JP5535827B2 - ハルバッハ配列磁石の製造方法 - Google Patents
ハルバッハ配列磁石の製造方法 Download PDFInfo
- Publication number
- JP5535827B2 JP5535827B2 JP2010187417A JP2010187417A JP5535827B2 JP 5535827 B2 JP5535827 B2 JP 5535827B2 JP 2010187417 A JP2010187417 A JP 2010187417A JP 2010187417 A JP2010187417 A JP 2010187417A JP 5535827 B2 JP5535827 B2 JP 5535827B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- cavity
- magnets
- magnetized
- halbach array
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Description
請求項5に記載の発明は、請求項2〜4の何れか1項に記載の発明において、前記第1磁石用着磁部及び前記第2磁石用着磁部の他方は、対応する前記キャビティの周方向の各端部において、前記キャビティを挟むように前記キャビティの径方向に配置される一対の磁石で構成され、該一対の磁石は、前記キャビティを挟んで同じ磁極同士が対面するように配置されるとともに、前記周方向の各端部において前記一対の磁石が対面する磁極が異なる。
請求項2〜5の何れか1項に記載の発明は、具体的には、請求項6に記載の発明によるように、前記第1磁石用着磁部及び前記第2磁石用着磁部の少なくとも一方は、ネオジマグネットで構成されるといった態様を採用することができる。
図1に示すように、本実施形態の回転電機1は、固定子2と回転子3とを備えている。
固定子2は、略円筒状に形成されたステータコア4と、ステータコア4の内側に放射状に形成された複数(本実施形態では12個)のティース5と、これらティース5に巻回された巻線6とを備えている。この巻線6は、図示しない電源装置に接続されている。巻線6は、電源装置から電源が供給されると、回転子3を回転させるための回転磁界を発生させるように構成されている。
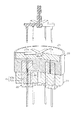
まず、ハルバッハ配列磁石9を成形するために用いられる型について、図2〜図4を参照して説明する。ハルバッハ配列磁石9の製造にあたっては、図2に示す固定型20と図3及び図4に示す可動型30とが用いられる。
(1)ハルバッハ配列磁石9の製造方法は、第2磁石用キャビティ形成工程と第2磁石充填工程と第2磁石着磁工程と取り出し工程とを備える。第2磁石用キャビティ形成工程では、リング状の空間に複数の第1磁石10を着磁方向が径方向となるように所定の間隔で配置して、第1磁石10によって周方向の壁面が形成される複数の第2キャビティ54を形成する。また、第2磁石充填工程では、第2キャビティ54に磁石製造用の溶融樹脂を充填し、第2磁石着磁工程では、第2キャビティ54に充填された溶融樹脂を、第2キャビティ54の近傍に配置された第2着磁部53によって周方向に着磁して第2磁石11を生成する。そして、取り出し工程では、第1磁石10と第2磁石11とを、第2キャビティ54と逃し部59とからなるリング状の空間から取り出す。
また、第2磁石用キャビティ形成工程では、第1磁石10を非充填部49に対して、第1磁石10と非充填部49とで構成されるリングの軸方向に相対的に変位させることで、第2キャビティ54の壁面を第1磁石10で構成する。したがって、簡素な方法で、第2キャビティの周方向の壁面を第1磁石10で構成することができる。また、複数の第1磁石10を一括して生成した後に、第1磁石10を非充填部49に対して相対変位させ、次いで複数の第2磁石11を一括して生成するといった三段階の製造工程でハルバッハ配列磁石9を一体成形することができる。
・上記実施形態のハルバッハ配列磁石9は、径方向に着磁される第1磁石10を製造した後に、周方向に着磁される第2磁石を製造するようにしている。しかしながら、周方向に着磁される第1磁石を製造した後に、径方向に着磁される第2磁石を製造するようにしてもよい。この場合、例えば、第1キャビティ形成部を、上記実施形態の第2キャビティ形成部と同様の構成とし、第2キャビティ形成部を、上記実施形態の第1キャビティ形成部と同様の構成とすることで、このようなハルバッハ配列磁石を製造することができる。
・上記実施形態では、回転電機1のハルバッハ配列磁石9における第1磁石10及び第2磁石11の数をそれぞれ6個とし、ティースの数を12個とした。しかしながら、これらの数は限定されない。例えば、それぞれ6個の第1磁石及び第2磁石を備えるハルバッハ配列磁石に対して、ティースの数を10個や16個としてもよいし、その他の数としてもよい。また、ハルバッハ配列磁石を構成する第1磁石及び第2磁石の各個数も特に限定されない。また、上記各実施形態で例示した型の材料、磁石製造用の材料などは特に限定されない。また、図1に示したハルバッハ配列磁石9は、第1磁石10が第2磁石11よりも大きく形成されているが、第1磁石と第2磁石とは同じ大きさであってもよいし、径方向に着磁された磁石が周方向に着磁された磁石よりも大きくてもよいし。
Claims (6)
- 複数の第1磁石と複数の第2磁石とが周方向に交互に配列されてリング状をなし、前記第1磁石が径方向及び周方向のうちの一方である第1方向に着磁され、前記第2磁石が径方向及び周方向のうちの他方である第2方向に着磁されているハルバッハ配列磁石を製造する方法であって、
リング状の空間に前記複数の第1磁石を着磁方向が前記第1方向となるように所定の間隔で配置し、前記複数の第1磁石によって周方向の壁面が構成される複数の第2磁石用キャビティを形成する第2磁石用キャビティ形成工程と、
前記第2磁石用キャビティに、溶融した磁石製造用の材料を充填する第2磁石充填工程と、
前記第2磁石用キャビティに充填された磁石製造用の材料を、前記第2磁石用キャビティの近傍に配置された第2磁石用着磁部によって前記第2方向に着磁する第2磁石着磁工程と、
前記第1磁石と前記第2磁石とを一体化したリング状の磁石を前記リング状の空間から取り出す取り出し工程とを備える
ことを特徴とするハルバッハ配列磁石の製造方法。 - 複数の非充填部と周方向に交互に配列されることで略リング状をなす複数の第1磁石用キャビティに、溶融した磁石製造用の材料を充填する第1磁石充填工程と、
前記第1磁石用キャビティに充填された磁石製造用の材料を、前記第1磁石用キャビティの近傍に配置された第1磁石用着磁部によって前記第1方向に着磁する第1磁石着磁工程とを備え、
前記第2磁石用キャビティ形成工程では、前記第1磁石を前記非充填部に対して前記リングの軸方向に変位させることで、前記各非充填部に対して前記軸方向に位置する前記第2磁石用キャビティの周方向の壁面を前記第1磁石で構成する
ことを特徴とする請求項1に記載のハルバッハ配列磁石の製造方法。 - 前記第2磁石充填工程に先立って、作製した前記第1磁石に対して前記第1磁石用着磁部を前記軸方向に変位させる
ことを特徴とする請求項2に記載のハルバッハ配列磁石の製造方法。 - 前記第1磁石用着磁部及び前記第2磁石用着磁部の一方は、対応する前記キャビティを挟むように前記キャビティの径方向に配置される一対の磁石で構成され、
該一対の磁石は、前記キャビティを挟んで異なる磁極同士が対面するように配置されることを特徴とする請求項2又は3に記載のハルバッハ配列磁石の製造方法。 - 前記第1磁石用着磁部及び前記第2磁石用着磁部の他方は、対応する前記キャビティの周方向の各端部において、前記キャビティを挟むように前記キャビティの径方向に配置される一対の磁石で構成され、
該一対の磁石は、前記キャビティを挟んで同じ磁極同士が対面するように配置されるとともに、前記周方向の各端部において前記一対の磁石が対面する磁極が異なる
ことを特徴とする請求項2〜4の何れか1項に記載のハルバッハ配列磁石の製造方法。 - 前記第1磁石用着磁部及び前記第2磁石用着磁部の少なくとも一方は、ネオジマグネットで構成される
ことを特徴とする請求項2〜5の何れか1項に記載のハルバッハ配列磁石の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010187417A JP5535827B2 (ja) | 2010-08-24 | 2010-08-24 | ハルバッハ配列磁石の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010187417A JP5535827B2 (ja) | 2010-08-24 | 2010-08-24 | ハルバッハ配列磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012050179A JP2012050179A (ja) | 2012-03-08 |
| JP5535827B2 true JP5535827B2 (ja) | 2014-07-02 |
Family
ID=45904402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010187417A Expired - Fee Related JP5535827B2 (ja) | 2010-08-24 | 2010-08-24 | ハルバッハ配列磁石の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5535827B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2718537C1 (ru) * | 2019-12-04 | 2020-04-08 | Андрей Борисович Захаренко | Способ намагничивания и сборки кольца Хальбаха ротора электромашины (варианты) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5961414B2 (ja) * | 2012-03-28 | 2016-08-02 | 本田技研工業株式会社 | スロットル開度検出装置 |
| JP6207923B2 (ja) | 2012-08-27 | 2017-10-04 | 株式会社半導体エネルギー研究所 | 二次電池用正極の製造方法 |
| CN106229106B (zh) * | 2016-09-12 | 2017-12-01 | 中国科学院苏州生物医学工程技术研究所 | 一种奇数层的Halbach阵列永磁体装置的设计与制作方法 |
| CN111130240A (zh) | 2018-10-30 | 2020-05-08 | 法雷奥日本株式会社 | 转子以及使用该转子的ipm电机 |
| JP2020089178A (ja) | 2018-11-29 | 2020-06-04 | 株式会社東芝 | ロータマグネットの製造方法,ロータマグネット及び永久磁石モータ |
| JP2020202654A (ja) * | 2019-06-10 | 2020-12-17 | 株式会社デンソー | 回転子及び回転電機 |
| CN211826870U (zh) * | 2019-07-24 | 2020-10-30 | 中强光电股份有限公司 | 光学模块及投影装置 |
| CN110977843B (zh) * | 2019-12-30 | 2024-03-01 | 深圳核心医疗科技股份有限公司 | 海尔贝克阵列磁铁的装配治具及装配方法 |
| JP7409882B2 (ja) * | 2020-01-16 | 2024-01-09 | 三菱重工業株式会社 | 磁界発生装置、及び、磁気歯車 |
| CN111425501B (zh) * | 2020-05-07 | 2024-08-23 | 信阳圆创磁电科技有限公司 | 一种用于异形组合磁体的工装组件 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003299278A (ja) * | 2002-01-31 | 2003-10-17 | Hitachi Ltd | 回転電機回転子とその製造法及び回転電機並びにガスタービン発電プラント |
| JP2004072818A (ja) * | 2002-08-01 | 2004-03-04 | Yaskawa Electric Corp | 回転形モータ用永久磁石の製造方法及びその製造装置 |
| JP2006049554A (ja) * | 2004-08-04 | 2006-02-16 | Matsushita Electric Ind Co Ltd | 極異方性希土類ボンド磁石の製造方法、および永久磁石型モータ |
| US7228616B2 (en) * | 2005-03-31 | 2007-06-12 | General Electric Company | System and method for magnetization of permanent magnet rotors in electrical machines |
| JP2007180368A (ja) * | 2005-12-28 | 2007-07-12 | Neomax Co Ltd | 磁気回路部品の製造方法 |
-
2010
- 2010-08-24 JP JP2010187417A patent/JP5535827B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2718537C1 (ru) * | 2019-12-04 | 2020-04-08 | Андрей Борисович Захаренко | Способ намагничивания и сборки кольца Хальбаха ротора электромашины (варианты) |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012050179A (ja) | 2012-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5535827B2 (ja) | ハルバッハ配列磁石の製造方法 | |
| CN103580325B (zh) | 转子、马达以及转子的制造方法 | |
| JP4726105B2 (ja) | 配向装置 | |
| CN105122599B (zh) | 用于制造单区段转子的方法和相应的转子 | |
| US10468950B2 (en) | Method of manufacturing laminated core | |
| CN111224487B (zh) | 马达 | |
| CN111245123B (zh) | 转子磁体的制造方法、转子磁体以及永磁电机 | |
| JP2017022854A (ja) | 回転電機ロータの製造方法 | |
| JP2016152653A (ja) | 磁石埋込型ロータの製造装置及び磁石埋込型ロータの製造方法 | |
| JP2014155415A (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 | |
| JP2016171675A (ja) | 磁石埋込形回転子および回転子の製造方法 | |
| KR20200105882A (ko) | 전기 기계를 제조하는 방법 | |
| JP2008125353A (ja) | 電動機のロータ及びその製造方法 | |
| JP6076288B2 (ja) | ロータ製造方法、ロータおよびモータ | |
| JP5965249B2 (ja) | ロータの成形方法および成形金型 | |
| JP2018501774A (ja) | モーターのローター | |
| EP3223409B1 (en) | Orientation magnetization device and magnet-embedded rotor | |
| TW201830830A (zh) | 軸向間隙型旋轉電機 | |
| KR102696912B1 (ko) | 전기자 몰드 구조 | |
| JP2014057392A (ja) | 回転電気機械およびロータ製造方法 | |
| KR101247685B1 (ko) | 로터, 이를 구비한 모터 및 로터 제조방법 | |
| KR102570251B1 (ko) | 스테이터 및 이를 포함하는 모터 | |
| US20190238033A1 (en) | Rotor and rotary electric machine | |
| JP2013121253A (ja) | ローター、及びローターの製造方法 | |
| JP2016187283A (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140423 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5535827 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |