JP5965249B2 - ロータの成形方法および成形金型 - Google Patents
ロータの成形方法および成形金型 Download PDFInfo
- Publication number
- JP5965249B2 JP5965249B2 JP2012184035A JP2012184035A JP5965249B2 JP 5965249 B2 JP5965249 B2 JP 5965249B2 JP 2012184035 A JP2012184035 A JP 2012184035A JP 2012184035 A JP2012184035 A JP 2012184035A JP 5965249 B2 JP5965249 B2 JP 5965249B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- annular
- cores
- pair
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 26
- 238000000034 method Methods 0.000 title claims description 23
- 239000011347 resin Substances 0.000 claims description 23
- 229920005989 resin Polymers 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 11
- 238000002347 injection Methods 0.000 claims description 5
- 239000007924 injection Substances 0.000 claims description 5
- 238000000926 separation method Methods 0.000 claims description 3
- 238000001746 injection moulding Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images




Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Description
図1には、実施形態の金型の概念図(A)および(B)が示されている。図1(A)には、2分割された型を開いた状態が示され、図2(B)には、2分割された型を閉じた状態が示されている。図1には、金型100が示されている。金型100は、PM型ステッピングモータのロータ(回転子)を、樹脂を原料とする射出成形法により成形するための金型である。ここで対象となるPM型ステッピングモータは、クローポール型のステッピングモータであり、そのロータは、略円柱状の構造を有し、軸方向で間隔をおいて配置された2つの円環形状(ドーナツ形状)を有した永久磁石(ロータマグネット)を備えている。このロータは、これら2つの永久磁石をインサート材とした樹脂の射出成形により成形されている。
以下、図4のロータ410を得る作業の手順の一例を示す。図6には、金型100を図1のY軸正の方向(図1の上方向)に向かって見た概念図が示されている。なお、図6では、スライドコア200と300を駆動する駆動系は図示省略されている。また、図6には、シャフト孔414を形成するためのシャフト孔形成用ピン101が金型内に配置されている例が記載されている。
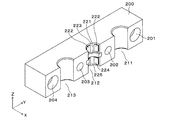
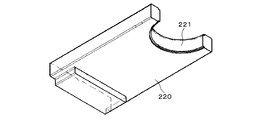
スライドコア200および300は、2分割された構造であるので、半円環状の突出部221,321や凸部222,322を設けた構造を容易に得ることができる。また、半円環状の突出部221,321を用いて2つのマグネットの間隔を決める方法は、2つのマグネットの間にスペーサを挟む場合に比較して、同軸度の精度をより高く維持できる。
凸部222,223の形状は矩形に限定されず、円形形状、楕円形状、四角以外の多角形状であってもよい。またその数も図2に例示する数に限定されない。図6(C)の状態において、シャフト415を金型内にインサート材として配置すると、射出成形時にロータ410にシャフト415を一体化させることができる。また、スリーブ422を金型内にインサート材として配置した状態で射出成形を行うことで、図5(A)や(B)に示す構造を得ることができる。
Claims (5)
- 内径が径方向に開閉可能な一対のコアを有し、閉鎖することで略円柱状のキャビティーが形成される成形金型を用いたインナーロータ型モータ用ロータの成形方法であって、
前記一対のコアを開き、前記一対のコアの内側に円環状の第1のマグネットを挿入する第1の工程と、
前記一対のコアを一時的に閉じる第2の工程と、
前記一対のコアの内側に円環状の第2のマグネットを挿入する第3の工程と、
前記一対のコアにより前記円環状の第1のマグネットおよび前記円環状の第2のマグネットを型締めする第4の工程と、
前記円環状の第1のマグネットおよび前記円環状の第2のマグネットの内側に樹脂を充填する第5の工程と
を備えることを特徴とするロータの成形方法。 - 前記一対のコアそれぞれにおける前記キャビティーに臨む面には、前記キャビティーを二分する内周方向に連続して延長する凸条が設けられており、
前記凸条により、前記円環状の第1のマグネットと前記円環状の第2のマグネットの離間距離が決められることを特徴とする請求項1に記載のロータの成形方法。 - 前記一対のコアにおける前記円環状の第1のマグネットおよび前記円環状の第2のマグネットの外周に対向する面には、複数の凸部が設けられ、前記複数の凸部の周囲の部分が前記第5の工程において前記円環状の第1のマグネットおよび前記円環状の第2のマグネットの内側から加わる力の逃げ部として機能することを特徴とする請求項1または2に記載のロータの成形方法。
- 内径が径方向に開閉可能な一対のコアを有し、閉鎖することで略円柱状のキャビティーが形成される成形金型であって、
前記一対のコアそれぞれにおける前記キャビティーに臨む面には、前記キャビティーを二分する内周方向に連続して延長する凸条が設けられており、
この凸条により、インサート材となる円環状の第1のマグネットと円環状の第2のマグネットの離間距離が決められることを特徴とする成形金型。 - 前記一対のコアにおける前記円環状の第1のマグネットおよび前記円環状の第2のマグネットの外周に対向する面には、複数の凸部が設けられ、前記複数の凸部の周囲の部分が樹脂の射出時における前記円環状の第1のマグネットおよび前記円環状の第2のマグネットの内側から加わる力の逃げ部として機能することを特徴とする請求項4に記載の成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012184035A JP5965249B2 (ja) | 2012-08-23 | 2012-08-23 | ロータの成形方法および成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012184035A JP5965249B2 (ja) | 2012-08-23 | 2012-08-23 | ロータの成形方法および成形金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014040063A JP2014040063A (ja) | 2014-03-06 |
