JP5931409B2 - 板材の搬送システム - Google Patents
板材の搬送システム Download PDFInfo
- Publication number
- JP5931409B2 JP5931409B2 JP2011248753A JP2011248753A JP5931409B2 JP 5931409 B2 JP5931409 B2 JP 5931409B2 JP 2011248753 A JP2011248753 A JP 2011248753A JP 2011248753 A JP2011248753 A JP 2011248753A JP 5931409 B2 JP5931409 B2 JP 5931409B2
- Authority
- JP
- Japan
- Prior art keywords
- plate material
- delivery device
- plate glass
- unit
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
- B65G49/065—Transporting devices for sheet glass in a horizontal position supported partially or completely on fluid cushions, e.g. a gas cushion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67706—Mechanical details, e.g. roller, belt
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67736—Loading to or unloading from a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
- B65G2249/045—Details of suction cups suction cups
Description
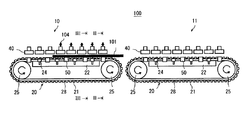
はじめに、図1から図4を参照して、本発明の第1実施形態に係る搬送システム100について説明する。ここで、図1は本実施形態に係る搬送システム100の右側面であり(流体ガイド部60を省略)、図2は図1のII−II矢視断面図である。図1において、紙面左から右に向かう方向が板ガラス101の搬送方向(以下、単に「搬送方向」と称す。)であり、図2において、紙面手前から奥に向かう方向が搬送方向である。なお、以下では「右」というときは搬送方向を向いて右をいい、「左」というときは搬送方向を向いて左をいうこととする。
次に、図6を参照して、本発明の第2実施形態に係る搬送システム200について説明する。図6は、第2実施形態に係る搬送システム200を構成する第1送出装置210(第2送出装置211)の断面図であって、第1実施形態の図3に対応する図である。図6に示すように、本実施形態に係る搬送システム200は、図3に示す浮揚部50に代えて浮揚部250を備えている点で、第1実施形態に係る搬送システム100と構成が異なる。本実施形態の浮揚部250は、いわゆるジェットノズルであって、先端からは高圧の加圧流体104が板ガラス101の普通面103に向かって垂直に噴射されるように構成されている。これにより板ガラス101は上方への力が加えられて上方に押し上げられ、無端ベルト21から離す。本実施形態によれば、浮揚部250としてジェットノズルを採用しているため、浮揚部250と板ガラス101の距離が比較的大きな場合であっても、板ガラス101に上方への力を加えることができる。そのため、浮揚部250と板ガラス101との距離の設定を広い範囲で行うことができる。
次に、図7を参照して、本発明の第3実施形態に係る搬送システム300について説明する。図7は、第2実施形態に係る搬送システム300を構成する第1送出装置310(第2送出装置311)の断面図であって、第1実施形態の図3に対応する図である。図7に示すように、本実施形態に係る搬送システム300は、図3に示す浮揚部50に代えて浮揚部350を備えている点で、第1実施形態に係る搬送システム100と構成が異なる。本実施形態の浮揚部350は、板ガラス101に接触する支持ローラー351と、左右方向を回転軸としてこの支持ローラーを回転可能に保持する保持部材352と、この保持部材352を介して支持ローラー351を板ガラス101の普通面103へ垂直方向に付勢する付勢部材353によって主に構成されている。本実施形態の構成によれば、加圧流体104(図1等参照)を用いなくとも、板ガラス101に上方への力を加え、板ガラス101を浮かすようにして搬送部20と接触しないようにすることができる。
次に、図8を参照して、本発明の第4実施形態に係る搬送システム400について説明する。図8は、第4実施形態に係る搬送システム400の板ガラス101を搬送する動作を示した右側面図である。図8に示すように、本実施形態に係る搬送システム400は、板ガラス101を押し上げるための浮揚部50(図1等参照)を備えておらず、第1送出装置410及び第2送出装置411が変位する点で、第1実施形態に係る搬送システム100と構成が異なる。具体的には次のとおりである。
次に、図9を参照して、本発明の第5実施形態に係る搬送システム500について説明する。図9は、第5実施形態に係る搬送システム500が板ガラス101を搬送する動作を示した右側面図である。図9に示すように、本実施形態に係る搬送システム400は、第1送出装置510及び第2送出装置511が一方の端部のみならず全体が上下に移動する点で第4実施形態に係る搬送システム400と構成が異なる。
11、211、311、411、511 第2送出装置
20 搬送部
21 無端ベルト(ベルト)
40 加圧部
50 浮揚部
100、200、300、400、500 搬送システム
101 板ガラス(板材)
104 加圧流体(流体)
Claims (6)
- 第1送出装置と、第2送出装置とを備え、前記第1送出装置から前記第2送出装置へ板材が受け渡される板材の搬送システムであって、
前記第1送出装置及び前記第2送出装置はそれぞれ、
前記板材の一方の面に接触して前記板材を搬送方向へ送り出す搬送部と、
前記板材の他方の面に流体による垂直方向の圧力を加え、前記板材を前記搬送部に向かって加圧することができる加圧部と、を有しており、
前記第1送出装置から前記第2送出装置へ前記板材が受け渡される前においては、前記第1送出装置は搬送部と前記加圧部の流体とによって前記板材を挟むように保持しながら搬送するとともに、前記第2送出装置の搬送部は前記板材と接触しないようにし、
前記第1送出装置から前記第2送出装置へ前記板材が受け渡された後においては、前記第2送出装置は搬送部と前記加圧部の流体とによって前記板材を挟むように保持しながら搬送するとともに、前記第1送出装置の搬送部は前記板材と接触しないように構成された、板材の搬送システム。 - 前記第1送出装置及び前記第2送出装置はそれぞれ、前記搬送部側から前記板材の前記一方の面に垂直方向の力を加え、前記板材を浮かすようにして前記搬送部と接触しないようにする浮揚部をさらに備えている、請求項1に記載の板材の搬送システム。
- 前記浮揚部は、前記板材の前記一方の面に流体による垂直方向の圧力を加えることができるように構成されている、請求項2に記載の板材の搬送システム。
- 前記浮揚部は、前記板材の前記一方の面との間で流体の膜が形成できるように構成されている、請求項3に記載の板材の搬送システム。
- 前記浮揚部は、前記板材の前記一方の面に接触する支持ローラーと、該支持ローラーを前記板材へ付勢する付勢部材と、を有し、前記支持ローラーを介して前記板材の前記一方の面に垂直方向の力を加えることができるように構成されている、請求項2に記載の板材の搬送システム。
- 前記第1送出装置の搬送部は、前記第2送出装置側の端部がこれとは反対側の端部を支点にして前記板材と接触しないように駆動するよう構成されており、
前記第2送出装置の搬送部は、前記第1送出装置側の端部がこれとは反対側の端部を支点にして前記板材と接触しないように駆動するよう構成されている、請求項1に記載の板材の搬送システム。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011248753A JP5931409B2 (ja) | 2011-11-14 | 2011-11-14 | 板材の搬送システム |
| CN201280053236.0A CN103906692B (zh) | 2011-11-14 | 2012-11-12 | 板材的搬运系统 |
| PCT/JP2012/007241 WO2013073156A1 (ja) | 2011-11-14 | 2012-11-12 | 板材の搬送システム |
| IN3271CHN2014 IN2014CN03271A (ja) | 2011-11-14 | 2012-11-12 | |
| KR1020147011849A KR101564675B1 (ko) | 2011-11-14 | 2012-11-12 | 판재 반송 시스템 |
| TW101142316A TWI480216B (zh) | 2011-11-14 | 2012-11-14 | Sheet conveyance system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011248753A JP5931409B2 (ja) | 2011-11-14 | 2011-11-14 | 板材の搬送システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013103797A JP2013103797A (ja) | 2013-05-30 |
| JP5931409B2 true JP5931409B2 (ja) | 2016-06-08 |
Family
ID=48429252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011248753A Active JP5931409B2 (ja) | 2011-11-14 | 2011-11-14 | 板材の搬送システム |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP5931409B2 (ja) |
| KR (1) | KR101564675B1 (ja) |
| CN (1) | CN103906692B (ja) |
| IN (1) | IN2014CN03271A (ja) |
| TW (1) | TWI480216B (ja) |
| WO (1) | WO2013073156A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3049943B1 (fr) * | 2016-04-06 | 2020-08-28 | Saint Gobain | Dispositif de convoyage et de maintien de feuilles de verre notamment dans une installation de lavage, et procede de mise en oeuvre |
| FR3079507A1 (fr) * | 2018-03-29 | 2019-10-04 | Saint-Gobain Glass France | Ensemble de convoyage ameliore |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6435330B1 (en) * | 1998-12-18 | 2002-08-20 | Asyai Technologies, Inc. | In/out load port transfer mechanism |
| JP2001151318A (ja) * | 1999-09-13 | 2001-06-05 | Press Gijutsu Kenkyusho:Kk | 加工用送り装置 |
| JP3887549B2 (ja) * | 2001-07-16 | 2007-02-28 | 東京エレクトロン株式会社 | 基板搬送装置 |
| JP2004154893A (ja) * | 2002-11-06 | 2004-06-03 | Mitsubishi Materials Techno Corp | 板硝子の研磨方法および研磨装置 |
| JP4244006B2 (ja) | 2003-11-14 | 2009-03-25 | 株式会社ダイフク | 搬送装置 |
| JP4626205B2 (ja) * | 2004-07-28 | 2011-02-02 | シンフォニアテクノロジー株式会社 | 基板の受渡し方法、及びその装置 |
| JP4800611B2 (ja) * | 2004-12-13 | 2011-10-26 | コーニングジャパン株式会社 | 板材収納方法および装置 |
| JP4849969B2 (ja) * | 2006-06-15 | 2012-01-11 | 東京エレクトロン株式会社 | 基板処理システムおよび基板搬送方法 |
| JP2008302487A (ja) * | 2007-06-11 | 2008-12-18 | Olympus Corp | 基板吸着装置及び基板搬送装置並びに外観検査装置 |
| JP5162640B2 (ja) * | 2010-10-06 | 2013-03-13 | 川崎重工業株式会社 | 板ガラスの搬送装置とそれを備えた面取り装置 |
-
2011
- 2011-11-14 JP JP2011248753A patent/JP5931409B2/ja active Active
-
2012
- 2012-11-12 CN CN201280053236.0A patent/CN103906692B/zh active Active
- 2012-11-12 WO PCT/JP2012/007241 patent/WO2013073156A1/ja active Application Filing
- 2012-11-12 IN IN3271CHN2014 patent/IN2014CN03271A/en unknown
- 2012-11-12 KR KR1020147011849A patent/KR101564675B1/ko active IP Right Grant
- 2012-11-14 TW TW101142316A patent/TWI480216B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| CN103906692B (zh) | 2016-01-06 |
| TWI480216B (zh) | 2015-04-11 |
| JP2013103797A (ja) | 2013-05-30 |
| CN103906692A (zh) | 2014-07-02 |
| KR101564675B1 (ko) | 2015-10-30 |
| KR20140085482A (ko) | 2014-07-07 |
| WO2013073156A1 (ja) | 2013-05-23 |
| IN2014CN03271A (ja) | 2015-07-03 |
| TW201318943A (zh) | 2013-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW201013825A (en) | Substrate transporting apparatus and substrate positioning method and apparatus | |
| CN102205297A (zh) | 输送装置及涂布系统 | |
| JP5931409B2 (ja) | 板材の搬送システム | |
| JP2004137054A (ja) | 紙葉類検知装置 | |
| KR101506850B1 (ko) | 판재의 반송 장치 및 판재의 반송 방법 | |
| US9315046B2 (en) | Recording apparatus | |
| JP2007204278A (ja) | 基板浮上搬送装置 | |
| JP2012194025A (ja) | 基板外観検査装置における基板幅寄せ搬送機構 | |
| JP2019023134A5 (ja) | ||
| TWI441768B (zh) | Method for transporting sheet material and sheet material | |
| JP2012195533A (ja) | 基板搬送装置及び基板搬送方法 | |
| JP2008273727A (ja) | ワーク搬送装置 | |
| CN214440464U (zh) | 狭缝喷嘴以及基板处理装置 | |
| JP2010143662A (ja) | スキュー補正装置及び記録装置 | |
| JP2006088657A5 (ja) | ||
| JP2013212919A (ja) | 枚葉シート搬送装置及び印刷機 | |
| JP2017109315A (ja) | 冊子ページめくり装置 | |
| JP2018016491A5 (ja) | ||
| JP4830339B2 (ja) | 搬送装置 | |
| JP2015174726A (ja) | 記録装置 | |
| JP2016207848A (ja) | 基板の搬送方法および搬送装置 | |
| JP2006076723A (ja) | 容器の間隔形成装置 | |
| JP2020007118A (ja) | 小型成形品の供給中継装置および該装置を用いた小型成形品の処理システム | |
| JP6803654B2 (ja) | ガラス基板の検査装置 | |
| JP2015048182A (ja) | シート搬送機構及びそれを備えた画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5931409 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |