JP6974037B2 - ワイヤガイド、およびそれを用いたワイヤ電極 - Google Patents
ワイヤガイド、およびそれを用いたワイヤ電極 Download PDFInfo
- Publication number
- JP6974037B2 JP6974037B2 JP2017106227A JP2017106227A JP6974037B2 JP 6974037 B2 JP6974037 B2 JP 6974037B2 JP 2017106227 A JP2017106227 A JP 2017106227A JP 2017106227 A JP2017106227 A JP 2017106227A JP 6974037 B2 JP6974037 B2 JP 6974037B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- wire
- end portion
- cylinder
- wire guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
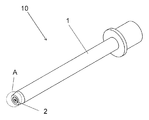
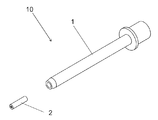
図1および図2は、本発明の一実施形態におけるワイヤガイド10を備えたワイヤ電極30の縦断面図を示す。ワイヤ電極30は、ワイヤガイド10と、ワイヤガイド10に挿通されたワイヤ20を備えている。
加工によって形成することができる。
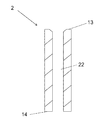
図3〜図11に示すように、本発明の一実施形態に係るワイヤガイド10は、第1筒体1と第2筒体2とを備えている。第1筒体1は、第1貫通孔21を有しており、第2筒体2は、ワイヤ20が突出してセットされる第2貫通孔22を有している。第2筒体2は、第1貫通孔21の開口部の内側に位置している。
向かって内径が小さくなるテーパー状になっている。つまり、第1貫通孔21は、第1端部11において、例えば開口部の径が中央部の第1貫通孔21の径より1mm〜10mm大きい寸法であり、第2端部12に向かうに従って内径が小さくなる。このことによって、挿通されるワイヤ20を第1端部11の開口部から第1貫通孔21に挿入しやすくすることができる。
貫通孔を有している。特に、第1貫通孔21の径の中心と、第2貫通孔22の径の中心とが重なっている。第1貫通孔21の径の中心と、第2貫通孔22の径の中心とが重なっていることによって、ワイヤ20の挿通がしやすくなる。
例えば、第1筒体1が金属製であり、第2筒体2がセラミックス製のワイヤガイド10を作製する場合、第1筒体1は、SUS等の金属部材を切削加工することによってその外形と第1貫通孔21が形成される。第2筒体2は、円筒体のセラミック成形体を押し出し成形やプレス成形、射出成形などの成形方法で成形し、焼成することによって作製され、第1貫通孔21を有する第1筒体1および第2貫通孔22を有する第2筒体2が作製される。そして、第1筒体1の第2端部12側の開口部から第2筒体2が第1貫通孔21に挿入固定され、ワイヤガイド10が作製される。
1 第1筒体
2 第2筒体
11 第1端部
12 第2端部
13 第3端部
14 第4端部
21 第1貫通孔
22 第2貫通孔
23 段差部
20 ワイヤ
30 ワイヤ電極
X 第1仮想線
Y 第2仮想線
Claims (7)
- 第1端部と、前記第1端部の他端に位置した第2端部と、前記第1端部から前記第2端部にかけて設けられた、第1貫通孔とを有している第1筒体と、
前記第2端部側において、前記第1貫通孔の内側に位置するとともに、前記第1端部側からの平面視において、前記第1貫通孔と重なって位置した第2貫通孔を有する第2筒体と、を備え、
前記第2端部側からの平面視において、前記第2貫通孔は、内周が凹部および凸部を有した凹凸状になっており、
前記凹部は、前記第2貫通孔の長手方向に沿って伸びており、
前記第1端部側に位置する前記第1貫通孔の径は、前記第2端部側に位置する前記第1貫通孔の径よりも小さい段差部を有していることを特徴とするワイヤガイド。 - 前記第2筒体は、前記第1端部側に第3端部を有しており、
前記第2貫通孔は、第3端部側において前記第3端部から前記第2端部に向かってテーパー状に開口していることを特徴とする請求項1に記載のワイヤガイド。 - 前記第1貫通孔は、前記第1端部側において前記第1端部から前記第2端部に向かってテーパー状に開口していることを特徴とする請求項1または請求項2のいずれかに記載のワイヤガイド。
- 前記第1貫通孔の内部において、前記第2筒体の端部の端面と、前記第1貫通孔の内壁とは、間があいていることを特徴とする請求項1に記載のワイヤガイド。
- 前記第2貫通孔の内周は、等間隔に凹凸状になっていることを特徴とする請求項1〜4のいずれか1つに記載のワイヤガイド。
- 前記第2端部側からの平面視において、前記第2貫通孔の内周は、前記第2筒体の中心を通る第1仮想線上が凸状になっており、前記第1仮想線と直交する第2仮想線上が凹状になっていることを特徴とする請求項1〜5のいずれか1つに記載のワイヤガイド。
- 請求項1〜6のいずれか1つに記載のワイヤガイドと、
前記ワイヤガイドの前記第1端部から前記第2端部にかけて、前記第1貫通孔および前記第2貫通孔に挿通されたワイヤと、を備えたことを特徴とするワイヤ電極。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017106227A JP6974037B2 (ja) | 2017-05-30 | 2017-05-30 | ワイヤガイド、およびそれを用いたワイヤ電極 |
| JP2021179907A JP2022009969A (ja) | 2017-05-30 | 2021-11-04 | ワイヤガイド、およびそれを用いたワイヤ電極 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017106227A JP6974037B2 (ja) | 2017-05-30 | 2017-05-30 | ワイヤガイド、およびそれを用いたワイヤ電極 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021179907A Division JP2022009969A (ja) | 2017-05-30 | 2021-11-04 | ワイヤガイド、およびそれを用いたワイヤ電極 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018199201A JP2018199201A (ja) | 2018-12-20 |
| JP6974037B2 true JP6974037B2 (ja) | 2021-12-01 |
Family
ID=64666801
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017106227A Active JP6974037B2 (ja) | 2017-05-30 | 2017-05-30 | ワイヤガイド、およびそれを用いたワイヤ電極 |
| JP2021179907A Pending JP2022009969A (ja) | 2017-05-30 | 2021-11-04 | ワイヤガイド、およびそれを用いたワイヤ電極 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021179907A Pending JP2022009969A (ja) | 2017-05-30 | 2021-11-04 | ワイヤガイド、およびそれを用いたワイヤ電極 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6974037B2 (ja) |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59129622A (ja) * | 1983-01-11 | 1984-07-26 | Inoue Japax Res Inc | ワイヤカット放電加工装置に於けるワイヤ電極位置決めガイド |
| JPH0521301Y2 (ja) * | 1985-09-06 | 1993-06-01 | ||
| JPS6284928A (ja) * | 1985-10-08 | 1987-04-18 | Mitsubishi Electric Corp | 放電加工装置 |
| JPS63162120A (ja) * | 1986-12-23 | 1988-07-05 | Hoden Seimitsu Kako Kenkyusho Ltd | 放電加工装置用電極保持具 |
| JPH0724170Y2 (ja) * | 1991-02-06 | 1995-06-05 | 株式会社エレニックス | 細穴放電加工機の電極案内 |
| JP3623363B2 (ja) * | 1998-06-18 | 2005-02-23 | 西部電機株式会社 | ワイヤ放電加工機におけるワイヤ送り装置 |
| JP4430199B2 (ja) * | 2000-04-06 | 2010-03-10 | 株式会社エレニックス | 細穴放電加工方法および細穴放電加工装置 |
| JP3999537B2 (ja) * | 2002-03-08 | 2007-10-31 | 株式会社ソディック | 細穴放電加工機の電極ガイド装置 |
| US6897400B1 (en) * | 2004-03-16 | 2005-05-24 | General Electric Company | Out flushing guide bushing |
| KR200393276Y1 (ko) * | 2005-04-18 | 2005-08-22 | 김상태 | 광케이블 메신저 와이어 클램프 |
| JP4490889B2 (ja) * | 2005-08-26 | 2010-06-30 | オグラ宝石精機工業株式会社 | 細穴放電加工用電極ガイド |
| JP2007105170A (ja) * | 2005-10-12 | 2007-04-26 | Japan Lifeline Co Ltd | ガイドワイヤ用ディスペンサ |
| JP2010221391A (ja) * | 2009-02-26 | 2010-10-07 | Kyocera Corp | 放電加工装置の電極ガイドおよびこれを用いた放電加工装置 |
-
2017
- 2017-05-30 JP JP2017106227A patent/JP6974037B2/ja active Active
-
2021
- 2021-11-04 JP JP2021179907A patent/JP2022009969A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022009969A (ja) | 2022-01-14 |
| JP2018199201A (ja) | 2018-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102574009B1 (ko) | 레이저 절삭 칩 브레이커를 갖는 다결정 다이아몬드 드릴 비트 | |
| CN101389432B (zh) | 非轴对称刃钻头 | |
| CN110461518B (zh) | 钻头及细钻头 | |
| US3555937A (en) | Diamond drill | |
| JP2010221391A (ja) | 放電加工装置の電極ガイドおよびこれを用いた放電加工装置 | |
| TWI705875B (zh) | 研削用磨石及其製造方法 | |
| JP6974037B2 (ja) | ワイヤガイド、およびそれを用いたワイヤ電極 | |
| JP2022128405A (ja) | 複雑な形の潤滑用オリフィスが形成されている切削工具及びその製造方法 | |
| CN116169040A (zh) | 一种楔形键合结构及使用方法 | |
| JP5994654B2 (ja) | 超高硬度焼結体付きドリルおよびその製造方法 | |
| US5086202A (en) | Wire guides for traveling wire type apparatus | |
| CN112996457A (zh) | 制造牙科用拟合体的方法和为此目的的坯件 | |
| JP5075185B2 (ja) | スクライビングホイール | |
| KR100596473B1 (ko) | 내경에 테이퍼가 형성된 코어 드릴 비트 및 절삭팁 | |
| JP4539899B2 (ja) | リーマ | |
| JP3639227B2 (ja) | 脆性材料用穴明け工具 | |
| JP2002137108A (ja) | 脆性材料の穴明け加工方法および該穴明け加工方法に用いる穴明け工具 | |
| JP2002239889A (ja) | ワイヤーソー用ローラ | |
| JP2008188701A (ja) | ハニカム体成形用金型製造用ドリル及びそれを用いたハニカム体成形用金型の製造方法。 | |
| US20100252534A1 (en) | Method for processing metal molding member having fine configuration, method for manufacturing metal molding member, extrusion die, method for manufacturing extruded member, and extruded member | |
| JP3657546B2 (ja) | ドリル | |
| CN113165080B (zh) | 切割部件和车床 | |
| KR101076843B1 (ko) | 인서트용 봉 가공 다이 | |
| KR100466692B1 (ko) | 연삭공구 및 그 제조방법 | |
| KR101076844B1 (ko) | 인서트용 봉 가공 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210706 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210827 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210827 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6974037 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |