JP6772959B2 - 焼結磁石の切断加工機及び切断加工方法 - Google Patents
焼結磁石の切断加工機及び切断加工方法 Download PDFInfo
- Publication number
- JP6772959B2 JP6772959B2 JP2017104336A JP2017104336A JP6772959B2 JP 6772959 B2 JP6772959 B2 JP 6772959B2 JP 2017104336 A JP2017104336 A JP 2017104336A JP 2017104336 A JP2017104336 A JP 2017104336A JP 6772959 B2 JP6772959 B2 JP 6772959B2
- Authority
- JP
- Japan
- Prior art keywords
- work
- belt
- outer peripheral
- peripheral surface
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/06—Grinders for cutting-off
- B24B27/0675—Grinders for cutting-off methods therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D47/00—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts
- B23D47/04—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts of devices for feeding, positioning, clamping, or rotating work
- B23D47/045—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts of devices for feeding, positioning, clamping, or rotating work feeding work into engagement with the saw blade
- B23D47/047—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts of devices for feeding, positioning, clamping, or rotating work feeding work into engagement with the saw blade the work being mounted on rotating work support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/06—Grinders for cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/20—Drives or gearings; Equipment therefor relating to feed movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/02—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/24—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising with cutting discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/02—Accessories specially adapted for use with machines or devices of the preceding groups for removing or laying dust, e.g. by spraying liquids; for cooling work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/04—Accessories specially adapted for use with machines or devices of the preceding groups for supporting or holding work or conveying or discharging work
Description
(1)水平方向に回転軸を有し、回転軸に直交する断面が、略正多角形状(但し、多角形は3〜180角形)である筒状又は柱状のワーク搬送部。このワーク搬送部の外周面部には、ワーク搬送部の回転方向に沿って配列し、ワーク搬送部の断面正多角形状の周面を構成する個々の面毎に形成されたワーク固定部を有する。
(2)ワーク搬送部の外周面の一部に沿って近接して配設され、ワーク搬送部の外周面に、焼結磁石であるワークを押圧してワークを固定しつつ、ワーク搬送部の回転と同期して、ワーク搬送部の回転に対して逆回転して循環回動する環状の複数の弾性ベルト。この複数の弾性ベルトは、ワーク固定部に固定された各々のワークが2以上の弾性ベルトで固定され、かつ隣接する弾性ベルトの間が、各々所定の間隙を有するように配設される。
(3)弾性ベルトに張力を与えるベルト拡張機構。
(4)弾性ベルトの引張状態を支持し、かつ弾性ベルトの循環回動における弾性ベルトの移動方向を転換する2以上のベルト受け。この2以上のベルト受けは、ワーク搬送部の回転軸の高さより上側、好ましくはワーク搬送部の上端からワーク搬送部の回転方向前方側の範囲の外周面に近接して設けられた第1のベルト受けと、ワーク搬送部の回転軸の高さより下側、好ましくはワーク搬送部の下端からワーク搬送部の回転方向後方側の範囲の外周面に近接して設けられた第2のベルト受けとを含む。
(5)水平方向に回転軸を有し、外周縁部がワーク搬送部の外周面近傍に移動可能に配設された外周切断刃。
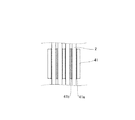
図1は、本発明の切断加工機の一例(実施例)を示す側面図であり、この切断加工機は、ワーク搬送部1と、弾性ベルト2と、ベルト拡張機構3と、第1のベルト受け41と、第2のベルト受け42と、外周切断刃5とを備える。なお、図1中、10は、切断加工機の架台及びカバーを示している。
1a 回転軸
11 周面を構成する面
111 ワーク固定部
12、13、14 溝
15 ベルト支持部
151 角
2、2a、2b 弾性ベルト
3 ベルト拡張機構
3a 滑車
41 第1のベルト受け
41a、41b ガイド
411 滑車
42 第2のベルト受け
43 第3のベルト受け
44 第4のベルト受け
45 第5のベルト受け
5 外周切断刃
5a 砥石刃部(外周縁部)
51 回転軸
511 スペーサー
512 エンドキャップ
52 ノズル
6 導入側コンベア
61 ガイド
61a 穴
7 搬出側コンベア
71 スロープ
10 架台及びカバー
W ワーク(焼結磁石)
D 分割されたワーク(分割片)
Claims (13)
- 水平方向に回転軸を有し、該回転軸に直交する断面が、略正多角形状(但し、多角形は3〜180角形)である筒状又は柱状のワーク搬送部と、
該ワーク搬送部の外周面の一部に沿って近接して配設され、上記ワーク搬送部の外周面に、焼結磁石であるワークを押圧して該ワークを固定しつつ、上記ワーク搬送部の回転と同期して、上記ワーク搬送部の回転に対して逆回転して循環回動する環状の複数の弾性ベルトと、
上記弾性ベルトに張力を与えるベルト拡張機構と、
上記弾性ベルトの引張状態を支持し、かつ弾性ベルトの循環回動における上記弾性ベルトの移動方向を転換する2以上のベルト受けと、
水平方向に回転軸を有し、外周縁部が上記ワーク搬送部の外周面近傍に移動可能に配設された外周切断刃とを備え、
上記ワーク搬送部の外周面部に、上記ワーク搬送部の回転方向に沿って配列し、上記ワーク搬送部の断面正多角形状の周面を構成する個々の面毎に形成され、上記ワーク搬送部の回転軸方向両端側に向けて形成された溝を有するワーク固定部を有し、
上記複数の弾性ベルトが、上記ワーク固定部に固定された各々のワークが2以上の上記弾性ベルトで固定され、かつ隣接する弾性ベルトの間が、各々所定の間隙を有するように配設され、
上記2以上のベルト受けが、上記ワーク搬送部の上記回転軸の高さより上側、かつ上記ワーク搬送部の上端から上記ワーク搬送部の回転方向前方側の範囲の外周面に近接して設けられた第1のベルト受けと、上記ワーク搬送部の上記回転軸の高さより下側、かつ上記ワーク搬送部の下端から上記ワーク搬送部の回転方向後方側の範囲の外周面に近接して設けられた第2のベルト受けとを含み、
上記第1のベルト受けに対して上記ワーク搬送部の回転方向後方側の近傍から上記ワーク搬送部の外周面上に導入されたワークが、上記ワーク搬送部の回転と共に、上記第1のベルト受けと上記第2のベルト受けとの間で上記弾性ベルトにより上記ワーク固定部に固定され、
上記ワークが、上記ワーク搬送部の回転と共に移動して、上記ワークが、上記ワークを固定する上記2以上の弾性ベルト間の上記間隙から上記ワーク搬送部の外周面近傍に向かって挿入された上記外周切断刃によって切断され、
上記分割されたワークが、上記ワーク搬送部の回転と共に更に移動して、上記分割されたワークが解放されて、上記第2のベルト受けに対して上記ワーク搬送部の回転方向前方側の近傍から排出されるように構成されていることを特徴とする焼結磁石の切断加工機。 - 更に、上記外周切断刃による上記ワークの切断部に冷却液を供給するためのノズルを備えることを特徴とする請求項1記載の切断加工機。
- 上記ワーク搬送部の断面正多角形状の周面を構成する個々の面毎に、上記ワーク搬送部の回転軸方向に配列した複数のワーク固定部を有することを特徴とする請求項1又は2記載の切断加工機。
- 上記外周切断刃が、回転軸にスペーサーを介して複数の外周切断刃が取り付けられたマルチ切断刃であることを特徴とする請求項1乃至3のいずれか1項記載の切断加工機。
- 上記ワーク搬送部の外周面部に、上記外周切断刃の外周縁部が進入可能な溝が、上記ワーク搬送部の回転方向に沿って形成されていることを特徴とする請求項1乃至4のいずれか1項記載の切断加工機。
- 上記ワーク搬送部の断面正多角形状の周面のエッジ部に、ワーク不在時の上記弾性ベルトを支持し、上記弾性ベルトの上記ワーク搬送部の回転軸方向のずれを規制するベルト支持部が、上記弾性ベルト毎に形成され、上記ベルト支持部の高さが、上記ワーク固定時の上記ワークの高さより低くなるように形成されていることを特徴とする請求項1乃至5のいずれか1項記載の切断加工機。
- 上記ベルト支持部が、上記エッジ部から上記ワーク搬送部の回転軸に直交する方向に、上記ワーク搬送部の上記エッジ部から立設されていることを特徴とする請求項6記載の切断加工機。
- 上記2以上のベルト受けが、更に、上記弾性ベルトが上記ワーク搬送部の外周面と近接する部分以外で、上記弾性ベルトの引張状態を支持し、かつ弾性ベルトの循環回動における上記弾性ベルトの移動方向を転換する第3及び第4のベルト受けを備えることを特徴とする請求項1乃至7のいずれか1項記載の切断加工機。
- 上記ベルト拡張機構が、上記第3及び第4のベルト受けの間で、上記環状の弾性ベルトを、環の外側に引っ張って又は環の内側に押し入れて張力を与えるように構成されていることを特徴とする請求項8記載の切断加工機。
- 更に、上記ワーク搬送部の外周面上へ上記ワークが導入される部分に近接して、上記ワークを搬送する導入側コンベアを備えることを特徴とする請求項1乃至9のいずれか1項記載の切断加工機。
- 更に、上記ワーク搬送部の外周面上へ上記ワークを導入する部分に、上記ワーク固定部へのワークの導入位置にワークを位置合わせするためのガイドを備えることを特徴とする請求項1乃至10のいずれか1項記載の切断加工機。
- 更に、上記ワーク固定部から上記分割されたワークが排出される部分に近接して、上記分割されたワークを搬送する搬出側コンベアを備えることを特徴とする請求項1乃至11のいずれか1項記載の切断加工機。
- 水平方向に回転軸を有し、該回転軸に直交する断面が、略正多角形状(但し、多角形は3〜180角形)である筒状又は柱状のワーク搬送部と、
該ワーク搬送部の外周面の一部に沿って近接して配設され、上記ワーク搬送部の外周面に、焼結磁石であるワークを押圧して該ワークを固定しつつ、上記ワーク搬送部の回転と同期して、上記ワーク搬送部の回転に対して逆回転して循環回動する環状の複数の弾性ベルトと、
上記弾性ベルトに張力を与えるベルト拡張機構と、
上記弾性ベルトの引張状態を支持し、かつ弾性ベルトの循環回動における上記弾性ベルトの移動方向を転換する2以上のベルト受けと、
水平方向に回転軸を有し、外周縁部が上記ワーク搬送部の外周面近傍に移動可能に配設された外周切断刃とを備え、
上記ワーク搬送部の外周面部に、上記ワーク搬送部の回転方向に沿って配列し、上記ワーク搬送部の断面正多角形状の周面を構成する個々の面毎に形成され、上記ワーク搬送部の回転軸方向両端側に向けて形成された溝を有するワーク固定部を有し、
上記複数の弾性ベルトが、上記ワーク固定部に固定された各々のワークが2以上の上記弾性ベルトで固定され、かつ隣接する弾性ベルトの間が、各々所定の間隙を有するように配設され、
上記2以上のベルト受けが、上記ワーク搬送部の上記回転軸の高さより上側、かつ上記ワーク搬送部の上端から上記ワーク搬送部の回転方向前方側の範囲の外周面に近接して設けられた第1のベルト受けと、上記ワーク搬送部の上記回転軸の高さより下側、かつ上記ワーク搬送部の下端から上記ワーク搬送部の回転方向後方側の範囲の外周面に近接して設けられた第2のベルト受けとを含む切断加工機により、
上記第1のベルト受けに対して上記ワーク搬送部の回転方向後方側の近傍から上記ワーク搬送部の外周面上にワークを導入して、上記ワーク搬送部の回転と共に、上記第1のベルト受けと上記第2のベルト受けとの間で上記弾性ベルトにより上記ワーク固定部に固定し、
上記ワークを、上記ワーク搬送部の回転と共に移動させて、上記ワークを、上記ワークを固定する上記2以上の弾性ベルト間の上記間隙から上記ワーク搬送部の外周面近傍に向かって上記外周切断刃を挿入して切断し、
上記分割されたワークを、上記ワーク搬送部の回転と共に更に移動させて、上記分割されたワークを解放して、上記第2のベルト受けに対して上記ワーク搬送部の回転方向前方側の近傍から排出することを特徴とする焼結磁石の切断加工方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017104336A JP6772959B2 (ja) | 2017-05-26 | 2017-05-26 | 焼結磁石の切断加工機及び切断加工方法 |
| US15/980,013 US11185958B2 (en) | 2017-05-26 | 2018-05-15 | Apparatus and method for cutoff machining sintered magnet |
| MYPI2018701849A MY191928A (en) | 2017-05-26 | 2018-05-15 | Apparatus and method for cutoff machining sintered magnet |
| EP18173038.3A EP3406380B1 (en) | 2017-05-26 | 2018-05-17 | Apparatus and method for cutoff machining sintered magnets |
| SG10201804339UA SG10201804339UA (en) | 2017-05-26 | 2018-05-22 | Apparatus and Method for Cutoff Machining Sintered Magnet |
| PH12018000143A PH12018000143A1 (en) | 2017-05-26 | 2018-05-23 | Apparatus and method for cutoff machining sintered magnet |
| CN201810512519.6A CN108942644B (zh) | 2017-05-26 | 2018-05-25 | 用于切割加工烧结磁体的装置和方法 |
| CN202210461405.XA CN114700875A (zh) | 2017-05-26 | 2018-05-25 | 用于切割加工烧结磁体的装置和方法 |
| US17/510,756 US11701748B2 (en) | 2017-05-26 | 2021-10-26 | Apparatus and method for cutoff machining sintered magnet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017104336A JP6772959B2 (ja) | 2017-05-26 | 2017-05-26 | 焼結磁石の切断加工機及び切断加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018199177A JP2018199177A (ja) | 2018-12-20 |
| JP6772959B2 true JP6772959B2 (ja) | 2020-10-21 |
Family
ID=62200324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017104336A Active JP6772959B2 (ja) | 2017-05-26 | 2017-05-26 | 焼結磁石の切断加工機及び切断加工方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US11185958B2 (ja) |
| EP (1) | EP3406380B1 (ja) |
| JP (1) | JP6772959B2 (ja) |
| CN (2) | CN108942644B (ja) |
| MY (1) | MY191928A (ja) |
| PH (1) | PH12018000143A1 (ja) |
| SG (1) | SG10201804339UA (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11548188B1 (en) * | 2018-08-27 | 2023-01-10 | Yonani Industries Ltd. | Veneer stone saw with rotary feed |
| CN110466991A (zh) * | 2019-07-01 | 2019-11-19 | 章凌霞 | 一种管件连续转运导料机构 |
| CN111283495A (zh) * | 2020-02-18 | 2020-06-16 | 赵雪勇 | 一种钢材切割、打磨、除尘一体化设备 |
| CN111716571B (zh) * | 2020-07-01 | 2021-08-13 | 山东嘉和耐火材料有限责任公司 | 一种耐火材料加工用的切割装置 |
| CN114523150B (zh) * | 2022-04-24 | 2022-07-05 | 宁波招宝磁业有限公司 | 一种拼接磁钢自动加工设备及加工方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH175598A (de) * | 1934-07-11 | 1935-03-15 | Meuli Schmidweber & Co | Maschine zum Schneiden von Platten, insbesondere Steinplatten. |
| US2553136A (en) * | 1950-01-18 | 1951-05-15 | Eisler Charles | High-speed tube or cane crack-off machine |
| US3067644A (en) * | 1958-04-22 | 1962-12-11 | American Mach & Foundry | Mouthpiece feed |
| US3122043A (en) * | 1960-01-19 | 1964-02-25 | Shanok Victor | Rotary saw with rotary work conveyor |
| CH432806A (de) * | 1965-03-08 | 1967-03-31 | Bauwerk Bodenbelagsind Ag | Maschine zum Abtrennen von Rohfries-Abschnitten zur Herstellung von Parkettleisten |
| US3797338A (en) * | 1972-04-07 | 1974-03-19 | M Molnar | Machine for mass production of both medium and short lengths of tubing |
| DE2232960A1 (de) * | 1972-07-05 | 1974-01-17 | Hauni Werke Koerber & Co Kg | Vorrichtung zum queraxialen, achsparallelen foerdern von stabfoermigen artikeln der tabakverarbeitenden industrie auf einer gekruemmten bahn |
| NL7901893A (nl) * | 1979-03-08 | 1980-09-10 | Mattijssen Bv Maschf | Stenenzaagmachine. |
| IT1251507B (it) * | 1991-05-24 | 1995-05-16 | Franco Andreucci | Tamburo orizzontale per la presa e la traslazione della legna alla macchina segatrice |
| JP2001047363A (ja) * | 1999-06-01 | 2001-02-20 | Sumitomo Special Metals Co Ltd | 磁石部材切断方法および磁石部材切断装置 |
| JP5228811B2 (ja) | 2008-11-05 | 2013-07-03 | 信越化学工業株式会社 | 磁石固定治具及びこれを備える希土類磁石切断加工装置 |
| JP5481837B2 (ja) | 2008-11-05 | 2014-04-23 | 信越化学工業株式会社 | 希土類磁石のマルチ切断加工方法 |
| US8568203B2 (en) | 2008-11-05 | 2013-10-29 | Shin-Etsu Chemical Co., Ltd. | Method and apparatus for multiple cutoff machining of rare earth magnet block, cutting fluid feed nozzle, and magnet block securing jig |
| JP2010110850A (ja) | 2008-11-05 | 2010-05-20 | Shin-Etsu Chemical Co Ltd | 研削液供給ノズル及びこれを備える希土類磁石切断加工装置 |
| JP5139364B2 (ja) | 2009-04-22 | 2013-02-06 | 本田鐵工株式会社 | 切断機 |
| CN101703313B (zh) * | 2009-11-13 | 2011-10-19 | 国营红阳机械厂 | 一种滤棒分切输送装置 |
| MY157471A (en) | 2010-01-06 | 2016-06-15 | Shinetsu Chemical Co | Rare earth magnet holding jig, cutting machine and cutting method |
| MY155758A (en) | 2010-01-06 | 2015-11-30 | Shinetsu Chemical Co | Rare earth magnet holding jig and cutting machine |
| JP5505114B2 (ja) | 2010-06-16 | 2014-05-28 | 信越化学工業株式会社 | 希土類焼結磁石のマルチ切断加工方法 |
| DE102015002798A1 (de) | 2015-03-06 | 2016-09-08 | Focke & Co. (Gmbh & Co. Kg) | Vorrichtung zum Transport von Gegenständen, insbesondere Packungen |
| JP6500864B2 (ja) | 2015-09-30 | 2019-04-17 | 信越化学工業株式会社 | 焼結磁石の連続切断装置 |
-
2017
- 2017-05-26 JP JP2017104336A patent/JP6772959B2/ja active Active
-
2018
- 2018-05-15 US US15/980,013 patent/US11185958B2/en active Active
- 2018-05-15 MY MYPI2018701849A patent/MY191928A/en unknown
- 2018-05-17 EP EP18173038.3A patent/EP3406380B1/en active Active
- 2018-05-22 SG SG10201804339UA patent/SG10201804339UA/en unknown
- 2018-05-23 PH PH12018000143A patent/PH12018000143A1/en unknown
- 2018-05-25 CN CN201810512519.6A patent/CN108942644B/zh active Active
- 2018-05-25 CN CN202210461405.XA patent/CN114700875A/zh active Pending
-
2021
- 2021-10-26 US US17/510,756 patent/US11701748B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108942644A (zh) | 2018-12-07 |
| CN114700875A (zh) | 2022-07-05 |
| JP2018199177A (ja) | 2018-12-20 |
| US20220063049A1 (en) | 2022-03-03 |
| EP3406380A1 (en) | 2018-11-28 |
| CN108942644B (zh) | 2022-05-10 |
| US20180339391A1 (en) | 2018-11-29 |
| MY191928A (en) | 2022-07-18 |
| US11185958B2 (en) | 2021-11-30 |
| US11701748B2 (en) | 2023-07-18 |
| SG10201804339UA (en) | 2018-12-28 |
| PH12018000143A1 (en) | 2019-10-28 |
| EP3406380B1 (en) | 2020-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6772959B2 (ja) | 焼結磁石の切断加工機及び切断加工方法 | |
| KR102214368B1 (ko) | 반송 장치 | |
| US6927416B2 (en) | Wafer support plate | |
| CN108356706B (zh) | 层叠修整板的使用方法 | |
| JP4502260B2 (ja) | スピンナー洗浄装置及びダイシング装置 | |
| KR20110046265A (ko) | 웨이퍼 가공 방법 | |
| TWI567809B (zh) | Cutting device and cutting method | |
| JP5035843B2 (ja) | 半導体処理装置 | |
| EP2624292B1 (en) | Substrate transport method and substrate transport apparatus | |
| JP2012151275A (ja) | 樹脂剥がし装置および研削加工装置 | |
| US20010049256A1 (en) | Semiconductor wafer assembly and machining apparatus having chuck tables for holding the same | |
| JP5866658B2 (ja) | 位置決め機構 | |
| KR102023203B1 (ko) | 가공 방법 | |
| JP5959193B2 (ja) | ウェーハ研削方法およびウェーハ研削装置 | |
| JP2016007671A (ja) | ワークの両面研削装置及び両面研削方法 | |
| JP2015207579A (ja) | 劈開装置 | |
| KR102486302B1 (ko) | 가공 장치 | |
| JP5528202B2 (ja) | 支持トレイ | |
| CN107373691A (zh) | 一种果蔬自动削皮机的输送装置 | |
| JP7169948B2 (ja) | フランジ端面修正装置、切断装置、フランジ端面修正方法及び切断品の製造方法 | |
| KR102294331B1 (ko) | 박리 장치 | |
| JP5943581B2 (ja) | 搬送装置 | |
| TWI689376B (zh) | 切割盤 | |
| KR20140055984A (ko) | 가공 장치 | |
| JP6025325B2 (ja) | ウェーハ研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180515 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200914 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6772959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |