JP6566167B2 - 揺動鍛造装置、揺動鍛造方法、該揺動鍛造方法を用いたハブユニット軸受の製造方法および車両の製造方法 - Google Patents
揺動鍛造装置、揺動鍛造方法、該揺動鍛造方法を用いたハブユニット軸受の製造方法および車両の製造方法 Download PDFInfo
- Publication number
- JP6566167B2 JP6566167B2 JP2019503057A JP2019503057A JP6566167B2 JP 6566167 B2 JP6566167 B2 JP 6566167B2 JP 2019503057 A JP2019503057 A JP 2019503057A JP 2019503057 A JP2019503057 A JP 2019503057A JP 6566167 B2 JP6566167 B2 JP 6566167B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- bearing
- inner ring
- swing
- axial direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005242 forging Methods 0.000 title claims description 67
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 238000000034 method Methods 0.000 title claims description 17
- 230000002093 peripheral effect Effects 0.000 claims description 30
- 238000005096 rolling process Methods 0.000 claims description 29
- 238000000465 moulding Methods 0.000 claims description 21
- 238000003780 insertion Methods 0.000 claims description 9
- 230000037431 insertion Effects 0.000 claims description 9
- 239000000725 suspension Substances 0.000 claims description 7
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 238000003754 machining Methods 0.000 claims description 4
- 230000036316 preload Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/04—Making machine elements ball-races or sliding bearing races
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/40—Making machine elements wheels; discs hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
- B21J9/025—Special design or construction with rolling or wobbling dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C23/00—Bearings for exclusively rotary movement adjustable for aligning or positioning
- F16C23/06—Ball or roller bearings
- F16C23/08—Ball or roller bearings self-adjusting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Forging (AREA)
- Rolling Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Description
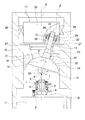
前記フレームは、基準軸を有している。
前記揺動シャフトは、中心軸と、軸方向一方側端部と、軸方向他方側端部とを備え、該中心軸が前記基準軸に対して傾斜するように配置されている。
前記凸球面座は、前記揺動シャフトの軸方向に関する一方側部と、前記揺動シャフトの軸方向に関する他方側部と、該他方側部に設けられた凸球面部とを備え、前記揺動シャフトの前記軸方向一方側端部に、該揺動シャフトと同軸となるように結合されている。
前記成形型は、前記揺動シャフトの軸方向に関する一方側側面に加工面部を備え、前記凸球面座の前記一方側部に、前記揺動シャフトと同軸となるように結合されている。
前記凹球面座は、前記フレームに固定され、前記凸球面部と球面係合する凹球面部と、前記揺動シャフトが挿通する挿通孔を備える。
前記駆動機構は、前記フレームに組み付けられ、前記揺動シャフトの前記軸方向他方側端部に連結され、該揺動シャフトの前記軸方向他方側端部に対して、前記揺動シャフトと前記凸球面座と前記成形型との結合体を、前記基準軸を中心として、回転させるための駆動力を付与する。
特に、本発明の揺動鍛造装置においては、前記揺動シャフトの前記軸方向他方側端部が前記駆動機構に対して軸方向一方側に向けて移動することを阻止された状態で支持されている。
この場合、前記ケース部材は、前記基準軸の方向に関して前記成形型と反対側の側面に開口する有底の保持凹部と、該保持凹部の底部に対応する部位の一部に形成されている貫通孔とを備える。
前記軸受ホルダは、外周面と、該外周面の周方向一部に形成され、前記基準軸の方向に関して前記成形型と反対側に向かうほど、前記基準軸と直交する方向に関して前記保持孔に向かう方向に傾斜した第1傾斜面部とをさらに備える。
前記抑え部材は、外周面と、該外周面の周方向一部に形成され、第1傾斜面部と面接触可能な第2傾斜面部を備える。
前記軸受ホルダと前記抑え部材とが、第1傾斜面部と第2傾斜面部とを接触させた状態で、前記保持凹部に内嵌されており、前記抑え部材に、前記保持凹部の底部側に向かう方向の予圧が付与されている。
前記揺動シャフトの前記軸方向他方側端部は、前記ケース部材の前記貫通孔と前記軸受ホルダの前記保持孔とに挿通されている。
2 ハブ
3a、3b 外輪軌道
4a、4b 内輪軌道
5 玉
5a 円すいころ
6 ハブ本体
7 内輪
8 円筒部
9 かしめ部
10 フレーム
11 昇降台
12 シャフト付球面座
13 揺動シャフト
14 凸球面座
15 成形型
16 凹球面座
17 駆動機構
18 支持治具
19 凸球面部
20 加工面部
21 挿通孔
22 凹球面部
23 結合体
24 段付孔
25 軸受装置
26 回転体
27 保持孔
28 転がり軸受
29 外輪
30 内輪
31 球面ころ
32 段差面
33 雄ねじ部
34 ナット
35 ケース部材
36 軸受ホルダ
37 抑え部材
38 保持凹部
39 貫通孔
40 第1傾斜面部
41 第2傾斜面部
42 スラスト滑り軸受
Claims (10)
- 基準軸を有する、フレームと、
中心軸と、軸方向一方側端部と、軸方向他方側端部とを備え、該中心軸が前記基準軸に対して傾斜するように配置されている、揺動シャフトと、
前記揺動シャフトの軸方向に関する一方側部と、前記揺動シャフトの軸方向に関する他方側部と、該他方側部に設けられた凸球面部とを備え、前記揺動シャフトの前記軸方向一方側端部に、該揺動シャフトと同軸となるように結合されている、凸球面座と、
前記揺動シャフトの軸方向に関する一方側側面に加工面部を備え、前記凸球面座の前記一方側部に、前記揺動シャフトと同軸となるように結合されている、成形型と、
前記フレームに固定され、前記凸球面部と球面係合する凹球面部と、前記揺動シャフトが挿通する挿通孔を備える、凹球面座と、
前記フレームに組み付けられ、前記揺動シャフトの前記軸方向他方側端部に連結され、該揺動シャフトの前記軸方向他方側端部に対して、前記揺動シャフトと前記凸球面座と前記成形型との結合体を、前記基準軸を中心として、回転させるための駆動力を付与する、駆動機構と、
を備え、
前記駆動機構は、前記フレームに対して前記基準軸を中心とする回転のみを可能に支持された回転体と、該回転体の一部に設けられ、前記揺動シャフトの前記軸方向他方側端部が挿通した保持孔と、該保持孔に内嵌されるとともに前記揺動シャフトの前記軸方向他方側端部に外嵌された転がり軸受とを備えており、
前記揺動シャフトのうち、軸方向に関して前記凸球面座と前記駆動機構との間に位置する部分に、前記揺動シャフトが前記フレームに対して軸方向一方側に向けて移動することを阻止するための部材が組み付けられておらず、
前記転がり軸受によって、前記揺動シャフトの前記軸方向他方側端部が、前記回転体に対して、軸方向一方側に向けて移動することを阻止された状態で支持されており、
前記回転体が、前記フレームに対して前記基準軸を中心とする回転のみを可能に支持されたケース部材と、前記保持孔を有する軸受ホルダとを有し、前記ケース部材に対して前記軸受ホルダが着脱可能に固定されている、
揺動鍛造装置。 - 前記揺動シャフトの前記中心軸の前記基準軸に対する傾斜角度は、15度以上30度以下とする、
請求項1に記載の揺動鍛造装置。 - 前記転がり軸受が、軸受外輪と、軸受内輪と、該軸受外輪と該軸受内輪との間に配置された複数の転動体とを備え、前記軸受外輪と前記軸受内輪との間に作用するアキシアル荷重を支承可能であり、前記軸受内輪が、前記揺動シャフトの前記軸方向他方側端部に、前記揺動シャフトの軸方向に関する他方側への変位を阻止された状態で外嵌されており、前記軸受外輪が、前記保持孔に、前記揺動シャフトの軸方向に関する一方側への変位を阻止された状態で内嵌されている、
請求項1または2に記載の揺動鍛造装置。 - 前記駆動機構は、前記揺動シャフトの前記軸方向他方側端部で前記軸受内輪よりも軸方向他方側に突出した部分に螺合され、かつ、螺合位置を調節することにより、前記凸球面部と前記凹球面部との球面係合部に存在する隙間の大きさを調整可能なナットをさらに備える、
請求項3に記載の揺動鍛造装置。 - 前記回転体が、前記ケース部材に対して着脱可能に固定された抑え部材をさらに備え、
前記ケース部材は、前記基準軸の方向に関して前記成形型と反対側の側面に開口する有底の保持凹部と、該保持凹部の底部に対応する部位の一部に形成されている貫通孔とを備え、
前記軸受ホルダは、外周面と、該外周面の周方向一部に形成され、前記基準軸の方向に関して前記成形型と反対側に向かうほど、前記基準軸と直交する方向に関して前記保持孔に向かう方向に傾斜した第1傾斜面部とをさらに備え、
前記抑え部材は、外周面と、該外周面の周方向一部に形成され、前記第1傾斜面部と面接触可能な第2傾斜面部を備え、
前記軸受ホルダと前記抑え部材とが、前記第1傾斜面部と前記第2傾斜面部とを接触させた状態で、前記保持凹部に内嵌されており、前記抑え部材に、前記保持凹部の底部側に向かう方向の予圧が付与されており、および、
前記揺動シャフトの前記軸方向他方側端部は、前記ケース部材の前記貫通孔と前記軸受ホルダの前記保持孔とに挿通されている、
請求項1〜4のうちのいずれか1項に記載の揺動鍛造装置。 - 軸部材の軸方向端部に設けられた円筒部を径方向外方に塑性変形させて、かしめ部を形成する工程を実行するために用いられる、
請求項1〜5のうちのいずれか1項に記載の揺動鍛造装置。 - 使用時に懸架装置に結合固定された状態で回転しない外輪と、使用時に車輪を支持固定した状態で、該車輪と共に回転するハブと、前記外輪の内周面に設けられた複列の外輪軌道と前記ハブの外周面に設けられた複列の内輪軌道との間に転動自在に設けられた複数個の転動体とを備え、前記ハブは、外周面に前記複列の内輪軌道のうちの軸方向外側の内輪軌道が形成されているハブ本体と、外周面に前記複列の内輪軌道のうちの軸方向内側の内輪軌道が形成されている内輪とを、互いに結合固定することにより構成されている、ハブユニット軸受を製造する際に、前記ハブ本体の軸方向内端寄り部分に前記内輪を外嵌した状態で、前記ハブ本体の軸方向内端部に設けられた円筒部の軸方向内端部を径方向外方に塑性変形させてかしめ部を形成して、該かしめ部により、前記内輪の軸方向内端面を抑え付ける工程を実行するために用いられる、
請求項1〜5のうちのいずれか1項に記載の揺動鍛造装置。 - 軸部材の軸方向端部に設けられた円筒部を径方向外方に塑性変形させて、かしめ部を形成する工程を備える、揺動鍛造方法であって、
請求項6に記載の揺動鍛造装置を用いて、前記成形型の中心軸を、前記軸部材の中心軸に対して、前記基準軸に対する前記揺動シャフトの前記中心軸の傾斜角度と同じ角度だけ傾斜させた状態で、前記成形型を前記軸部材の円筒部の軸方向端部に押し付ける、揺動鍛造方法。 - 使用時に懸架装置に結合固定された状態で回転しない外輪と、使用時に車輪を支持固定した状態で、該車輪と共に回転するハブと、前記外輪の内周面に設けられた複列の外輪軌道と前記ハブの外周面に設けられた複列の内輪軌道との間に転動自在に設けられた複数個の転動体とを備え、前記ハブは、外周面に前記複列の内輪軌道のうちの軸方向外側の内輪軌道が形成されているハブ本体と、外周面に前記複列の内輪軌道のうちの軸方向内側の内輪軌道が形成されている内輪とを、互いに結合固定することにより構成されている、ハブユニット軸受の製造方法であって、
請求項7に記載の揺動鍛造装置を用いて、前記ハブ本体の軸方向内端寄り部分に前記内輪を外嵌した状態で、前記ハブ本体の軸方向内端部に設けられた円筒部の軸方向内端部を径方向外方に塑性変形させてかしめ部を形成して、該かしめ部により、前記内輪の軸方向内端面を抑え付ける工程を備える、
ハブユニット軸受の製造方法。 - 車輪が、ハブユニット軸受により、車両を構成する懸架装置に回転支持されている構造の車両の製造方法であって、請求項9に記載のハブユニット軸受の製造方法により、前記ハブユニット軸受を製造する工程を備える、
車両の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017038933 | 2017-03-02 | ||
| JP2017038933 | 2017-03-02 | ||
| PCT/JP2018/007486 WO2018159670A1 (ja) | 2017-03-02 | 2018-02-28 | 揺動鍛造装置、揺動鍛造方法、該揺動鍛造方法を用いたハブユニット軸受の製造方法および車両の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019125653A Division JP6835154B2 (ja) | 2017-03-02 | 2019-07-05 | 軸受保持体、揺動鍛造装置、ハブユニット軸受の製造方法および車両の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018159670A1 JPWO2018159670A1 (ja) | 2019-06-27 |
| JP6566167B2 true JP6566167B2 (ja) | 2019-08-28 |
Family
ID=63369927
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019503057A Active JP6566167B2 (ja) | 2017-03-02 | 2018-02-28 | 揺動鍛造装置、揺動鍛造方法、該揺動鍛造方法を用いたハブユニット軸受の製造方法および車両の製造方法 |
| JP2019125653A Active JP6835154B2 (ja) | 2017-03-02 | 2019-07-05 | 軸受保持体、揺動鍛造装置、ハブユニット軸受の製造方法および車両の製造方法 |
| JP2020186660A Active JP7243703B2 (ja) | 2017-03-02 | 2020-11-09 | 軸受保持体 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019125653A Active JP6835154B2 (ja) | 2017-03-02 | 2019-07-05 | 軸受保持体、揺動鍛造装置、ハブユニット軸受の製造方法および車両の製造方法 |
| JP2020186660A Active JP7243703B2 (ja) | 2017-03-02 | 2020-11-09 | 軸受保持体 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11103917B2 (ja) |
| EP (1) | EP3590624B1 (ja) |
| JP (3) | JP6566167B2 (ja) |
| KR (1) | KR102522747B1 (ja) |
| CN (1) | CN110290885B (ja) |
| WO (1) | WO2018159670A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214075A (ja) * | 2018-02-13 | 2019-12-19 | 日本精工株式会社 | 揺動鍛造装置の動的荷重測定方法、動的荷重測定装置、揺動鍛造装置の校正方法、ハブユニット軸受の製造方法、車両の製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220055089A1 (en) * | 2019-04-10 | 2022-02-24 | Nsk Ltd. | Method of manufacturing staking assembly, method of manufacturing hub unit bearing, staking device, staking assembly, and method of manufacturing vehicle |
| CN110918849B (zh) * | 2019-11-26 | 2020-12-22 | 武汉理工大学 | 一种提高薄壁高筋构件空间包络成形高筋成形极限的方法 |
| CN111181344B (zh) * | 2020-01-08 | 2020-11-03 | 上海交通大学 | 摆动式表面显微冷锻装置 |
| CN112916782B (zh) * | 2021-02-07 | 2023-06-20 | 哈尔滨工业大学 | 一种带有局部突变特征的超长薄腹板高筋复杂构件的局部渐进加载精密成形模具及方法 |
| CN117086251B (zh) * | 2023-10-16 | 2024-01-05 | 常州市科宇重工科技有限公司 | 一种铸锻件成型锻打装置 |
| CN117816888B (zh) * | 2023-12-12 | 2024-06-21 | 江苏珀然轮毂有限公司 | 一种高强度铝合金车轮锻造模具 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB319065A (en) | 1928-05-19 | 1929-09-19 | Massey Ltd B & S | Improvements in forging and upsetting machines |
| DE1652653B1 (de) * | 1967-01-20 | 1972-05-31 | Politechnika Warszawska | Walzgesenkpresse |
| FR1560475A (ja) | 1968-01-18 | 1969-03-21 | ||
| JPS5048841U (ja) * | 1973-09-04 | 1975-05-14 | ||
| SU517514A1 (ru) | 1974-07-24 | 1976-06-15 | Ижевский механический институт | Устройство дл штамповки заготовок |
| DE3202254C2 (de) * | 1982-01-25 | 1986-02-20 | Zahnradfabrik Friedrichshafen Ag, 7990 Friedrichshafen | Verfahren und Vorrichtung zum Herstellen einer Zahnstange |
| CH662983A5 (de) * | 1984-04-21 | 1987-11-13 | Heinrich Schmid Maschinen Und | Taumelpresse. |
| JPH01317650A (ja) | 1988-06-20 | 1989-12-22 | Sumitomo Heavy Ind Ltd | 揺動鍛造機 |
| JPH02197345A (ja) | 1989-01-24 | 1990-08-03 | Mitsubishi Nagasaki Kiko Kk | 回転揺動鍛造機の回転揺動軸の回転ずれ防止装置 |
| JPH0730193Y2 (ja) | 1989-02-09 | 1995-07-12 | 三菱長崎機工株式会社 | 回転揺動鍛造機の回転揺動軸の傾斜角度自動調整装置 |
| US4982589A (en) | 1989-02-14 | 1991-01-08 | Brother Kogyo Kabushiki Kaisha | Swiveling type plastic working machine |
| JPH02251330A (ja) | 1989-02-14 | 1990-10-09 | Brother Ind Ltd | 鍛造方法 |
| JPH04200947A (ja) * | 1990-11-30 | 1992-07-21 | Fuji Car Mfg Co Ltd | 揺動鍛造プレス機 |
| CN2134900Y (zh) * | 1992-09-26 | 1993-06-02 | 许德安 | 直线摆动辗压机 |
| GB9300529D0 (en) * | 1993-01-13 | 1993-03-03 | Penny & Giles Blackwood Ltd | Improvements in rotary forging |
| JPH06285576A (ja) * | 1993-04-02 | 1994-10-11 | Citizen Watch Co Ltd | 揺動鍛造パンチの製造装置及び揺動鍛造パンチの製造方法 |
| JP2000343905A (ja) | 1999-06-02 | 2000-12-12 | Nsk Ltd | 車輪支持用転がり軸受ユニットの組立方法 |
| JP2003083353A (ja) | 2001-07-03 | 2003-03-19 | Nsk Ltd | 車輪支持用転がり軸受ユニットの製造方法及び製造装置 |
| JP4852922B2 (ja) * | 2005-07-26 | 2012-01-11 | 株式会社ジェイテクト | ラック軸の製造方法 |
| CN2898424Y (zh) * | 2006-05-12 | 2007-05-09 | 朱申明 | 振动筛轴承外圈胀套式固定结构 |
| JP5261023B2 (ja) * | 2008-05-13 | 2013-08-14 | Ntn株式会社 | 車輪用軸受装置の加工方法 |
| JP2012045612A (ja) * | 2010-08-30 | 2012-03-08 | Jtekt Corp | 車両用ハブユニットの製造方法 |
| JP2012183562A (ja) * | 2011-03-07 | 2012-09-27 | Jtekt Corp | 車輪用転がり軸受装置の軸部材の製造方法 |
| JP2012197932A (ja) * | 2011-03-07 | 2012-10-18 | Jtekt Corp | 車輪用転がり軸受装置の製造方法 |
| JP5716917B2 (ja) | 2011-10-24 | 2015-05-13 | トヨタ自動車株式会社 | 揺動鍛造装置及び揺動鍛造方法 |
| US8590657B2 (en) | 2011-12-09 | 2013-11-26 | GM Global Technology Operations LLC | Vehicle wheel assembly having a self-retaining bearing |
| US9103375B2 (en) * | 2012-12-14 | 2015-08-11 | Aktiebolaget Skf | Cartridge bearing assembly |
| JP6026374B2 (ja) * | 2013-09-02 | 2016-11-16 | 住友重機械工業株式会社 | 鍛造用スイングプレス |
| JP6237100B2 (ja) * | 2013-10-17 | 2017-11-29 | 日本精工株式会社 | 車輪支持用転がり軸受ユニットの製造方法 |
| CN203944773U (zh) * | 2014-06-23 | 2014-11-19 | 徐州达一锻压设备有限公司 | 摆动碾压机的球面摆头装置 |
| JP6379798B2 (ja) * | 2014-07-25 | 2018-08-29 | 日本精工株式会社 | 転がり軸受ユニットの製造方法及び車両の製造方法 |
| JP6464625B2 (ja) | 2014-09-15 | 2019-02-06 | 株式会社ジェイテクト | ハブユニット製造装置 |
| JP6197831B2 (ja) | 2015-06-05 | 2017-09-20 | 日本精工株式会社 | 車輪支持用転がり軸受ユニットの製造方法及び自動車の製造方法 |
| JP6222177B2 (ja) * | 2015-07-13 | 2017-11-01 | 日本精工株式会社 | 転がり軸受ユニットの製造方法、車両の製造方法 |
| JP6160715B2 (ja) * | 2016-01-07 | 2017-07-12 | 日本精工株式会社 | 車輪支持用転がり軸受ユニット |
-
2018
- 2018-02-28 CN CN201880012186.9A patent/CN110290885B/zh active Active
- 2018-02-28 US US16/490,305 patent/US11103917B2/en active Active
- 2018-02-28 JP JP2019503057A patent/JP6566167B2/ja active Active
- 2018-02-28 EP EP18761668.5A patent/EP3590624B1/en active Active
- 2018-02-28 KR KR1020197021474A patent/KR102522747B1/ko active IP Right Grant
- 2018-02-28 WO PCT/JP2018/007486 patent/WO2018159670A1/ja unknown
-
2019
- 2019-07-05 JP JP2019125653A patent/JP6835154B2/ja active Active
-
2020
- 2020-11-09 JP JP2020186660A patent/JP7243703B2/ja active Active
-
2021
- 2021-06-15 US US17/347,718 patent/US11904383B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019214075A (ja) * | 2018-02-13 | 2019-12-19 | 日本精工株式会社 | 揺動鍛造装置の動的荷重測定方法、動的荷重測定装置、揺動鍛造装置の校正方法、ハブユニット軸受の製造方法、車両の製造方法 |
| JP7188305B2 (ja) | 2018-02-13 | 2022-12-13 | 日本精工株式会社 | 揺動鍛造装置の荷重測定方法、荷重測定装置、揺動鍛造装置の校正方法、ハブユニット軸受の製造方法、車両の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102522747B1 (ko) | 2023-04-17 |
| JPWO2018159670A1 (ja) | 2019-06-27 |
| US20200009642A1 (en) | 2020-01-09 |
| CN110290885B (zh) | 2023-09-19 |
| US20210308744A1 (en) | 2021-10-07 |
| EP3590624B1 (en) | 2023-06-28 |
| EP3590624A1 (en) | 2020-01-08 |
| JP6835154B2 (ja) | 2021-02-24 |
| JP2021013960A (ja) | 2021-02-12 |
| US11103917B2 (en) | 2021-08-31 |
| US11904383B2 (en) | 2024-02-20 |
| EP3590624A4 (en) | 2020-07-29 |
| WO2018159670A1 (ja) | 2018-09-07 |
| CN110290885A (zh) | 2019-09-27 |
| JP2019181571A (ja) | 2019-10-24 |
| KR20190122654A (ko) | 2019-10-30 |
| JP7243703B2 (ja) | 2023-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6566167B2 (ja) | 揺動鍛造装置、揺動鍛造方法、該揺動鍛造方法を用いたハブユニット軸受の製造方法および車両の製造方法 | |
| JP2019181571A5 (ja) | ||
| JP6624354B1 (ja) | 揺動加工装置、ハブユニット軸受の製造方法および自動車の製造方法 | |
| CN111971133B (zh) | 摆动锻造装置的动态载荷测定及校正方法、动态载荷测定装置、轮毂单元轴承和车辆的制造方法 | |
| JP2019211084A (ja) | ハブユニット軸受およびその製造方法、並びに、自動車およびその製造方法 | |
| US11745249B2 (en) | Rotary caulking device, method of manufacturing hub unit bearing and method of manufacturing vehicle | |
| JP6515774B2 (ja) | 車輪支持用複列円すいころ軸受ユニット | |
| JP6222197B2 (ja) | 転がり軸受ユニットの製造方法及び製造装置、車両の製造方法 | |
| KR20190007490A (ko) | 차륜 지지용 베어링 유닛의 제조 방법 및 제조 장치, 그리고 차량의 제조 방법 | |
| US20230296136A1 (en) | Staking apparatus and staking method for bearing unit, manufacturing method and manufacturing apparatus of hub unit bearing, and manufacturing method of vehicle | |
| EP3928887A1 (en) | Method for manufacturing swaging assembly, method for manufacturing hub unit bearing, swaging assembly, and method for manufacturing vehicle | |
| JP2024063471A (ja) | 車輪用軸受装置の製造方法及び製造装置 | |
| JP4186959B2 (ja) | 車輪支持用転がり軸受ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190124 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190124 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6566167 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |