JP5628343B2 - 窪み部分のある切削エッジを有する切削インサート - Google Patents
窪み部分のある切削エッジを有する切削インサート Download PDFInfo
- Publication number
- JP5628343B2 JP5628343B2 JP2012548531A JP2012548531A JP5628343B2 JP 5628343 B2 JP5628343 B2 JP 5628343B2 JP 2012548531 A JP2012548531 A JP 2012548531A JP 2012548531 A JP2012548531 A JP 2012548531A JP 5628343 B2 JP5628343 B2 JP 5628343B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- cutting edge
- main
- cutting insert
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/128—Side or flank surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/205—Discontinuous cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/20—Number of cutting edges
- B23C2210/203—Number of cutting edges four
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/48—Chip breakers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/48—Chip breakers
- B23C2210/486—Chip breaking grooves or depressions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/60—Roughing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1952—Having peripherally spaced teeth
- Y10T407/1962—Specified tooth shape or spacing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
- Y10T407/245—Cutters, for shaping with chip breaker, guide or deflector comprising concave surface in cutting face of tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Description
Claims (13)
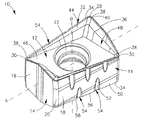
- 2つの対向端面(12)およびそれらの間に延在し、主側面(18)を含む外周側面(14)と、
前記主側面(18)が前記端面(12)の1つと交わる部位に形成された主切削エッジ(34)とを具えた切削インサート(10)であって、
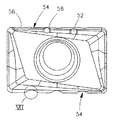
前記主側面(18)は複数の切削エッジ窪み部分(54)をもって前記主切削エッジ(34)を途切れさせる窪み(52)を有し、それぞれの前記切削エッジ窪み部分(54)は窪みのない2つの切削エッジ部分(56)の間に配されており、
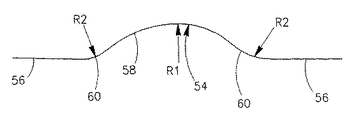
それぞれの前記切削エッジ窪み部分(54)は、前記切削エッジ(34)とともに前記端面(12)が示される前記切削インサート(10)の端面を見たときに、湾曲した2つの側部(60)の間に位置する湾曲した中央部(58)を含み、該中央部(58)は第1の曲率半径(R1)を有し、それぞれの前記側部(60)は第2の曲率半径(R2)を有し、前記第1の曲率半径(R1)が前記第2の曲率半径(R2)よりも大であり、
前記第1の曲率半径(R1)が0.7から0.9mmの範囲にあり、前記第2の曲率半径(R2)が0.3から0.5mmの範囲にあることを特徴とする切削インサート(10)。 - 前記第1の曲率半径R1が0.83mmに等しく、前記第2の曲率半径R2が0.40mmに等しいことを特徴とする請求項1に記載の切削インサート(10)。
- 前記窪みのない切削エッジ部分(56)のそれぞれは、直線、楕円形および螺旋形から成る群から選択されたものの部分であることを特徴とする請求項1に記載の切削インサート(10)。
- 前記切削インサート(10)の主側面を見たときに、前記切削エッジ窪み部分の間の最大幅が前記窪みのない切削エッジ部分(56)の間の最小幅より小であることを特徴とする請求項1に記載の切削インサート(10)。
- 前記対向する端面(12)の間を通る貫通孔(22)を通る中心軸(B)をさらに具え、
前記切削インサート(10)が前記中心軸(B)に関して180度の回転対称形を有していないことを特徴とする請求項1に記載の切削インサート(10)。 - 対向する2つの同等の端面(12)であって、それぞれが対角線上で対向する2つの低位コーナー(30)および対角線上で対向する2つの高位コーナー(28)を含む4つのコーナー(28,30)を有し、前記低位コーナー30が前記高位コーナー(28)よりも前記切削インサート(10)の正中面(M)に近接している当該2つの対向端面(12)と、
該2つの対向端面(12)の間に延在して対向する2つの主側面(18)と、
ぞれぞれの前記主側面(18)がそれぞれの前記端面(12)と交わる部位にそれぞれ形成されている4つの主切削エッジ(34)と、
それぞれの前記主側面(18)と関連するレーキ面(44)であって、それぞれの前記端面(12)内で、関連する主切削エッジ(34)から前記切削インサート(10)の概ね内方に内側端面(46)へと延在している当該レーキ面(44)と、
それぞれの主切削エッジ(34)と関連した主レリーフ面(50)であって、関連する主切削エッジ(34)から、前記主レリーフ面が含まれる主側面(18)の中央領域に向かって延在している当該主レリーフ面(50)と、を具え、
前記主側面(18)に概ね直交する平面で取った前記切削インサート(10)の各断面において、前記主切削エッジ(18)の窪みのない主切削エッジ部分(56)でのそれぞれの前記主レリーフ面(50)の接線(L)が、前記切削インサート(10)の正中面(M)に対して傾き、鋭角の内角(α)をなしていることを特徴とする請求項1に記載の切削インサート(10)。 - 所定の端面(12)に関連する前記切削エッジが、それぞれ異なる数の切削エッジ窪み部分(54)を有することを特徴とする請求項6に記載の切削インサート(10)。
- 対向する前記2つの主側面(18)に接続された対向する2つの副側面(16)と、
それぞれの前記副側面(16)がそれぞれの前記端面(12)と交わる部位にそれぞれ形成された4つの副切削エッジ(36)とをさらに具え、
前記副側面(16)には、切削エッジ窪み部分で前記副切削エッジ(16)を途切れさせる窪みがないことを特徴とする請求項6に記載の切削インサート(10)。 - 前記対向する端面(12)の間を通る貫通孔(22)を通る中心軸(B)と、
前記副側面(16)の双方を通り、且つ前記中心軸(B)に直交する主軸(A)と、をさらに具え、
前記切削インサート(10)が前記主軸(A)に関して180度の回転対称形を有しており、
前記切削インサート(10)が前記中心軸(B)に関して180度の回転対称形を有していないことを特徴とする請求項8に記載の切削インサート(10)。 - 請求項1に記載の切削インサート(10)と同等の第1の切削インサートおよび第2の切削インサートを有することを特徴とするフライス(26)。
- それぞれの前記切削インサート(10)が、
対向する2つの同等の端面(12)であって、それぞれが対角線上で対向する2つの低位コーナー(30)および対角線上で対向する2つの高位コーナー(28)を含む4つのコーナー(28,30)を有し、前記低位コーナー(30)が前記高位コーナー(28)よりも前記切削インサート(10)の正中面(M)に近接している当該2つの対向端面(12)と、
該2つの対向端面(12)の間に延在して対向する2つの主側面(18)と、
ぞれぞれの前記主側面(18)がそれぞれの前記端面(12)と交わる部位にそれぞれ形成されている4つの主切削エッジ(34)と、
を具えていることを特徴とする請求項10に記載のフライス(26)。 - それぞれの前記切削インサート(10)において、所定の端面(12)に関連する前記切削エッジが、それぞれ異なる数の切削エッジ窪み部分(54)を有し、
前記第1の切削インサート(10)の作動する主切削エッジ(34’)が第1の数の切削エッジ窪み部分(54)を有し、
前記第2の切削インサート(10)の作動する主切削エッジ(34’’)が前記第1の数とは異なる第2の数の切削エッジ窪み部分(54)を有し、
前記第1の切削インサート(10)の前記作動する主切削エッジ(34’)の前記切削エッジ窪み部分(54)が、前記第2の切削インサート(10)の前記作動する主切削エッジ(34’’)の前記切削エッジ窪み部分(54)に対してずらして配されていることを特徴とする請求項11に記載のフライス(26)。 - 前記切削インサート(10)のそれぞれが、
対向する前記2つの主側面(18)に接続された対向する2つの副側面(16)と、
それぞれの前記副側面(16)がそれぞれの前記端面(12)と交わる部位にそれぞれ形成された4つの副切削エッジ(36)とをさらに具え、
前記副側面(16)には、切削エッジ窪み部分で前記副切削エッジ(16)を途切れさせる窪みがないことを特徴とする請求項12に記載のフライス(26)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IL203283 | 2010-01-13 | ||
| IL203283A IL203283A (en) | 2010-01-13 | 2010-01-13 | Cutting put |
| PCT/IL2010/001053 WO2011086544A1 (en) | 2010-01-13 | 2010-12-14 | Cutting insert having cutting edges with recessed portions |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013517143A JP2013517143A (ja) | 2013-05-16 |
| JP5628343B2 true JP5628343B2 (ja) | 2014-11-19 |
Family
ID=43836599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012548531A Active JP5628343B2 (ja) | 2010-01-13 | 2010-12-14 | 窪み部分のある切削エッジを有する切削インサート |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8556546B2 (ja) |
| EP (1) | EP2523773B1 (ja) |
| JP (1) | JP5628343B2 (ja) |
| KR (1) | KR101705399B1 (ja) |
| CN (1) | CN102712054B (ja) |
| BR (1) | BR112012015980B8 (ja) |
| CA (1) | CA2786849C (ja) |
| ES (1) | ES2592207T3 (ja) |
| IL (1) | IL203283A (ja) |
| PL (1) | PL2523773T3 (ja) |
| PT (1) | PT2523773T (ja) |
| RU (1) | RU2542037C2 (ja) |
| WO (1) | WO2011086544A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL182343A0 (en) * | 2007-04-01 | 2007-07-24 | Iscar Ltd | Cutting insert and tool for milling and ramping at high feed rates |
| JP5295271B2 (ja) * | 2009-01-29 | 2013-09-18 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた被削材の切削方法 |
| CN102300657B (zh) * | 2009-03-27 | 2013-12-18 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的被切削件的切削方法 |
| JP2013006221A (ja) * | 2009-10-13 | 2013-01-10 | Mitsubishi Materials Corp | 切削インサート及び刃先交換式回転工具 |
| KR101154704B1 (ko) * | 2010-02-19 | 2012-06-08 | 대구텍 유한회사 | 홈에 의해 분할된 절삭날을 갖는 절삭 인서트 및 이를 구비한 밀링 커터 |
| CN103025462B (zh) * | 2010-08-11 | 2015-03-18 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| JP5589244B2 (ja) * | 2010-10-06 | 2014-09-17 | 大昭和精機株式会社 | インサート |
| IL214782A (en) * | 2011-08-22 | 2016-02-29 | Iscar Ltd | Cutting insert and milling tool |
| JP5938868B2 (ja) * | 2011-10-04 | 2016-06-22 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| JP5906976B2 (ja) | 2011-10-04 | 2016-04-20 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| JP5824526B2 (ja) | 2011-10-31 | 2015-11-25 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| US10035198B2 (en) | 2011-11-15 | 2018-07-31 | Kennametal Inc. | Double-sided, indexable cutting insert with ramping capability and cutting tool therefor |
| JP5783922B2 (ja) * | 2012-01-31 | 2015-09-24 | 京セラ株式会社 | 切削インサート、切削工具および切削工具を用いた被削材の切削方法 |
| KR101380884B1 (ko) * | 2012-06-14 | 2014-04-02 | 한국야금 주식회사 | 양면형 절삭 인서트 |
| KR101407168B1 (ko) * | 2012-08-07 | 2014-06-12 | 대구텍 유한회사 | 절삭 인서트 및 이를 포함하는 절삭 공구 |
| KR101440957B1 (ko) * | 2012-12-28 | 2014-09-17 | 한국야금(주) | 절삭 인서트 |
| KR102100184B1 (ko) | 2013-02-18 | 2020-04-13 | 삼성전자주식회사 | 디스플레이 장치 |
| JP5939355B2 (ja) * | 2013-03-19 | 2016-06-22 | 株式会社タンガロイ | 切削インサート及び刃先交換式切削工具 |
| US20150104262A1 (en) * | 2013-04-01 | 2015-04-16 | EIP Holdings, LLC | Round tooth cutters and method of design and use |
| AT13514U1 (de) * | 2013-04-04 | 2014-02-15 | Ceratizit Luxembourg S A R L | Indexierbarer doppelseitiger Frässchneideinsatz |
| USD700225S1 (en) | 2013-05-30 | 2014-02-25 | Kennametal Inc. | Cutting insert |
| US20150117969A1 (en) * | 2013-10-29 | 2015-04-30 | Kennametal Inc. | Cutting insert and shim for heavy machining operations |
| USD738412S1 (en) * | 2013-12-25 | 2015-09-08 | Taegutec Ltd. | Cutting insert |
| EP2893995B1 (en) * | 2014-01-08 | 2019-03-27 | Sandvik Intellectual Property AB | A metal cutting insert and a milling tool |
| EP3175945B1 (en) * | 2014-07-31 | 2021-10-20 | Tungaloy Corporation | Cutting insert and replaceable cutting edge cutting tool |
| US9468983B2 (en) * | 2014-09-22 | 2016-10-18 | Iscar, Ltd. | Rotary cutting tool and reversible cutting insert having variable-width minor relief surfaces therefor |
| USD752664S1 (en) * | 2014-09-25 | 2016-03-29 | Taegutec Ltd. | Cutting insert |
| KR101631675B1 (ko) * | 2014-11-28 | 2016-06-17 | 한국야금 주식회사 | 절삭 인서트 및 이를 체결하는 공구 홀더 |
| USD777230S1 (en) | 2015-07-16 | 2017-01-24 | Kennametal Inc | Double-sided tangential cutting insert |
| US9981323B2 (en) | 2015-07-16 | 2018-05-29 | Kennametal Inc. | Double-sided tangential cutting insert and cutting tool system using the same |
| USD778330S1 (en) | 2015-07-16 | 2017-02-07 | Kennametal Inc. | Double-sided tangential cutting insert |
| JP6618746B2 (ja) * | 2015-09-28 | 2019-12-11 | 京セラ株式会社 | 切削工具用チップの製造方法 |
| EP3199284B1 (en) * | 2016-01-27 | 2018-12-12 | Pramet Tools, S.R.O. | An indexable cutting insert for an end mill tool and an end mill tool provided with such an insert |
| DE102016216464A1 (de) * | 2016-08-31 | 2018-03-01 | Gühring KG | Aufrauwerkzeug und verfahren zum aufrauen einer zylindrischen oberfläche |
| JP1568740S (ja) * | 2016-09-09 | 2017-02-06 | ||
| US10875105B2 (en) * | 2016-10-14 | 2020-12-29 | Sumitomo Electric Hardmetal Corp. | Cutting insert |
| JP6562983B2 (ja) * | 2017-08-10 | 2019-08-21 | 株式会社タンガロイ | 切削インサート及び切削工具 |
| JP6338204B1 (ja) * | 2017-08-29 | 2018-06-06 | 株式会社タンガロイ | 切削インサート及び切削工具 |
| CN111699066B (zh) * | 2018-03-01 | 2023-03-21 | 京瓷株式会社 | 切削刀片、切削工具以及切削加工物的制造方法 |
| US10406611B1 (en) * | 2018-03-28 | 2019-09-10 | Iscar, Ltd. | Cutting tool and cutting insert having complementary engagement features for eccentric mounting |
| US10974327B1 (en) * | 2019-10-31 | 2021-04-13 | Facet Precision Tool GmbH | Drills and drill bits with buttressed chip breakers |
| KR102377065B1 (ko) * | 2020-12-14 | 2022-03-21 | 한국야금 주식회사 | 절삭인서트 및 이를 장착한 절삭공구 |
| CN113172267B (zh) * | 2021-05-21 | 2024-11-12 | 株洲华锐精密工具股份有限公司 | 一种具有控屑功能的铣削刀片 |
| CN119549787A (zh) * | 2024-12-24 | 2025-03-04 | 株洲华锐精密工具股份有限公司 | 一种多刃方肩铣削刀片 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3636602A (en) | 1969-07-11 | 1972-01-25 | Frank Owen | Cutting tools |
| US3574911A (en) | 1969-12-17 | 1971-04-13 | Milling Specialties Inc | Cutter and inserts therefor |
| US3922766A (en) | 1972-08-15 | 1975-12-02 | Paul Malinchak | Inserts for metal cutters |
| US4936719A (en) * | 1976-08-24 | 1990-06-26 | Greenleaf Corporation | Cutter and indexable on edge inserts with aligned corners and staggered serrated edges |
| GB2054427B (en) * | 1979-07-23 | 1983-04-20 | Carboloy Ltd | Indexable insert blade |
| SE437228B (sv) * | 1982-05-17 | 1985-02-18 | Santrade Ltd | Sker for spanskerande bearbetning |
| GB2179281B (en) * | 1985-08-21 | 1989-12-06 | Gen Electric | Cutting tool insert having cutting edges with recesses |
| IL81283A (en) * | 1987-01-16 | 1990-11-05 | Kidan Cutting Tools | Cutting inserts and tools including same |
| SU1537414A1 (ru) * | 1987-12-21 | 1990-01-23 | Всесоюзный Научно-Исследовательский Инструментальный Институт | Концева фреза |
| SU1725493A1 (ru) * | 1988-02-15 | 1996-09-20 | Ленинградское инструментальное производственное объединение им. С.П.Воскова | Режущая пластина |
| DE3806833A1 (de) | 1988-03-03 | 1989-09-14 | Hilti Ag | Pulverkraftbetriebenes bolzensetzgeraet |
| JPH07299636A (ja) * | 1994-04-28 | 1995-11-14 | Kyocera Corp | フライス工具用スローアウェイチップ |
| US6565296B2 (en) * | 2001-03-28 | 2003-05-20 | Allied Machine & Engineering Corp. | Drill insert geometry having chip splitting groove |
| JP2003039228A (ja) * | 2001-07-25 | 2003-02-12 | Mitsubishi Materials Corp | スローアウェイチップ |
| DE10312922B4 (de) * | 2003-03-22 | 2006-02-16 | Walter Ag | Schneidplatte und Fräswerkzeug |
| IL159157A (en) * | 2003-12-02 | 2008-03-20 | Amir Satran | Rotary slot milling cutter and cutting insert therefor |
| IL160223A (en) * | 2004-02-04 | 2008-11-26 | Carol Smilovici | Double-sided cutting insert and milling cutter |
| RU2279332C2 (ru) * | 2004-08-12 | 2006-07-10 | Дмитрий Валерьевич Попов | Торцово-цилиндрическая фреза |
| US7154082B2 (en) * | 2004-08-20 | 2006-12-26 | Pgs Americas, Inc. | Frequency division and/or wavelength division multiplexed recursive fiber optic telemetry scheme for an optical sensor array |
| WO2006035910A1 (ja) * | 2004-09-29 | 2006-04-06 | Kyocera Corporation | スローアウェイインサートおよびそれを装着した転削工具 |
| EP1949993B1 (en) * | 2005-10-28 | 2016-03-30 | Kyocera Corporation | Cutting insert and milling tool |
| WO2008038805A1 (en) * | 2006-09-29 | 2008-04-03 | Kyocera Corporation | Cutting insert, cutting tool using the same, and cutting method |
| JP2009241212A (ja) * | 2008-03-31 | 2009-10-22 | Sumitomo Electric Hardmetal Corp | ニック付き刃先交換式チップ |
| WO2009151169A1 (en) * | 2008-06-13 | 2009-12-17 | Taegutec Ltd. | Cutting insert |
| KR100985597B1 (ko) | 2008-08-20 | 2010-10-05 | 대구텍 유한회사 | 절삭 인서트 및 이러한 절삭 인서트가 적용된 밀링커터 |
| WO2010098345A1 (ja) * | 2009-02-26 | 2010-09-02 | 京セラ株式会社 | 切削インサート及び切削工具、並びにそれを用いた被削材の切削方法 |
| DE102009002738A1 (de) * | 2009-03-07 | 2010-09-23 | Gühring Ohg | Schaftfräser |
| JP2010240818A (ja) * | 2009-04-06 | 2010-10-28 | Hitachi Tool Engineering Ltd | ニック付きエンドミル |
| JP4892039B2 (ja) * | 2009-06-17 | 2012-03-07 | 日立ツール株式会社 | ニック付き超硬合金製エンドミル |
-
2010
- 2010-01-13 IL IL203283A patent/IL203283A/en active IP Right Grant
- 2010-12-14 ES ES10807484.0T patent/ES2592207T3/es active Active
- 2010-12-14 KR KR1020127018085A patent/KR101705399B1/ko active Active
- 2010-12-14 PL PL10807484.0T patent/PL2523773T3/pl unknown
- 2010-12-14 RU RU2012134433/02A patent/RU2542037C2/ru active
- 2010-12-14 CA CA2786849A patent/CA2786849C/en active Active
- 2010-12-14 WO PCT/IL2010/001053 patent/WO2011086544A1/en not_active Ceased
- 2010-12-14 PT PT108074840T patent/PT2523773T/pt unknown
- 2010-12-14 JP JP2012548531A patent/JP5628343B2/ja active Active
- 2010-12-14 CN CN201080061301.5A patent/CN102712054B/zh active Active
- 2010-12-14 EP EP10807484.0A patent/EP2523773B1/en active Active
- 2010-12-14 BR BR112012015980A patent/BR112012015980B8/pt active IP Right Grant
-
2011
- 2011-01-03 US US12/983,642 patent/US8556546B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA2786849C (en) | 2017-10-24 |
| RU2012134433A (ru) | 2014-02-20 |
| KR20120115307A (ko) | 2012-10-17 |
| CA2786849A1 (en) | 2011-07-21 |
| PL2523773T3 (pl) | 2016-12-30 |
| RU2542037C2 (ru) | 2015-02-20 |
| CN102712054B (zh) | 2015-04-29 |
| EP2523773B1 (en) | 2016-07-13 |
| BR112012015980B1 (pt) | 2020-02-27 |
| EP2523773A1 (en) | 2012-11-21 |
| JP2013517143A (ja) | 2013-05-16 |
| BR112012015980A2 (en) | 2018-05-29 |
| US20110170963A1 (en) | 2011-07-14 |
| IL203283A (en) | 2014-02-27 |
| KR101705399B1 (ko) | 2017-02-09 |
| BR112012015980B8 (pt) | 2020-03-17 |
| PT2523773T (pt) | 2016-08-16 |
| WO2011086544A1 (en) | 2011-07-21 |
| US8556546B2 (en) | 2013-10-15 |
| CN102712054A (zh) | 2012-10-03 |
| ES2592207T3 (es) | 2016-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5628343B2 (ja) | 窪み部分のある切削エッジを有する切削インサート | |
| KR100650099B1 (ko) | 접선 절삭 삽입체 및 삽입체 홀더 | |
| JP5999586B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP6146924B2 (ja) | 切削インサートおよび切削工具 | |
| JP5681185B2 (ja) | カッティングインサートおよび回転切削工具 | |
| JP4491404B2 (ja) | 刃先交換式チップと刃先交換式隅削りフライスカッタ | |
| CN102046314B (zh) | 具有修光刃的切削刀片 | |
| CN108472751B (zh) | 切削刀片及可转位刀片式切削工具 | |
| JP6587828B2 (ja) | 切削工具インサートおよび切削工具インサートホルダー | |
| TWI776939B (zh) | 具有彎曲副切削刃及角切削刃的方形切削刀塊、及旋轉切削刀具 | |
| KR102611593B1 (ko) | 밀링 공구용의 절삭 인서트 및 공구 본체 | |
| JP5779830B2 (ja) | 縦型刃先交換式切削インサートと隅削りフライスカッタ | |
| CN101511515A (zh) | 粗加工立铣刀及粗加工立铣刀用刀片 | |
| JP6361948B2 (ja) | 切削インサートおよび切削工具 | |
| CN107708901B (zh) | 包括菱形刀片和支撑座的组件以及菱形可翻转切削刀片 | |
| JP2017164849A (ja) | 切削インサート、切削インサート群、および刃先交換式切削工具 | |
| JP5779831B2 (ja) | 縦型刃先交換式切削インサートとフライスカッタ | |
| JP4821244B2 (ja) | スローアウェイチップ及びスローアウェイ式エンドミル | |
| JP6318558B2 (ja) | 切削インサートおよび刃先交換式穴加工工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120824 |
|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20120711 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141001 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5628343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |