JP2016155185A - 工作機械の誤差同定方法 - Google Patents
工作機械の誤差同定方法 Download PDFInfo
- Publication number
- JP2016155185A JP2016155185A JP2015033178A JP2015033178A JP2016155185A JP 2016155185 A JP2016155185 A JP 2016155185A JP 2015033178 A JP2015033178 A JP 2015033178A JP 2015033178 A JP2015033178 A JP 2015033178A JP 2016155185 A JP2016155185 A JP 2016155185A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- rotation axis
- error
- measured
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/007—Arrangements for observing, indicating or measuring on machine tools for managing machine functions not concerning the tool
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49193—Orthogonality of axis, deviation from 90-degree correction
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Mechanical Engineering (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
Abstract
【課題】並進軸に対してテーブル側と主軸頭側に回転軸を夫々1軸ずつ有するタイプの5軸制御工作機械の幾何誤差の内、回転軸の中心位置誤差全て、回転軸の傾き誤差、直進軸の直角度を(同時に)同定することが可能な誤差同定方法を提供する。【解決手段】本発明の誤差同定方法は、i)テーブル回転軸をテーブル回転軸基準角度に割り出し、主軸頭回転軸を主軸頭回転軸初期角度に割り出して、位置計測センサにより被測定治具の基準位置を計測するステップ、ii)テーブル回転軸基準角度を基準とした所定の複数の角度にテーブル回転軸を割り出し、主軸頭回転軸を所定の複数の角度に割り出して、位置計測センサにより被測定治具の位置を夫々計測するステップ、iii)計測された複数の位置計測値を円弧近似するステップ、iv)近似された円弧から回転軸の中心位置の誤差もしくは回転軸の傾き誤差もしくは並進軸の傾き誤差を算出するステップを有している。【選択図】図4
Description
本発明は、工具を取り付け可能な主軸頭と、工作物を保持可能なテーブルと、少なくとも3つの並進駆動軸と、主軸頭を回転運動可能な少なくとも1つの回転駆動軸と、テーブルを回転運動可能な少なくとも1つの回転駆動軸とを有する工作機械において、各軸間の幾何誤差を同定するための方法に関するものである。
複雑な形状の部品や金型を加工するための工作機械として、3つの並進軸および2つの回転軸を有する5軸制御工作機械が知られている。図1は、そのような5軸制御工作機械の一例を示したものである。5軸制御工作機械の主軸頭2は、図示していない回転可能な主軸を内蔵し、主軸に装着した工具を回転可能であり、並進軸であり互いに直交するX軸、Z軸によってベッド1に対して並進2自由度の運動が可能である。工作物を取り付け可能なテーブル3は、回転軸であるC軸によってクレードル4に対して回転1自由度の運動が可能であり、クレードル4は回転軸であるA軸によってトラニオン5に対して回転1自由度の運動が可能であり、A軸とC軸は互いに直交している。さらに、トラニオン5は並進軸でありX・Z軸に直交するY軸によりベッド1に対して並進1自由度の運動が可能である。したがって、主軸頭2はテーブル3に対して並進3自由度および回転2自由度の運動が可能であり、各送り軸は図に示していない数値制御装置により制御されるサーボモータにより駆動され、工作物に対する工具の相対位置および相対姿勢を制御して工作物の加工を行うことができる。
ところが、上記のような5軸制御工作機械では、各軸間に幾何誤差が存在する。具体的には、C軸中心位置X方向誤差、C−A軸間オフセット誤差、A軸角度オフセット誤差、C−A軸間直角度誤差、A軸中心位置Y方向誤差、A軸中心位置Z方向誤差、A−X軸間直角度誤差、A−Y軸間直角度誤差、X−Y軸間直角度誤差、Y−Z軸間直角度誤差、Z−X軸間直角度誤差、の合計13種類の幾何誤差(それぞれ、δXca、δYca、αca、βca、δYay、δZay、βay、γay、γyx、αxz、βxz、αzt、βztで示される)が存在することが知られている(なお、δXca、δYca、δYay、δZayは回転軸の中心位置誤差であり、αca、βca、βay、γayは回転軸の傾き誤差であり、γyx、αxz、βxzは直進軸間の直角度である)。
そのような幾何誤差が存在すると、工作機械の運動精度が低下し、工作物の加工精度が低下してしまう。それゆえ、高精度な加工を行うためには、幾何誤差の大きさを計測・同定し、その幾何誤差の分を補正することが必要となる。そして、そのような幾何誤差を計測・同定する手段としては、特許文献1の如く、テーブルに基準球を設置し、主軸頭にタッチプローブを装着して、回転軸をいろいろな角度に割り出して、タッチプローブにて基準球の中心位置を計測し、その基準球の中心位置の計測値から円弧軌跡を近似算出し、その円弧軌跡から算出された円弧誤差に基づいて幾何誤差を同定する方法が知られている。
かかる特許文献1の幾何誤差の同定方法によれば、前述した13種類の幾何誤差の内の回転軸の中心誤差、回転軸の傾き誤差、直進軸間の直角度誤差、すなわち、δXca、δYca、αca、βca、δYay、δZay、βay、γay、γyx、αxz、βxzの合計11種類の幾何誤差を同定することが可能となる。
ところが、5軸制御工作機械には、上記図1の如く、2つの回転軸が並進軸に対してテーブル側に存在する、所謂、テーブル旋回形のもの以外に、1つの回転軸が並進軸に対してテーブル側に存在し他方の回転軸が並進軸に対して主軸頭側に存在する、所謂、テーブル・主軸頭旋回形のものが存在する。
しかしながら、特許文献1の如き幾何誤差の同定方法は、テーブル・主軸頭旋回形5軸制御工作機械において適用する場合には、刃物台に内蔵された回転軸(B軸)の半径方向成分の1次成分から当該回転軸の中心誤差δXbt、δZbtを同定することができず、0次成分からδZbtを求めることができるだけであるため、基準球の設置位置の誤差が存在することに起因して、テーブル・主軸頭旋回形の回転軸の中心誤差の全てを同定できない(この課題については、発明を実施するための形態において詳述する)。
本発明の目的は、上記従来の幾何誤差の同定方法の問題点を解消し、並進軸に対してテーブル側と主軸頭側に回転軸をそれぞれ1軸ずつ有するテーブル・主軸頭旋回形の5軸制御工作機械の幾何誤差のうち、回転軸の中心位置誤差、回転軸の傾き誤差および直進軸の直角度誤差を全て同定する(同時に同定する)ことが可能な誤差同定方法を提供することにある。
上記目的を達成するために、請求項1に記載の発明は、工作物を保持可能なテーブルと、工具を取付可能な1つ以上の主軸頭と、3軸以上の並進軸と、前記テーブルを回転運動させる1軸以上のテーブル回転軸と、前記主軸頭を回転運動させる1軸以上の主軸頭回転軸と、を有する工作機械において、被測定治具と位置計測センサとを前記主軸頭もしくは前記テーブルにそれぞれ取り付けて、前記被測定治具を前記位置計測センサで計測することによって、前記各軸間の幾何学的な誤差を同定する方法であって、前記主軸頭回転軸をその初期角度に割り出して、前記位置計測センサを用いて前記被測定治具の初期位置を計測する初期位置計測ステップと、前記初期位置計測ステップにおける前記テーブル回転軸の角度から基準角度を算出するテーブル基準角度算出ステップと、前記テーブル回転軸を前記基準角度に割り出し、前記主軸頭回転軸を前記初期角度に割り出して、前記位置計測センサにより前記被測定治具の基準位置を計測する基準位置計測ステップと、前記テーブル回転軸の基準角度を基準とした所定の複数の角度に前記テーブル回転軸を割り出し、前記主軸頭回転軸を所定の複数の角度に割り出して、前記位置計測センサにより前記被測定治具の位置をそれぞれ計測する相対位置計測ステップと、前記相対位置計測ステップで計測された複数の位置計測値を円弧近似する円弧近似ステップと、前記円弧近似ステップで近似された円弧から、前記回転軸の中心位置の誤差、回転軸の傾き誤差、あるいは前記並進軸の傾き誤差を算出する誤差算出ステップとを有することを特徴とするものである。
請求項2に記載の発明は、請求項1に記載の発明において、前記相対位置計測ステップにおける前記テーブル回転軸の所定の複数の角度と、前記主軸頭回転軸の所定の複数の角度の組み合わせにおいて、前記テーブル回転軸の基準角度と前記主軸回転軸の初期角度との組み合わせが含まれている場合には、前記基準位置計測ステップを省略し、前記相対位置計測ステップにて、前記テーブル回転軸を前記基準角度に割り出し、前記主軸頭回転軸を前記初期角度で割り出して計測した前記位置計測値を、前記基準位置での計測値とすることを特徴とするものである。
請求項3に記載の発明は、請求項1、または請求項2に記載の発明において、前記円弧近似ステップにおいて、前記相対位置計測ステップにおける前記各回転軸の所定角度を用いて前記基準位置の計測値を座標変換した前記被測定治具の指令位置と、前記被測定治具の位置計測値との差分値を算出し、複数の該差分値を円弧近似することを特徴とするものである。
本発明によれば、並進軸に対してテーブル側と主軸頭側に回転軸をそれぞれ1軸ずつ有するタイプの5軸制御工作機械の幾何誤差のうち、回転軸の中心位置誤差4つ、回転軸の傾き誤差4つ、直進軸の直角度2つを同時に同定することができる。
以下、本発明に係る工作機械の誤差同定方法の一実施形態(テーブル・主軸頭旋回形の5軸制御工作機械に用いた例)を、図面に基づいて詳細に説明する。
図2は、テーブル・主軸頭旋回形の5軸制御工作機械の一例を示したものであり、5軸制御工作機械Mの主軸頭12は、図示していない回転可能な主軸を内蔵し、主軸に装着した工具を回転可能であり、刃物台14に内蔵されたB軸により刃物台14に対して1自由度の回転運動が可能であり、さらにコラム15に設けられた互いに直交するX軸、Y軸、Z軸によりベッド11に対して3自由度の並進運動が可能である。工作物を取り付け可能なテーブル13は、工作物を把持し回転可能なC軸により、ベッド11に対して回転1自由度の運動が可能である。したがって、主軸頭12はテーブル13に対して並進3自由度および回転2自由度の運動が可能であり、各送り軸は図に示していない数値制御装置により制御されるサーボモータにより駆動され、工作物に対する工具の相対位置および相対姿勢を制御して工作物の加工を行うことができる。なお、5軸制御工作機械Mには、NC制御装置(図示せず)が内蔵されており、当該制御装置には、各種の数値を記憶可能な記憶手段が設けられている。
上記図2のテーブル・主軸頭旋回形5軸制御工作機械Mには、B軸中心位置X方向誤差、B軸中心位置Z方向誤差、B−Z軸間直角度、B−X軸間直角度、C軸中心位置X方向誤差、C軸中心位置Y方向誤差、C−Y軸間直角度、C−X軸間直角度、X−Y軸間直角度誤差、Y−Z軸間直角度誤差、Z−X軸間直角度誤差、M主軸−B軸間直角度、B軸角度オフセット誤差、の合計13種類の幾何誤差(それぞれ、δXbt、δZbt、αxb、γxb、δXcz、δYcz、αcz、βcz、γyx、αzy、βyx、αbt、βbt、と記号で示される)が存在する(なお、δXbt、δZbt、δXcz、δYczは、回転軸の中心位置誤差であり、αxb、γxb、αcz、βczは、回転軸の傾き誤差であり、γyx、αzy、βyxは、直進軸間の直角度である)。
本発明に係る誤差同定方法では、図3に示すようなタッチプローブ21を、5軸制御工作機械Mの主軸頭12に装着させ、測定対象となるターゲット球22を、テーブル13に磁石等で固定し、その中心位置を計測する。なお、タッチプローブ21をテーブル13に磁石等で固定し、測定対象となるターゲット球22を備えた工具を主軸頭12に装着させる方法を採用することも可能である。
タッチプローブ21は、測定対象に接触したことを感知するセンサを有し、接触を感知した場合に、赤外線や電波等で信号を発することができるようになっている。そして、工作機械に内蔵された数値制御装置(図示せず)に接続された受信機で、その信号を受信した瞬間もしくは遅れ分を考慮した時点の各軸の現在位置を、所定のタイミングで測定し、それらの数値を測定値として記憶する。タッチプローブ21により球の中心位置を測定するためには、球の半径が既知であれば最低3点、既知でなければ最低4点を接触させて計測することで求めることができる。すなわち、タッチプローブ21は、ターゲット球22の中心位置を計測するためのセンサとして機能する。なお、この位置計測センサは、タッチプローブに限定されず、非接触で距離が測定できるレーザ変位計や、3つ以上の変位センサを用いて同時に球に接触させ、それぞれの計測値から球の中心位置を求める装置等を用いることも可能である。
<従来の幾何誤差の同定方法における問題点>
図2のテーブル・主軸頭旋回形5軸制御工作機械Mにおいて、特許文献1の如き、幾何誤差の同定方法で幾何誤差を求める場合には、以下のような問題が生じる。すなわち、C軸を0°に割り出して、B軸をn個の角度bj(j=1〜n)に割り出して計測した場合、B軸角度bjでの基準球中心位置の計測値のB軸半径方向成分の円弧誤差は、数1のように0から2次までのフーリエ係数sa0、sa1、sb1、sa2、sb2で表すことができる。
図2のテーブル・主軸頭旋回形5軸制御工作機械Mにおいて、特許文献1の如き、幾何誤差の同定方法で幾何誤差を求める場合には、以下のような問題が生じる。すなわち、C軸を0°に割り出して、B軸をn個の角度bj(j=1〜n)に割り出して計測した場合、B軸角度bjでの基準球中心位置の計測値のB軸半径方向成分の円弧誤差は、数1のように0から2次までのフーリエ係数sa0、sa1、sb1、sa2、sb2で表すことができる。
<数1>
ΔRBj=sa0+sa1cosbj+sb1sinbj+sa2cos2bj+sb2sin2bj
ΔRBj=sa0+sa1cosbj+sb1sinbj+sa2cos2bj+sb2sin2bj
上記した数1のフーリエ係数すなわち円弧誤差と幾何誤差の関係は、数2である。ここで、Rcは、C軸中心から基準球中心までの距離であり、Hは、基準球高さであり、Rstは、タッチプローブ先端からB軸中心までの距離である。また、基準球の設置位置の誤差(δxw、δyw、δzw)が存在するとする。
<数2>
sa0=−δZbt
sa1=−δZw+(βcz+βyx)Rc
sb1=−δXw−δXcz−βczH
sa2=0
sb2=βyxRst/2
sa0=−δZbt
sa1=−δZw+(βcz+βyx)Rc
sb1=−δXw−δXcz−βczH
sa2=0
sb2=βyxRst/2
テーブル旋回形の5軸制御工作機械において特許文献1の幾何誤差の同定方法を用いる場合には、回転軸の中心誤差は、各回転軸の半径方向成分の1次成分から求めることができる。すなわち、A軸の中心誤差δYay、δZayは、A軸の半径方向成分から求めることができ、C軸の中心誤差δXca、δYcaは、C軸の半径方向成分から求めることができる。
しかしながら、図2の如きテーブル・主軸頭旋回形5軸制御工作機械において特許文献1の幾何誤差の同定方法を用いる場合には、数2から分かるように、B軸の半径方向成分の1次成分からは、B軸の中心誤差δXbt、δZbtを同定することができず、0次成分からδZbtを求めることができるだけである。したがって、基準球の設置位置の誤差が存在することに起因して、回転軸の中心誤差の全てを同定することができない。
<本発明に係る誤差同定方法>
本発明に係る誤差(幾何誤差)同定方法は、テーブル旋回形の5軸制御工作機械Mにおいて特許文献1の幾何誤差の同定方法を用いる場合の問題点を解消すべく案出されたものである。以下、その誤差同定方法について、図4のフローチャートにしたがって説明する。幾何誤差を計測・同定する際には、まず、ステップS1において、計測の準備を行う。すなわち、テーブル13上の任意の位置にターゲット球22をマグネット等により固定する。次に、タッチプローブ21を主軸頭12に装着させ、B軸を初期角度に割り出して、タッチプローブ21を、テーゲット球22のZ軸方向の頂点付近に位置決めさせる。ここで、B軸の初期角度は0°とする。
本発明に係る誤差(幾何誤差)同定方法は、テーブル旋回形の5軸制御工作機械Mにおいて特許文献1の幾何誤差の同定方法を用いる場合の問題点を解消すべく案出されたものである。以下、その誤差同定方法について、図4のフローチャートにしたがって説明する。幾何誤差を計測・同定する際には、まず、ステップS1において、計測の準備を行う。すなわち、テーブル13上の任意の位置にターゲット球22をマグネット等により固定する。次に、タッチプローブ21を主軸頭12に装着させ、B軸を初期角度に割り出して、タッチプローブ21を、テーゲット球22のZ軸方向の頂点付近に位置決めさせる。ここで、B軸の初期角度は0°とする。
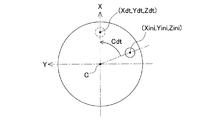
次に、ステップS2において、タッチプローブ21を用いてターゲット球の初期位置の計測を行う。しかる後、ステップS3において、ターゲット球22の初期位置から、C軸の基準角度の算出を行う。C軸の基準角度とは、ターゲット球22の中心がX軸上でプラス側に位置する際のC軸角度である。ターゲット球22の初期位置計測時のC軸角度がCiniで、初期位置の計測値が(Xini,Yini,Zini)の場合、C軸の基準角度Cdtを数3により求める。ここで、逆正接関数は、いわゆるatan2関数を用いることで、−180°〜180°の解を求める。
<数3>
Cdt=Cini+tan−1(Yini/Xini)
Cdt=Cini+tan−1(Yini/Xini)
次に、ステップS4において、予め設定してあるB/C軸角度指令値の組み合わせの中に、B軸が初期角度、C軸が基準角度である組み合わせが存在するかどうか判定する。ここでC軸角度指令値は、C軸の基準角度からの角度とする。例えば、計測条件1として、C軸角度指令値を0°でB軸角度指令値を−30°から120°までの範囲で15°間隔で11点を計測し、計測条件2として、B軸角度指令値を0°でC軸角度指令値を0°から315°までの範囲で45°間隔で8点計測する場合には、計測条件1の回転軸指令値の組み合わせは(bi, ci)、計測条件2の回転軸指令値の組み合わせは(bj, cj)である。ここで、i=1〜11、j=1〜8である。
ここで、(bi, ci)、(bj, cj)にはB軸0°、C軸0°の組み合わせが存在するため、B軸が初期角度、C軸が基準角度である組み合わせが存在すると判定する。そして、B軸が初期角度、C軸が基準角度である組み合わせが存在しないと判断した場合には、ステップS5を実行し、存在すると判断した場合には、ステップS6を実行する。
ステップS5においては、ターゲット球21の基準位置の計測を行う。すなわち、C軸を基準角度Cdt、B軸を初期角度0°に割り出し、タッチプローブ21にてターゲット球22の中心位置を計測する。
続くステップS6においては、並進軸の指令値を算出する。その際に、ターゲット球22の基準位置計測を行っている場合には、各B/C軸角度指令値と、幾何パラメータ(タッチプローブ21の先端からB軸中心までの距離)と、基準位置でのターゲット球22の中心計測値とを用いて算出する。ターゲット球22の基準位置計測を行っていない場合には、各B/C軸角度指令値と、幾何パラメータと、初期位置でのターゲット球22の中心計測値と、C軸の初期角度とC軸の基準角度の差分値とから算出する。ここで、計測条件1では、指令値(XBi,YBi,ZBi)が得られ、計測条件2では、指令値(XCj,YCj,ZCj)が得られる。
しかる後、ステップS7において、各回転軸の指令値に基づいて、タッチプローブ21によりターゲット球22の中心位置の計測を行う。ここで、計測条件1では、計測値(XBi’,YBi’,ZBi’)が得られ、計測条件2では、計測値(XCj’,YCj’,ZCj’)が得られる。
さらに、ステップS8において、基準位置の計測が省略されているかどうか判定する。そして、省略されている場合には、ステップS10を実行し、省略されていない場合には、ステップS9を実行する。
ステップS9においては、並進軸の指令値を更新する。C軸角度指令値が0°でB軸角度指令値がB軸の初期角度でのターゲット球22の中心位置計測値を、基準位置での計測値とし、各B/C軸角度指令値と、幾何パラメータと、基準位置でのターゲット球22の中心計測値とを用いて、各並進軸指令値を算出し直し、その算出し直した各並進軸指令値を更新記憶する。
しかる後、ステップS10において、各計測値を円弧近似する。すなわち、計測条件1における各計測値のB軸の半径方向成分ΔRBRi、B軸の軸方向成分ΔRBAi、および計測条件2における各計測値のC軸の半径方向成分ΔRCRj、C軸の軸方向成分ΔRCAj、を、数4により求める。
<数4>
ΔRBRi=(ZBi’−ZBi)cosbi+(XBi’−XBi)cosbi
ΔRBAi=YBi’−YBi
ΔRCRj=(XCj’−XCj)cos(−cj)+(YCj’−YCj)cos(−cj)
ΔRCAj=ZCj’−ZCj
ΔRBRi=(ZBi’−ZBi)cosbi+(XBi’−XBi)cosbi
ΔRBAi=YBi’−YBi
ΔRCRj=(XCj’−XCj)cos(−cj)+(YCj’−YCj)cos(−cj)
ΔRCAj=ZCj’−ZCj
ここで、ΔRBRiとΔRCRjは、0から2次のフーリエ係数、ΔRBAiとΔRCAjは、0から1次のフーリエ係数で、数5のように表すことができる。すなわち、計測値の半径方向成分、軸方向成分を円弧に近似できる。
<数5>
ΔRBRi=rBa0+rBa1cosbi+rBb1sinbi+rBa2cos2bi+rBb2sin2bi
ΔRARi=xBa0+xBa1cosbi+xBb1sinbi
ΔRCRj=rCa0+rCa1cos(−cj)+rCb1sin(−cj)+rBa2cos2(−cj)+rBb2sin2(−cj)
ΔRCAj=xCa0+xCa1cos(−cj)+xCb1sin(−cj)
ΔRBRi=rBa0+rBa1cosbi+rBb1sinbi+rBa2cos2bi+rBb2sin2bi
ΔRARi=xBa0+xBa1cosbi+xBb1sinbi
ΔRCRj=rCa0+rCa1cos(−cj)+rCb1sin(−cj)+rBa2cos2(−cj)+rBb2sin2(−cj)
ΔRCAj=xCa0+xCa1cos(−cj)+xCb1sin(−cj)
そして、上記した数5を最小自乗法等で解くことで、各フーリエ係数すなわち各円弧誤差を算出する。
しかる後、ステップS11において、計測値の円弧誤差から幾何誤差を算出する。ここで、計測条件1において、基準位置でのターゲット球22の設置位置の誤差(δxw、δyw、δzw)は、その位置での幾何誤差に起因していると考えると、B軸半径方向成分のフーリエ係数rBa0、rBa1、rBb1、rBa2、rBb2と幾何誤差の関係は数6となる。ここで、Rstはタッチプローブ21の先端からB軸中心までの距離である。したがって、1次成分には、B軸中心誤差δZbtおよびδXbtが含まれる。
<数6>
rBa0=−δZbt
rBa1=−δZbt
rBb1=δXbt−(βyx+βbt)Rst
rBa2=0
rBb2=βyxRst/ 2
rBa0=−δZbt
rBa1=−δZbt
rBb1=δXbt−(βyx+βbt)Rst
rBa2=0
rBb2=βyxRst/ 2
一方、B軸軸方向成分のフーリエ係数xBa0、xBa1、xBb1と幾何誤差の関係は、数7となる。ここで、Rcは、C軸の中心からターゲット球22の中心までの距離であり、Hは、ターゲット球22の高さである。
<数7>
xBa0=−γyxRc−δYw−δYcz+αczH−αbtRst
xBa1=(αxb+αzy)Rst
xBb1=γxbRst
xBa0=−γyxRc−δYw−δYcz+αczH−αbtRst
xBa1=(αxb+αzy)Rst
xBb1=γxbRst
また、計測条件2において、C軸半径方向成分のフーリエ係数rCa0、rCa1、rCb1、rCa2、rCb2と幾何誤差との関係は、数8となる。
<数8>
rCa0=−δXw
rCa1=−δXcz−δXbt+(βcz+βyx+βbt)H
rCb1=−δYcz−αczH+(αzy+αxb+αbt)Rst
rCa2=0
rCb2=−γyxRc/2
rCa0=−δXw
rCa1=−δXcz−δXbt+(βcz+βyx+βbt)H
rCb1=−δYcz−αczH+(αzy+αxb+αbt)Rst
rCa2=0
rCb2=−γyxRc/2
一方、C軸軸方向成分のフーリエ係数xCa0、xCa1、xCb1と幾何誤差との関係は、数9となる。
<数9>
rCa0=−δZw−δZbt
rCa1=(βcz+βyx)Rc
rCb1=(αcz+αzy)Rc
rCa0=−δZw−δZbt
rCa1=(βcz+βyx)Rc
rCb1=(αcz+αzy)Rc
そして、上記した数6から数9を用いることで、算出したrBa1、rBb1、rBb2、xBa1、xBb1、rCa1、rCb1、rCb2、xCa1、xCb1から幾何誤差δXbt、δZbt、αxb、γxb、δXcz、δYcz、αcz、βcz、γyx、βyxを求める。ただし、αzyについては求めることはできない。これは、図2のようなテーブル・主軸頭旋回形の5軸制御工作機械Mでは、YZ平面上で計測値が円弧の軌跡を描かないためである。
上記の如く、S1〜S11を実行することによって、回転軸の中心位置誤差4つ、回転軸の傾き誤差4つ、直進軸間の直角度2つを同定することができる。
<工作機械の誤差同定方法の効果>
上記の如く、本発明に係る誤差同定方法によれば、並進軸に対してテーブル側と主軸頭側に回転軸をそれぞれ1軸ずつ有するタイプの5軸制御工作機械Mの幾何誤差のうち、回転軸の中心位置誤差4つ、回転軸の傾き誤差4つ、直進軸の直角度2つを、平易な制御内容によりきわめて短時間の内に正確に同定することが可能となる。
上記の如く、本発明に係る誤差同定方法によれば、並進軸に対してテーブル側と主軸頭側に回転軸をそれぞれ1軸ずつ有するタイプの5軸制御工作機械Mの幾何誤差のうち、回転軸の中心位置誤差4つ、回転軸の傾き誤差4つ、直進軸の直角度2つを、平易な制御内容によりきわめて短時間の内に正確に同定することが可能となる。
<工作機械の誤差同定方法の変更例>
本発明に係る工作機械の誤差同定方法は、上記実施形態の態様に何ら限定されるものではなく、初期位置計測ステップ(上記実施形態におけるS2)、テーブル基準角度算出ステップ(上記実施形態におけるS3)、基準位置計測ステップ(上記実施形態におけるS7)、相対位置計測ステップ(上記実施形態におけるS9)、円弧近似ステップ(上記実施形態におけるS10)、誤差算出ステップ(上記実施形態におけるS11)の内容を、必要に応じて適宜変更することができる。
本発明に係る工作機械の誤差同定方法は、上記実施形態の態様に何ら限定されるものではなく、初期位置計測ステップ(上記実施形態におけるS2)、テーブル基準角度算出ステップ(上記実施形態におけるS3)、基準位置計測ステップ(上記実施形態におけるS7)、相対位置計測ステップ(上記実施形態におけるS9)、円弧近似ステップ(上記実施形態におけるS10)、誤差算出ステップ(上記実施形態におけるS11)の内容を、必要に応じて適宜変更することができる。
また、本発明に係る工作機械の誤差同定方法を適用可能な工作機械は、マシニングセンタ、旋盤、複合加工機、研削盤等の一般的な工作機械に限定されず、本発明に係る誤差同定方法を産業機械やロボット等に適用することも可能である。さらに、本発明に係る誤差同定方法を適用可能な工作機械は、主軸頭からテーブルまでの間の軸数が5軸であるものに限定されず、6軸以上であるものに適用することも可能である。
11・・ベッド
12・・主軸頭
13・・テーブル
14・・刃物台
15・・コラム
21・・・タッチプローブ(位置計測センサ)
22・・・ターゲット球(被測定治具)
M・・5軸制御工作機械(テーブル・主軸頭旋回形)
X,Y,Z・・並進軸
B・・テーブル回転軸
C・・主軸頭回転軸
12・・主軸頭
13・・テーブル
14・・刃物台
15・・コラム
21・・・タッチプローブ(位置計測センサ)
22・・・ターゲット球(被測定治具)
M・・5軸制御工作機械(テーブル・主軸頭旋回形)
X,Y,Z・・並進軸
B・・テーブル回転軸
C・・主軸頭回転軸
Claims (3)
- 工作物を保持可能なテーブルと、工具を取付可能な1つ以上の主軸頭と、3軸以上の並進軸と、前記テーブルを回転運動させる1軸以上のテーブル回転軸と、前記主軸頭を回転運動させる1軸以上の主軸頭回転軸と、を有する工作機械において、被測定治具と位置計測センサとを前記主軸頭もしくは前記テーブルにそれぞれ取り付けて、前記被測定治具を前記位置計測センサで計測することによって、前記各軸間の幾何学的な誤差を同定する方法であって、
前記主軸頭回転軸をその初期角度に割り出して、前記位置計測センサを用いて前記被測定治具の初期位置を計測する初期位置計測ステップと、
前記初期位置計測ステップにおける前記テーブル回転軸の角度から基準角度を算出するテーブル基準角度算出ステップと、
前記テーブル回転軸を前記基準角度に割り出し、前記主軸頭回転軸を前記初期角度に割り出して、前記位置計測センサにより前記被測定治具の基準位置を計測する基準位置計測ステップと、
前記テーブル回転軸の基準角度を基準とした所定の複数の角度に前記テーブル回転軸を割り出し、前記主軸頭回転軸を所定の複数の角度に割り出して、前記位置計測センサにより前記被測定治具の位置をそれぞれ計測する相対位置計測ステップと、
前記相対位置計測ステップで計測された複数の位置計測値を円弧近似する円弧近似ステップと、
前記円弧近似ステップで近似された円弧から、前記回転軸の中心位置の誤差、回転軸の傾き誤差、あるいは前記並進軸の傾き誤差を算出する誤差算出ステップとを有することを特徴とする工作機械の誤差同定方法。 - 前記相対位置計測ステップにおける前記テーブル回転軸の所定の複数の角度と、前記主軸頭回転軸の所定の複数の角度の組み合わせにおいて、前記テーブル回転軸の基準角度と前記主軸回転軸の初期角度との組み合わせが含まれている場合には、前記基準位置計測ステップを省略し、
前記相対位置計測ステップにて、前記テーブル回転軸を前記基準角度に割り出し、前記主軸頭回転軸を前記初期角度で割り出して計測した前記位置計測値を、前記基準位置での計測値とすることを特徴とする請求項1に記載の工作機械の誤差同定方法。 - 前記円弧近似ステップにおいて、
前記相対位置計測ステップにおける前記各回転軸の所定角度を用いて前記基準位置の計測値を座標変換した前記被測定治具の指令位置と、前記被測定治具の位置計測値との差分値を算出し、
複数の該差分値を円弧近似することを特徴とする請求項1または請求項2に記載の工作機械の誤差同定方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015033178A JP2016155185A (ja) | 2015-02-23 | 2015-02-23 | 工作機械の誤差同定方法 |
| US15/011,997 US9910422B2 (en) | 2015-02-23 | 2016-02-01 | Error identification method of machine tool |
| DE102016202433.7A DE102016202433A1 (de) | 2015-02-23 | 2016-02-17 | Fehlererkennungsverfahren für eine Werkzeugmaschine |
| CN201610096488.1A CN105904283A (zh) | 2015-02-23 | 2016-02-22 | 机床的误差确认方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015033178A JP2016155185A (ja) | 2015-02-23 | 2015-02-23 | 工作機械の誤差同定方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016155185A true JP2016155185A (ja) | 2016-09-01 |
Family
ID=56577731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015033178A Pending JP2016155185A (ja) | 2015-02-23 | 2015-02-23 | 工作機械の誤差同定方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9910422B2 (ja) |
| JP (1) | JP2016155185A (ja) |
| CN (1) | CN105904283A (ja) |
| DE (1) | DE102016202433A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018116458A (ja) * | 2017-01-18 | 2018-07-26 | ファナック株式会社 | 制御装置 |
| EP3367056A1 (en) | 2017-02-27 | 2018-08-29 | Nakamura-Tome Precision Industry Co., Ltd | Error identification method for machine tool |
| JP2019152574A (ja) * | 2018-03-05 | 2019-09-12 | オークマ株式会社 | 工作機械における回転軸の中心位置計測方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105592978B (zh) * | 2013-08-27 | 2017-08-08 | 三菱重工工作机械株式会社 | 机床 |
| USD788196S1 (en) * | 2014-09-12 | 2017-05-30 | Pocket NC Company | Multi-axis machine |
| US10357863B2 (en) * | 2016-04-19 | 2019-07-23 | Okuma Corporation | Error identification method of machine tool and error identification system of the same |
| DE102017213400A1 (de) * | 2017-08-02 | 2019-02-07 | Ifm Electronic Gmbh | Werkzeugmaschine zur automatisierten Bearbeitung eines Werkstücks sowie Verfahren zur Steuerung einer solchen Werkzeugmaschine |
| JP6570592B2 (ja) * | 2017-09-29 | 2019-09-04 | 株式会社牧野フライス製作所 | 工作機械の機上測定方法および制御装置 |
| CN107984300B (zh) * | 2017-12-29 | 2019-04-19 | 广东工业大学 | 一种数控机床转台位置无关几何误差的测量方法及系统 |
| USD861750S1 (en) * | 2018-05-02 | 2019-10-01 | Pocket NC Company | Multi-axis machine |
| DE102018122759A1 (de) * | 2018-09-17 | 2020-03-19 | Chiron-Werke Gmbh & Co. Kg | Verfahren und Vorrichtung für eine Verschleißanalyse an einer Werkzeugmaschine |
| US11487268B2 (en) * | 2019-07-25 | 2022-11-01 | Pratt & Whitney Canada Corp. | Method of calibrating a machine having at least two rotation axes |
| JP7373970B2 (ja) * | 2019-11-06 | 2023-11-06 | オークマ株式会社 | 工作機械の誤差補正方法及び工作機械 |
| JP7337664B2 (ja) * | 2019-11-06 | 2023-09-04 | オークマ株式会社 | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム |
| CN111922785B (zh) * | 2020-07-09 | 2022-08-26 | 山西汾西重工有限责任公司 | 一种校正工装、机床虚拟旋转轴补偿方法及系统、五轴机床 |
| CN111879270A (zh) * | 2020-09-01 | 2020-11-03 | 中国工程物理研究院机械制造工艺研究所 | 一种旋转平台及基于其的球坐标测量机 |
| CN112631199B (zh) * | 2020-11-27 | 2021-10-01 | 上海柏楚电子科技股份有限公司 | 用于标定机床的结构性参数的方法、装置及机床控制系统 |
| CN113110293A (zh) * | 2021-03-31 | 2021-07-13 | 成都飞机工业(集团)有限责任公司 | 一种数控加工b轴误差探头补偿方法 |
| CN114252036B (zh) * | 2021-12-15 | 2022-10-25 | 成都飞机工业(集团)有限责任公司 | 一种采用球头位移传感器的接触式R-Test仪器标定方法 |
| CN116400642B (zh) * | 2023-06-09 | 2023-10-03 | 成都飞机工业(集团)有限责任公司 | 机床精度补偿方法、装置、存储介质及电子设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005098786A (ja) * | 2003-09-24 | 2005-04-14 | Toshiba Elevator Co Ltd | エレベータの昇降路寸法測定装置 |
| JP2011038902A (ja) * | 2009-08-11 | 2011-02-24 | Okuma Corp | 機械の誤差同定方法およびプログラム |
| US20110178782A1 (en) * | 2010-01-19 | 2011-07-21 | Kyungpook National University Industry-Academic Cooperation Foundation | Method for Estimating Geometric Error Between Linear Axis and Rotary Axis in a Multi-Axis Machine Tool |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1099938C (zh) * | 1996-11-07 | 2003-01-29 | 大隈株式会社 | 数控机床中的误差补偿设备 |
| JP4464318B2 (ja) * | 2005-05-16 | 2010-05-19 | オークマ株式会社 | パラレルメカニズム機械のキャリブレーション方法 |
| GB0525306D0 (en) * | 2005-12-13 | 2006-01-18 | Renishaw Plc | Method of machine tool calibration |
| EP2208572B1 (en) * | 2007-11-02 | 2016-09-07 | Makino Milling Machine Co. Ltd. | Method and device for preparing error map and numerically controlled machine tool having error map preparation function |
| CN101784864B (zh) * | 2008-06-30 | 2012-11-21 | 三菱重工业株式会社 | 旋转体的偏芯计算方法及偏芯计算系统 |
| US9784554B2 (en) * | 2012-03-20 | 2017-10-10 | Hurco Companies, Inc. | Method for measuring a rotary axis of a machine tool system |
| JP5766755B2 (ja) * | 2013-08-16 | 2015-08-19 | ファナック株式会社 | ワイヤ放電加工機において、回転軸に取り付けた回転工具の回転触れを補正する方法及び、補正する機能を有するワイヤ放電加工機 |
| US9459604B2 (en) * | 2013-08-19 | 2016-10-04 | Digi International Inc. | Methods and system for joining a smart energy device to a zigbee network |
-
2015
- 2015-02-23 JP JP2015033178A patent/JP2016155185A/ja active Pending
-
2016
- 2016-02-01 US US15/011,997 patent/US9910422B2/en not_active Expired - Fee Related
- 2016-02-17 DE DE102016202433.7A patent/DE102016202433A1/de not_active Withdrawn
- 2016-02-22 CN CN201610096488.1A patent/CN105904283A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005098786A (ja) * | 2003-09-24 | 2005-04-14 | Toshiba Elevator Co Ltd | エレベータの昇降路寸法測定装置 |
| JP2011038902A (ja) * | 2009-08-11 | 2011-02-24 | Okuma Corp | 機械の誤差同定方法およびプログラム |
| US20110178782A1 (en) * | 2010-01-19 | 2011-07-21 | Kyungpook National University Industry-Academic Cooperation Foundation | Method for Estimating Geometric Error Between Linear Axis and Rotary Axis in a Multi-Axis Machine Tool |
Non-Patent Citations (3)
| Title |
|---|
| 堤正臣,外4名: "主軸頭テーブル旋回形5軸制御マシニングセンタの幾何偏差同定方法の一般化", 日本機械学会論文集C編, vol. 2011年77巻776号, JPN6018036644, 25 April 2011 (2011-04-25), JP, pages 1597 - 1608, ISSN: 0004014788 * |
| 崔成日,外3名: "旋盤形複合加工機に存在する幾何偏差同定方法", 日本機械学会論文集C編, vol. 2009年75巻750号, JPN6018036646, 25 February 2009 (2009-02-25), JP, pages 476 - 483, ISSN: 0003883525 * |
| 茨木創一,外5名: "5軸加工機の誤差運動の測定・補正のためのR-test解析ソフトウェア", 精密工学会学術講演会講演論文集, JPN6018036642, 1 September 2014 (2014-09-01), JP, pages 761 - 762, ISSN: 0004014787 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018116458A (ja) * | 2017-01-18 | 2018-07-26 | ファナック株式会社 | 制御装置 |
| EP3367056A1 (en) | 2017-02-27 | 2018-08-29 | Nakamura-Tome Precision Industry Co., Ltd | Error identification method for machine tool |
| JP2018142064A (ja) * | 2017-02-27 | 2018-09-13 | 中村留精密工業株式会社 | 工作機械の誤差同定方法 |
| JP2019152574A (ja) * | 2018-03-05 | 2019-09-12 | オークマ株式会社 | 工作機械における回転軸の中心位置計測方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160246282A1 (en) | 2016-08-25 |
| CN105904283A (zh) | 2016-08-31 |
| DE102016202433A1 (de) | 2016-08-25 |
| US9910422B2 (en) | 2018-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016155185A (ja) | 工作機械の誤差同定方法 | |
| CN101992407B (zh) | 设备的误差辨识方法 | |
| JP6466777B2 (ja) | 工作機械における幾何誤差パラメータ同定方法、工作機械の制御方法及び制御装置 | |
| JP6538503B2 (ja) | 工作機械の幾何誤差同定方法及び幾何誤差同定プログラム | |
| US8250952B2 (en) | Method of machine tool calibration | |
| JP2016083729A (ja) | 幾何誤差同定システム、及び幾何誤差同定方法 | |
| US20170297160A1 (en) | Error identification method of machine tool and error identification system of the same | |
| JP6845612B2 (ja) | 工作機械における機械精度の測定方法及び装置 | |
| JP6586112B2 (ja) | 工作機械の誤差同定方法及び誤差同定システム | |
| EP2290486A1 (en) | Machine tool calibration method | |
| JP2009519137A5 (ja) | ||
| US20170357237A1 (en) | Position controller for controlling a rotation center of a tilting head | |
| CN112008496A (zh) | 机床对象物的位置计测方法及位置计测系统 | |
| JP7337664B2 (ja) | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム | |
| US20160138901A1 (en) | Fixture for measuring center position of rotation shaft and method for measuring center position of rotation shaft using the same | |
| JP6459638B2 (ja) | 溝研削装置、溝の加工方法及び玉軸受の製造方法 | |
| JP6985182B2 (ja) | 工作機械における回転軸の中心位置計測方法 | |
| JP2023010001A (ja) | 5軸制御工作機械の誤差同定方法、誤差同定プログラム、5軸制御工作機械 | |
| JP5581825B2 (ja) | 工作機械の基準位置検出装置および基準位置検出方法 | |
| JP7266511B2 (ja) | 工作機械における対象物の位置計測方法及び位置計測システム、位置計測プログラム | |
| US20230152772A1 (en) | Positional relationship measurement method and machining apparatus | |
| JP7321067B2 (ja) | 工作機械の反転誤差計測方法 | |
| JP7412297B2 (ja) | 工作機械のタッチプローブの校正方法及び幾何誤差同定方法 | |
| KR20170141092A (ko) | 틸팅 헤드용 회전중심 보정장치 | |
| JP2003251558A (ja) | 円筒研削盤及び研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170829 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180925 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190416 |