JP7322905B2 - パレット検査装置 - Google Patents
パレット検査装置 Download PDFInfo
- Publication number
- JP7322905B2 JP7322905B2 JP2021013177A JP2021013177A JP7322905B2 JP 7322905 B2 JP7322905 B2 JP 7322905B2 JP 2021013177 A JP2021013177 A JP 2021013177A JP 2021013177 A JP2021013177 A JP 2021013177A JP 7322905 B2 JP7322905 B2 JP 7322905B2
- Authority
- JP
- Japan
- Prior art keywords
- pallet
- support surface
- conveyor
- shelf
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D19/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D19/38—Details or accessories
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/16—Measuring arrangements characterised by the use of optical techniques for measuring the deformation in a solid, e.g. optical strain gauge
- G01B11/167—Measuring arrangements characterised by the use of optical techniques for measuring the deformation in a solid, e.g. optical strain gauge by projecting a pattern on the object
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/02—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0267—Pallets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/02—Control or detection
- B65G2203/0266—Control or detection relating to the load carrier(s)
- B65G2203/0275—Damage on the load carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
- B65G2203/044—Optical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N2021/845—Objects on a conveyor
Landscapes
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Warehouses Or Storage Devices (AREA)
- Pallets (AREA)
Description
このように本構成によれば、パレットを保管棚に収容する以前に、保管棚に収容された場合に生じるパレットの撓みを適切に検査することができる。
本発明にかかるパレット検査装置の実施形態を、物品収容設備に適用した場合を例に、図面に基づいて説明する。
図1に示すように物品収容設備7は、物品WをパレットPと共に収容可能な保管棚2を備える自動倉庫3と、外部から自動倉庫3に物品Wを載置したパレットPを搬入する搬入コンベヤ5と、自動倉庫3から外部へ物品Wを載置したパレットPを搬出する搬出コンベヤ4と、パレットPを検査するパレット検査装置1と、を備えている。本実施形態では、パレット検査装置1は搬入コンベヤ5に設けられている。パレット検査装置1は、搬入コンベヤ5により搬送中のパレットPを、物品Wが載置された状態で検査する。このように、本例では搬入コンベヤ5が「コンベヤ」に相当する。
物品収容設備7において使用されるパレットPについて説明する。
図3及び図4に示すように、パレットPは物品Wが載置される載置面構成部材81を備えている。本実施形態では、図3に示すように上下方向Zの上方側及び下方側の双方に載置面構成部材81が設けられているパレットPと、図4に示すように上方側にのみ載置面構成部材81が設けられているパレットPとが使用される。
次に、自動倉庫3について説明する。
図1に示すように、自動倉庫3は、物品Wが載置されたパレットPを保管する複数の保管棚2と、自動倉庫3に入庫されるパレットPを搬送する入庫用コンベヤ31と、自動倉庫3から出庫されるパレットPを搬送する出庫用コンベヤ32と、複数の保管棚2と入庫用コンベヤ31及び出庫用コンベヤ32との間でパレットPを搬送するスタッカークレーン6と、を備えている。
次に、物品W及びパレットPを自動倉庫3に向けて搬送する搬入コンベヤ5について説明する。上記の通り搬入コンベヤ5は、入庫用コンベヤ31に接続されている。搬入コンベヤ5は、既定の場所からパレットPを搬送し、入庫用コンベヤ31に引き渡す。本実施形態では、図6及び図8に示すように、搬入コンベヤ5は、幅方向Yに沿う回転軸回りに回転するように支持された複数のローラ50を備えている。すなわち、本実施形態では、搬入コンベヤ5はローラコンベヤである。複数のローラ50は、搬送方向Xにそれぞれ隙間を開けて、搬送方向Xに並んで配置されている。本例では、複数のローラ50のうちの1つにローラ駆動モータ72が用いられており(図10参照)、当該1つのローラ50を回転させることによって、当該ローラ50とギヤやチェーン等で連結された複数のローラ50の全てを回転させることができるように構成されている。このように複数のローラ50を回転させることで、搬入コンベヤ5は物品Wが載置されたパレットPを搬送方向Xに沿って搬送することができる。なお、複数のローラ50のそれぞれにローラ駆動モータ72が設けられた構成としても良い。
次に、パレット検査装置1について説明する。
パレット検査装置1は、搬入コンベヤ5の搬送面G上に載置された状態で搬送方向Xに搬送されるパレットPを検査する。本例では、図6に示すように、搬入コンベヤ5における複数のローラ50の上方を向く面が搬送面Gに相当する。換言すると、複数のローラ50の上端を含む仮想平面が搬送面Gに相当する。図6及び図8に示すように、物品Wが載置されたパレットPは、複数のローラ50に載置された状態でパレット検査装置1まで搬送される。本実施形態では、上記のとおり、搬入コンベヤ5はパレットPを自動倉庫3に向けて搬送する経路に配置されている。そのため、物品Wが載置されたパレットPが保管棚2に収容される以前に、パレット検査装置1による検査を行うことができる。
以上のような構成を実現するため、図10に示すように、パレット検査装置1は、搬入コンベヤ5とパレット検査装置1と報知部74とを制御する制御部Hを備えている。制御部Hは、外部から物品Wを載置したパレットPが搬入されると、搬入コンベヤ5のローラ50を回転させるようローラ駆動モータ72を制御する。ローラ50の回転により、パレットPは搬送方向Xへ搬送される。そして、パレットPが、パレット検査装置1よりも上流側に設定された検知位置においてパレット検知部14により検知されると、制御部Hは、当該検知から搬送方向Xに規定の搬送距離だけパレットPを搬送させて停止させるようローラ駆動モータ72を制御する。そして制御部Hは、第1昇降部材10及び第2昇降部材11を退避位置から突出位置へ姿勢変更させるように昇降機構12の駆動装置120を制御する。昇降機構12によりパレットPが搬送面Gより上方に持ち上げられると、制御部Hは、パレットPの検査を開始するように検査部13を制御する。そして、検査部13により、パレットPに設定検査距離D以上の撓みが生じていることを検知した場合、制御部Hは、物品収容設備7内に設けられたランプ76及びブザー77の少なくとも1つを作動させるようこれらを制御する。パレットPに設定検査距離D以上の撓みが生じていることが検査部13により検知されなかった場合、制御部Hは、第1昇降部材10及び第2昇降部材11を突出位置から退避位置への姿勢変更を行うように昇降機構12の駆動装置120を制御する。これにより、パレットPは搬入コンベヤ5の搬送面G上に載置される。制御部Hは、その後、搬入コンベヤ5のローラ50を回転させるようローラ駆動モータ72を制御する。これにより、物品Wが載置されたパレットPが自動倉庫3に向けて搬送される。
次に、パレット検査装置1のその他の実施形態について説明する。
以下、上記において説明したパレット検査装置の概要について説明する。
このように本構成によれば、パレットを保管棚に収容する以前に、保管棚に収容された場合に生じるパレットの撓みを適切に検査することができる。
2 :保管棚
10 :第1昇降部材
11 :第2昇降部材
12 :昇降機構
13 :検査部
23 :棚側支持面
50 :ローラ
81 :載置面構成部材
83 :パレット底面
85 :枠体構成部材
85a :第1枠部材
85b :第2枠部材
86 :枠体
87 :載置面
100 :第1支持面
110 :第2支持面
130 :光センサ
A :第1方向
B :第2方向
C :設定距離
D :設定検査距離
E :仮想平面
F :離間距離
G :搬送面
P :パレット
R :光軸
W :物品
X :搬送方向
Y :幅方向
Z :上下方向
Claims (5)
- コンベヤの搬送面上に載置された状態で規定の搬送方向に搬送されるパレットを検査するパレット検査装置であって、
上下方向に沿う上下方向視で前記搬送方向に直交する方向を幅方向とし、
前記コンベヤによる搬送中の前記パレットにおける、前記搬送方向に沿う方向を第1方向とし、前記幅方向に沿う方向を第2方向として、
前記パレットは、前記コンベヤによって保管棚に搬送され、前記保管棚において一対の棚側支持面によって下方から支持された状態で収容され、
前記保管棚に収容された状態の前記パレットの向きを基準として、一対の前記棚側支持面は、それぞれ前記第2方向に沿って延在するように形成されていると共に、前記第1方向に互いに規定の離間距離だけ離れて配置されており、
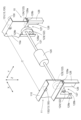
前記コンベヤに対して取り付けられた、第1昇降部材と第2昇降部材と昇降機構と検査部と、を備え、
前記第1昇降部材は、前記パレットの底面であるパレット底面を支える第1支持面を備え、
前記第2昇降部材は、前記パレット底面を支える第2支持面を備え、
前記昇降機構は、前記第1昇降部材及び前記第2昇降部材を、前記第1支持面及び前記第2支持面が前記搬送面よりも下方に位置する退避位置と、前記第1支持面及び前記第2支持面が前記搬送面よりも上方に位置する突出位置との間で昇降させるように構成され、
前記第1支持面及び前記第2支持面は、それぞれ前記幅方向に沿って延在するように形成されていると共に、前記搬送方向に互いに規定の設定距離だけ離れて配置され、
前記設定距離は、一対の前記棚側支持面の前記離間距離に応じた距離に設定され、
前記検査部は、前記第1支持面及び前記第2支持面が前記突出位置となった状態で前記第1支持面及び前記第2支持面に支持された前記パレットの撓みを検査する、パレット検査装置。 - 前記第1支持面及び前記第2支持面の形状と、一対の前記棚側支持面の形状とが同じである、請求項1に記載のパレット検査装置。
- 前記第1昇降部材及び前記第2昇降部材の少なくとも一方に、前記検査部を構成する光センサが取り付けられ、
前記光センサは、前記第1支持面と前記第2支持面とを含む仮想平面に平行な複数本の光軸を形成するように配置され、
複数本の前記光軸は前記仮想平面から下方に設定検査距離だけ離れて配置されている、請求項1又は2に記載のパレット検査装置。 - 前記パレットは、物品が載置される載置面を構成する載置面構成部材と、前記載置面構成部材を下方から支持する枠体を構成する複数の枠体構成部材と、を備え、
前記第1方向における両外側に位置する前記枠体構成部材を、それぞれ第1枠部材及び第2枠部材として、
前記設定距離は、前記上下方向視で、前記第1支持面が前記第1枠部材と重複した状態で、前記第2支持面が前記第2枠部材と重複するように設定されている、請求項1から3のいずれか一項に記載のパレット検査装置。 - 前記コンベヤは、前記幅方向に沿う回転軸回りに回転するように支持された複数のローラを備え、
複数の前記ローラは、前記搬送方向にそれぞれ隙間を空けて、前記搬送方向に並んで配置され、
前記第1昇降部材及び前記第2昇降部材は、前記搬送方向に隣接する2本の前記ローラの隙間を通って昇降するように配置されている、請求項1から4のいずれか一項に記載のパレット検査装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021013177A JP7322905B2 (ja) | 2021-01-29 | 2021-01-29 | パレット検査装置 |
| EP22153189.0A EP4036560A1 (en) | 2021-01-29 | 2022-01-25 | Pallet inspection device |
| US17/587,830 US12037203B2 (en) | 2021-01-29 | 2022-01-28 | Pallet inspection device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021013177A JP7322905B2 (ja) | 2021-01-29 | 2021-01-29 | パレット検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022116803A JP2022116803A (ja) | 2022-08-10 |
| JP7322905B2 true JP7322905B2 (ja) | 2023-08-08 |
Family
ID=80123387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021013177A Active JP7322905B2 (ja) | 2021-01-29 | 2021-01-29 | パレット検査装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US12037203B2 (ja) |
| EP (1) | EP4036560A1 (ja) |
| JP (1) | JP7322905B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7322905B2 (ja) * | 2021-01-29 | 2023-08-08 | 株式会社ダイフク | パレット検査装置 |
| CN115636211B (zh) * | 2022-09-29 | 2023-11-10 | 鞍钢股份有限公司 | 一种在托盘运输线横移托盘的装置及其工作方法 |
| CN117825281B (zh) * | 2024-03-06 | 2024-08-13 | 浙江晶科能源有限公司 | 一种光伏检测设备及光伏组件的检测方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003221018A (ja) | 2001-11-21 | 2003-08-05 | Daifuku Co Ltd | パレットの破損検出装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1099314A (en) * | 1914-03-12 | 1914-06-09 | James M Pitkin | Combined gravity and power transportation-line. |
| JPS4955357U (ja) * | 1972-08-23 | 1974-05-16 | ||
| JPS5091980U (ja) * | 1973-12-26 | 1975-08-02 | ||
| DD119999A1 (ja) * | 1975-07-07 | 1976-05-20 | ||
| DE19749450C2 (de) * | 1997-11-10 | 1999-09-02 | Multiline International Europa | Vorrichtung zum Transport von Werkstückhaltern im Kreislauf |
| JP4154672B2 (ja) * | 2004-02-13 | 2008-09-24 | 株式会社ダイフク | パレット載置装置 |
| KR100557350B1 (ko) * | 2004-07-06 | 2006-03-03 | 이완영 | 무팔레트 화물보관시스템의 입출고용 적재대 |
| DE102005038019A1 (de) * | 2005-08-09 | 2007-02-15 | Cedes Ag | Sensorvorrichtung zur Detektion eines Überhangs an der Beladung einer Trägereinrichtung |
| JP4532390B2 (ja) * | 2005-10-24 | 2010-08-25 | アサヒビール株式会社 | パレット検査装置 |
| AT510516B1 (de) * | 2010-09-21 | 2013-10-15 | Trumpf Maschinen Austria Gmbh | Fertigungszelle mit einer werkteil- transfereinrichtung und transporteinrichtung für werkteile und teileträger |
| DE102014111656A1 (de) * | 2014-08-14 | 2016-02-18 | BIBA - Bremer Institut für Produktion und Logistik GmbH | Vorrichtung und Verfahren zur kamerabasierten Konturenkontrolle |
| JP6512019B2 (ja) * | 2015-07-29 | 2019-05-15 | 株式会社ダイフク | パレット分離設備 |
| DE102016208995B4 (de) * | 2016-05-24 | 2022-07-14 | Jungheinrich Aktiengesellschaft | Regalsystem umfassend eine Anordnung zur Konturenkontrolle von in ein Regalsystem einzulagernden Paletten |
| JP7268645B2 (ja) * | 2020-06-23 | 2023-05-08 | 株式会社ダイフク | 物品搬送設備 |
| JP7322905B2 (ja) * | 2021-01-29 | 2023-08-08 | 株式会社ダイフク | パレット検査装置 |
| JP7380640B2 (ja) * | 2021-04-26 | 2023-11-15 | 株式会社ダイフク | 物品搬送装置 |
-
2021
- 2021-01-29 JP JP2021013177A patent/JP7322905B2/ja active Active
-
2022
- 2022-01-25 EP EP22153189.0A patent/EP4036560A1/en active Pending
- 2022-01-28 US US17/587,830 patent/US12037203B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003221018A (ja) | 2001-11-21 | 2003-08-05 | Daifuku Co Ltd | パレットの破損検出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4036560A1 (en) | 2022-08-03 |
| US20220242678A1 (en) | 2022-08-04 |
| US12037203B2 (en) | 2024-07-16 |
| JP2022116803A (ja) | 2022-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7322905B2 (ja) | パレット検査装置 | |
| CN106477217B (zh) | 物品搬运设备 | |
| JP4378653B2 (ja) | 物品搬送装置 | |
| TWI732253B (zh) | 搬送系統 | |
| JP2016052947A5 (ja) | ||
| JP2006528120A (ja) | 非パレット方式の貨物保管システムの入出庫用積載台 | |
| JP4947359B2 (ja) | 物品搬送装置 | |
| KR0183493B1 (ko) | 강판의 격납 및 입출고 설비 | |
| JP2692414B2 (ja) | トレーへの荷積み卸し設備 | |
| JP4552766B2 (ja) | 物品保管設備 | |
| JP6512019B2 (ja) | パレット分離設備 | |
| JP3053348B2 (ja) | パレット段積み装置 | |
| JP4618511B2 (ja) | 自動倉庫 | |
| TWI733940B (zh) | 檢查裝置 | |
| JP4314521B2 (ja) | 物品搬送装置 | |
| KR101324272B1 (ko) | 화물 버퍼 | |
| JP4986047B2 (ja) | 物品収納設備 | |
| JP5435271B2 (ja) | 物品移載装置及び物品収納設備 | |
| JP5105180B2 (ja) | 物品収納設備 | |
| JP2000318806A (ja) | 自動倉庫における荷の移載位置検出装置 | |
| JP2010047336A (ja) | スタッカークレーン及び物品収納設備 | |
| JP3622113B2 (ja) | 自動倉庫 | |
| JP4905802B2 (ja) | 物品収納設備 | |
| JP2024113294A (ja) | 検出装置 | |
| JP2002347925A (ja) | 整列コンベヤ及びこれを用いた搬出システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230130 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20230317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7322905 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |