準球位置取得段階と、前記径補正値算出段階とにおいて、前記位置計測センサで計測される位置は、前記位置計測センサが前記基準球に接触したことを検知した際の前記並進軸の位置であることを特徴とする請求項1又は2に記載の工作機械における位置計測センサの補正値計測方法。
- 3軸以上の並進軸と、工具を装着して回転可能な主軸と、テーブルと、前記主軸に装着可能である位置計測センサと、前記並進軸と前記主軸とを制御する制御装置と、を有する工作機械において、前記位置計測センサの長方向補正値と径方向補正値とを計測するシステムであって、
前記工具の長さ基準となる基準工具と、
前記主軸に装着した前記基準工具の先端位置を検出する工具センサと、
前記工具センサ側に設置された基準球と、
前記主軸に装着した前記基準工具と、前記工具センサとを用いて、前記基準工具の先端の検知位置を取得して記憶する工具センサ位置取得手段と、
前記主軸に装着した前記基準工具を用いて任意の工具計測位置を取得して記憶する基準工具計測位置取得手段と、
前記主軸に装着した前記位置計測センサを用いて任意のセンサ計測位置を取得して記憶する位置計測センサ計測位置取得手段と、
前記工具計測位置と前記センサ計測位置との差を求め、当該差と前記基準工具の長さとに基づいて前記位置計測センサの長さを算出して記憶する位置計測センサ長さ算出手段と、
前記主軸に装着した前記位置計測センサを用いて前記基準球の位置を計測して記憶する基準球位置取得手段と、
前記工具センサ位置取得手段で取得した前記検知位置と、前記基準球位置取得手段で取得した前記基準球の位置と、前記位置計測センサ長さ算出手段で算出した前記位置計測センサの長さと、前記基準工具の長さとから、前記検知位置に対する前記基準球の相対位置を算出して記憶する相対位置算出手段と、
前記主軸に装着した前記基準工具と、前記工具センサとを用いて、前記基準工具の先端位置である基準工具位置を取得して記憶する基準工具位置取得手段と、
前記基準工具位置取得手段で取得した前記基準工具位置と、前記基準球位置取得手段で取得した前記基準球の位置と、前記相対位置算出手段で算出した前記相対位置と、前記基準工具の長さとから、前記位置計測センサの長方向補正値を算出して記憶する長補正値算出手段と、
前記主軸に装着した前記位置計測センサを用いて、前記基準球への前記位置計測センサの接触点が同一となるように前記主軸を割り出して前記基準球の位置を計測し、計測した前記基準球の位置と、予め記憶された前記基準球の径寸法とを用いて前記位置計測センサの径方向補正値を算出して記憶する径補正値算出手段と、
を有することを特徴とする工作機械における位置計測センサの補正値計測システム。 - 前記位置計測センサは、前記位置計測センサが対象物を検知した際の前記並進軸の位置もしくは信号遅れを考慮した位置を計測することを特徴とする請求項4に記載の工作機械における位置計測センサの補正値計測システム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019201709A JP7337664B2 (ja) | 2019-11-06 | 2019-11-06 | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム |
| US17/061,723 US11662195B2 (en) | 2019-11-06 | 2020-10-02 | Correction value measurement method and correction value measurement system of position measurement sensor in machine tool |
| CN202011188062.1A CN112775718A (zh) | 2019-11-06 | 2020-10-30 | 机床的位置测量传感器的校正值测量方法和校正值测量系统 |
| DE102020213847.8A DE102020213847A1 (de) | 2019-11-06 | 2020-11-04 | Korrekturwertmessverfahren und Korrekturwertmesssystem eines Positionsmesssensors in einer Werkzeugmaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019201709A JP7337664B2 (ja) | 2019-11-06 | 2019-11-06 | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021074806A JP2021074806A (ja) | 2021-05-20 |
| JP2021074806A5 JP2021074806A5 (ja) | 2022-07-08 |
| JP7337664B2 true JP7337664B2 (ja) | 2023-09-04 |
Family
ID=75485423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019201709A Active JP7337664B2 (ja) | 2019-11-06 | 2019-11-06 | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11662195B2 (ja) |
| JP (1) | JP7337664B2 (ja) |
| CN (1) | CN112775718A (ja) |
| DE (1) | DE102020213847A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023010002A (ja) * | 2021-07-08 | 2023-01-20 | オークマ株式会社 | 工作機械の誤差同定方法、誤差同定プログラム、工作機械 |
| JP7316409B1 (ja) | 2022-04-15 | 2023-07-27 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
| CN115157004B (zh) * | 2022-09-06 | 2023-02-10 | 深圳市世宗自动化设备有限公司 | 五轴设备标定方法及系统 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010260119A (ja) | 2009-04-30 | 2010-11-18 | Okuma Corp | 主軸又はアタッチメント主軸の補正値自動計測方法 |
| JP2012035399A (ja) | 2010-08-11 | 2012-02-23 | Shin Nippon Koki Co Ltd | 補正マトリクス導出装置、誤差補正装置及び工作機械 |
| JP2016083729A (ja) | 2014-10-27 | 2016-05-19 | オークマ株式会社 | 幾何誤差同定システム、及び幾何誤差同定方法 |
| JP2016154039A (ja) | 2016-04-19 | 2016-08-25 | 株式会社牧野フライス製作所 | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 |
| JP2016218746A (ja) | 2015-05-20 | 2016-12-22 | オークマ株式会社 | 工作機械における幾何誤差パラメータ同定方法、工作機械の制御方法及び制御装置 |
| JP2017193043A (ja) | 2016-04-19 | 2017-10-26 | オークマ株式会社 | 工作機械における対象物の位置計測方法及び位置計測システム |
| JP2017194451A (ja) | 2016-04-19 | 2017-10-26 | オークマ株式会社 | 工作機械の誤差同定方法及び誤差同定システム |
| JP2018116458A (ja) | 2017-01-18 | 2018-07-26 | ファナック株式会社 | 制御装置 |
| JP2019132612A (ja) | 2018-01-29 | 2019-08-08 | 株式会社牧野フライス製作所 | 工具測定装置およびワーク測定装置の校正方法、校正装置ならびに標準器 |
| JP2019152574A (ja) | 2018-03-05 | 2019-09-12 | オークマ株式会社 | 工作機械における回転軸の中心位置計測方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04201124A (ja) * | 1990-11-30 | 1992-07-22 | Mitsubishi Electric Corp | 放電加工用電極およびその装置 |
| DE4134371A1 (de) * | 1991-10-17 | 1993-04-22 | Zeiss Carl Fa | Verfahren zur messung der effektiven momentanposition eines von einem schlitten getragenen tastelementes bzw. werkzeugs |
| US6651351B1 (en) * | 1997-06-12 | 2003-11-25 | Werth Messtechnik Gmbh | Coordinate measuring instrument with feeler element and optic sensor for measuring the position of the feeler |
| JP3126327B2 (ja) * | 1997-09-17 | 2001-01-22 | 株式会社牧野フライス製作所 | 工作機械におけるワークの形状寸法測定方法及び装置 |
| DE19942980A1 (de) * | 1999-09-09 | 2001-03-15 | Heilig & Schwab Gmbh | Vorrichtung und Verfahren zum Vermessen von Maschinenwerkzeugen |
| JP3841273B2 (ja) * | 2001-10-04 | 2006-11-01 | 株式会社ミツトヨ | 倣いプローブの校正装置および校正プログラムおよび校正方法 |
| JP4163545B2 (ja) * | 2003-04-11 | 2008-10-08 | 株式会社ミツトヨ | 真円度測定機用基準治具 |
| JP4804807B2 (ja) * | 2005-06-14 | 2011-11-02 | 東芝機械株式会社 | キャリブレーション方法およびプログラム |
| JP4902316B2 (ja) * | 2006-11-10 | 2012-03-21 | 東芝機械株式会社 | 斜め加工のための5軸加工機の姿勢保証システム |
| JP5201871B2 (ja) * | 2007-04-24 | 2013-06-05 | 株式会社牧野フライス製作所 | 形状測定方法及び装置 |
| JP5355037B2 (ja) * | 2008-10-29 | 2013-11-27 | 株式会社牧野フライス製作所 | 精度測定方法及び数値制御工作機械の誤差補正方法並びに誤差補正機能を有した数値制御工作機械 |
| JP5255012B2 (ja) * | 2010-04-02 | 2013-08-07 | 三菱重工業株式会社 | 歯車測定装置の校正方法 |
| JP6114010B2 (ja) * | 2012-11-14 | 2017-04-12 | 株式会社ミツトヨ | 形状測定装置及び形状測定誤差の補正方法 |
| JP6254451B2 (ja) * | 2014-02-19 | 2017-12-27 | 株式会社ミツトヨ | 形状測定装置及び形状測定誤差の補正方法 |
| JP6254456B2 (ja) * | 2014-02-21 | 2017-12-27 | 株式会社ミツトヨ | 三次元測定機及び三次元測定機による補正行列算出方法 |
| JP2015203567A (ja) * | 2014-04-10 | 2015-11-16 | オークマ株式会社 | 計測システム |
| JP2016155185A (ja) * | 2015-02-23 | 2016-09-01 | オークマ株式会社 | 工作機械の誤差同定方法 |
| US10359266B2 (en) * | 2016-04-19 | 2019-07-23 | Okuma Corporation | Position measurement method of object in machine tool and position measurement system of the same |
| US10357863B2 (en) * | 2016-04-19 | 2019-07-23 | Okuma Corporation | Error identification method of machine tool and error identification system of the same |
| KR101823052B1 (ko) * | 2017-04-17 | 2018-01-31 | 정만종 | 자동 선반 가공 후 자동 보정을 위한 가공물 측정 방법 |
| EP3444686B1 (en) * | 2017-08-15 | 2021-12-22 | GF Machining Solutions AG | Method for using a geometrical probe with a spindle of a machine tool, and machine tool configured to carry out such a method |
| JP6955991B2 (ja) * | 2017-12-14 | 2021-10-27 | 株式会社ミツトヨ | 空間精度補正方法、及び空間精度補正装置 |
| JP6556393B2 (ja) * | 2019-03-08 | 2019-08-07 | 株式会社牧野フライス製作所 | 工具測定装置およびワーク測定装置の標準器 |
| CN110238701A (zh) * | 2019-05-28 | 2019-09-17 | 沈阳富创精密设备有限公司 | 用于机械制造行业的五轴机床设备3d校准检测技术方法 |
-
2019
- 2019-11-06 JP JP2019201709A patent/JP7337664B2/ja active Active
-
2020
- 2020-10-02 US US17/061,723 patent/US11662195B2/en active Active
- 2020-10-30 CN CN202011188062.1A patent/CN112775718A/zh active Pending
- 2020-11-04 DE DE102020213847.8A patent/DE102020213847A1/de active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010260119A (ja) | 2009-04-30 | 2010-11-18 | Okuma Corp | 主軸又はアタッチメント主軸の補正値自動計測方法 |
| JP2012035399A (ja) | 2010-08-11 | 2012-02-23 | Shin Nippon Koki Co Ltd | 補正マトリクス導出装置、誤差補正装置及び工作機械 |
| JP2016083729A (ja) | 2014-10-27 | 2016-05-19 | オークマ株式会社 | 幾何誤差同定システム、及び幾何誤差同定方法 |
| JP2016218746A (ja) | 2015-05-20 | 2016-12-22 | オークマ株式会社 | 工作機械における幾何誤差パラメータ同定方法、工作機械の制御方法及び制御装置 |
| JP2016154039A (ja) | 2016-04-19 | 2016-08-25 | 株式会社牧野フライス製作所 | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 |
| JP2017193043A (ja) | 2016-04-19 | 2017-10-26 | オークマ株式会社 | 工作機械における対象物の位置計測方法及び位置計測システム |
| JP2017194451A (ja) | 2016-04-19 | 2017-10-26 | オークマ株式会社 | 工作機械の誤差同定方法及び誤差同定システム |
| JP2018116458A (ja) | 2017-01-18 | 2018-07-26 | ファナック株式会社 | 制御装置 |
| JP2019132612A (ja) | 2018-01-29 | 2019-08-08 | 株式会社牧野フライス製作所 | 工具測定装置およびワーク測定装置の校正方法、校正装置ならびに標準器 |
| JP2019152574A (ja) | 2018-03-05 | 2019-09-12 | オークマ株式会社 | 工作機械における回転軸の中心位置計測方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11662195B2 (en) | 2023-05-30 |
| JP2021074806A (ja) | 2021-05-20 |
| DE102020213847A1 (de) | 2021-05-06 |
| US20210131789A1 (en) | 2021-05-06 |
| CN112775718A (zh) | 2021-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8494800B2 (en) | Method and program for identifying mechanical errors | |
| JP6295070B2 (ja) | 多軸工作機械の幾何誤差同定方法及び多軸工作機械 | |
| JP7337664B2 (ja) | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム | |
| JP2015203567A (ja) | 計測システム | |
| US20120150354A1 (en) | Machine tool calibration method | |
| JP7390117B2 (ja) | 工作機械対象物の位置計測方法及び位置計測システム | |
| JP2016083729A (ja) | 幾何誤差同定システム、及び幾何誤差同定方法 | |
| JP2007168013A (ja) | 工具刃先位置演算方法及び工作機械 | |
| TW202108291A (zh) | 因應治具偏移的刀具路徑定位補償系統 | |
| JP6603203B2 (ja) | 工作機械における対象物の位置計測方法及び位置計測システム | |
| JP5201871B2 (ja) | 形状測定方法及び装置 | |
| JP5272598B2 (ja) | 加工装置の治具座標特定方法及びその方法を用いた加工装置 | |
| JPH07266194A (ja) | 工具刃先位置計測補正装置 | |
| JP7266511B2 (ja) | 工作機械における対象物の位置計測方法及び位置計測システム、位置計測プログラム | |
| JP3126327B2 (ja) | 工作機械におけるワークの形状寸法測定方法及び装置 | |
| JP2018128328A (ja) | 工作機械の幾何誤差測定方法 | |
| JP2017124485A (ja) | 工作機械および工具先端位置の補正方法 | |
| JP5437693B2 (ja) | 主軸又はアタッチメント主軸の補正値自動計測方法 | |
| JP6735735B2 (ja) | ワークピースを検査するための座標測定方法および同装置であって、理想的な形態から実質的に逸脱していないことが判っている基準形状を使用して測定補正値を生成するステップを含む、ワークピースを検査するための座標測定方法および同装置 | |
| KR101823052B1 (ko) | 자동 선반 가공 후 자동 보정을 위한 가공물 측정 방법 | |
| JP4847049B2 (ja) | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ | |
| JP2019007762A (ja) | タッチプローブを用いた計測方法 | |
| JP6403298B1 (ja) | Nc加工装置及び加工部品の製造方法 | |
| KR20170141092A (ko) | 틸팅 헤드용 회전중심 보정장치 | |
| JP2012091261A (ja) | 工具研削盤における熱変位補正方法、工具研削盤、ncプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230725 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7337664 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |