JP2012197932A - 車輪用転がり軸受装置の製造方法 - Google Patents
車輪用転がり軸受装置の製造方法 Download PDFInfo
- Publication number
- JP2012197932A JP2012197932A JP2012019691A JP2012019691A JP2012197932A JP 2012197932 A JP2012197932 A JP 2012197932A JP 2012019691 A JP2012019691 A JP 2012019691A JP 2012019691 A JP2012019691 A JP 2012019691A JP 2012197932 A JP2012197932 A JP 2012197932A
- Authority
- JP
- Japan
- Prior art keywords
- caulking
- bearing device
- rolling bearing
- shaft portion
- inner ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/40—Making machine elements wheels; discs hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
- B21J9/025—Special design or construction with rolling or wobbling dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/186—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with three raceways provided integrally on parts other than race rings, e.g. third generation hubs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Abstract
【解決手段】車輪用転がり軸受装置の軸部材1の軸端部15から、外輪45と転動体50を嵌め込み、さらに内輪42と転動体51を嵌め込み、そして軸端部15をかしめ加工してかしめ部17を形成して内輪42を固定する。このとき、かしめ加工する軸端部15は中実の円柱形状であり、軸端部15にかしめ治具Pを押し当て、かしめ治具Pを軸部10の一端側の方向に押し当てながら揺動運動させて、中実の円柱形状である軸部における被かしめ面15Mを押し広げてかしめる。
【選択図】図5
Description
特許文献1に開示された、図10(A)に示す従来の車輪用転がり軸受装置101の製造方法では、冷間鍛造にて車輪用転がり軸受装置の軸部材106(嵌合軸部109、フランジ部107、軸部105を有する)を一体に形成し、軸部105の一方端には、内輪142をかしめ部117にて固定するための中空の円筒部115(点線にて示す)が形成されている。そして内輪142を円筒部115に嵌め込んだ後、円筒部115を径方向外側にかしめてかしめ部117を形成し、内輪142を固定している。
また、特許文献2に開示された、図10(B)に示す従来の車輪用転がり軸受装置201では、車輪用転がり軸受装置の軸部材206の一方端に、内輪242をかしめ部217にて固定するための中空の円筒部215(点線にて示す)を旋削加工して形成している。そして内輪242を円筒部215に嵌め込んだ後、円筒部215を径方向外側にかしめてかしめ部217を形成し、内輪242を固定している。
また、特許文献2に記載された従来技術では、内輪242を嵌め込む円筒部215を旋削加工にて形成しており、旋削の設備、時間、費用がかさむ。また、場合によっては円筒部の内径仕上げ加工が必要となり、更に設備、時間、費用がかさむ可能性がある。
また、特許文献1におけるかしめ部117(図10(A)参照)、及び特許文献2におけるかしめ部217(図10(B)参照)は、どちらも円筒部をかしめているので中央部が空洞状であり、かしめ部の剛性が低い。
本発明は、中実の円柱形状を有する軸部と、前記軸部の一端側に前記軸部と同軸上に形成される嵌合軸部と、前記軸部と前記嵌合軸部との間に位置して外径方向に延出されるフランジ部と、を有する車輪用転がり軸受装置の軸部材を備えた車輪用転がり軸受装置の製造方法であって、前記軸部に、内周面に第1外輪軌道面と第2外輪軌道面が形成された外輪を嵌め込むとともに第1内輪軌道面と前記第1外輪軌道面との間に複数の第1転動体を組み付け、前記軸部に、外周面に第2内輪軌道面が形成された内輪を嵌め込むとともに前記第2内輪軌道面と前記第2外輪軌道面との間に複数の第2転動体を組み付け、前記内輪から他端側に突出している中実の円柱形状である前記軸部の端面である被かしめ面にかしめ治具を押し当て、当該かしめ治具を前記軸部の一端側の方向に押し当てながら揺動運動させて前記被かしめ面を押し広げてかしめる。
また、かしめ前の形状を円筒部に切削加工する必要がないので、より効率良く車輪用転がり軸受装置を製造することが可能である。
また、中実の円柱形状をかしめて拡径しており、かしめ部の中央部が空洞状態とならないので、かしめ部の剛性をより向上させることができる。
次に図1を用いて車輪用転がり軸受装置の全体構造について説明する。
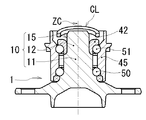
図1に示すように、車輪用転がり軸受装置A(いわゆる車輪用ハブユニット)は、軸部材1と、外輪45と、内輪42と、第1転動体50と、第2転動体51等にて構成されている。
そして軸部材1(いわゆるハブホイール)は、軸部10と、嵌合軸部30と、フランジ基部20と、フランジ部21とを一体に有している。
なお、車輪用転がり軸受装置Aが車両に取り付けられた場合、軸部10は車両内側に位置しており、嵌合軸部30は車両外側に位置しており、図1においては紙面の左方向が車両内側を示し、紙面の右方向が車両外側を示している。
フランジ基部20は、上記の軸部10と後述する嵌合軸部30との間に位置しており、このフランジ基部20の外周面に外径方向に放射状に延出された複数のフランジ部21(図2(A)参照)が形成されている。また複数のフランジ部21には、車輪を締め付けるハブボルト27が圧入によって配置されるボルト孔24が貫設されている。
なお、以降の本実施の形態では、複数のフランジ部21が外径方向に放射状に延出された図2(A)に示す形状のフランジ部21を有する車輪用転がり軸受装置の軸部材を例にして説明するが、フランジ部21の数は4個に限定されるものではない。また図2(B)に示すように、フランジ部21が外径方向に円板状に延出されていてもよい。
嵌合軸部30は、軸部10の一端側(小径軸部12と反対の側)に、軸部10と同軸上に、連続する略円筒形状に成形されており、車輪(図示省略)の中心孔が嵌め込まれる。
また嵌合軸部30には、フランジ部21側にブレーキロータ用嵌合部31が形成され、先端側にブレーキロータ用嵌合部31よりも若干小径の車輪用嵌合部32が形成されている。
またフランジ部21における嵌合軸部30の側の面であるロータ支持面22には、図1に示すようにブレーキロータ55の中心孔の周囲の面が当接する。
また図3に示すように、車輪用転がり軸受装置の軸部材1は、回転軸方向に沿って、嵌合軸部30、中間軸部23、軸部10、が同軸状に形成されている。なお中間軸部23にはフランジ基部20とフランジ部21が含まれている。
また嵌合軸部30の内径側には、凹状の鍛造凹部35が形成されている。
また、第1内輪軌道面18に隣接してフランジ部21に近い側における外周面の一部には、円周方向に連続する後述のシール面19(隣接外周面)が形成されている。
また小径軸部12の外周面には、円周方向に連続するように形成された第2内輪軌道面44を外周面に有する内輪42が嵌め込まれる。なお内輪42は、内輪突き当て面12aに突き当たるまで嵌め込まれている。
そして、小径軸部12における内輪42からの突出部(図1中の軸端部15)は径方向外側にかしめられて、かしめ部17が形成され、かしめ部17と内輪突き当て面12aにて内輪42が固定されている。
外輪45の内周面には、軸部材1に形成されている第1内輪軌道面18に対向する第1外輪軌道面46と、内輪42に形成されている第2内輪軌道面44に対向する第2外輪軌道面47と、が形成されている。なお、各内輪軌道面、各外輪軌道面は、それぞれの面において円周方向に連続するように形成されている。
そして第1内輪軌道面18と第1外輪軌道面46との間には、複数の第1転動体50が保持器52によって保持されて転動可能に配置されている。また、第2内輪軌道面44と第2外輪軌道面47との間には、複数の第2転動体51が保持器53によって保持されて転動可能に配置されている。
なお、複数の第1転動体50、及び複数の第2転動体51には、小径軸部12の端部をかしめてかしめ部17を形成した際のかしめ力に基づいて、軸方向の予圧が付与されてアンギュラ玉軸受を構成している。
また外輪45における第1外輪軌道面46に隣接する開口部の内周面には、シール部材56が圧入されて組み付けられている。そして、当該シール部材56のリップ58の先端が、シール面19(隣接外周面に相当)に摺接(接触)して外輪45と車輪用転がり軸受装置の軸部材1との隙間をシールしている。
なお、シール面19は、第1内輪軌道面18に隣接してフランジ部21(フランジ基部20)に近い側における外周面の一部に、円周方向に連続するように形成されている。
次に図2〜図5を用いて、車輪用転がり軸受装置の軸部材1の構造と当該車輪用転がり軸受装置の軸部材1を用いた車輪用転がり軸受装置Aの製造方法について説明する。
図4(A)〜(H)は軸状素材60から各工程を経て車輪用転がり軸受装置の軸部材1を成形する様子を示しており、図2、図3は、成形した車輪用転がり軸受装置の軸部材1の形状を示している。そして図5は、車輪用転がり軸受装置の軸部材1に外輪45や内輪42等を組み付けて車輪用転がり軸受装置Aを組み付ける工程を示している。
まず、図4を用いて、車輪用転がり軸受装置の軸部材1を製造する方法について説明する。
本実施の形態にて説明する車輪用転がり軸受装置の軸部材1は、焼鈍処理工程、被膜処理工程、冷間鍛造工程、旋削工程、熱処理工程、研磨工程、を経て製造される。
まず、焼鈍処理工程に先立って、S45C、S50C、S55C等の炭素量0.5%前後の略円柱形状の構造用炭素鋼を所定長さに切断して軸状素材60を形成する(図4(A)参照)。
焼鈍処理工程は、軸状素材60を変態点温度以上の温度(好ましくは、変態点温度よりも20℃〜70℃程度高い温度)で加熱する工程である。
軸状素材60中の炭素成分は、焼鈍処理工程によって球状化され、軸状素材60は球状化焼鈍されて焼鈍済軸状素材61が形成される(図4(B)参照)。この焼鈍済軸状素材61は、軸状素材60よりも延性が向上されている。
被膜処理工程は、焼鈍済軸状素材61の表面に潤滑剤を被膜処理して潤滑剤被膜36を有する被膜処理済軸状素材62を形成する工程である(図4(C)参照)。
例えば、焼鈍済軸状素材61は、表面に潤滑剤としてのリン酸塩が塗布されて潤滑剤被膜(リン酸塩被膜)36を有する被膜処理済軸状素材62が形成される。
被膜処理済軸状素材62は、その表面の潤滑剤被膜36によって、冷間鍛造の成形型と素材(材料)との間に生じる摩擦力が低減されている。
このように、前記した焼鈍処理工程及び被膜処理工程を経た被膜処理済軸状素材62は、延性が向上されているとともに金型との摩擦も低減されているので、冷間鍛造性に優れた素材となる。
続く冷間鍛造工程は、1次冷間鍛造工程と2次冷間鍛造工程にて構成されている。
1次冷間鍛造工程は、冷間鍛造の前方押出し加工の鍛造型装置(図示省略)を用いて、被膜処理済軸状素材62を前方押出し加工する工程である。そして被膜処理済軸状素材62は、当該前方押出し加工にて、軸部10(大径軸部11、小径軸部12、軸端部15を含む)と、中間軸部(フランジ基部20と嵌合軸部30の一部)23と、嵌合軸部30の外径が形成される。この1次冷間鍛造工程にて、冷間鍛造の前方押出し加工による1次冷間鍛造品63が成形される(図4(D)参照)。
旋削工程は、2次冷間鍛造品64の一部、例えば、フランジ部21の一側面のロータ支持面22と、嵌合軸部30の端面33とを旋削し、フランジ部21にボルト孔24を孔開け加工して旋削済鍛造品66を形成する工程である(図4(G)参照)。
この旋削工程において、2次冷間鍛造品64の少なくとも嵌合軸部30の車輪用嵌合部32(図3参照)の潤滑剤被膜36は、旋削されることなく残される。
また本実施の形態では、図3に示すように、フランジ部21のロータ支持面22の反対側の面と、第1内輪軌道面18の肩部に隣接して形成されたシール面19(隣接外周面に相当)と、鍛造凹部35の表面と、軸部10の小径軸部12の先端の軸端部15の端面においても潤滑剤被膜36は、旋削されることなく残される。そして、潤滑剤被膜36を残した分だけ旋削加工範囲が小さくなり、旋削加工が容易に、且つ短時間となる。
なお、従来では、旋削工程にて、内輪42をかしめる軸端部15をドリル等にて下穴加工して穴を開け、旋盤にて内径仕上げ加工して筒形状に形成していたが、本実施の形態にて説明する車輪用転がり軸受装置Aでは、軸端部15は中実の円柱形状のままでよい。これにより、従来と比較して設備、時間、費用をより低減することができる。
また、小径軸部12の先端の軸端部15の端面においても潤滑剤被膜36は旋削されることなく残されているので、後述するかしめ工程においても、かしめ治具との摩擦力が低減され、より容易にかしめ加工を行うことができる。
熱処理工程(焼入れ焼き戻し工程)は、旋削済鍛造品66の軸部10の第1内輪軌道面18を高周波焼入れした後、焼き戻しして熱処理済鍛造品67を形成する工程である(図4(H)参照)。この場合、シール面19、小径軸部12の外周面、内輪突き当て面12aには、あえて高周波焼入れを行わない(図3参照)。これにより、熱処理工程の時間を短縮化することができる。なお、図3に示すように、第1内輪軌道面18の周囲には焼入れ焼き戻しによる硬化層Sが形成される。
本実施の形態では、比較的炭素量が多く高硬度の構造用炭素鋼を用いているので、シール面19の周囲である軸部10とフランジ部21(フランジ基部20)との境界部に高周波焼入れを行わなくても、必要な強度を確保することができる。また図1に示すように、内輪42は、小径軸部12の軸端部15をかしめたかしめ部17と内輪突き当て面12aにて固定されている。従って内輪突き当て面12aの面積は、内輪42を固定可能な強度を有するように設定されている(面積が大きいほうが強度が高い)。
研磨工程は、熱処理済鍛造品67の第1内輪軌道面18を研磨加工して車輪用転がり軸受装置の軸部材1を形成する工程である(図3参照)。
以降に説明する製造方法では、車輪用転がり軸受装置Aは、外輪組み付け工程、内輪組み付け工程、かしめ工程、を経て製造される。
外輪組み付け工程は、上記の研磨工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15(小径軸部12の端部)から、複数の第1転動体50(保持器52を含む)とシール部材56とを備えた外輪45を嵌め込む工程である。外輪45を嵌め込むと、第1転動体50は、大径軸部11の外周面に形成されている第1内輪軌道面18と、外輪45の内周面に形成されている第1外輪軌道面46と、の間に転動可能に保持される。
内輪組み付け工程は、上記の外輪組み付け工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15から、複数の第2転動体51(保持器53を含む)を備えた内輪42を、内輪突き当て面12aに突き当たる位置まで嵌め込む工程である。内輪42を嵌め込むと、第2転動体51は、内輪42の外周面に形成されている第2内輪軌道面44と、外輪45の内周面に形成されている第2外輪軌道面47と、の間に転動可能に保持される。
かしめ工程は、上記の内輪組み付け工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15に、かしめ部17を形成する工程である。かしめ治具Pは、軸部10の回転軸方向に沿って押し当てられ、揺動運動することで軸端部15を塑性変形させて径方向外側に拡径する。その後、かしめ治具Pは、揺動が止められて加圧力が所定時間保持され、かしめ部17を形成する。これにより、かしめ部17における端面(軸部10の回転軸と直交する面)は平面状となる。
なお、かしめ治具Pの形状については後述する。
また、前述した旋削工程において、小径軸部12の先端の軸端部15の端面に、潤滑剤被膜36を旋削することなく残しているので、かしめ治具Pとの摩擦力が低減され、より容易にかしめ加工を行うことができる。
なお、かしめを実施する際の加圧力[N]は、内輪42と内輪突き当て面12aの座屈(変形)を防止するために、下記の関係式を満たすように設定することが好ましい。
加圧力[N]≦内輪突き当て面の面積[mm2]*500[N/mm2] (式1)
また図3に示すように、かしめ前における内輪42からの軸端部15(小径軸部12)の突出長さL1は、予め設定された長さである。
そして、かしめ前における内輪42からの軸端部15の突出長さL1に対する、かしめ後における内輪42からの軸端部15の突出長さL2の比(L2/L1)が、例えば35%〜65%となるようにかしめ加工することで、車輪用転がり軸受装置Aが完成する。
なお、かしめ部17の端面は平面状であり、かしめ前は中実の円柱形状であるので、かしめ後のかしめ部17の外径、かしめ後のかしめ部17の突出長さL2、小径軸部12の径(内輪42の内径)から、かしめ前の突出長さL1を算出することが可能である(かしめ前の突出分の体積=かしめ後の突出分の体積)。従って、かしめ後の車輪用転がり軸受装置Aから、比(L2/L1)を求めることが可能である。
素材の硬度を低下させて冷間圧延性を向上させるために、0.50〜0.85[%]の炭素含有率の炭素鋼を用い、球状化焼鈍処理([1.焼鈍処理工程])を実施する。また、軸受の軌道輪として使用するために0.50〜0.85[%]の炭素含有率は必要である。この球状化焼鈍処理を行ったことで、素材の延性が向上し、冷間鍛造([3.冷間鍛造工程])が可能となる。そして、冷間鍛造が可能となる程、延性が向上されているので、当該かしめ工程が容易となっている。
この球状化焼鈍工程、冷間鍛造工程、かしめ工程、の3つを組み合せることで、以下に説明するように、車輪用転がり軸受装置を、容易に且つ効率良く製造することが可能となり、コストダウンを図ることができる。
これにより、軸端部15(小径軸部12)を中空の円筒形状に形成することなく、中実の円柱形状に形成しても、容易にかしめ加工を行うことができるので、軸端部15を中空の円筒形状にするための金型や研削加工等が不要となる。従って、車輪用転がり軸受装置を、容易に且つ効率良く製造することが可能となり、コストダウンを図ることができる。
また、かしめ前における内輪42からの軸端部15の突出長さL1に対する、かしめ後における内輪42からの軸端部15の突出長さL2の比(L2/L1)が、例えば35%〜65%となるようにかしめ加工する。これにより、軸端部の割れを適切に防止するとともに、内輪42を適切な加圧力(内輪突き当て面12aに押し付ける加圧力)で固定することができる(35%よりも小さいと割れが発生し易く、65%よりも大きいと加圧力が不足する)。
更に、中実の円柱形状をかしめて拡径しており、かしめ部の中央部が空洞状態とならないので、かしめ部の剛性をより向上させることができる。
次に図6(A)〜(D)を用いて、かしめ工程における第1の実施の形態について説明する。
第1の実施の形態は、かしめ治具Pのかしめ面である治具かしめ面PMの形状に特徴があり、治具かしめ面PMの形状は鈍角の頂角を有する円錐形状である。
図6(A)は、かしめ治具Pの回転軸ZPに沿ったかしめ治具Pの断面図である。本実施の形態では、回転軸ZPに直交する面と、治具かしめ面PMとの成す角である傾斜角αを約5°に設定している(この場合、治具かしめ面PMの頂角は約170°となる)。
なお、傾斜角αをかしめ装置の揺動角度に応じて、例えば5〜10[°]程度の範囲で設定してもよい。
なお、かしめ治具Pは、頂角の角度に応じた角度に傾斜させている。本実施の形態では、かしめ後の被かしめ面15Mが平面(平坦)となるように(図6(D)参照)、軸部材1の回転軸ZCに対するかしめ治具Pの回転軸ZPの傾斜角θαを、傾斜角αと同じ約5°に設定している。この場合、回転軸ZCに直交する面で被かしめ面15Mを押し広げているが、傾斜角θαと傾斜角αとを同じ角度に限定するものではない。
また発明者は、かしめ前の軸端部15の外径をφa、かしめ後の被かしめ面15Mの外径をφb、とすると、φb=φa+約11[mm]が適切であることを実験的に確認した。
次に図7(A)〜(D)を用いて、かしめ工程における第2の実施の形態について説明する。
第2の実施の形態は、第1の実施の形態に対して、かしめ治具Pにおける治具かしめ面PMの形状が異なり、治具かしめ面PMの縁部に、反対方向に反り返った縁部傾斜面PM2が形成されている点が異なる。以下、この相違点について主に説明する。
図7(A)は、かしめ治具Pの回転軸ZPに沿ったかしめ治具Pの断面図である。治具かしめ面PMは、鈍角の頂角を有する円錐形状であるとともに、当該円錐形状における外周の縁部が円錐面に対して頂角の側に反り返った縁部傾斜面PM2を有している。なお縁部傾斜面PM2は円周方向に連続して形成されている。
また、本実施の形態では、回転軸ZPに直交する面と、治具かしめ面PMとの成す角である傾斜角αを約5°に設定している(この場合、治具かしめ面PMの頂角は約170°となる)。そして頂角の周囲の円錐面と縁部傾斜面PM2との成す反転角βを約30°に設定している。
なお、傾斜角αをかしめ装置の揺動角度に応じて、例えば5〜10[°]程度の範囲で設定してもよい。
また、縁部傾斜面PM2の反転角βを例えば5〜45[°]の範囲で設定してもよい。
また、第2の実施の形態では、図7(D)に示すように、かしめ部17の縁部が、縁部傾斜面PM2にて被かしめ面中心15Cの近傍よりも強い力で軸部のフランジ部の側に押し付けられる。そして、被かしめ面15Mの縁部は、縁部傾斜面PM2の反転角βに応じた傾斜角β1にて傾斜した形状に形成されるとともに、より強固に内輪42を固定することができる。
次に図8(A)〜(E)を用いて、かしめ工程における第3の実施の形態について説明する。
第3の実施の形態は、図8(A)及び(B)に示すように、被かしめ面15Mの縁部を面取り形状にしておくことで、かしめ後のかしめ部17における円周面であるかしめ部円周面17Mが、車輪用転がり軸受装置の軸部材1の回転軸ZCに対して平行となるようにして(図8(C)参照)、かしめ時の割れ等を防止するものである。
なお、図8(C)では、説明のためにかしめ部円周面17Maを実際より大きく傾斜させて記載している。
この場合、オーバーハングしている部分は、内輪42の固定にはあまり寄与していないとともに、より大径に押し広げられていることで割れが発生する可能性がある。
そこで、被かしめ面15Mの縁部を面取り形状にしておくことで、かしめ後にオーバーハング部分が形成されないようにして、かしめ後のかしめ部円周面17Mが、車輪用転がり軸受装置の軸部材1の回転軸ZCに対して平行となるようにする。また、かしめの初期において被かしめ面15Mの面積が小さいので、かしめ開始時においてかしめやすい。
なお、図8(D)及び(E)に示すように、軸端部15の縁部の面取り形状を、凸状の曲面となるように形成してもよい。この場合も上記と同様な効果(かしめ後のオーバーハング部分が形成されず、割れ等を防止できる)が得られる。この場合、円弧半径は、例えば1[mm]〜10[mm]程度で適切な寸法を選定すれば良い。
次に図9を用いて、かしめ工程における第4の実施の形態について説明する。
第4の実施の形態は、被かしめ面15Mを含む軸端部15を、かしめ直前において適切な温度に加熱して塑性変形しやすくすることで、かしめ時の割れ等を防止するとともに、かしめ時間を短縮できるようにするものである。
これにより、軸端部15が軟化し、割れにくく、より短時間にかしめることができる。また、かしめ時の荷重を低減することも可能であり、この場合、より割れにくくすることができるとともに、かしめ治具Pの寿命をより長くすることができる。
また本実施の形態にて説明した車輪用転がり軸受装置の製造方法は、大径軸部11と小径軸部12と内輪突き当て面12aが形成された軸部10の例を用いて説明した。しかし、本実施の形態にて説明した車輪用転がり軸受装置の製造方法は、大径軸部11と小径軸部12と内輪突き当て面12aを有していない軸部を備えた車輪用転がり軸受装置の製造方法にも適用することが可能である。
なお本実施の形態の説明では、フランジ部21の側の外周面に第1内輪軌道面18が形成された軸部10の例を説明している。しかし、第1内輪軌道面18は、軸部10の外周面に形成されていることに限定されず、第1内輪軌道面18が形成された内輪を軸部10に嵌め込む構成としても良い。この場合、第1内輪軌道面18は、軸部10におけるフランジ部21の側に、第1内輪軌道面18が配置される。
また、本実施の形態の説明に用いた数値は一例であり、この数値に限定されるものではない。
また、以上(≧)、以下(≦)、より大きい(>)、未満(<)等は、等号を含んでも含まなくてもよい。
10 軸部
11 大径軸部
12 小径軸部
12a 内輪突き当て面
15 軸端部
15C 被かしめ面中心
15M 被かしめ面
17 かしめ部
18 第1内輪軌道面
19 シール面(隣接外周面)
20 フランジ基部
21 フランジ部
30 嵌合軸部
36 潤滑剤被膜
42 内輪
44 第2内輪軌道面
45 外輪
46 第1外輪軌道面
47 第2外輪軌道面
50 第1転動体
51 第2転動体
A 車輪用転がり軸受装置
L1、L2 突出長さ
P かしめ治具
PC 治具かしめ面頂点
PM 治具かしめ面
PM2 縁部傾斜面
特許文献1に開示された、図10(A)に示す従来の車輪用転がり軸受装置101の製造方法では、冷間鍛造にて車輪用転がり軸受装置の軸部材106(嵌合軸部109、フランジ部107、軸部105を有する)を一体に形成し、軸部105の一方端には、内輪142をかしめ部117にて固定するための中空の円筒部115(点線にて示す)が形成されている。そして内輪142を円筒部115に嵌め込んだ後、円筒部115を径方向外側にかしめてかしめ部117を形成し、内輪142を固定している。
また、特許文献2に開示された、図10(B)に示す従来の車輪用転がり軸受装置201では、車輪用転がり軸受装置の軸部材206の一方端に、内輪242をかしめ部217にて固定するための中空の円筒部215(点線にて示す)を旋削加工して形成している。そして内輪242を円筒部215に嵌め込んだ後、円筒部215を径方向外側にかしめてかしめ部217を形成し、内輪242を固定している。
また、特許文献2に記載された従来技術では、内輪242を嵌め込む円筒部215を旋削加工にて形成しており、旋削の設備、時間、費用がかさむ。また、場合によっては円筒部の内径仕上げ加工が必要となり、更に設備、時間、費用がかさむ可能性がある。
また、特許文献1におけるかしめ部117(図10(A)参照)、及び特許文献2におけるかしめ部217(図10(B)参照)は、どちらも円筒部をかしめているので中央部が空洞状であり、かしめ部の剛性が低い。
本発明は、中実の円柱形状を有する軸部と、前記軸部の一端側に前記軸部と同軸上に形成される嵌合軸部と、前記軸部と前記嵌合軸部との間に位置して外径方向に延出されるフランジ部と、を有する車輪用転がり軸受装置の軸部材を備えた車輪用転がり軸受装置の製造方法であって、前記軸部に、内周面に第1外輪軌道面と第2外輪軌道面が形成された外輪を嵌め込むとともに第1内輪軌道面と前記第1外輪軌道面との間に複数の第1転動体を組み付け、前記軸部に、外周面に第2内輪軌道面が形成された内輪を嵌め込むとともに前記第2内輪軌道面と前記第2外輪軌道面との間に複数の第2転動体を組み付け、前記内輪から他端側に突出している中実の円柱形状である前記軸部の端面である被かしめ面にかしめ治具を押し当て、当該かしめ治具を前記軸部の一端側の方向に押し当てながら揺動運動させて前記被かしめ面を押し広げてかしめる。
また、かしめ前の形状を円筒部に切削加工する必要がないので、より効率良く車輪用転がり軸受装置を製造することが可能である。
また、中実の円柱形状をかしめて拡径しており、かしめ部の中央部が空洞状態とならないので、かしめ部の剛性をより向上させることができる。
次に図1を用いて車輪用転がり軸受装置の全体構造について説明する。
図1に示すように、車輪用転がり軸受装置A(いわゆる車輪用ハブユニット)は、軸部材1と、外輪45と、内輪42と、第1転動体50と、第2転動体51等にて構成されている。
そして軸部材1(いわゆるハブホイール)は、軸部10と、嵌合軸部30と、フランジ基部20と、フランジ部21とを一体に有している。
なお、車輪用転がり軸受装置Aが車両に取り付けられた場合、軸部10は車両内側に位置しており、嵌合軸部30は車両外側に位置しており、図1においては紙面の左方向が車両内側を示し、紙面の右方向が車両外側を示している。
フランジ基部20は、上記の軸部10と後述する嵌合軸部30との間に位置しており、このフランジ基部20の外周面に外径方向に放射状に延出された複数のフランジ部21(図2(A)参照)が形成されている。また複数のフランジ部21には、車輪を締め付けるハブボルト27が圧入によって配置されるボルト孔24が貫設されている。
なお、以降の本実施の形態では、複数のフランジ部21が外径方向に放射状に延出された図2(A)に示す形状のフランジ部21を有する車輪用転がり軸受装置の軸部材を例にして説明するが、フランジ部21の数は4個に限定されるものではない。また図2(B)に示すように、フランジ部21が外径方向に円板状に延出されていてもよい。
嵌合軸部30は、軸部10の一端側(小径軸部12と反対の側)に、軸部10と同軸上に、連続する略円筒形状に成形されており、車輪(図示省略)の中心孔が嵌め込まれる。
また嵌合軸部30には、フランジ部21側にブレーキロータ用嵌合部31が形成され、先端側にブレーキロータ用嵌合部31よりも若干小径の車輪用嵌合部32が形成されている。
またフランジ部21における嵌合軸部30の側の面であるロータ支持面22には、図1に示すようにブレーキロータ55の中心孔の周囲の面が当接する。
また図3に示すように、車輪用転がり軸受装置の軸部材1は、回転軸方向に沿って、嵌合軸部30、中間軸部23、軸部10、が同軸状に形成されている。なお中間軸部23にはフランジ基部20とフランジ部21が含まれている。
また嵌合軸部30の内径側には、凹状の鍛造凹部35が形成されている。
また、第1内輪軌道面18に隣接してフランジ部21に近い側における外周面の一部には、円周方向に連続する後述のシール面19(隣接外周面)が形成されている。
また小径軸部12の外周面には、円周方向に連続するように形成された第2内輪軌道面44を外周面に有する内輪42が嵌め込まれる。なお内輪42は、内輪突き当て面12aに突き当たるまで嵌め込まれている。
そして、小径軸部12における内輪42からの突出部(図1中の軸端部15)は径方向外側にかしめられて、かしめ部17が形成され、かしめ部17と内輪突き当て面12aにて内輪42が固定されている。
外輪45の内周面には、軸部材1に形成されている第1内輪軌道面18に対向する第1外輪軌道面46と、内輪42に形成されている第2内輪軌道面44に対向する第2外輪軌道面47と、が形成されている。なお、各内輪軌道面、各外輪軌道面は、それぞれの面において円周方向に連続するように形成されている。
そして第1内輪軌道面18と第1外輪軌道面46との間には、複数の第1転動体50が保持器52によって保持されて転動可能に配置されている。また、第2内輪軌道面44と第2外輪軌道面47との間には、複数の第2転動体51が保持器53によって保持されて転動可能に配置されている。
なお、複数の第1転動体50、及び複数の第2転動体51には、小径軸部12の端部をかしめてかしめ部17を形成した際のかしめ力に基づいて、軸方向の予圧が付与されてアンギュラ玉軸受を構成している。
また外輪45における第1外輪軌道面46に隣接する開口部の内周面には、シール部材56が圧入されて組み付けられている。そして、当該シール部材56のリップ58の先端が、シール面19(隣接外周面に相当)に摺接(接触)して外輪45と車輪用転がり軸受装置の軸部材1との隙間をシールしている。
なお、シール面19は、第1内輪軌道面18に隣接してフランジ部21(フランジ基部20)に近い側における外周面の一部に、円周方向に連続するように形成されている。
次に図2〜図5を用いて、車輪用転がり軸受装置の軸部材1の構造と当該車輪用転がり軸受装置の軸部材1を用いた車輪用転がり軸受装置Aの製造方法について説明する。
図4(A)〜(E)、(G)、(H)は軸状素材60から各工程を経て車輪用転がり軸受装置の軸部材1を成形する様子を示しており、図2、図3は、成形した車輪用転がり軸受装置の軸部材1の形状を示している。そして図5は、車輪用転がり軸受装置の軸部材1に外輪45や内輪42等を組み付けて車輪用転がり軸受装置Aを組み付ける工程を示している。
まず、図4を用いて、車輪用転がり軸受装置の軸部材1を製造する方法について説明する。
本実施の形態にて説明する車輪用転がり軸受装置の軸部材1は、焼鈍処理工程、被膜処理工程、冷間鍛造工程、旋削工程、熱処理工程、研磨工程、を経て製造される。
まず、焼鈍処理工程に先立って、S45C、S50C、S55C等の炭素量0.5%前後の略円柱形状の構造用炭素鋼を所定長さに切断して軸状素材60を形成する(図4(A)参照)。
焼鈍処理工程は、軸状素材60を変態点温度以上の温度(好ましくは、変態点温度よりも20℃〜70℃程度高い温度)で加熱する工程である。
軸状素材60中の炭素成分は、焼鈍処理工程によって球状化され、軸状素材60は球状化焼鈍されて焼鈍済軸状素材61が形成される(図4(B)参照)。この焼鈍済軸状素材61は、軸状素材60よりも延性が向上されている。
被膜処理工程は、焼鈍済軸状素材61の表面に潤滑剤を被膜処理して潤滑剤被膜36を有する被膜処理済軸状素材62を形成する工程である(図4(C)参照)。
例えば、焼鈍済軸状素材61は、表面に潤滑剤としてのリン酸塩が塗布されて潤滑剤被膜(リン酸塩被膜)36を有する被膜処理済軸状素材62が形成される。
被膜処理済軸状素材62は、その表面の潤滑剤被膜36によって、冷間鍛造の成形型と素材(材料)との間に生じる摩擦力が低減されている。
このように、前記した焼鈍処理工程及び被膜処理工程を経た被膜処理済軸状素材62は、延性が向上されているとともに金型との摩擦も低減されているので、冷間鍛造性に優れた素材となる。
続く冷間鍛造工程は、1次冷間鍛造工程と2次冷間鍛造工程にて構成されている。
1次冷間鍛造工程は、冷間鍛造の前方押出し加工の鍛造型装置(図示省略)を用いて、被膜処理済軸状素材62を前方押出し加工する工程である。そして被膜処理済軸状素材62は、当該前方押出し加工にて、軸部10(大径軸部11、小径軸部12、軸端部15を含む)と、中間軸部(フランジ基部20と嵌合軸部30の一部)23と、嵌合軸部30の外径が形成される。この1次冷間鍛造工程にて、冷間鍛造の前方押出し加工による1次冷間鍛造品63が成形される(図4(D)参照)。
旋削工程は、2次冷間鍛造品64の一部、例えば、フランジ部21の一側面のロータ支持面22と、嵌合軸部30の端面33とを旋削し、フランジ部21にボルト孔24を孔開け加工して旋削済鍛造品66を形成する工程である(図4(G)参照)。
この旋削工程において、2次冷間鍛造品64の少なくとも嵌合軸部30の車輪用嵌合部32(図3参照)の潤滑剤被膜36は、旋削されることなく残される。
また本実施の形態では、図3に示すように、フランジ部21のロータ支持面22の反対側の面と、第1内輪軌道面18の肩部に隣接して形成されたシール面19(隣接外周面に相当)と、鍛造凹部35の表面と、軸部10の小径軸部12の先端の軸端部15の端面においても潤滑剤被膜36は、旋削されることなく残される。そして、潤滑剤被膜36を残した分だけ旋削加工範囲が小さくなり、旋削加工が容易に、且つ短時間となる。
なお、従来では、旋削工程にて、内輪42をかしめる軸端部15をドリル等にて下穴加工して穴を開け、旋盤にて内径仕上げ加工して筒形状に形成していたが、本実施の形態にて説明する車輪用転がり軸受装置Aでは、軸端部15は中実の円柱形状のままでよい。これにより、従来と比較して設備、時間、費用をより低減することができる。
また、小径軸部12の先端の軸端部15の端面においても潤滑剤被膜36は旋削されることなく残されているので、後述するかしめ工程においても、かしめ治具との摩擦力が低減され、より容易にかしめ加工を行うことができる。
熱処理工程(焼入れ焼き戻し工程)は、旋削済鍛造品66の軸部10の第1内輪軌道面18を高周波焼入れした後、焼き戻しして熱処理済鍛造品67を形成する工程である(図4(H)参照)。この場合、シール面19、小径軸部12の外周面、内輪突き当て面12aには、あえて高周波焼入れを行わない(図3参照)。これにより、熱処理工程の時間を短縮化することができる。なお、図3に示すように、第1内輪軌道面18の周囲には焼入れ焼き戻しによる硬化層Sが形成される。
本実施の形態では、比較的炭素量が多く高硬度の構造用炭素鋼を用いているので、シール面19の周囲である軸部10とフランジ部21(フランジ基部20)との境界部に高周波焼入れを行わなくても、必要な強度を確保することができる。また図1に示すように、内輪42は、小径軸部12の軸端部15をかしめたかしめ部17と内輪突き当て面12aにて固定されている。従って内輪突き当て面12aの面積は、内輪42を固定可能な強度を有するように設定されている(面積が大きいほうが強度が高い)。
研磨工程は、熱処理済鍛造品67の第1内輪軌道面18を研磨加工して車輪用転がり軸受装置の軸部材1を形成する工程である(図3参照)。
以降に説明する製造方法では、車輪用転がり軸受装置Aは、外輪組み付け工程、内輪組み付け工程、かしめ工程、を経て製造される。
外輪組み付け工程は、上記の研磨工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15(小径軸部12の端部)から、複数の第1転動体50(保持器52を含む)とシール部材56とを備えた外輪45を嵌め込む工程である。外輪45を嵌め込むと、第1転動体50は、大径軸部11の外周面に形成されている第1内輪軌道面18と、外輪45の内周面に形成されている第1外輪軌道面46と、の間に転動可能に保持される。
内輪組み付け工程は、上記の外輪組み付け工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15から、複数の第2転動体51(保持器53を含む)を備えた内輪42を、内輪突き当て面12aに突き当たる位置まで嵌め込む工程である。内輪42を嵌め込むと、第2転動体51は、内輪42の外周面に形成されている第2内輪軌道面44と、外輪45の内周面に形成されている第2外輪軌道面47と、の間に転動可能に保持される。
かしめ工程は、上記の内輪組み付け工程を終えた車輪用転がり軸受装置の軸部材1の軸端部15に、かしめ部17を形成する工程である。かしめ治具Pは、軸部10の回転軸方向に沿って押し当てられ、揺動運動することで軸端部15を塑性変形させて径方向外側に拡径する。その後、かしめ治具Pは、揺動が止められて加圧力が所定時間保持され、かしめ部17を形成する。これにより、かしめ部17における端面(軸部10の回転軸と直交する面)は平面状となる。
なお、かしめ治具Pの形状については後述する。
また、前述した旋削工程において、小径軸部12の先端の軸端部15の端面に、潤滑剤被膜36を旋削することなく残しているので、かしめ治具Pとの摩擦力が低減され、より容易にかしめ加工を行うことができる。
なお、かしめを実施する際の加圧力[N]は、内輪42と内輪突き当て面12aの座屈(変形)を防止するために、下記の関係式を満たすように設定することが好ましい。
加圧力[N]≦内輪突き当て面の面積[mm2]*500[N/mm2] (式1)
また図3に示すように、かしめ前における内輪42からの軸端部15(小径軸部12)の突出長さL1は、予め設定された長さである。
そして、かしめ前における内輪42からの軸端部15の突出長さL1に対する、かしめ後における内輪42からの軸端部15の突出長さL2の比(L2/L1)が、例えば35%〜65%となるようにかしめ加工することで、車輪用転がり軸受装置Aが完成する。
なお、かしめ部17の端面は平面状であり、かしめ前は中実の円柱形状であるので、かしめ後のかしめ部17の外径、かしめ後のかしめ部17の突出長さL2、小径軸部12の径(内輪42の内径)から、かしめ前の突出長さL1を算出することが可能である(かしめ前の突出分の体積=かしめ後の突出分の体積)。従って、かしめ後の車輪用転がり軸受装置Aから、比(L2/L1)を求めることが可能である。
素材の硬度を低下させて冷間圧延性を向上させるために、0.50〜0.85[%]の炭素含有率の炭素鋼を用い、球状化焼鈍処理([1.焼鈍処理工程])を実施する。また、軸受の軌道輪として使用するために0.50〜0.85[%]の炭素含有率は必要である。この球状化焼鈍処理を行ったことで、素材の延性が向上し、冷間鍛造([3.冷間鍛造工程])が可能となる。そして、冷間鍛造が可能となる程、延性が向上されているので、当該かしめ工程が容易となっている。
この球状化焼鈍工程、冷間鍛造工程、かしめ工程、の3つを組み合せることで、以下に説明するように、車輪用転がり軸受装置を、容易に且つ効率良く製造することが可能となり、コストダウンを図ることができる。
これにより、軸端部15(小径軸部12)を中空の円筒形状に形成することなく、中実の円柱形状に形成しても、容易にかしめ加工を行うことができるので、軸端部15を中空の円筒形状にするための金型や研削加工等が不要となる。従って、車輪用転がり軸受装置を、容易に且つ効率良く製造することが可能となり、コストダウンを図ることができる。
また、かしめ前における内輪42からの軸端部15の突出長さL1に対する、かしめ後における内輪42からの軸端部15の突出長さL2の比(L2/L1)が、例えば35%〜65%となるようにかしめ加工する。これにより、軸端部の割れを適切に防止するとともに、内輪42を適切な加圧力(内輪突き当て面12aに押し付ける加圧力)で固定することができる(35%よりも小さいと割れが発生し易く、65%よりも大きいと加圧力が不足する)。
更に、中実の円柱形状をかしめて拡径しており、かしめ部の中央部が空洞状態とならないので、かしめ部の剛性をより向上させることができる。
次に図6(A)〜(D)を用いて、かしめ工程における第1の実施の形態について説明する。
第1の実施の形態は、かしめ治具Pのかしめ面である治具かしめ面PMの形状に特徴があり、治具かしめ面PMの形状は鈍角の頂角を有する円錐形状である。
図6(A)は、かしめ治具Pの回転軸ZPに沿ったかしめ治具Pの断面図である。本実施の形態では、回転軸ZPに直交する面と、治具かしめ面PMとの成す角である傾斜角αを約5°に設定している(この場合、治具かしめ面PMの頂角は約170°となる)。
なお、傾斜角αをかしめ装置の揺動角度に応じて、例えば5〜10[°]程度の範囲で設定してもよい。
なお、かしめ治具Pは、頂角の角度に応じた角度に傾斜させている。本実施の形態では、かしめ後の被かしめ面15Mが平面(平坦)となるように(図6(D)参照)、軸部材1の回転軸ZCに対するかしめ治具Pの回転軸ZPの傾斜角θαを、傾斜角αと同じ約5°に設定している。この場合、回転軸ZCに直交する面で被かしめ面15Mを押し広げているが、傾斜角θαと傾斜角αとを同じ角度に限定するものではない。
また発明者は、かしめ前の軸端部15の外径をφa、かしめ後の被かしめ面15Mの外径をφb、とすると、φb=φa+約11[mm]が適切であることを実験的に確認した。
次に図7(A)〜(D)を用いて、かしめ工程における第2の実施の形態について説明する。
第2の実施の形態は、第1の実施の形態に対して、かしめ治具Pにおける治具かしめ面PMの形状が異なり、治具かしめ面PMの縁部に、反対方向に反り返った縁部傾斜面PM2が形成されている点が異なる。以下、この相違点について主に説明する。
図7(A)は、かしめ治具Pの回転軸ZPに沿ったかしめ治具Pの断面図である。治具かしめ面PMは、鈍角の頂角を有する円錐形状であるとともに、当該円錐形状における外周の縁部が円錐面に対して頂角の側に反り返った縁部傾斜面PM2を有している。なお縁部傾斜面PM2は円周方向に連続して形成されている。
また、本実施の形態では、回転軸ZPに直交する面と、治具かしめ面PMとの成す角である傾斜角αを約5°に設定している(この場合、治具かしめ面PMの頂角は約170°となる)。そして頂角の周囲の円錐面と縁部傾斜面PM2との成す反転角βを約30°に設定している。
なお、傾斜角αをかしめ装置の揺動角度に応じて、例えば5〜10[°]程度の範囲で設定してもよい。
また、縁部傾斜面PM2の反転角βを例えば5〜45[°]の範囲で設定してもよい。
また、第2の実施の形態では、図7(D)に示すように、かしめ部17の縁部が、縁部傾斜面PM2にて被かしめ面中心15Cの近傍よりも強い力で軸部のフランジ部の側に押し付けられる。そして、被かしめ面15Mの縁部は、縁部傾斜面PM2の反転角βに応じた傾斜角β1にて傾斜した形状に形成されるとともに、より強固に内輪42を固定することができる。
次に図8(A)〜(E)を用いて、かしめ工程における第3の実施の形態について説明する。
第3の実施の形態は、図8(A)及び(B)に示すように、被かしめ面15Mの縁部を面取り形状にしておくことで、かしめ後のかしめ部17における円周面であるかしめ部円周面17Mが、車輪用転がり軸受装置の軸部材1の回転軸ZCに対して平行となるようにして(図8(C)参照)、かしめ時の割れ等を防止するものである。
なお、図8(C)では、説明のためにかしめ部円周面17Maを実際より大きく傾斜させて記載している。
この場合、オーバーハングしている部分は、内輪42の固定にはあまり寄与していないとともに、より大径に押し広げられていることで割れが発生する可能性がある。
そこで、被かしめ面15Mの縁部を面取り形状にしておくことで、かしめ後にオーバーハング部分が形成されないようにして、かしめ後のかしめ部円周面17Mが、車輪用転がり軸受装置の軸部材1の回転軸ZCに対して平行となるようにする。また、かしめの初期において被かしめ面15Mの面積が小さいので、かしめ開始時においてかしめやすい。
なお、図8(D)及び(E)に示すように、軸端部15の縁部の面取り形状を、凸状の曲面となるように形成してもよい。この場合も上記と同様な効果(かしめ後のオーバーハング部分が形成されず、割れ等を防止できる)が得られる。この場合、円弧半径は、例えば1[mm]〜10[mm]程度で適切な寸法を選定すれば良い。
次に図9を用いて、かしめ工程における第4の実施の形態について説明する。
第4の実施の形態は、被かしめ面15Mを含む軸端部15を、かしめ直前において適切な温度に加熱して塑性変形しやすくすることで、かしめ時の割れ等を防止するとともに、かしめ時間を短縮できるようにするものである。
これにより、軸端部15が軟化し、割れにくく、より短時間にかしめることができる。また、かしめ時の荷重を低減することも可能であり、この場合、より割れにくくすることができるとともに、かしめ治具Pの寿命をより長くすることができる。
また本実施の形態にて説明した車輪用転がり軸受装置の製造方法は、大径軸部11と小径軸部12と内輪突き当て面12aが形成された軸部10の例を用いて説明した。しかし、本実施の形態にて説明した車輪用転がり軸受装置の製造方法は、大径軸部11と小径軸部12と内輪突き当て面12aを有していない軸部を備えた車輪用転がり軸受装置の製造方法にも適用することが可能である。
なお本実施の形態の説明では、フランジ部21の側の外周面に第1内輪軌道面18が形成された軸部10の例を説明している。しかし、第1内輪軌道面18は、軸部10の外周面に形成されていることに限定されず、第1内輪軌道面18が形成された内輪を軸部10に嵌め込む構成としても良い。この場合、第1内輪軌道面18は、軸部10におけるフランジ部21の側に、第1内輪軌道面18が配置される。
また、本実施の形態の説明に用いた数値は一例であり、この数値に限定されるものではない。
また、以上(≧)、以下(≦)、より大きい(>)、未満(<)等は、等号を含んでも含まなくてもよい。
10 軸部
11 大径軸部
12 小径軸部
12a 内輪突き当て面
15 軸端部
15C 被かしめ面中心
15M 被かしめ面
17 かしめ部
18 第1内輪軌道面
19 シール面(隣接外周面)
20 フランジ基部
21 フランジ部
30 嵌合軸部
36 潤滑剤被膜
42 内輪
44 第2内輪軌道面
45 外輪
46 第1外輪軌道面
47 第2外輪軌道面
50 第1転動体
51 第2転動体
A 車輪用転がり軸受装置
L1、L2 突出長さ
P かしめ治具
PC 治具かしめ面頂点
PM 治具かしめ面
PM2 縁部傾斜面
Claims (5)
- 中実の円柱形状を有する軸部と、
前記軸部の一端側に前記軸部と同軸上に形成される嵌合軸部と、
前記軸部と前記嵌合軸部との間に位置して外径方向に延出されるフランジ部と、を有する車輪用転がり軸受装置の軸部材を備えた車輪用転がり軸受装置の製造方法であって、
前記軸部に、内周面に第1外輪軌道面と第2外輪軌道面が形成された外輪を嵌め込むとともに第1内輪軌道面と前記第1外輪軌道面との間に複数の第1転動体を組み付け、
前記軸部に、外周面に第2内輪軌道面が形成された内輪を嵌め込むとともに前記第2内輪軌道面と前記第2外輪軌道面との間に複数の第2転動体を組み付け、
前記内輪から他端側に突出している中実の円柱形状である前記軸部の端面である被かしめ面にかしめ治具を押し当て、当該かしめ治具を前記軸部の一端側の方向に押し当てながら揺動運動させて前記被かしめ面を押し広げてかしめる、
車輪用転がり軸受装置の製造方法。 - 請求項1に記載の車輪用転がり軸受装置の製造方法であって、
前記かしめ治具における治具かしめ面の形状は、鈍角の頂角を有する円錐形状であり、
前記かしめ治具を用いてかしめる際、
前記かしめ治具を前記治具かしめ面の頂角の角度に応じて前記軸部の回転軸に対して傾斜させ、前記治具かしめ面の中心である頂点を前記被かしめ面における中心部に当接させ、当接させた前記頂点を中心として揺動運動させて、中実の円柱形状である前記軸部における前記被かしめ面を押し広げてかしめる、
車輪用転がり軸受装置の製造方法。 - 請求項1に記載の車輪用転がり軸受装置の製造方法であって、
前記かしめ治具における治具かしめ面の形状は、鈍角の頂角を有する円錐形状であるとともに、当該円錐形状における外周の縁部が円錐面に対して頂角の側に反り返った縁部傾斜面を有しており、
前記かしめ治具を用いてかしめる際、
前記かしめ治具を前記治具かしめ面の頂角の角度に応じて前記軸部の回転軸に対して傾斜させ、前記治具かしめ面の中心である頂点を前記被かしめ面における中心部に当接させ、当接させた前記頂点を中心として揺動運動させて、中実の円柱形状である前記軸部における前記被かしめ面を押し広げてかしめ、押し広げた被かしめ面の縁部を、前記縁部傾斜面にて前記軸部の一端側に押し付ける、
車輪用転がり軸受装置の製造方法。 - 請求項1〜3のいずれか一項に記載の車輪用転がり軸受装置の製造方法であって、
前記かしめ治具を用いてかしめる前において、
前記軸部の前記被かしめ面の縁部を、前記軸部の回転軸に対して所定角度の傾斜面となるように直線状に面取りされた形状に形成する、あるいは凸状の曲面となるように面取りされた形状に形成する、
車輪用転がり軸受装置の製造方法。 - 請求項1〜4のいずれか一項に記載の車輪用転がり軸受装置の製造方法であって、
前記かしめ治具を用いてかしめる際、
前記軸部における前記内輪からの突出部を、誘導加熱にて所定温度に加熱した後にかしめる、
車輪用転がり軸受装置の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012019691A JP2012197932A (ja) | 2011-03-07 | 2012-02-01 | 車輪用転がり軸受装置の製造方法 |
| PCT/JP2012/055673 WO2012121246A1 (ja) | 2011-03-07 | 2012-03-06 | 車輪用転がり軸受装置の製造方法 |
| EP12754846.9A EP2684626B1 (en) | 2011-03-07 | 2012-03-06 | Manufacturing method for wheel roller bearing device |
| CN201280012376.3A CN103415362B (zh) | 2011-03-07 | 2012-03-06 | 车轮滚动轴承装置的制造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011048905 | 2011-03-07 | ||
| JP2011048905 | 2011-03-07 | ||
| JP2012019691A JP2012197932A (ja) | 2011-03-07 | 2012-02-01 | 車輪用転がり軸受装置の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016241834A Division JP6256585B2 (ja) | 2011-03-07 | 2016-12-14 | 車輪用転がり軸受装置の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012197932A true JP2012197932A (ja) | 2012-10-18 |
Family
ID=46798204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012019691A Pending JP2012197932A (ja) | 2011-03-07 | 2012-02-01 | 車輪用転がり軸受装置の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2684626B1 (ja) |
| JP (1) | JP2012197932A (ja) |
| CN (1) | CN103415362B (ja) |
| WO (1) | WO2012121246A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110290885B (zh) * | 2017-03-02 | 2023-09-19 | 日本精工株式会社 | 摆动锻造装置、摆动锻造方法、使用了该摆动锻造方法的轮毂单元轴承的制造方法以及车辆的制造方法 |
| JP6974971B2 (ja) * | 2017-07-14 | 2021-12-01 | 株式会社ジェイテクト | 軸受ユニットの製造装置及び軸受ユニットの製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57206544A (en) * | 1981-06-10 | 1982-12-17 | Imasen Denki Seisakusho:Kk | Head working method of shaft parts |
| JPH06142813A (ja) * | 1992-04-22 | 1994-05-24 | Friedhelm Post Sondermaschinen | アプセット部の成型方法並びに曲げ装置 |
| JPH08164438A (ja) * | 1994-12-12 | 1996-06-25 | Sumitomo Metal Ind Ltd | 薄肉ディスクの鍛造成形法 |
| JP2005140291A (ja) * | 2003-11-10 | 2005-06-02 | Nsk Ltd | 車輪支持用ハブユニット |
| JP2006123890A (ja) * | 2004-10-01 | 2006-05-18 | Jtekt Corp | 転がり軸受装置及びその製造方法 |
| JP2006153087A (ja) * | 2004-11-26 | 2006-06-15 | Jtekt Corp | 転がり軸受装置及びその製造方法 |
| JP2007050733A (ja) * | 2005-08-17 | 2007-03-01 | Nsk Ltd | 軸受ユニット |
| JP2008275023A (ja) * | 2007-04-26 | 2008-11-13 | Nsk Ltd | ハブユニット軸受 |
| WO2009139137A1 (ja) * | 2008-05-13 | 2009-11-19 | Ntn株式会社 | 車輪用軸受装置の加工方法 |
| JP2011017051A (ja) * | 2009-07-09 | 2011-01-27 | Sumitomo Metal Ind Ltd | 熱間鍛造用圧延鋼材およびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5263238A (en) * | 1992-02-20 | 1993-11-23 | Shepherd Products U.S., Inc. | Method of forming a stem and assembling a snap ring in a groove in the stem |
| JP2002250358A (ja) * | 2000-12-18 | 2002-09-06 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| JP2003113848A (ja) * | 2001-10-09 | 2003-04-18 | Koyo Seiko Co Ltd | 軸受装置の製造方法および軸受装置 |
| JP4581615B2 (ja) * | 2004-10-13 | 2010-11-17 | 日本精工株式会社 | 車輪支持用ハブユニット、及び車輪支持用ハブユニットの軌道輪部材、並びにその製造方法 |
| JP2007255487A (ja) * | 2006-03-22 | 2007-10-04 | Ntn Corp | 継手アッセンブリーおよびこれを備えたアクスルモジュール |
| JP2007268690A (ja) | 2006-03-31 | 2007-10-18 | Jtekt Corp | ハブユニットの製造方法 |
-
2012
- 2012-02-01 JP JP2012019691A patent/JP2012197932A/ja active Pending
- 2012-03-06 CN CN201280012376.3A patent/CN103415362B/zh active Active
- 2012-03-06 WO PCT/JP2012/055673 patent/WO2012121246A1/ja active Application Filing
- 2012-03-06 EP EP12754846.9A patent/EP2684626B1/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57206544A (en) * | 1981-06-10 | 1982-12-17 | Imasen Denki Seisakusho:Kk | Head working method of shaft parts |
| JPH06142813A (ja) * | 1992-04-22 | 1994-05-24 | Friedhelm Post Sondermaschinen | アプセット部の成型方法並びに曲げ装置 |
| JPH08164438A (ja) * | 1994-12-12 | 1996-06-25 | Sumitomo Metal Ind Ltd | 薄肉ディスクの鍛造成形法 |
| JP2005140291A (ja) * | 2003-11-10 | 2005-06-02 | Nsk Ltd | 車輪支持用ハブユニット |
| JP2006123890A (ja) * | 2004-10-01 | 2006-05-18 | Jtekt Corp | 転がり軸受装置及びその製造方法 |
| JP2006153087A (ja) * | 2004-11-26 | 2006-06-15 | Jtekt Corp | 転がり軸受装置及びその製造方法 |
| JP2007050733A (ja) * | 2005-08-17 | 2007-03-01 | Nsk Ltd | 軸受ユニット |
| JP2008275023A (ja) * | 2007-04-26 | 2008-11-13 | Nsk Ltd | ハブユニット軸受 |
| WO2009139137A1 (ja) * | 2008-05-13 | 2009-11-19 | Ntn株式会社 | 車輪用軸受装置の加工方法 |
| JP2011017051A (ja) * | 2009-07-09 | 2011-01-27 | Sumitomo Metal Ind Ltd | 熱間鍛造用圧延鋼材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2684626A1 (en) | 2014-01-15 |
| CN103415362A (zh) | 2013-11-27 |
| EP2684626A4 (en) | 2016-05-18 |
| EP2684626B1 (en) | 2019-06-05 |
| WO2012121246A1 (ja) | 2012-09-13 |
| CN103415362B (zh) | 2015-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6523677B2 (ja) | 車輪用軸受装置のハブ輪および内方部材の製造方法 | |
| JP5040108B2 (ja) | 車輪支持用転がり軸受ユニットを構成する軌道輪部材の製造方法 | |
| US7891879B2 (en) | Hub wheel of a wheel bearing apparatus and a manufacturing method thereof | |
| WO2009139137A1 (ja) | 車輪用軸受装置の加工方法 | |
| JP2005003061A (ja) | 車輪用軸受装置 | |
| JP2012183563A (ja) | 車輪用転がり軸受装置の軸部材の製造方法 | |
| JP2012197070A (ja) | 車輪用転がり軸受装置の製造方法及び車輪用転がり軸受装置 | |
| JP4959514B2 (ja) | 車輪用軸受装置 | |
| JP6256585B2 (ja) | 車輪用転がり軸受装置の製造方法 | |
| WO2012121246A1 (ja) | 車輪用転がり軸受装置の製造方法 | |
| JP2013023086A (ja) | 車輪支持用ハブユニット及び車輪支持用ハブユニットの製造方法 | |
| JP5228343B2 (ja) | 車輪支持用複列転がり軸受ユニット及びその製造方法 | |
| JP2008275023A (ja) | ハブユニット軸受 | |
| JP5168852B2 (ja) | 軸受ユニット | |
| WO2008075458A1 (ja) | 車輪用軸受装置のハブ輪およびその製造方法 | |
| JP2012035798A (ja) | 車輪用軸受装置の製造方法 | |
| JP2012228697A (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 | |
| WO2012121245A1 (ja) | 車輪用転がり軸受装置の軸部材 | |
| JP4446336B2 (ja) | 車輪用軸受装置 | |
| JP2004278673A (ja) | 転がり軸受装置の製造方法 | |
| JP2012184813A (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 | |
| JP2012228696A (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 | |
| JP5776228B2 (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 | |
| WO2012121243A1 (ja) | 車輪用転がり軸受装置の軸部材 | |
| JP2012183561A (ja) | 車輪用転がり軸受装置の軸部材とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160615 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161025 |