| JP5965249B2 true JP5965249B2 (ja) | 2016-08-03 |
Family
ID=50392758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012184035A Active JP5965249B2 (ja) | 2012-08-23 | 2012-08-23 | ロータの成形方法および成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5965249B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6700575B2 (ja) | 2015-09-25 | 2020-05-27 | 株式会社リコー | 回路装置、光検出器、物体検出装置、センシング装置、移動体装置、光検出方法、及び物体検出方法 |
| JP2019181839A (ja) * | 2018-04-12 | 2019-10-24 | 株式会社ケーヒン | ブラシレスモータ用ロータの製造金型装置 |
| CN108943568B (zh) * | 2018-07-30 | 2024-11-15 | 洽兴包装工业(中国)有限公司 | 磁性件组装设备 |
| CN109225757B (zh) * | 2018-10-15 | 2019-12-31 | 中南大学 | 一种磁吸装夹式光电探测器自动耦合点胶固化系统及方法 |
| CN110434294B (zh) * | 2019-09-10 | 2024-02-27 | 天津鹏翎集团股份有限公司 | 一种模具及接头 |
| CN117047107A (zh) * | 2023-08-17 | 2023-11-14 | 重庆长安工业(集团)有限责任公司 | 一种铝青铜转子成型模具及其成型方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5445717A (en) * | 1977-09-19 | 1979-04-11 | Omron Tateisi Electronics Co | Preparing magnetic rotor |
| JPH0318252A (ja) * | 1989-06-15 | 1991-01-25 | Furukawa Electric Co Ltd:The | 磁石の一体成形方法 |
| JP2723659B2 (ja) * | 1990-07-11 | 1998-03-09 | 株式会社三協精機製作所 | 小型モータのロータの製造方法 |
| JP2001246645A (ja) * | 2000-03-06 | 2001-09-11 | Canon Electronics Inc | マグネット・ローターの製造用金型 |
-
2012
- 2012-08-23 JP JP2012184035A patent/JP5965249B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014040063A (ja) | 2014-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111245123B (zh) | 转子磁体的制造方法、转子磁体以及永磁电机 | |
| JP5965249B2 (ja) | ロータの成形方法および成形金型 | |
| US10530227B2 (en) | Manufacturing method of rotor core, manufacturing method of rotor, rotor and motor | |
| KR101730898B1 (ko) | 로터 유닛, 회전형 전기 기기 및 로터 유닛을 제조하는 방법 | |
| US9369013B2 (en) | Rotor for motor | |
| US10804776B2 (en) | Bonded-magnet injection molding device and bonded-magnet injection molding method | |
| JP6153826B2 (ja) | 永久磁石付き回転子及びその製造方法 | |
| KR20150095172A (ko) | 수지 케이싱의 성형 방법 및 모터 | |
| JP2017005854A (ja) | ロータ、モータ、およびロータの製造方法 | |
| JP2015154515A (ja) | モータおよび樹脂ケーシングの成型方法 | |
| JP2012050179A (ja) | ハルバッハ配列磁石、その製造方法、及びハルバッハ配列磁石を備えた回転電機 | |
| JP2015192576A (ja) | ロータ製造装置およびロータ製造方法 | |
| JP2019134566A (ja) | 回転電機のロータの製造方法 | |
| US10476359B2 (en) | Motor rotor and method for manufacturing the same | |
| CN104025432A (zh) | 定子铁芯的制造方法和定子铁芯 | |
| JP2006223076A (ja) | アウターロータ及びその製造方法 | |
| JP2013074653A (ja) | 磁石埋込型回転子及びその製造方法 | |
| JP2018501774A (ja) | モーターのローター | |
| JP6076288B2 (ja) | ロータ製造方法、ロータおよびモータ | |
| KR101593066B1 (ko) | 금형 및 금형을 갖는 사출 성형기 | |
| KR101247685B1 (ko) | 로터, 이를 구비한 모터 및 로터 제조방법 | |
| JP5949178B2 (ja) | トルク検出装置用ヨーク組立体及びその製造方法 | |
| JP2019054622A (ja) | ステータ、モータ、およびステータの製造方法 | |
| JP5949320B2 (ja) | トルク検出装置用ヨーク組立体及びその製造方法 | |
| JP2019146303A (ja) | ロータの製造装置、ロータの製造方法及びロータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160317 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5965249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |