JP6839552B2 - パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 - Google Patents
パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 Download PDFInfo
- Publication number
- JP6839552B2 JP6839552B2 JP2017017855A JP2017017855A JP6839552B2 JP 6839552 B2 JP6839552 B2 JP 6839552B2 JP 2017017855 A JP2017017855 A JP 2017017855A JP 2017017855 A JP2017017855 A JP 2017017855A JP 6839552 B2 JP6839552 B2 JP 6839552B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- bonding
- panel body
- heat
- functional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Building Environments (AREA)
- Panels For Use In Building Construction (AREA)
- Laminated Bodies (AREA)
Description
しかしながら、上述のようにクロス等の表面材を用いた場合では、有機的で温かみのある印象を保ちつつ、パネル体に所定の機能を発揮させることは難しいという問題があった。
ここで、接合材料は、融点以上の温度で加熱された際に、軟化し、繊維状の基材における繊維同士の隙間に移動可能であって、融点未満の温度に冷却された際に、硬化することができる材料であれば、全て含まれる。接合材料の詳細については、後述する。
上述のパネル体では、前記基材はポリエステル系繊維で構成され、前記機能層はポリアミドで構成され、前記第一の接着層及び前記第二の接着層はポリエチレンで構成されていてもよい。
また、加工し易く、比較的安価なポリエステル系繊維、ポリアミド、ポリエステル系繊維より融点の低い低融点のポリエチレンを用いることで、第一及び第二のクッション層と遮音機能を有する機能シートを容易に実現し、パネル体の低コスト化を図ることができる。
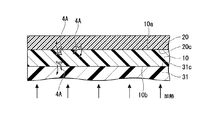
図1に示すように、本発明の一実施形態のパネル体1は、不図示の執務空間等の空間を区画するために使用されるパネル体であって、繊維状の基材2Aを含むクッション層(第一のクッション層)51と、クッション層(第二のクッション層)52と、これらのクッション層51,52の間に配置され、所定の機能を有する機能シート41と、を備えている。
なお、表面層20,22には、基材2A,2Bの持つ繊維特有の質感に影響しない範囲で添加剤や着色剤、発色剤、その他のものが含まれていてもよい。
表面層20,22の加熱時の温度は、例えば180℃以上280℃以下であることが好ましく、220℃以上260℃以下であることがより好ましい。
なお、熱結合層10,12には、熱結合層10,12の加熱時や冷却時の接合材料4A,4Bの挙動に影響しない範囲で添加剤や発色剤、その他のものが含まれていてもよい。
表面層20は基材2Aに加えて接合材料4Aを含み、表面層22は基材2Bに加えて接合材料4Bを含んでいる。ただし、表面層20における接合材料4Aの含有量は熱結合層10における接合材料4Aの含有量より少なく、形成後のパネル体1の表面に繊維特有の質感を維持することができる程度の含有量とされている。また、表面層22における接合材料4Bの含有量は熱結合層12における接合材料4Bの含有量より少なく、形成後のパネル体1の表面に繊維特有の質感を維持することができる程度の含有量とされている。このような構成では、熱結合層10の表面10aにも表面層20からの接合材料4Aが含浸すると共に熱融着し、熱結合層12の表面12cにも表面層22からの接合材料4Bが含浸すると共に熱融着している。
表面層20における接合材料4Aの含有量、表面層22における接合材料4Bの含有量は、5質量%以上20質量%以下であることが好ましく、7質量%以上15質量%以下であることがより好ましい。
繊維材料6A,6Bは、前述のように接合材料4A,4Bよりも高い融点を有し、接合材料4A,4Bを含浸させることができるものであれば、特に限定されない。繊維材料6A,6Bとしては、例えば基材2A,2Bと同様のもの、ガラス繊維、雑繊維、その他の化学繊維全般、ゴム、樹脂発泡体、ハニカム構造体等が挙げられる。なお、繊維材料6Aは、基材2A,2Bを構成する繊維または繊維材料6Bと同一であってもよく、これらの繊維とは異なっていてもよい。繊維材料6Bは、基材2A,2Bを構成する繊維または繊維材料6Aと同一であってもよく、これらの繊維とは異なっていてもよい。
接着層43,44は、基材2A,2Bより融点の低い材料から構成されていることが好ましい。これにより、機能シート41が所定の加熱温度で加熱された際に、接着層43,44が容易に溶融し、隣接するクッション層51やクッション層52と接着する。接着層43,44を構成する前述の材料としては、例えばホットメルトを含むポリエチレン、ウレタン、エチレン−酢酸ビニル共重合樹脂(Ethylene-Vinyl Acetate:EVA)、ナイロン、オレフィン系樹脂等が挙げられる。
接着層43,44の厚みは、特に限定されず、適切な範囲内で設定されている。
機能補強層45,46を構成する材料は、上述の役割を担えれば特に限定されないが、例えばバインダーとして適用可能な樹脂や繊維、ウレタン、オレフィン系樹脂等が挙げられる。
機能補強層45,46の厚みは、特に限定されず、適切な範囲内で設定されている。
なお、図2に示すように、機能シート40は補強部50には設けられておらず、補強部50以外の部分のみに設けられていてもよい。補強部50は、その厚み寸法を小さくするために後述の製造方法において強く圧縮されることによって形成されている。そのため、機能シート40が省略されても、補強部50における中間層31,32同士は接着されている。また、補強部50以外のパネル体1の主要な部分には機能シート40が設けられていることにより、パネル体1の有する所定の機能は発揮される。
本発明の一実施形態のパネル体の製造方法は、図1に示すパネル体1を製造するための方法であって、少なくとも第一積層工程と、第二積層工程と、第一加熱工程と、第二加熱工程と、接着工程と、を有している。
本工程では、先ず、繊維材料6Aからなる中間層31の接着面31cに、繊維状の基材2Aと基材2Aより融点の低い接合材料4Aとを含む熱結合層10の裏面10bを当接させ、中間層31に熱結合層10を積層する。
次に、熱結合層10の表面10aに、基材2Aと、熱結合層10よりも少ない含有率で接合材料4Aとを含む表面層20を積層する。
本工程では、先ず、繊維材料6Bからなる中間層32の接着面31cに、繊維状の基材2Bと基材2Bより融点の低い接合材料4Bとを含む熱結合層12の裏面12bを当接させ、中間層32に熱結合層12を積層する。
次に、熱結合層12の表面12aに、基材2Bと、熱結合層12よりも少ない含有率で接合材料4Bとを含む表面層22を積層する。
本工程は、第一積層工程の後に行ってもよく、第一積層工程と並行してもよい。
本工程は、第一積層工程の後に行う。
本工程では、図4に示すように、中間層31の接着面31cとは反対側の面31d(図4では省略)から矢印のように中間層31を加熱する。この際、所定の加熱温度(すなわち、接合材料4Aの融点以上かつ基材2A及び繊維材料6Aの融点未満の温度)で加熱する。この工程によって、熱結合層10の裏面10bから熱結合層10及び表面層20を所定の加熱温度で間接的に加熱する。
本工程により、中間層31と熱結合層10と表面層20がこの順に積層されたクッション層51を得る。
本工程は、第二積層工程の後に行う。
本工程では、中間層32の接着面32cとは反対側の面32dから中間層32を所定の加熱温度で加熱する。この工程によって、熱結合層12の裏面12bから熱結合層12及び表面層22を所定の加熱温度で間接的に加熱する。
本工程により、中間層32と熱結合層12と表面層22がこの順に積層されたクッション層52を得る。
本工程は、少なくとも第一加熱工程及び前記第二加熱工程の後に行い、第一加熱工程及び前記第二加熱工程で得られたクッション層51,52が接合材料4Aの融点未満の温度に冷却される前に、予熱(例えば、120℃〜130℃程度)された状態で行うことが好ましい。
また、本工程では、クッション層51,52の予熱により、接着層43,44を溶融させ、機能層42とクッション層51とを接着させると共に機能層42とクッション層52とを接着させる。
本発明の一実施形態のパネル体の製造方法は、上述の工程に加えて補強部形成工程を備えている。
本工程では、パネル体1の周縁部の厚み寸法が周縁部以外の部分より厚み寸法より小さくなるように、パネル体1の周縁部にあたる位置において、クッション層51,52を互いに近づける方向に強く押し当てる。これにより、図1に示すパネル体1に補強部50を形成する。
なお、本工程は、接着工程と同時に行ってもよい。その場合、例えば補強部50の形成位置に合わせて湾曲あるいは屈曲した形状を有するプレス板を用いてもよく、補強部50の形成方法は特に制限されない。
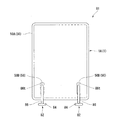
本発明の一実施形態の間仕切り装置81は、図6に示すように、上述のパネル体1Aと、パネル体1Aを床面に対して鉛直方向に向けて配置するとともに接地可能とするための脚部82と、を備えている。
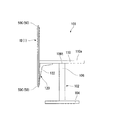
本発明の一実施形態の天板付什器の一例であるデスク装置(天板付什器)101は、図7に示すように、床面に接地する支持部102と、支持部102の上端に配された天板110と、天板110の奥側(図7の紙面における左側)に配置されたパネル体1Bと、パネル体1Bを天板110に連結するための連結具120と、を備えている。
天板110は、支持柱106の先端106tに取り付けられ、上面110aが水平方向に沿うように配置されている。
本実施形態のパネル体1によれば、機能シート41の表面41a及び裏面41bの各々に、クッション層51またはクッション層52を設けることで、パネル体1の最も外側に表面層20,22(すなわち、表面層20を備えたクッション層51、表面層22を備えたクッション層52)が配置されているので、パネル体1に対して基材2A,2Bに起因する有機的で温かみのある印象を付与し、該印象を保つことができる。また、上述のように構成されたパネル体では、機能シート41を備えることによって、従来クロス等の表面層を用いたパネル体では実現が難しかった所定の機能を発揮させることができる。
所定の機能は、遮音機能を始め、機能シート41としてシート状の材料で発現可能な機能であれば、幅広く選択することができる。これにより、パネル体1の有する機能を幅広く設定し、パネル体1の活用の幅を拡げることができる。
また、本実施形態のパネル体1によれば、機能シート41が機能補強層45,46をさらに有することによって、機能層42から発揮される所定の機能を補強し、機能シート41全体から発揮される所定の機能を高めることができる。
前述のように、基材をポリエステル系繊維で構成し、機能層42をポリアミドで構成するとともに、接着層43,44をポリエチレンで構成すれば、容易に、かつ低コストで遮音機能を有するパネル体1を実現することができる。
また、繊維状の基材2A,2Bに起因する有機的で温かみのある印象と、所定の機能を発揮するパネル体1を安価で簡易に構成することができる。
10 熱結合層
12 熱結合層
20,22 表面層
31 中間層(第一の中間層)
32 中間層(第二の中間層)
41 機能シート
42 機能層
43 接着層(第一の接着層)
44 接着層(第二の接着層)
45 機能補強層(第一の機能補強層)
46 機能補強層(第二の機能補強層)
51 クッション層(第一のクッション層)
52 クッション層(第二のクッション層)
81 間仕切り装置
101 デスク装置(天板付什器)
Claims (10)
- 空間を区画するために使用されるパネル体であって、
繊維状の基材を含む第一のクッション層及び第二のクッション層と、
前記第一のクッション層と前記第二のクッション層との間に配置され、所定の機能を有する機能シートと、
前記パネル体の周縁部に、該周縁部以外の部分に比べて厚さ寸法の小さい補強部と、
を有することを特徴とするパネル体。 - 前記機能シートは遮音機能を有することを特徴とする請求項1に記載のパネル体。
- 前記第一のクッション層及び前記第二のクッション層はそれぞれ、
前記基材と該基材より融点の低い接合材料とを含む熱結合層と、
前記熱結合層の一方の面に接着され、前記基材からなる表面層と、
を有することを特徴とする請求項1または請求項2に記載のパネル体。 - 前記機能シートは、
前記所定の機能を有する機能層と、
前記機能層と前記第一のクッション層との間に配置され、前記機能層と前記第一のクッション層とを接着する第一の接着層と、
前記機能層と前記第二のクッション層との間に配置され、前記機能層と前記第二のクッション層とを接着する第二の接着層と、
を有することを特徴とする請求項1から請求項3の何れか一項に記載のパネル体。 - 前記機能シートは、
前記機能層と前記第一の接着層との間に配置され、前記機能層が有する前記所定の機能を補強する第一の機能補強層と、
前記機能層と前記第二の接着層との間に配置され、前記機能層が有する前記所定の機能を補強する第二の機能補強層と、
を有することを特徴とする請求項4に記載のパネル体。 - 前記第一の接着層及び前記第二の接着層は前記基材より融点の低い材料から構成されていることを特徴とする請求項4または請求項5に記載のパネル体。
- 前記基材はポリエステル系繊維で構成され、
前記機能層はポリアミドで構成され、
前記第一の接着層及び前記第二の接着層はポリエチレンで構成されていることを特徴とする請求項6に記載のパネル体。 - 請求項1から請求項7の何れか一項に記載のパネル体を備えることを特徴とする間仕切り装置。
- 請求項1から請求項7の何れか一項に記載のパネル体を備えることを特徴とする天板付什器。
- 繊維状の基材と該基材より融点の低い接合材料とを含む第一の熱結合層の一方の面に前記基材からなる第一の表面層を積層する第一積層工程と、
前記第一積層工程後に、前記第一の熱結合層の他方の面から前記第一の熱結合層を前記接合材料の融点以上かつ前記基材の融点未満の温度で加熱する第一加熱工程と、
前記基材と前記接合材料とを含む第二の熱結合層の一方の面に前記基材からなる第二の表面層を積層する第二積層工程と、
前記第二積層工程後に、前記第二の熱結合層の他方の面から前記第二の熱結合層を前記温度で加熱する第二加熱工程と、
前記第一加熱工程及び前記第二加熱工程の後に、前記第一の熱結合層の他方の面と前記第二の熱結合層の他方の面とが対向するように所定の機能を有する機能シートを介して前記第一の熱結合層と前記第二の熱結合層を配置し、前記第一の熱結合層及び前記第二の熱結合層の各々の一方の面から他方の面に向かう方向に前記第一の熱結合層と前記第二の熱結合層とを押し当てて接着する接着工程と、
上記接着工程により得たパネル体の周縁部の厚み寸法が前記周縁部以外の部分より厚み寸法より小さくなるように、前記第一の熱結合層と前記第二の熱結合層を互いに近づける方向に、前記パネル体の前記周縁部を押して補強部を形成する補強部形成工程と、
を有することを特徴とするパネル体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017017855A JP6839552B2 (ja) | 2017-02-02 | 2017-02-02 | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 |
| EP17867827.2A EP3536869A4 (en) | 2016-11-07 | 2017-11-07 | PANEL BODY, ROOM SEPARATOR, FURNITURE WITH COVERING PANEL AND METHOD FOR PRODUCING A PANEL BODY |
| CN201780068292.4A CN109923271A (zh) | 2016-11-07 | 2017-11-07 | 面板体、隔断装置、带顶板的日常用品、以及面板体的制造方法 |
| PCT/JP2017/040137 WO2018084315A1 (ja) | 2016-11-07 | 2017-11-07 | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 |
| US16/345,120 US20190283380A1 (en) | 2016-11-07 | 2017-11-07 | Panel body, partition device, piece of furniture with top board, and method for manufacturing panel body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017017855A JP6839552B2 (ja) | 2017-02-02 | 2017-02-02 | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018123624A JP2018123624A (ja) | 2018-08-09 |
| JP6839552B2 true JP6839552B2 (ja) | 2021-03-10 |
Family
ID=63109557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017017855A Active JP6839552B2 (ja) | 2016-11-07 | 2017-02-02 | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6839552B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0350105U (ja) * | 1989-09-22 | 1991-05-16 | ||
| JP2003291235A (ja) * | 2002-01-31 | 2003-10-14 | Unitica Fibers Ltd | 建材パネルおよびその製造方法 |
| JP4919852B2 (ja) * | 2007-03-26 | 2012-04-18 | 日本バイリーン株式会社 | 接着繊維シート及びその製造方法 |
| JP5075753B2 (ja) * | 2008-06-17 | 2012-11-21 | トーア紡マテリアル株式会社 | 吸音板 |
-
2017
- 2017-02-02 JP JP2017017855A patent/JP6839552B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018123624A (ja) | 2018-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018084315A1 (ja) | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 | |
| KR100295573B1 (ko) | 흡, 차음용 적층체 | |
| JP2006513070A (ja) | 成形容易な車両用内装材及び建築用シートの製造方法とそれにより製造された車両用内装材及び建築用シート | |
| JP6839552B2 (ja) | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 | |
| ES2536176T3 (es) | Guarnecido de techo y procedimiento de obtención de un guarnecido de techo para vehículos | |
| JP6592880B2 (ja) | 化粧板および化粧板セット | |
| JP6924583B2 (ja) | パネル体、間仕切り装置、天板付什器及びパネル体の製造方法 | |
| JP5650711B2 (ja) | タイル及びその製造方法 | |
| JP2733333B2 (ja) | 防音床材の製造方法 | |
| WO2019087973A1 (ja) | パネル体及びパネル体の製造方法 | |
| JP2603728B2 (ja) | 防音床材の製造方法 | |
| JPH11131778A (ja) | 防音床材用緩衝材及びその製造方法 | |
| JPH0842109A (ja) | 金属下地パネル | |
| KR20190082550A (ko) | 발포폴리우레탄 용융접착 피브이시매트의 제조방법 | |
| JPS623216Y2 (ja) | ||
| JPH0536678Y2 (ja) | ||
| JP2025057934A (ja) | 積層体の製造方法 | |
| JP6745705B2 (ja) | 間仕切り用パネル体、間仕切り装置、及び天板付什器 | |
| US20050224164A1 (en) | Method for making a composite board and the composite board made thereby | |
| JPH11210130A (ja) | パーティション板およびその製造方法 | |
| JPS6329555Y2 (ja) | ||
| JPH0156905B2 (ja) | ||
| JP2006224681A (ja) | 多層パネル | |
| JPH05179546A (ja) | 成形天井基材 | |
| JPH0357468Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170427 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6839552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |