JP5183894B2 - 巻線が巻回された鉄心、回転電機、及びリニアモータ - Google Patents
巻線が巻回された鉄心、回転電機、及びリニアモータ Download PDFInfo
- Publication number
- JP5183894B2 JP5183894B2 JP2006210436A JP2006210436A JP5183894B2 JP 5183894 B2 JP5183894 B2 JP 5183894B2 JP 2006210436 A JP2006210436 A JP 2006210436A JP 2006210436 A JP2006210436 A JP 2006210436A JP 5183894 B2 JP5183894 B2 JP 5183894B2
- Authority
- JP
- Japan
- Prior art keywords
- teeth
- iron core
- extending
- end surface
- tooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
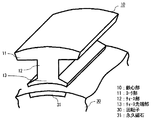
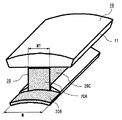
図1はこの発明の実施の形態1による回転電機の鉄心部の一部斜視図であり、当該鉄心部に補助磁性鉄心が装着されていない状態を示す図である。図2は同じく実施の形態1による回転電機の鉄心部の一部斜視図であり、当該鉄心部に補助磁性鉄心が装着されている状態を示す図である。
図9はこの発明の実施の形態2による補助磁性鉄心の加工前の状態を示す図であり、図10は本実施の形態の補助磁性鉄心の加工後の状態を示す図である。また、図11は本実施の形態の補助磁性鉄心を装着した状態を示す回転電機の鉄心の一部斜視図である。
20 補助磁性鉄心、20A ティース積層方向端面延設部、20B 積層方向延設部、
20C ティース積層方向側面延設部、30 回転子、31 永久磁石、
200 補助磁性鉄心、200A,200D ティース積層方向端面延設部、
200B,200E 積層方向延設部、200C ティース積層方向側面延設部。
Claims (8)
- ヨーク部と、上記ヨーク部から突設するティース部と、上記ティース部の先端に位置するティース先端部とを有し、磁性板材を複数枚積層することにより構成される鉄心部と、
上記ティース部の積層方向端面に沿ってティース先端部付近からティース部付け根まで延設されるティース積層方向端面延設部と、上記ティース積層方向端面延設部の上記ティース先端部付近から積層方向外側に延設される積層方向延設部と、上記ティース積層方向端面延設部から上記ティース部の積層方向側面に沿って延設され、且つ上記ティース部の積層方向側面に沿って上記ティース先端部付近からティース部付け根まで延設され、上記ヨーク部と接するティース積層方向側面延設部とを有し、且つ1枚の磁性板を折り曲げて形成された補助磁性鉄心と、
上記補助磁性鉄心のティース積層方向端面延設部及びティース積層方向側面延設部に巻回された巻線とを備えたことを特徴とする巻線が巻回された鉄心。 - 上記ティース部の積層方向両端面及び積層方向両側面は、それぞれ上記ティース積層方向端面延設部及び上記ティース積層方向側面延設部により囲まれると共に、上記ティース積層方向端面延設部及び上記ティース積層方向側面延設部で形成される環状の経路の少なくとも1箇所に絶縁箇所を形成していることを特徴とする請求項1に記載の巻線が巻回された鉄心。
- 上記補助磁性鉄心の上記積層方向延設部のティース先端幅を上記ティース積層方向端面延設部の幅より大きくしていることを特徴とする請求項1に記載の巻線が巻回された鉄心。
- 上記補助磁性鉄心の厚みを、上記鉄心部の各磁性板材の厚みより大きくしていることを特徴とする請求項1に記載の巻線が巻回された鉄心。
- ヨーク部と、上記ヨーク部から突設するティース部と、上記ティース部の先端に位置するティース先端部とを有し、磁性板材を複数枚積層することにより構成される鉄心部と、
上記ティース部の積層方向端面に沿ってティース先端部付近からティース部付け根まで延設されるティース積層方向端面延設部と、上記ティース積層方向端面延設部の上記ティース先端部付近から積層方向外側に延設される積層方向延設部と、上記ティース積層方向端面延設部から上記ティース部の積層方向側面に沿って延設され、且つ上記ティース部の積層方向側面に沿って上記ティース先端部付近からティース部付け根まで延設され、上記ヨーク部と接するティース積層方向側面延設部とを有し、且つ1枚の磁性板を折り曲げて形成された補助磁性鉄心と、
上記補助磁性鉄心のティース積層方向端面延設部及びティース積層方向側面延設部に巻回された巻線とを備え、
上記補助磁性鉄心の少なくとも上記ティース積層方向端面延設部及び上記ティース積層方向側面延設部の表面に絶縁層を形成していることを特徴とする巻線が巻回された鉄心。 - 上記補助磁性鉄心の少なくとも上記ティース積層方向端面延設部及び上記ティース積層方向側面延設部の表面に絶縁層を形成していることを特徴とする請求項2から請求項4のいずれか1項に記載の巻線が巻回された鉄心。
- 請求項1から請求項6のいずれか1項に記載の巻線が巻回された鉄心を、固定子又は回転子のいずれか一方の鉄心として装着したことを特徴とする回転電機。
- 請求項1から請求項6のいずれか1項に記載の巻線が巻回された鉄心を、固定子又は可動子のいずれか一方の鉄心として装着したことを特徴とするリニアモータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006210436A JP5183894B2 (ja) | 2006-08-02 | 2006-08-02 | 巻線が巻回された鉄心、回転電機、及びリニアモータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006210436A JP5183894B2 (ja) | 2006-08-02 | 2006-08-02 | 巻線が巻回された鉄心、回転電機、及びリニアモータ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008042972A JP2008042972A (ja) | 2008-02-21 |
| JP2008042972A5 JP2008042972A5 (ja) | 2009-02-19 |
| JP5183894B2 true JP5183894B2 (ja) | 2013-04-17 |
Family
ID=39177391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006210436A Expired - Fee Related JP5183894B2 (ja) | 2006-08-02 | 2006-08-02 | 巻線が巻回された鉄心、回転電機、及びリニアモータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5183894B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106712327A (zh) * | 2016-12-15 | 2017-05-24 | 广东威灵电机制造有限公司 | 电机 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010068600A (ja) * | 2008-09-09 | 2010-03-25 | Mitsubishi Electric Corp | 永久磁石型モータ及び密閉型圧縮機 |
| JP2012016146A (ja) * | 2010-06-30 | 2012-01-19 | Panasonic Electric Works Co Ltd | モータ、当該モータを駆動源とするポンプおよび当該ポンプを搭載した給湯機器、食器洗浄機、洗濯機 |
| JP2024051921A (ja) * | 2022-09-30 | 2024-04-11 | ダイキン工業株式会社 | 回転電機、送風機、圧縮機、冷凍装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3635148B2 (ja) * | 1996-04-08 | 2005-04-06 | 日本電産シバウラ株式会社 | ブラシレスdcモータの固定子 |
| SE0401217D0 (sv) * | 2004-05-11 | 2004-05-11 | Hoeganaes Ab | Electrical machine and method for producing an electrical machine |
-
2006
- 2006-08-02 JP JP2006210436A patent/JP5183894B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106712327A (zh) * | 2016-12-15 | 2017-05-24 | 广东威灵电机制造有限公司 | 电机 |
| CN106712327B (zh) * | 2016-12-15 | 2019-02-19 | 广东威灵电机制造有限公司 | 电机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008042972A (ja) | 2008-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4823585B2 (ja) | 磁石式発電機 | |
| JPWO2018135086A1 (ja) | コイル成形体、その製造方法、モータ、及び、ステータの組立方法 | |
| JP6048191B2 (ja) | マルチギャップ型回転電機 | |
| JP2018068090A (ja) | 同期リラクタンス型回転電機 | |
| JP5183894B2 (ja) | 巻線が巻回された鉄心、回転電機、及びリニアモータ | |
| JP2018061404A (ja) | 同期リラクタンス型回転電機 | |
| JP2009100489A (ja) | スロットレス形回転電機 | |
| JP2003319575A (ja) | 同期機のステータ鉄心 | |
| JP2000069693A (ja) | モータ | |
| JP4032280B2 (ja) | Acモータの固定子の製造方法 | |
| JP2004040871A (ja) | ステータコア及びモータ | |
| JP2008022646A (ja) | 永久磁石型モータ用固定子、永久磁石型モータ、およびその固定子の製造方法 | |
| JP2004040948A (ja) | モータ | |
| JP2004201429A (ja) | モータの固定子 | |
| JP2010220387A (ja) | ステータ | |
| JP2011024365A (ja) | スロットレスモータ | |
| JP2006304484A (ja) | ステータおよびその製造方法ならびに回転電機 | |
| JP5712852B2 (ja) | 回転電機固定子 | |
| JP2005168223A (ja) | 永久磁石形同期モータ | |
| JP2012161126A (ja) | 電動機、圧縮機、機器 | |
| JP5884464B2 (ja) | 回転電機 | |
| JP5152957B2 (ja) | ステータ鉄心と電動機のステータおよび電動機 | |
| JP4575490B2 (ja) | クローポール永久磁石型ステッピングモータ | |
| JP2007097276A (ja) | 回転電機の鉄心及びリニアモータの鉄心 | |
| JP2006174525A (ja) | コア、電機子コア及びモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110714 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120227 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120305 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20120511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5183894 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |