JP6249382B2 - 熱電変換素子及び熱電変換モジュール - Google Patents
熱電変換素子及び熱電変換モジュール Download PDFInfo
- Publication number
- JP6249382B2 JP6249382B2 JP2016519290A JP2016519290A JP6249382B2 JP 6249382 B2 JP6249382 B2 JP 6249382B2 JP 2016519290 A JP2016519290 A JP 2016519290A JP 2016519290 A JP2016519290 A JP 2016519290A JP 6249382 B2 JP6249382 B2 JP 6249382B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoelectric conversion
- conductive
- silver
- conversion material
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3006—Ag as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/06—Metal silicides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/18—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on silicides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N11/00—Generators or motors not provided for elsewhere; Alleged perpetua mobilia obtained by electric or magnetic means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/01—Manufacture or treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/81—Structural details of the junction
- H10N10/817—Structural details of the junction the junction being non-separable, e.g. being cemented, sintered or soldered
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/32—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/40—Electric properties
Description
項1. n型熱電変換材料の一端とp型熱電変換材料との一端を、それぞれ接合剤を用いて導電性基板に接続してなる熱電変換素子であって、
(1)n型熱電変換材料が、下記(a)項又は(b)項に記載したケイ化物であり、
(a)組成式:Mn3−x1M1 x1Siy1Alz1M2 a1 (式中、M1は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、M2は、B、P、Ga、Ge、Sn、及びBiからなる群から選ばれる少なくとも一種の元素であり、0≦x1≦3.0、3.5≦y1≦4.5、2.0≦z1≦3.5、0≦a1≦1である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物、
(b)組成式:Mnx2M3 y2Sim2Aln2 (式中、M3は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、2.0≦x2≦3.5、0≦y2≦1.4であって、2.5≦x2+y2≦3.5であり、3.5≦m2≦4.5、1.5≦n2≦2.49である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物、
(2)p型熱電変換材料が、組成式:Mnm3M4 n3Sip3(式中、M4はTi、V、Cr、Fe、Co、Ni及びCuからなる群から選ばれる少なくとも一種の元素であり0.8≦m3≦1.2、0≦n3≦0.4、1.5≦p3≦2.0である)で表され、25℃以上の温度で正のゼーベック係数を有するケイ化物であり、
(3)接合剤が、金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属並びに銀からなる導電性金属を含む導電性ペーストである、熱電変換素子。
項2. 導電性ペースト中の金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属の総量が、銀100重量部に対して、0.5〜95重量部である、上記項1に記載の熱電変換素子。
項3. 導電性ペーストが、更に、ガラス粉末成分、樹脂成分、及び溶剤成分を含有する、上記項1又は2に記載の熱電変換素子。
項4. 導電性基板が、シート状導電性金属、導電性セラミックス、又は導電性金属被覆を形成した絶縁性セラミックスである、上記項1〜3のいずれかに記載の熱電変換素子。
項5. 導電性基板が、厚さ0.05〜3mmの銀製シートである、上記項4に記載の熱電変換素子。
項6. 上記項1〜5のいずれかに記載の熱電変換素子を複数個用い、一つの熱電変換素子のp型熱電変換材料の未接合の端部と、他の熱電変換素子のn型熱電変換材料の未接合の端部を、接合剤を用いて導電性基板上に接続する方法で、複数の熱電変換素子を直列に接続した熱電変換モジュールであって、接合剤が、金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属と銀とからなる導電性金属を含む導電性ペーストであることを特徴とする、熱電変換モジュール。
項7. 導電性ペースト中の金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属の総量が、銀100重量部に対して、0.5〜95重量部である、上記項6に記載の熱電変換モジュール。
項8. 導電性ペーストが、更に、ガラス粉末成分、樹脂成分、及び溶剤成分を含有する、上記項6又は7に記載の熱電変換モジュール。
項9. 導電性基板が、シート状導電性金属、導電性セラミックス、又は導電性金属被覆を形成した絶縁性セラミックスである、上記項6〜8のいずれかに記載の熱電変換モジュール。
項10. 導電性基板が、厚さ0.05〜3mmの銀製シートである、上記項9に記載の熱電変換モジュール。
項11. 上記項6〜10のいずれかの熱電変換モジュールの両面又は片面の導電性基板上に電気絶縁性基板が配置されている、熱電変換モジュール。
項12. 電気絶縁性基板が、酸化物セラミックス又は窒化物セラミックスである、上記項11に記載の熱電変換モジュール。
項13. 上記項6〜11のいずれかに記載の熱電変換モジュールの一方の導電性基板面側を高温部に配置し、他方の導電性基板面側を低温部に配置する工程を備えた、熱電発電方法。
(1)n型熱電変換材料
本発明では、n型熱電変換材料として、下記(a)又は(b)項に記載したケイ化物を用いる。
(a)組成式:Mn3−x1M1 x1Siy1Alz1M2 a1 (式中、M1は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、M2は、B、P、Ga、Ge、Sn、及びBiからなる群から選ばれる少なくとも一種の元素であり、0≦x1≦3.0、特に0.1≦x1≦2.9;3.5≦y1≦4.5、特に3.7≦y1≦4.3;2.0≦z1≦3.5、特に2.5≦z1≦3.5、さらには2.7≦z1≦3.3;0≦a1≦1、特に0.01≦a1≦0.99である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物。
(b)組成式:Mnx2M3 y2Sim2Aln2 (式中、M3は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、2.0≦x2≦3.5、特に2.2≦x2≦3.3;0≦y2≦1.4、特に0.1≦y2≦1.3であって;2.5≦x2+y2≦3.5、特に2.7≦x2+y2≦3.3であり;3.5≦m2≦4.5、特に3.7≦m2≦4.3;1.5≦n2≦2.49、特に1.6≦n2≦2.4である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物。
本発明では、p型熱電変換材料としては、組成式:Mnm3M4 n3Sip3(式中、M4はTi、V、Cr、Fe、Co、Ni及びCuからなる群から選ばれる少なくとも一種の元素であり、0.8≦m3≦1.2、特に0.9≦m3≦1.1;0≦n3≦0.4、特に0.1≦n3≦0.3;1.5≦p3≦2.0、特に1.5≦p3≦1.9、特に1.6≦p3≦1.8である)で表され、25℃以上の温度で正のゼーベック係数を有するケイ化物を用いる。この材料は、一般的に、Mnが形成する四角柱内の空隙をらせん構造のSiが占有するチムニー・ラダー型構造を有する合金である。
上記したn型熱電変換材料及びp型熱電変換材料は、いずれも、熱電変換材料として用いる場合には、通常、目的とする用途に応じた形状の焼結成形体として用いられる。焼結成形体を作製するには、まず、上記した組成式で表されるケイ化物を粉砕して粉末とした後、目的とする形状に成形する。粉砕の程度(粒径、粒度分布、粒子形状等)については特に限定は無いが、できるだけ微細な粉末とすることによって、次の工程である焼結が容易となる。例えば、ボールミル等の粉砕手段を適用することによって、ケイ化物の粉砕と混合とを同時に行うことができる。粉砕物を焼結させる方法についても特に限定はない。例えば、通常の電気加熱炉、ガス加熱炉等の任意の加熱手段を適用できる。加熱温度、加熱時間についても特に限定はなく、十分な強度の焼結体が形成されるようにこれらの条件を適宜設定することができる。特に、導電性を有する型に粉砕物を充填し、加圧成形した後、該型に直流パルス電流を通電して焼結させる通電焼結法を適用する場合には、短時間で緻密な焼結体を得ることができる。通電焼結の条件についても特に制限はなく、例えば、必要に応じて、5〜30MPa程度の圧力で加圧した状態で、600〜850℃程度で5〜30分程度加熱することができる。加熱時の雰囲気については、原料の酸化を避けるために、窒素、アルゴン等の不活性ガス雰囲気、還元性雰囲気、減圧雰囲気等の非酸化性雰囲気とすることが好ましい。また一軸加圧下で電気炉により焼成するホットプレス焼結法も利用できる。ホットプレス焼結の条件についても特に制限はない。5〜50MPa程度の圧力で加圧した状態で、700〜950℃程度で1〜20時間程度加熱することができる。加熱時の雰囲気については、原料の酸化を避けるために、窒素、アルゴン等の不活性ガス雰囲気、還元性雰囲気、減圧雰囲気等の非酸化性雰囲気とすることが好ましい。
本発明では、上記したケイ化物からなるn型熱電変換材料とp型熱電変換材料とを導電性基板に接合するための接合剤として、金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属並びに銀からなる導電性金属を含む導電性ペーストを用いる。
上記したn型熱電変換材料の一端とp型熱電変換材料との一端を結合する導電性基板としては、上記した熱電変換材料を接続可能であって、十分な電気伝導性を有する材料が挙げられる。例えば、シート状の導電性金属からなる基板、導電性セラミックス基板、導電性金属被覆を形成した絶縁性セラミックス基板等を用いることができる。
本発明の熱電変換素子は、n型熱電変換材料の一端とp型熱電変換材料との一端を、それぞれ、導電性ペーストを用いて導電性基板に接続したものである。
本発明の熱電発電モジュールは、上記した熱電変換素子を複数個用い、一つの熱電変換素子のp型熱電変換材料の未接合の端部と、他の熱電変換素子のn型熱電変換材料の未接合の端部とを、接合剤を用いて導電性基板上に接続する方法で、複数の熱電変換素子を直列に接続したものである。本発明の熱電変換モジュールにおいて、接合剤として、上記した金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属並びに銀からなる導電性金属を含む導電性ペーストを用いる。
p型熱電変換材料の製造
組成式:MnSi1.75で表されるp型熱電変換材料を下記の方法で製造した。
マンガン(Mn)、シリコン(Si)及びアルミニウム(Al)をの小片を用い、Mn:Si:Al(元素比)=3.0:4.0:2.3となるように秤量後、アーク熔解法により約35kPaの減圧アルゴン雰囲気中で熔融させ、融液を十分に混合した後、室温まで冷却して、上記した原料成分からなる熔解固化物を得た。
市販の銀ペースト(商標名:MH−108A 、田中貴金属社製、銀含有量85重量%)100重量部に対して白金ペースト(商標名:TR−7905 田中貴金属社製、白金含有量85重量%)を6重量部秤取り、銀ペーストと白金ペーストとを十分に混練して、導電性ペーストを調製した。使用した銀ペーストは、銀粉末(粒径0.1〜5μm程度)85重量%、ホウケイ酸ビスマスガラス1重量%、エチルセルロース5重量%、テルピネオール4重量%及びブチルカルビトールアセテート5重量%からなるものであり、白金ペーストは白金粉末(粒径0.1〜5μm程度)85重量%、ホウケイ酸ビスマスガラス1重量%、エチルセルロース5重量%、テルピネオール4重量%及びブチルカルビトールアセテート5重量%からなるものである。
導電性基板として、幅3.5mm、長さ7mm、厚さ0.5mmの銀シートを準備し、上記したp型熱電変換材料とn型熱電変換材料とのNi−Bメッキを施した3.5mm×3.5mmの面に、銀と白金粉末とを含む導電性ペーストを塗布し、その上に銀シートをp型熱電変換材料とn型熱電変換材料とを接続するように載せた。さらに、銀シートの上に幅5mm、長さ8mm、及び厚さ0.5mmの酸化アルミニウムの電気絶縁性基板を銀シート全体を覆うように載せた。ペーストの塗布量は固化前の厚さが、約100μmとなるようにした。
導電性ペーストとして、市販の銀ペースト(商標名:MH−108A 、田中貴金属社製、銀含有量85重量%)を用いること以外は、実施例1と同様にして、熱電変換素子を作製した。
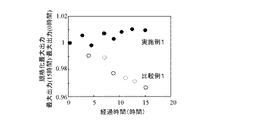
実施例1及び比較例1で得られた各熱電変換素子について、プレート型の電気炉を用いて酸化アルミニウム基板面を空気中で100〜600℃で加熱し、反対端を20℃の水が循環している銅製ジャケットで冷却して温度差を生じさせた。
p型熱電変換材料、n型熱電変換材料、導電性基板、及び電気絶縁性基板として、表1に記載した材料を用いて、実施例1と同様にして熱電変換素子を作製した。高温側絶縁性基板及び低温側絶縁性基板を設置する場合の設置方法は、実施例1における酸化アルミニウム基板の設置方法と同様である。

熱電変換モジュールの作製
3cm角及び厚さ0.8mmの酸化アルミニウム基板上に、幅7mm、長さ7mm、及び厚さ0.5mmの銀シートを7枚、熱電変換材料を接続できるよう適当な間隔で配列した。
p型熱電変換材料及びn型熱電変換材料は、それぞれ実施例1と同様の方法で作製した断面が3.5mmx7mm、及び長さが10mmの角柱状の材料を用いた。但し、p型熱電変換材料及びn型熱電変換材料は、いずれも表面にNi−B無電解メッキ皮膜を形成することなく用いた。
導電性ペーストとして、市販の銀ペースト(商標名:MH−108A 、田中貴金属社製、銀含有量85重量%)を用いること以外は、実施例88と同様にして、14対の熱電変換素子を直列に接続し、片面に電気絶縁基板を配置した熱電変換モジュールを作製した。
上記した方法で得られた実施例88、実施例89及び比較例2の各熱電変換モジュールについて、プレート型の電気炉を用いて酸化アルミニウム基板部を空気中で100〜600℃に加熱し、反対面を20℃の水が循環している銅製ジャケットで冷却して温度差を生じさせた。
p型熱電変換材料、n型熱電変換材料、導電性基板、及び電気絶縁性基板として、表2に記載した材料を用いて、実施例88と同様にして熱電変換モジュールを作製した。高温側絶縁性基板と低温側絶縁性基板とを設置する場合の設置方法は、実施例88における酸化アルミニウム基板の設置方法と同様である。
Claims (11)
- n型熱電変換材料の一端とp型熱電変換材料との一端を、それぞれ接合剤を用いて導電性基板に接続してなる熱電変換素子であって、
(1)n型熱電変換材料が、下記(a)項又は(b)項に記載したケイ化物であり、
(a)組成式:Mn3−x1M1 x1Siy1Alz1M2 a1 (式中、M1は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、M2は、B、P、Ga、Ge、Sn、及びBiからなる群から選ばれる少なくとも一種の元素であり、0≦x1≦3.0、3.5≦y1≦4.5、2.0≦z1≦3.5、0≦a1≦1である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物、
(b)組成式:Mnx2M3 y2Sim2Aln2(式中、M3は、Ti、V、Cr、Fe、Co、Ni、及びCuからなる群から選ばれる少なくとも一種の元素であり、2.0≦x2≦3.5、0≦y2≦1.4であって、2.5≦x2+y2≦3.5であり、3.5≦m2≦4.5、1.5≦n2≦2.49である)で表され、25℃以上の温度で負のゼーベック係数を有するケイ化物、
(2)p型熱電変換材料が、組成式:Mnm3M4 n3Sip3(式中、M4はTi、V、Cr、Fe、Co、Ni及びCuからなる群から選ばれる少なくとも一種の元素であり0.8≦m3≦1.2、0≦n3≦0.4、1.5≦p3≦2.0である)で表され、25℃以上の温度で正のゼーベック係数を有するケイ化物であり、
(3)接合剤が、金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属並びに銀からなる導電性金属を含む導電性ペーストであって、
前記導電性ペースト中の金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属の総量が、銀100重量部に対して、1〜6重量部である、熱電変換素子。 - 導電性ペーストが、更に、ガラス粉末成分、樹脂成分、及び溶剤成分を含有する、請求項1に記載の熱電変換素子。
- 導電性基板が、シート状導電性金属、導電性セラミックス、又は導電性金属被覆を形成した絶縁性セラミックスである、請求項1又は2に記載の熱電変換素子。
- 導電性基板が、厚さ0.05〜3mmの銀製シートである、請求項3に記載の熱電変換素子。
- 請求項1〜4のいずれかに記載の熱電変換素子を複数個用い、一つの熱電変換素子のp型熱電変換材料の未接合の端部と、他の熱電変換素子のn型熱電変換材料の未接合の端部を、接合剤を用いて導電性基板上に接続する方法で、複数の熱電変換素子を直列に接続した熱電変換モジュールであって、接合剤が、金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属並びに銀からなる導電性金属を含む導電性ペーストであって、
前記導電性ペースト中の金、白金及びパラジウムからなる群から選ばれた少なくとも一種の貴金属の総量が、銀100重量部に対して、1〜6重量部である、熱電変換モジュール。 - 導電性ペーストが、更に、ガラス粉末成分、樹脂成分、及び溶剤成分を含有する、請求項5に記載の熱電変換モジュール。
- 導電性基板が、シート状導電性金属、導電性セラミックス、又は導電性金属被覆を形成した絶縁性セラミックスである、請求項5又は6に記載の熱電変換モジュール。
- 導電性基板が、厚さ0.05〜3mmの銀製シートである、請求項7に記載の熱電変換モジュール。
- 請求項5〜8のいずれかの熱電変換モジュールの両面又は片面の導電性基板上に電気絶縁性基板が配置されている、熱電変換モジュール。
- 電気絶縁性基板が、酸化物セラミックス又は窒化物セラミックスである、請求項9に記載の熱電変換モジュール。
- 請求項5〜10のいずれかに記載の熱電変換モジュールの一方の導電性基板面側を高温部に配置し、他方の導電性基板面側を低温部に配置する工程を備えた、熱電発電方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014102234 | 2014-05-16 | ||
| JP2014102234 | 2014-05-16 | ||
| PCT/JP2015/063791 WO2015174462A1 (ja) | 2014-05-16 | 2015-05-13 | 熱電変換素子及び熱電変換モジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015174462A1 JPWO2015174462A1 (ja) | 2017-05-25 |
| JP6249382B2 true JP6249382B2 (ja) | 2017-12-20 |
Family
ID=54479999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016519290A Active JP6249382B2 (ja) | 2014-05-16 | 2015-05-13 | 熱電変換素子及び熱電変換モジュール |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170125658A1 (ja) |
| EP (1) | EP3144986A4 (ja) |
| JP (1) | JP6249382B2 (ja) |
| CN (1) | CN106463600A (ja) |
| WO (1) | WO2015174462A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6830587B2 (ja) * | 2016-04-11 | 2021-02-17 | 学校法人東京理科大学 | 導電膜付き柱状インゴット基板及びその製造方法、シリサイド系熱電変換素子及びその製造方法、熱電変換モジュール、並びにシリサイド系熱電変換素子の電極層形成用組成物 |
| WO2018028772A1 (en) * | 2016-08-10 | 2018-02-15 | Politecnico Di Milano | Active material and electric power generator containing it |
| CN106907049A (zh) * | 2017-04-19 | 2017-06-30 | 南华大学 | 一种利用余热发电的烟气净化烟囱 |
| WO2019004429A1 (ja) * | 2017-06-29 | 2019-01-03 | 三菱マテリアル株式会社 | 熱電変換モジュール、及び、熱電変換モジュールの製造方法 |
| JP7196432B2 (ja) | 2017-06-29 | 2022-12-27 | 三菱マテリアル株式会社 | 熱電変換モジュール、及び、熱電変換モジュールの製造方法 |
| JP6937652B2 (ja) * | 2017-10-04 | 2021-09-22 | 直江津電子工業株式会社 | 熱電変換素子及びその製造方法並びに熱電変換モジュール |
| IT201800002547A1 (it) * | 2018-02-09 | 2019-08-09 | Termo Ind Sa | Batteria semi-solida con capacita’ di ricarica |
| IT201800002541A1 (it) * | 2018-02-09 | 2019-08-09 | Termo Ind Sa | Materiale attivo e generatore di potenza elettrica contenente lo stesso |
| EP4099411A4 (en) | 2020-01-31 | 2024-01-10 | Aist | THERMOELECTRIC CONVERSION MODULE |
| CN112621116B (zh) * | 2020-12-07 | 2022-07-01 | 哈尔滨工业大学 | 一种用于方钴矿热电材料与Cu基电极的低温纳米连接方法 |
| JP7248091B2 (ja) * | 2021-02-03 | 2023-03-29 | 三菱マテリアル株式会社 | 熱電変換モジュール、および、熱電変換モジュールの製造方法 |
| CN117245233A (zh) * | 2023-10-18 | 2023-12-19 | 江苏智疆航空科技发展有限公司 | 一种负压稳固式特种陶瓷基板激光切割装置及其切割方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04246106A (ja) * | 1991-01-26 | 1992-09-02 | Tanaka Kikinzoku Kogyo Kk | 銀−パラジウム−白金複合微粉末とその製造方法 |
| JPH04246105A (ja) * | 1991-01-26 | 1992-09-02 | Tanaka Kikinzoku Kogyo Kk | 銀−白金複合微粉末とその製造方法 |
| JPH0580902A (ja) * | 1991-09-18 | 1993-04-02 | Canon Inc | 情報処理装置 |
| JPH0533547U (ja) * | 1991-10-04 | 1993-04-30 | 三洋電機株式会社 | 光起電力装置 |
| JPH07153866A (ja) * | 1993-10-04 | 1995-06-16 | Tokuyama Corp | セラミック回路基板 |
| JPH09186368A (ja) * | 1995-10-31 | 1997-07-15 | Technova:Kk | 厚膜熱電素子 |
| JP4797148B2 (ja) * | 2003-10-08 | 2011-10-19 | 独立行政法人産業技術総合研究所 | 熱電変換材料接続用導電性ペースト |
| JP4141415B2 (ja) * | 2004-06-30 | 2008-08-27 | 義臣 近藤 | 集積並列ペルチェ・ゼーベック素子チップとその製造方法、及び集積ペルチェ・ゼーベック素子パネル又はシート、並びにエネルギー直接変換システム及びエネルギー転送システム |
| US7612435B2 (en) * | 2007-12-21 | 2009-11-03 | National Semiconductor Corporation | Method of packaging integrated circuits |
| JP2012523696A (ja) * | 2009-04-08 | 2012-10-04 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 太陽電池電極 |
| JP5533087B2 (ja) * | 2010-03-17 | 2014-06-25 | 富士通株式会社 | 熱電変換モジュールおよび複合熱電変換素子 |
| JP2013042862A (ja) * | 2011-08-23 | 2013-03-04 | National Institute Of Advanced Industrial Science & Technology | 発電機能を有する調理器具 |
| JP5968046B2 (ja) * | 2012-04-26 | 2016-08-10 | 三菱電機株式会社 | 半導体装置および半導体装置の製造方法 |
| JP5949347B2 (ja) * | 2012-09-04 | 2016-07-06 | 国立研究開発法人産業技術総合研究所 | n型熱電変換性能を有する金属材料 |
| CN103117105B (zh) * | 2012-12-07 | 2016-08-03 | 蚌埠市智峰科技有限公司 | 一种导电浆料 |
-
2015
- 2015-05-13 WO PCT/JP2015/063791 patent/WO2015174462A1/ja active Application Filing
- 2015-05-13 CN CN201580023910.4A patent/CN106463600A/zh active Pending
- 2015-05-13 EP EP15792483.8A patent/EP3144986A4/en not_active Withdrawn
- 2015-05-13 US US15/311,658 patent/US20170125658A1/en not_active Abandoned
- 2015-05-13 JP JP2016519290A patent/JP6249382B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3144986A1 (en) | 2017-03-22 |
| WO2015174462A1 (ja) | 2015-11-19 |
| JPWO2015174462A1 (ja) | 2017-05-25 |
| CN106463600A (zh) | 2017-02-22 |
| US20170125658A1 (en) | 2017-05-04 |
| EP3144986A4 (en) | 2017-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6249382B2 (ja) | 熱電変換素子及び熱電変換モジュール | |
| WO2021153550A1 (ja) | 熱電変換モジュール | |
| JP2009117792A (ja) | 熱電変換モジュール及びその製造方法 | |
| WO2009150908A1 (ja) | 熱電変換素子及び熱電変換素子用導電性部材 | |
| JP4797148B2 (ja) | 熱電変換材料接続用導電性ペースト | |
| WO2014084163A1 (ja) | Mg-Si系熱電変換材料及びその製造方法、熱電変換用焼結体、熱電変換素子、並びに熱電変換モジュール | |
| JP4584035B2 (ja) | 熱電モジュール | |
| JP5686417B2 (ja) | 熱電変換モジュールの製造方法及び熱電変換モジュール | |
| JP4584034B2 (ja) | 熱電モジュール | |
| US20130256608A1 (en) | METAL MATERIAL HAVING n-TYPE THERMOELECTRIC CONVERSION CAPABILITY | |
| EP2894681B1 (en) | METAL MATERIAL HAVING n-TYPE THERMOELECTRIC CONVERSION PERFORMANCE | |
| JP6809852B2 (ja) | 熱電変換素子および熱電変換モジュール | |
| JP2009081252A (ja) | 熱電変換素子及びその電極形成方法 | |
| JP2011003640A (ja) | 熱電変換モジュールの製造方法および熱電変換モジュール | |
| JP4882855B2 (ja) | 熱電変換モジュールとその製造方法 | |
| JPH09307146A (ja) | 熱電変換素子の製造方法 | |
| JP4643371B2 (ja) | 熱電モジュール | |
| JP2019153664A (ja) | 熱電変換モジュールの製造方法 | |
| JP5877274B2 (ja) | 熱電変換材料 | |
| JP5061706B2 (ja) | 熱電素子とその製造方法および熱電変換モジュール | |
| JP6793165B2 (ja) | 熱電変換モジュールおよびその製造方法 | |
| JP2022144073A (ja) | 熱電変換層を有する積層体とその製造方法、及び発電モジュール | |
| Hori et al. | Fabrication of 500 C class thermoelectric module and evaluation of its high temperature stability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170620 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6249382 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |