JP6352425B2 - 接合端部材によるソケット締結型鉄筋継手 - Google Patents
接合端部材によるソケット締結型鉄筋継手 Download PDFInfo
- Publication number
- JP6352425B2 JP6352425B2 JP2016540799A JP2016540799A JP6352425B2 JP 6352425 B2 JP6352425 B2 JP 6352425B2 JP 2016540799 A JP2016540799 A JP 2016540799A JP 2016540799 A JP2016540799 A JP 2016540799A JP 6352425 B2 JP6352425 B2 JP 6352425B2
- Authority
- JP
- Japan
- Prior art keywords
- end member
- shape
- joint
- joining
- fastening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/162—Connectors or means for connecting parts for reinforcements
- E04C5/163—Connectors or means for connecting parts for reinforcements the reinforcements running in one single direction
- E04C5/165—Coaxial connection by means of sleeves
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/12—Mounting of reinforcing inserts; Prestressing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B7/00—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections
- F16B7/18—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections using screw-thread elements
- F16B7/182—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections using screw-thread elements for coaxial connections of two rods or tubes
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Reinforcement Elements For Buildings (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
Description
Claims (14)
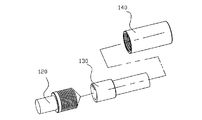
- 端部が向かい合って隣り合う第1鉄筋及び第2鉄筋;
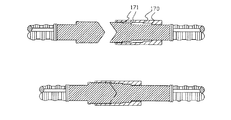
前記第1鉄筋の端部に接合され、締結ソケット結合用雄ネジ部が外面に長手方向に形成される第1接合端部材;
一端部は前記第1接合端部材の端部形状に対応する形状に形成され、他端部は第2鉄筋の端部に接合され、前記端部から離隔した軸方向の一端部に長手方向に対して鋭角、直角及び鈍角の中で選択されたいずれか一角度を成す一つまたは複数の段部が設けられる第2接合端部材;及び
長手方向に開口して前記第2接合端部材の外面と第1接合端部材の外面を取り囲んで収容するように長手方向に延設され、内面には前記第1接合端部材の締結ソケット結合用雄ネジ部に螺合される締結ソケット結合用雌ネジ部が長手方向に形成され、前記第2接合端部材の段部に係止されるように長手方向に対して鋭角、直角及び鈍角の中で選択されたいずれか一角度を成す一つまたは複数の係止段部が設けられた中空形の締結ソケット;
を含み、
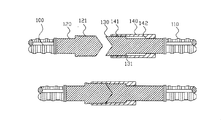
前記締結ソケットの係止段部が前記第2接合端部材の段部に密着支持されるように前記第1接合端部材の方向に向けて前記締結ソケットを前進させながらネジ締結方向に回転させることで、前記第1接合端部材と第2接合端部材が前記締結ソケットによって一体化締結されることによって前記第1鉄筋と第2鉄筋が機械的に継ぎ合わせられ、
前記第1鉄筋の端部に接合される第1接合端部材の形状は、一端部が前記第1鉄筋に継ぎ合わせられる構造を持つように第1鉄筋の幅と同一ないし類似し、横断面が円形の棒状であり、他端部は前記一端部の棒状より幅が拡張した外面に前記締結ソケット結合用雄ネジ部が形成され、第2接合端部材の拡張した棒状の幅にネジ部の高さを加えた形状の幅を成し、長手方向に端部付近で幅が段差をなして拡張した棒状であり、
前記第2鉄筋の端部に接合される第2接合端部材の形状は、一端部が前記第2鉄筋に継ぎ合わせられる構造を持つように第2鉄筋の幅と同一ないし類似し、横断面が円形の棒状であり、他端部は前記一端部の棒状より幅が拡張するが、前記締結ソケットが外面で遊動できるように前記締結ソケットの内面よりは小さな幅に形成され、外面を取り囲んで突出帯状の段部が形成され、段部付近で幅が段差をなして拡張した棒状であり、
前記突出帯状の段部は第2接合端部材の幅が拡張した棒状付近から第2接合端部材の端面まで取り囲む突出帯状をなすか、或いは前記第2接合端部材の幅が拡張した棒状付近に幅が減少して取り囲む突出帯状をなし、前記締結ソケットの内面は円筒状のもので、長手方向を軸としてネジ締結方向に回転可能に内面が円周面を成して前記第2接合端部材の外面で第2接合端部材の幅が拡張した棒状を取り囲むとともに遊動できるように結合され、
前記第2接合端部材の段部に係止できるように前記締結ソケットの内面の前記締結ソケット結合用雌ネジ部の反対側端部に突出帯状に中心方向に向かって突出した係止段部が設けられ、前記締結ソケットの内面には第1接合端部材方向の端部付近に締結ソケット結合用雌ネジ部が形成され、
第2接合端部材の幅が拡張した棒状及び第1接合端部材の幅が拡張した棒状を取り囲むように形成された前記締結ソケットが第1接合端部材の幅が拡張した棒状の前記締結ソケット結合用雄ネジ部にネジ締結されると同時に前記突出帯状の係止段部及び段部が互いに密着支持されることで、前記第1接合端部材の前記締結ソケット結合用雄ネジ部が形成された拡張した棒状の端部と前記第2接合端部材の拡張した棒状の端部が向かい合って支持された状態で一体化結合を成しており、
前記第1鉄筋と前記第1接合端部材の接合、前記第2鉄筋と前記第2接合端部材の接合は、溶接による
ことを特徴とする、接合端部材によるソケット締結型鉄筋継手。 - 前記第1接合端部材及び第2接合端部材の端部形状は、
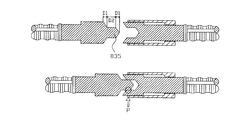
前記第1接合端部材の端部形状が長手方向に形成された突出部であり、第2接合端部材の端部形状が前記突出部と対応する形状になって噛み合う収容部である場合、または
前記第2接合端部材の端部形状が長手方向に形成された突出部であり、第1接合端部材の端部形状が前記突出部と対応する形状になって噛み合う収容部である場合の中で選択されたいずれか一つであり、前記第1接合端部材及び第2接合端部材の端部形状が互いに取り替えられて実施できることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 前記第1接合端部材及び第2接合端部材の端部形状は、
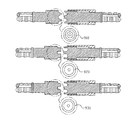
前記第1接合端部材の端部の形状が長手方向中心から突出した円錐、円錐台、丸頭円錐、円柱、多角錐、多角錐台、丸頭多角錐、多角柱、切断球形、切断楕円球形、長手方向に垂直な平面及び凹凸面の中で選択されたいずれか一つであり、第2接合端部材の端部形状が前記第1接合端部材の端部形状と対応する形状を成す前記第1接合端部材の端部形状の収容部である場合、または
前記第2接合端部材の端部形状が長手方向中心から突出した円錐、円錐台、丸頭円錐、円柱、多角錐、多角錐台、丸頭多角錐、多角柱、切断球形、切断楕円球形、長手方向に垂直な平面及び凹凸面の中で選択されたいずれか一つであり、第1接合端部材の端部形状が前記第2接合端部材の端部形状と対応する形状を成す前記第2接合端部材の端部形状の収容部である場合の中で選択されたいずれか一つであり、
前記第1接合端部材及び第2接合端部材の端部形状が互いに取り替えられて実施できることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 前記第1接合端部材及び第2接合端部材の端部形状は、
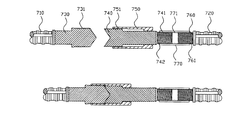
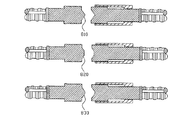
前記第1接合端部材の端部形状が長手方向に表面積が減少する区間と一定した区間がそれぞれ一つまたは複数に形成される多段傾斜型突出部であり、第2接合端部材の端部形状が前記突出部に対応する形状になる収容部である場合、または
前記第2接合端部材の端部形状が長手方向に表面積が減少する区間と一定した区間がそれぞれ一つまたは複数に形成される多段傾斜型突出部であり、第1接合端部材の端部形状が前記突出部に対応する形状になる収容部の場合の中で選択されたいずれか一つであり、
前記第1接合端部材及び第2接合端部材の端部形状が互いに取り替えられて実施できることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 前記凹凸面は、
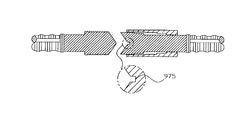
端面の中心から等距離に至り、長手方向断面形状が三角形、先端が丸くなった三角形、四角形、角が丸くなった四角形、切断球形、切断楕円球形、端面に形成された十字形、十文字と円形が組み合わせられた形状及び波形に屈曲した波形の中で選択されたいずれか一つが一つまたは複数設けられた凸部と、
前記凸部を収容する形状の凹部とからなることを特徴とする、請求項3に記載の接合端部材によるソケット締結型鉄筋継手。 - 第1接合端部材及び第2接合端部材の円錐、円錐台、丸頭円錐、円柱、多角錐、多角錐台、丸頭多角錐、多角柱、切断球形、切断楕円球形を成す端部形状の中で選択されたいずれか一つの縦断面が複数の段を成すように形成されることを特徴とし、かつ前記複数の段が成す角度は鋭角、直角及び鈍角の中で選択されたいずれか一角度であることを特徴とする、請求項3に記載の接合端部材によるソケット締結型鉄筋継手。
- 前記係止段部及び段部は複数設けられて多段に形成されることにより、前記締結ソケットに集中する引張力による応力が分散されることを特徴とし、
前記係止段部及び段部が成す角度は鋭角、直角及び鈍角の中で選択されたいずれか一角度を成すことを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 前記第1鉄筋と第2鉄筋の規格が互いに異なることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。
- 前記締結ソケットは、
外面がスプライン加工される場合、外面がローレット切り加工される場合、横断面が円形を成す場合、横断面が多角形を成す場合及び一対以上の互いに対向する位置に把持面が設けられる場合の中で選択されたいずれか一つに形成されることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 前記第1接合端部材及び第2接合端部材がそれぞれ棒材の端部に接合され、端部を向かい合って隣り合う棒材の継ぎ合わせができることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。
- 前記締結ソケット結合用雄ネジ部及び前記締結ソケット結合用雌ネジ部の中で選択された少なくともいずれか一つは一条ネジ以上のネジから形成され、
ネジ部の形態は、三角ネジ、四角ネジ、楕円ネジ、及び丸ネジの中で選択されたいずれか一つの形態に形成され、
ネジの等級は1級、2級、及び3級ネジの中で選択されたいずれか一つであることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。 - 第1鉄筋と第1接合端部材の接合、第2鉄筋と第2接合端部材の接合は、摩擦溶接、線形摩擦溶接、アークスタッド溶接、突き合わせ溶接、超音波振動溶接、抵抗溶接、プラズマ溶接、電子ビーム溶接、レーザー溶接、高周波溶接、及びアルゴン溶接の中で選択されたいずれか一つによってなされることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。
- アークスタッド溶接による場合、第1接合端部材または第2接合端部材の溶接される端面中央に発火チップが挿設されることを特徴とする、請求項12に記載の接合端部材によるソケット締結型鉄筋継手。
- 前記締結ソケット結合用雄ネジ部及び前記締結ソケット結合用雌ネジ部の中で選択された少なくとも一つにはネジ部を保存する保護キャップが被せられることを特徴とする、請求項1に記載の接合端部材によるソケット締結型鉄筋継手。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20130108033A KR101378723B1 (ko) | 2013-09-09 | 2013-09-09 | 접합단부재에 의한 소켓체결형 철근연결구 |
| KR10-2013-0108033 | 2013-09-09 | ||
| PCT/KR2014/008118 WO2015034224A1 (ko) | 2013-09-09 | 2014-09-01 | 접합단부재에 의한 소켓체결형 철근연결구 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016534261A JP2016534261A (ja) | 2016-11-04 |
| JP6352425B2 true JP6352425B2 (ja) | 2018-07-04 |
Family
ID=50649665
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016540799A Active JP6352425B2 (ja) | 2013-09-09 | 2014-09-01 | 接合端部材によるソケット締結型鉄筋継手 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160208492A1 (ja) |
| EP (1) | EP3045606B1 (ja) |
| JP (1) | JP6352425B2 (ja) |
| KR (1) | KR101378723B1 (ja) |
| CN (1) | CN105518235B (ja) |
| AU (1) | AU2014315931B2 (ja) |
| CA (1) | CA2923590C (ja) |
| WO (1) | WO2015034224A1 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101464121B1 (ko) * | 2014-05-07 | 2014-11-20 | 김용근 | 중공형재 쌍이 구비된 철근연결구 |
| KR101456825B1 (ko) * | 2014-05-21 | 2014-10-31 | 김용근 | 로킹편 쌍이 구비된 철근연결구 및 이를 이용한 선조립 철근망의 연결이음 공법 |
| JP2016084620A (ja) * | 2014-10-27 | 2016-05-19 | 大谷製鉄株式会社 | 機械式継手、及び鉄筋継手工法 |
| KR101574515B1 (ko) * | 2015-03-20 | 2015-12-04 | 오환상 | 직선 또는 각도가 주어진 철근용 유니버셜 토크쉐어 커플러 |
| KR101741478B1 (ko) * | 2015-10-30 | 2017-05-30 | 삼성중공업 주식회사 | 발판 고정 장치 |
| FI3445925T3 (fi) * | 2016-04-22 | 2023-04-18 | M3S Ip Pty Ltd | Säädettävä kompakti nostoliitin ja käyttömenetelmä |
| CN106284853A (zh) * | 2016-09-18 | 2017-01-04 | 宁波博睿思特种材料科技有限公司 | 建筑用螺纹钢插入式连接套筒及其使用方法 |
| CN106835990B (zh) * | 2017-02-23 | 2018-09-14 | 中铁七局集团第三工程有限公司 | 一种高架桥施工用钢筋结构及其紧固方法 |
| CN106677436A (zh) * | 2017-02-28 | 2017-05-17 | 中国建筑第八工程局有限公司 | 膨胀式钢筋连接自锁装置 |
| CN106677435A (zh) * | 2017-02-28 | 2017-05-17 | 中国建筑第八工程局有限公司 | 自锁卡管式钢筋直插接头 |
| CN108562534B (zh) * | 2017-12-29 | 2023-09-05 | 浙江大学 | 一种钢筋非均匀锈蚀辅助电极定位装置 |
| CN108979011A (zh) * | 2018-09-11 | 2018-12-11 | 中铁建设集团有限公司 | 一种装配式混凝土构件的钢筋连接装置 |
| CN110541523B (zh) * | 2019-09-11 | 2024-06-04 | 上海中锦建设集团股份有限公司 | 灌浆套筒中竖向构件定位检测装置及其使用方法 |
| KR102197568B1 (ko) * | 2019-12-04 | 2021-01-04 | 김용근 | 평행-테이퍼 일체형 나사결합구조 |
| CN111255162A (zh) * | 2020-03-11 | 2020-06-09 | 梁雪芽 | 一种装配式建筑用半灌浆套筒组件及其施工方法 |
| CN111254963B (zh) * | 2020-03-23 | 2021-11-30 | 中铁建设集团西安工程有限公司 | 一种建筑地基用预制组装式钢筋笼结构 |
| KR102320366B1 (ko) * | 2020-04-13 | 2021-11-01 | 기언관 | 철근연결구 |
| CN111576708A (zh) * | 2020-04-23 | 2020-08-25 | 北京天源建筑工程有限责任公司 | 装配箱楼盖结构及其施工工艺 |
| KR102252363B1 (ko) * | 2020-09-10 | 2021-05-13 | 최진관 | 나사부재가 결합된 철근 |
| GB202019051D0 (en) * | 2020-12-03 | 2021-01-20 | Tranz4Ma 22 Ltd | Apparatus and method |
| KR102254575B1 (ko) * | 2021-03-11 | 2021-05-21 | 김용근 | 맞대기 이음장치가 일체화된 정척 규격화 철근 및 이를 이용한 철근구조물의 시공방법 |
| CN113152794A (zh) * | 2021-03-26 | 2021-07-23 | 青岛理工大学 | 一种金属筋材与非金属筋材连接装置及方法 |
| KR102459913B1 (ko) * | 2021-04-09 | 2022-10-27 | 주식회사 이앤브이테크 | 철근콘크리트 기둥의 내진 보강 구조 및 이의 시공 방법 |
| JP7223064B2 (ja) * | 2021-06-11 | 2023-02-15 | 株式会社三條機械製作所 | シャフトの製造方法 |
| US11578493B2 (en) | 2021-06-29 | 2023-02-14 | Saudi Arabian Oil Company | Mechanical couplings for reinforcing bars |
| USD1074387S1 (en) * | 2021-09-15 | 2025-05-13 | Barsplice Products, Inc. | Termination device for a concrete reinforcement bar |
| EP4431207A4 (en) * | 2021-11-11 | 2025-11-26 | Kyowa Precise Mfg Co Ltd | METHOD FOR GENERATION OF THREE-DIMENSIONAL DATA FOR SCREWS FOR SHAPING THREE-DIMENSIONAL LAMINATE |
| CN113914553A (zh) * | 2021-11-29 | 2022-01-11 | 中国二十冶集团有限公司 | 一种连接装置及施工方法 |
| CN114856206A (zh) * | 2022-03-07 | 2022-08-05 | 湖北工业大学 | 钢筋绑扎装置 |
| US12358839B2 (en) | 2022-04-14 | 2025-07-15 | Saudi Arabian Oil Company | Composition and method for manufacturing a high ductility fiber reinforced polymer rebar |
| WO2024007059A1 (en) * | 2022-07-07 | 2024-01-11 | WM Developments Pty Ltd | Connector assembly |
| CN115354889B (zh) * | 2022-07-20 | 2023-11-03 | 广州城建职业学院 | 一种兼具海绵功能的装配式建筑结构空中足球场 |
| KR102518359B1 (ko) | 2022-08-12 | 2023-04-06 | (주)시그날테크놀로지 | 철근 연결용 원터치 커플러 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NO774364L (no) * | 1977-12-19 | 1978-06-21 | British Steel Corp | Skjoeteanordning for armeringsstaal. |
| DE3003025C2 (de) * | 1980-01-29 | 1984-07-05 | Hochtief Ag Vorm. Gebr. Helfmann, 4300 Essen | Verfahren zum Herstellen eines mit einem Gewindeabschnitt ausgerüsteten Bewehrungselementes |
| JPS6049789A (ja) | 1983-08-31 | 1985-03-19 | Shimadzu Corp | 光検出式化学センサ− |
| US5305573A (en) * | 1992-06-03 | 1994-04-26 | Baumann Hanns U | Energy dissipating connector |
| US5407292A (en) * | 1993-06-08 | 1995-04-18 | Halliburton Company | Connector assembly for connecting two cylindrical members |
| JP2732354B2 (ja) * | 1994-02-14 | 1998-03-30 | 合同製鐵株式会社 | 摩擦圧接を用いた異形鉄筋のねじ式機械継手 |
| CN2216108Y (zh) * | 1994-11-14 | 1995-12-27 | 罗君东 | 套箍式钢筋接头装置 |
| JPH1018510A (ja) * | 1996-07-05 | 1998-01-20 | Hitachi Metals Ltd | ネジ鉄筋継手 |
| CN2473252Y (zh) * | 2001-04-04 | 2002-01-23 | 佟春双 | 等强钢筋机械连接用活接头 |
| US20030231925A1 (en) * | 2002-06-13 | 2003-12-18 | Ching-Cheng Chen | Visual inspection coupler |
| KR20040083355A (ko) * | 2003-03-20 | 2004-10-01 | 박경순 | 철근 연결부 구조 |
| JP2005188177A (ja) * | 2003-12-26 | 2005-07-14 | Shigeyuki Hayashi | 鉄筋への定着板の取付け方法と装置 |
| JP4519608B2 (ja) * | 2004-11-11 | 2010-08-04 | 鹿島建設株式会社 | Pc鋼材の接続方法およびpc鋼材 |
| KR101014543B1 (ko) * | 2005-09-05 | 2011-02-14 | 김용근 | 나사형 슬리브에 의한 철근 연결구 |
| KR200404177Y1 (ko) * | 2005-09-05 | 2005-12-19 | 김용근 | 나사형 슬리브에 의한 철근 연결구 |
| KR20070054417A (ko) * | 2005-11-23 | 2007-05-29 | 김용근 | 나사 마디 철근의 이음을 위한 나사형 슬리브 |
| JP2009041287A (ja) * | 2007-08-09 | 2009-02-26 | Fuji Bolt Seisakusho:Kk | 鉄筋の連結構造 |
| KR20090131476A (ko) * | 2008-06-18 | 2009-12-29 | 김상도 | 인장 부재 연결용 커플러 및 이를 이용한 인장부재 연결 |
| KR100914049B1 (ko) | 2009-05-07 | 2009-08-26 | 최정환 | 철근 연결용 굴절식 커플러 |
| KR20110096273A (ko) * | 2010-02-22 | 2011-08-30 | 아이에스동서 주식회사 | 콘크리트 철근용 연결기 |
| CN102261167A (zh) * | 2011-05-05 | 2011-11-30 | 建研科技股份有限公司 | 可调型钢筋螺纹连接装置 |
-
2013
- 2013-09-09 KR KR20130108033A patent/KR101378723B1/ko active Active
-
2014
- 2014-09-01 CA CA2923590A patent/CA2923590C/en active Active
- 2014-09-01 US US14/915,256 patent/US20160208492A1/en not_active Abandoned
- 2014-09-01 JP JP2016540799A patent/JP6352425B2/ja active Active
- 2014-09-01 AU AU2014315931A patent/AU2014315931B2/en active Active
- 2014-09-01 EP EP14842622.4A patent/EP3045606B1/en active Active
- 2014-09-01 WO PCT/KR2014/008118 patent/WO2015034224A1/ko not_active Ceased
- 2014-09-01 CN CN201480049649.0A patent/CN105518235B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3045606A4 (en) | 2017-02-15 |
| CN105518235A (zh) | 2016-04-20 |
| CN105518235B (zh) | 2018-11-16 |
| EP3045606A1 (en) | 2016-07-20 |
| EP3045606B1 (en) | 2018-06-06 |
| CA2923590C (en) | 2021-10-05 |
| AU2014315931B2 (en) | 2016-11-24 |
| KR101378723B1 (ko) | 2014-03-27 |
| US20160208492A1 (en) | 2016-07-21 |
| JP2016534261A (ja) | 2016-11-04 |
| AU2014315931A1 (en) | 2016-04-07 |
| WO2015034224A1 (ko) | 2015-03-12 |
| CA2923590A1 (en) | 2015-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6352425B2 (ja) | 接合端部材によるソケット締結型鉄筋継手 | |
| KR101014543B1 (ko) | 나사형 슬리브에 의한 철근 연결구 | |
| US3415552A (en) | Splicing metallic reinforcing rods with a threaded coupling sleeve | |
| KR101456825B1 (ko) | 로킹편 쌍이 구비된 철근연결구 및 이를 이용한 선조립 철근망의 연결이음 공법 | |
| EP3141672B1 (en) | Reinforcing bar coupler for spiral reinforcing bar | |
| JP2016532029A (ja) | 螺旋鉄筋用鉄筋連結具 | |
| KR101541243B1 (ko) | 철근연결구 | |
| JP2016176229A (ja) | 鉄筋継手ならびに鉄筋およびスリーブ | |
| JP7719510B2 (ja) | 鉄筋のつなぎのための平行‐テーパー一体型ねじ結合構造 | |
| KR200404177Y1 (ko) | 나사형 슬리브에 의한 철근 연결구 | |
| KR20180130540A (ko) | 풍력 터빈용의 지지 구조체 | |
| KR20150029505A (ko) | 접합단부재에 의한 소켓체결형 철근연결구 | |
| JP3160121U (ja) | 鉄筋及び鉄筋継手 | |
| KR100610498B1 (ko) | 철근 이음장치 | |
| KR20140042068A (ko) | 분리부 응력 분산을 위한 테이퍼형 절편을 구비한 커플러 | |
| CN110863614B (zh) | 套索连接器及使用套索连接器连接钢筋的方法 | |
| KR20160052456A (ko) | 철근연결구 | |
| KR102326335B1 (ko) | 이음길이 조절형 철근 커플러 및 이를 이용한 철근이음 시공방법 | |
| JP2013112994A (ja) | 鉄筋接合構造及び鉄筋接合方法 | |
| KR101566610B1 (ko) | 나선철근용 철근연결구 | |
| KR101587733B1 (ko) | 나선철근용 철근연결구 | |
| KR20140054691A (ko) | 나사철근 연결장치 | |
| CN220016521U (zh) | 一种具有立体自熔接头的塑料管 | |
| KR101340624B1 (ko) | 파이프 연결구를 이용한 파이프 구조물의 연결구조 | |
| JP2015132151A (ja) | 機械式継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160413 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160307 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20160413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6352425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |