JP5292575B2 - 継目無鋼管加工潤滑剤組成物 - Google Patents
継目無鋼管加工潤滑剤組成物 Download PDFInfo
- Publication number
- JP5292575B2 JP5292575B2 JP2009112471A JP2009112471A JP5292575B2 JP 5292575 B2 JP5292575 B2 JP 5292575B2 JP 2009112471 A JP2009112471 A JP 2009112471A JP 2009112471 A JP2009112471 A JP 2009112471A JP 5292575 B2 JP5292575 B2 JP 5292575B2
- Authority
- JP
- Japan
- Prior art keywords
- water
- viscosity
- salt
- steel pipe
- seamless steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M171/00—Lubricating compositions characterised by purely physical criteria, e.g. containing as base-material, thickener or additive, ingredients which are characterised exclusively by their numerically specified physical properties, i.e. containing ingredients which are physically well-defined but for which the chemical nature is either unspecified or only very vaguely indicated
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
- C10M173/02—Lubricating compositions containing more than 10% water not containing mineral or fatty oils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0245—Lubricating devices
- B21B45/0248—Lubricating devices using liquid lubricants, e.g. for sections, for tubes
- B21B2045/026—Lubricating devices using liquid lubricants, e.g. for sections, for tubes for tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B25/00—Mandrels for metal tube rolling mills, e.g. mandrels of the types used in the methods covered by group B21B17/00; Accessories or auxiliary means therefor ; Construction of, or alloys for, mandrels or plugs
- B21B25/04—Cooling or lubricating mandrels during operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0239—Lubricating
- B21B45/0242—Lubricants
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
- C10M2201/0623—Oxides; Hydroxides; Carbonates or bicarbonates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/087—Boron oxides, acids or salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
- C10M2201/1033—Clays; Mica; Zeolites used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/02—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2209/08—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds containing monomers having an unsaturated radical bound to a carboxyl radical, e.g. acrylate type
- C10M2209/084—Acrylate; Methacrylate
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/12—Polysaccharides, e.g. cellulose, biopolymers
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/02—Groups 1 or 11
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/04—Groups 2 or 12
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/055—Particles related characteristics
- C10N2020/06—Particles of special shape or size
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/241—Manufacturing joint-less pipes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/247—Stainless steel
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/015—Dispersions of solid lubricants
- C10N2050/02—Dispersions of solid lubricants dissolved or suspended in a carrier which subsequently evaporates to leave a lubricant coating
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Lubricants (AREA)
Description
Y=a・Xb Y:粘度(mPa・s)
X:ずり速度(s−1)
静置保管中において a:4000〜40000
b:−1.0〜−0.3
剪断終了時から90秒後においてa:1000〜20000
b:−1.0〜−0.15
ここに、「剪断終了時から90秒後」とは、該組成物を攪拌して剪断を加える操作を行い、その操作終了時から30秒後に、所定のずり速度で測定を開始し、その測定開始からさらに60秒後のことをさす。したがって、「90秒後」は、上記30秒と60秒との合計値に対応するものである。また、「剪断終了時」とは、上記攪拌操作のためのプロペラの回転が停止したときのことをいうものとする。
カリウム四珪素マイカ {KMg2.5(Si4O10)F2}
ナトリウム四珪素マイカ (NaMg2.5(Si4O10)F2)
天然金マイカ {KMg3(AlSi2O10)(OH)2}
などがある。本発明の継目無鋼管加工潤滑剤組成物には、これらの一種又は二種以上が使用できる。また、マイカに代えて、あるいはマイカとともに、バーミキュライト、ベントナイト等を使用することもできる。本発明の継目無鋼管加工潤滑剤組成物に最も好ましいのは、ナトリウム四珪素マイカである。
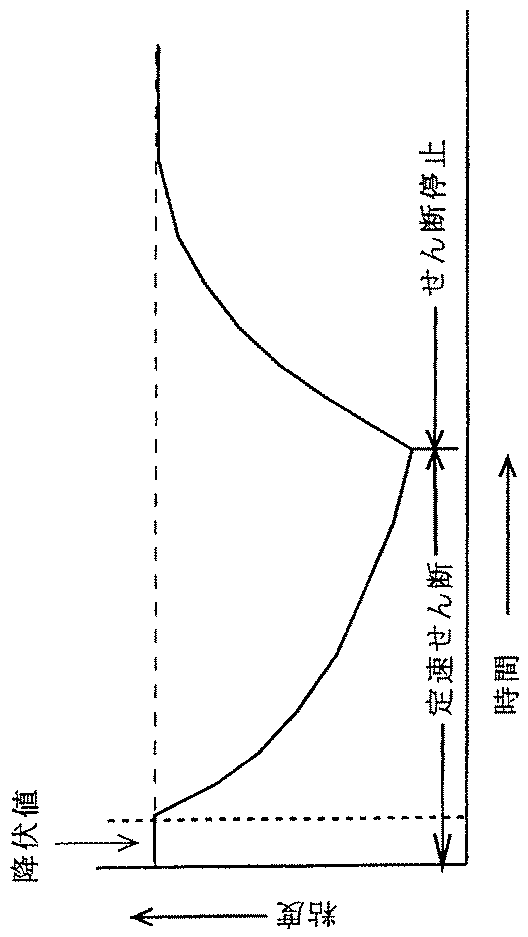
(i) :静置
(ii) 〜(iii) :定速剪断
(iii)〜(iv) :剪断停止
の各条件下、時間とともに変化する粘度をグラフ化したものである。
(1)酸化物系層状化合物などの固体粒子が均一安定に貯蔵されるためには、(i)の静置時の粘度が高いことが必要である。粘度が低いと、固体粒子が沈降してしまうからである。
(2)配管内の流動性や、スプレー性を確保するためには、(ii)〜(iii)の剪断中の粘度が低いことが必要である。
(3)潤滑性能に最も影響の深い流体の高温バーへの緻密、かつ均一な付着性は、(ii)の粘度が高いことが必要である。微視的に見ると、潤滑剤は工具表面に連続してスプレー塗布されている。その際、最初に到達し付着した潤滑被膜の上に、次に到達した潤滑剤がスプレー塗布されることになる。すなわち、最初に付着していた潤滑皮膜に剪断がかかることになるので、(ii)の粘度が低いと、スプレー圧力により削ぎ落とされるか、又は、飛散してしまうからである。
(4)工具表面において、固体粒子の均一安定な保持性を確保するためには、(iii)〜(iv)において剪断の終了後、直ちに粘度上昇に転じることが必要である。粘度が回復するまで時間がかかるか、あるいは回復しないままでは、潤滑剤が工具表面から流れ落ちてしまうからである。
Y=a・Xb Y:粘度(mPa・s)
X:ずり速度(s−1)
静置保管中においてa:4000〜40000
b:−1.0〜−0.3
剪断終了時から90秒後においてa:1000〜20000
b:−1.0〜−0.15
近似式 Y=a・Xbにあって、静置保管中において
a:4000〜40000、
b:−1.0〜−0.3
とした。aが4000未満では、潤滑剤組成物の静置時の粘度が低く、酸化物系層状化合物が保管中に沈降してしまうからである。また、aが40000を超えると、潤滑剤組成物の流動性がほとんどなくなり、移送上問題が生ずるからである。
a:7000〜30000
b:−0.5〜−0.8
である。
X=0.01、 a=100000、 b=−1
では
Y=10,000,000 mPa・s となる。
a:1000〜20000
b:−1.0〜−0.15
とした。aが1000未満、あるいはbが−1.0未満では、水溶性高分子が剪断され、粘度が回復するまで時間がかるか、あるいは剪断され回復しないままで、工具に塗布したとき、潤滑剤が流れ落ちてしまうからである。また、aが20000を超えると、あるいはbが−0.15を超えると、移送時やスプレー時に問題が生じるためである。より好ましくは、
a:3000〜20000
b:−0.3〜−0.8
である。
X=10、 a=100000、 b=−1
では
Y=10,000 mPa・s となる
剪断後(すなわち攪拌直後のXの値が小さい時)は、図1の(iv)であり、a及びbの数値が静置保管時の数値と同程度になれば粘度の回復が早い。この場合には、潤滑剤が工具に付着したとき、流れ落ちにくくなる。従って、以上に説明した、本願発明のような適切な粘度特性が必要となる。
表1〜2に示す実施例12種、参考例5種、及び表3に示す10種の比較例、合計27種類の試料を作成した。これらの試料の近似式における静置保管時、及び剪断終了時から90秒後の固有の定数「a」、「b」の値もこれらの表1〜3に示す。
1)粘度
(i) 測定条件
測定器:B型回転粘度計を使用した。
測定温度:25℃に設定した。
剪断条件:500mlビーカーに試料500mlを入れ、φ50mmのプロペラに
て3000rpmの条件の下、1分間攪拌を行った。
回転数:低回転(1.5rpm)[ずり速度:0.323〜0.366(s−1)]
高回転(60rpm)[ずり速度:12.9〜14.6(s−1)]
なお、上記ずり速度に数値の幅があるのは、プレート上にコーンを回転させて粘度を測定する回転粘度計において、各試料ごとに実際に使用したコーンが異なることに起因するものである。
(ii)測定方法
静置粘度:試料を攪拌後24時間静値したものを、低ずり速度で測定開始し、その測定開始から60秒後の粘度計の目盛りを読み取り係数を乗じた粘度と、引き続き高ずり速度で測定開始し、その測定開始から60秒後の目盛りを読み取り係数を乗じた粘度を静置粘度として記録した。
剪断粘度:試料をプロペラにより攪拌して剪断を与える操作を行い、その操作終了から30秒後に、低ずり速度で測定開始し、その測定開始から60秒後の粘度計の目盛りを読み取り係数を乗じた粘度と、再度試料を攪拌してから30秒後に、高ずり速度で測定開始し、その測定開始から60秒後の目盛りを読み取り係数を乗じた粘度を剪断粘度として記録した。
上記測定において、「剪断終了時から90秒後」とは、試料組成物を攪拌して剪断を加える操作を行い、その操作終了時から30秒後に、所定のずり速度で測定を開始し、その測定開始から60秒後のことをさす。すなわち、「90秒後」は、上記30秒と60秒との合計値に対応するものである。また、「剪断終了時」とは、上記攪拌操作のためのプロペラの回転が停止したときのことをいう。
(iii)固有の定数「a」、「b」の値の決定
近似式 Y=a・Xb において、両辺の対数をとると、
log(Y)=blog(X)+log(a)
一方、上記測定により得られたX、及びYについて、log(X)、及びlog(Y)を求め、これらをグラフのそれぞれ縦軸及び横軸に対応させてプロットすると、ほぼ直線関係(一次関数の関係)が得られる。プロットしたデータから最小自乗法により、一次関数の傾きである「b」と、縦軸切片である「a」を求めることができる。
(i) 試験方法
試料500mlをガラス容器に貯蔵し、7日間静置後の分離状況を観察した。
(ii) 評価方法:下記評価基準により評価を行った。
◎:上澄み発生無し、底部沈降無し。
○:上澄み5%未満発生、底部沈降無し。
△:上澄み5%以上発生、底部沈降無し。
×:上澄み発生に関係なく、底部沈降あり。
但し、「上澄み」とは固形物を含まないほぼ透明な液体部分をいう。その検出は、500mlビーカーの側面より観察し、試料液面から上澄みの高さを測定することにより行った。また、その上澄み高さを全液面高さの百分率で評価した。
また、「底部沈降」とは固体潤滑剤が底部に沈降し、流動性のないハードな層が確認できる状態をいう。
(i) 試験方法
材質がSKD61で外径が140.5mm、有効部長さが18mのマンドレルバーに、実施例4、11、13と比較例6の4種類の潤滑剤をスプレー塗布し乾燥固化させ、マンドレルバー表面に膜厚100μmのほぼ均一な潤滑被膜を形成させた。潤滑剤を塗布したマンドレルバーを、下記詳細を有する素管に挿入し、7スタンドからなるマンドレルミルを用いて仕上げ圧延用素管に延伸圧延した。
延伸圧延前素管仕様
素材:オーステナイト系ステンレス鋼(SUS304L)
原加工:傾斜ロール穿孔圧延機で穿孔圧延
形状:外径181.0mm、肉厚16.0mm、長さ7000mm
延伸圧延後素管形状:外径151.0mm、肉厚5.0mm、長さ25300mm
マンドレルミルにより圧延した後、引き続き26スタンドからなるストレッチレデューサーで仕上げ圧延し、外径63.5mm、肉厚7.0mm、長さ40000mmの鋼管に仕上げた。この鋼管から、肉厚5mm、幅25mm、長さ50mmの円弧状の試験片を採取した。この試験片を用いて、JIS G0575に規定された硫酸−硫酸銅腐食試験を行い、内表面に発生した粒界腐食割れ状態を観察した。
(ii) 評価方法:下記評価基準により評価を行った。
◎:割れ無し。
×:割れあり。
(i) 試験条件
スプレー方式:エアレススプレーにて行った。
吐出圧力:3.0MPaに設定した。
ノズル:1/4MVVP5010((株)池内製)
スプレーパターン:扇型
スプレー角度:50度(水をスプレーした時の、扇型に広がる角度)
試料温度:25℃に設定して評価した。
(ii) 評価:広がり性を、スプレー角度を測定して評価した。なお下記評価基準により評価結果を記録した。
◎:ほぼ所定角度にスプレーされる(50度)。
○:所定角度より若干狭い(40〜45度)。
△:所定角度よりかなり狭い(20〜39度)。
×:ほとんど広がらない(20度未満)又はスプレー粒子大。
(i) 試験条件
スプレー方式:エアレススプレーにて行った。
吐出圧力:3.0MPaに設定した。
ノズル:1/4MVVP5010((株)池内製)
スプレー角度:50度
試片温度:60、80、100、120℃に設定した。
ノズル−試片距離:250mmに設定して試験を行った。
試片速度:2m/秒とした。
(ii) 評価方法:試片(65mm×120mm×30mmの鋼板)に試験条件にてスプレーを行い、塗布後試片を120℃まで加熱し潤滑剤を乾燥させた後、20〜40℃に放冷し、潤滑剤皮膜をナイフにて剥ぎ取り重量測定し、付着面積(0.0078m2)にて除した値を付着量とし、下記評価基準により評価を行った。
◎:均一に付着し、付着量50g/m2以上。
○:ほぼ均一に付着し、付着量50g/m2以上。
△:若干流れ落ち、付着量40g/m2以上。
×:激しく流れ落ち、付着量30g/m2以下。
××:ハジキにより付着性悪い、付着量30g/m2以下。
上記試験1)〜5)の結果を表1〜3に示す。
CMC*(B):分子量(250,000) 粘度(1600/1%)
CMC*(C):分子量(175,000) 粘度(2500/2%)
CMC*(D):分子量(195,000) 粘度(3500/2%)
CMC*(E):分子量(30,000) 粘度(15/2%)
ポリアクリル酸Na(A):分子量(500,000) 粘度(75/1%)
ポリアクリル酸Na(B):分子量(1,650,000) 粘度(300/0.2%)
*CMC=カルボキシメチルセルロースのNa塩
**:2%水溶液にした時の、25℃における粘度が800m
Pa・sであることを表す。
以上の試験結果から、本発明例の潤滑油組成物は、貯蔵安定性、スプレー性、付着性のいずれの面においても良好な性能が確認された。これに対して、比較例に示した組成物群は、これらの点において満足すべき性能を得ることができなかった。
Claims (4)
- 酸化物系層状化合物10〜40質量%、硼酸のアルカリ金属塩又はアミン塩の1種以上を5〜30質量%、この硼酸のアルカリ金属塩又はアミン塩の1種以上の水溶液に可溶な水溶性高分子1種以上を0.11〜3.0質量%、及び、残部水からなり、
前記酸化物系層状化合物は、マイカ、バーミキュライト、及びベントナイトからなる群から選ばれる1種以上であり、
前記水溶性高分子は、ザンサンガム、ウエランガム、及びラムザンガムからなる群から選ばれる1種以上の水溶性高分子と、カルボキシメチルセルロースのナトリウム塩、カリウム塩、及びアミン塩からなる群から選ばれる1種以上の水溶性高分子とを含み、
粘度特性が下記の近似式で示される継目無鋼管加工潤滑剤組成物。
Y=a・X b Y:粘度(mPa・s)
X:ずり速度(s −1 )
静置保管中において a:4000〜40000
b:−1.0〜−0.3
剪断終了時から90秒後においてa:1000〜20000
b:−1.0〜−0.15 - 前記ザンサンガム、ウエランガム、及びラムザンガムからなる群から選ばれる1種以上の水溶性高分子を、組成物全量に対して0.01〜1.0質量%含み、
前記カルボキシメチルセルロースのナトリウム塩、カリウム塩、及びアミン塩からなる群から選ばれる1種以上の水溶性高分子を、組成物全量に対して0.1〜2.0質量%含む、
請求項1に記載の継目無鋼管加工潤滑剤組成物。 - 前記硼酸のアルカリ金属塩又はアミン塩の1種以上を5〜20質量%含む、
請求項1又は2に記載の継目無鋼管加工潤滑剤組成物。 - 前記マイカは、カリウム四珪素マイカ、ナトリウム四珪素マイカ、又は天然金マイカである、
請求項1〜3のいずれか一項に記載の継目無鋼管加工潤滑剤組成物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009112471A JP5292575B2 (ja) | 2003-09-04 | 2009-05-07 | 継目無鋼管加工潤滑剤組成物 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003312232 | 2003-09-04 | ||
| JP2003312232 | 2003-09-04 | ||
| JP2009112471A JP5292575B2 (ja) | 2003-09-04 | 2009-05-07 | 継目無鋼管加工潤滑剤組成物 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004256411A Division JP2005097605A (ja) | 2003-09-04 | 2004-09-03 | 継目無鋼管加工潤滑剤組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009287023A JP2009287023A (ja) | 2009-12-10 |
| JP5292575B2 true JP5292575B2 (ja) | 2013-09-18 |
Family
ID=34269732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009112471A Expired - Lifetime JP5292575B2 (ja) | 2003-09-04 | 2009-05-07 | 継目無鋼管加工潤滑剤組成物 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1666576B1 (ja) |
| JP (1) | JP5292575B2 (ja) |
| CN (1) | CN100575468C (ja) |
| WO (1) | WO2005023966A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4910693B2 (ja) * | 2006-12-28 | 2012-04-04 | 住友金属工業株式会社 | マンドレルバーへの潤滑剤の塗布方法、マンドレルバーへの潤滑剤の膜厚管理方法および継目無鋼管の製造方法。 |
| JP5392134B2 (ja) | 2010-02-15 | 2014-01-22 | 新日鐵住金株式会社 | 熱間圧延工具用潤滑剤および熱間継目無管製造用マンドレルバーの表面処理方法 |
| JP5142232B2 (ja) * | 2010-12-22 | 2013-02-13 | 新日鐵住金株式会社 | 継目無鋼管の製造方法 |
| CN102703193A (zh) * | 2012-05-25 | 2012-10-03 | 衡阳市金化科技有限公司 | 一种高温水基芯棒润滑剂及其制备方法 |
| CN104450136A (zh) * | 2014-11-05 | 2015-03-25 | 衡阳市金化科技有限公司 | 膨润土润滑剂 |
| CN106334713A (zh) * | 2016-09-26 | 2017-01-18 | 天津钢管集团股份有限公司 | 钛合金无缝管的热轧润滑工艺方法 |
| EP4628565A4 (en) * | 2022-11-28 | 2026-03-11 | Nippon Steel Corp | LUBRICANT COMPOSITION AND METHOD FOR MANUFACTURING SEAMLESS METAL PIPES USING IT |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07122069B2 (ja) * | 1989-06-09 | 1995-12-25 | 住友金属工業株式会社 | 熱間潤滑剤 |
| DE59309911D1 (de) * | 1992-02-06 | 2000-02-03 | Lonza Ag | Dornschmiermittel für die Herstellung nahtloser Rohre |
| CN1100750A (zh) * | 1993-09-21 | 1995-03-29 | 宝山钢铁(集团)公司 | 金属热塑性加工用润滑剂干粉 |
| JP2910592B2 (ja) * | 1994-12-13 | 1999-06-23 | 住友金属工業株式会社 | 熱間加工用潤滑剤組成物 |
| JPH0978080A (ja) | 1995-09-12 | 1997-03-25 | Sumitomo Metal Ind Ltd | 高温加工用潤滑剤組成物およびその使用方法 |
| JPH10121088A (ja) * | 1996-10-15 | 1998-05-12 | Sumitomo Metal Ind Ltd | 金属の高温加工用潤滑剤組成物およびその使用方法 |
| JPH10130687A (ja) * | 1996-10-30 | 1998-05-19 | Kawasaki Steel Corp | 熱間加工用潤滑剤組成物 |
| JP3275255B2 (ja) * | 1997-07-16 | 2002-04-15 | 住友金属工業株式会社 | 熱間加工用潤滑剤及び潤滑方法 |
| JP4000738B2 (ja) * | 2000-02-21 | 2007-10-31 | 住友金属工業株式会社 | 継目無鋼管の穿孔圧延方法 |
| JP3646628B2 (ja) * | 2000-07-14 | 2005-05-11 | 住友金属工業株式会社 | マンドレルミルによる圧延方法 |
| JP2005097605A (ja) * | 2003-09-04 | 2005-04-14 | Sumitomo Metal Ind Ltd | 継目無鋼管加工潤滑剤組成物 |
-
2004
- 2004-09-03 CN CN200480025327A patent/CN100575468C/zh not_active Expired - Fee Related
- 2004-09-03 EP EP04772782.1A patent/EP1666576B1/en not_active Expired - Lifetime
- 2004-09-03 WO PCT/JP2004/012833 patent/WO2005023966A1/ja not_active Ceased
-
2009
- 2009-05-07 JP JP2009112471A patent/JP5292575B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1666576B1 (en) | 2014-07-23 |
| CN100575468C (zh) | 2009-12-30 |
| CN1845982A (zh) | 2006-10-11 |
| EP1666576A4 (en) | 2009-05-20 |
| EP1666576A1 (en) | 2006-06-07 |
| JP2009287023A (ja) | 2009-12-10 |
| WO2005023966A1 (ja) | 2005-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5292575B2 (ja) | 継目無鋼管加工潤滑剤組成物 | |
| CN107653051B (zh) | 一种钛合金热挤压成形用水基润滑剂 | |
| WO2015005142A1 (ja) | 吸湿後の加工性及び耐カス詰まり性に優れた金属材料塑性加工用水系潤滑剤 | |
| JP2005097605A (ja) | 継目無鋼管加工潤滑剤組成物 | |
| CN101573191B (zh) | 对芯棒涂布润滑剂的方法、对芯棒的润滑剂的膜厚控制的方法以及无缝钢管的制造方法 | |
| CN101910388B (zh) | 热加工用润滑剂以及无缝钢管的制造方法 | |
| JP2692474B2 (ja) | 継目無金属管の熱間圧延用潤滑剤 | |
| JPH07107157B2 (ja) | 高温用潤滑剤組成物 | |
| CN110218607A (zh) | 一种复合掺杂b-n的纳米氧化石墨烯/钨酸钙/二氧化硅的冲压模具润滑液及其制备方法 | |
| CN110157537A (zh) | 一种纳米石墨烯与锰方硼石复配金属加工液及其制备方法 | |
| JP4567599B2 (ja) | 熱間塑性加工用潤滑剤組成物 | |
| JP4597695B2 (ja) | 二液型熱間塑性加工用焼付防止剤、およびそれを用いた継目無管の製造方法 | |
| JPH04519B2 (ja) | ||
| JPS6234360B2 (ja) | ||
| CN101386805A (zh) | 芯棒石墨润滑剂 | |
| JPH0637632B2 (ja) | 高温用潤滑剤組成物 | |
| JPS5819395A (ja) | 鋼材の熱間成形用潤滑剤 | |
| WO2024116556A1 (ja) | 潤滑剤組成物、及び、これを用いた継目無金属管の製造方法 | |
| JP3231454B2 (ja) | 高温用潤滑剤組成物 | |
| JPH0523318B2 (ja) | ||
| JP2591558B2 (ja) | 高温用潤滑剤組成物 | |
| JPH11166188A (ja) | 熱間金属加工用潤滑剤 | |
| CN103710131A (zh) | 一种水基铝合金切削液及其制备方法 | |
| CN1105058A (zh) | 带芯棒冷拔不锈钢管用双润滑层组合物 | |
| JPH03259998A (ja) | 熱間金属加工用潤滑剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091006 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20101101 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130516 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5292575 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |