JP5118865B2 - 横縞型燃料電池セル及びその製法 - Google Patents
横縞型燃料電池セル及びその製法 Download PDFInfo
- Publication number
- JP5118865B2 JP5118865B2 JP2007067543A JP2007067543A JP5118865B2 JP 5118865 B2 JP5118865 B2 JP 5118865B2 JP 2007067543 A JP2007067543 A JP 2007067543A JP 2007067543 A JP2007067543 A JP 2007067543A JP 5118865 B2 JP5118865 B2 JP 5118865B2
- Authority
- JP
- Japan
- Prior art keywords
- solid electrolyte
- molded body
- layer
- inner electrode
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Description
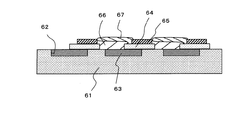
図6は、従来の横縞型の固体電解質形燃料電池セルを示すもので(特許文献1参照)、符号61は、カルシア安定化ジルコニア(CSZ)からなる基体管である。この基体管61の表面には、燃料極用の凹部(溝)62が形成されている。前記凹部62には、NiO/イットリア安定化ジルコニア(YSZ)からなる燃料極63が凸版印刷により形成されている。前記燃料極63を含む基体管61上には、YSZからなる固体電解質64、La0.9Sr0.1MnO3からなる空気極65、(NiCr/Al2O3+NiAl/Al2O3)からなるインターコネクター66、及びAl2O3からなる保護膜67が形成されている。
このような横縞型の固体電解質形燃料電池セルは次のようにして作製する。まず、基体管材料であるCSZをコールドアイソスタチックプレス(以下CIPと呼ぶ)法により燃料極用の凹部(溝)62を付与した形状に作製した後、1300℃で仮焼して基体管61を作製する。
次に、燃料極材料であるNiO/YSZスラリーを凸版印刷により基体管61の凹部62に成膜し、燃料極63とする。つづいて、固体電解質であるYSZスラリーと空気極材料であるLa0.9Sr0.1MnO3スラリーを凹部印刷により成膜し、1300℃で焼成し、固体電解質64と空気極65を形成する。更に、(NiCr/Al2O3+NiAl/Al2O3)からなるインターコネクター66、及びAl2O3からなる保護膜67を成膜し、横縞型の固体電解質形燃料電池セルが作製される。
このような横縞型の固体電解質形燃料電池セルでは、基体管61の凹部(溝)62に燃料極63を収容し、その上面に固体電解質64を形成することになるため、内部電極の側面及び上面を覆うように固体電解質64を形成する場合と比較して、固体電解質64に燃料極63の厚み分による段差が生じることがなく、固体電解質64からのガスリークを抑制することができる。
このような燃料電池セルでは、仮焼基体管の凹部に燃料極材料を充填し、この仮焼基体管の表面及び燃料極材料の上面に固体電解質成形体を形成し、固体電解質成形体表面に空気極材料を印刷し、焼成する際に、カルシア安定化ジルコニア(CSZ)からなる基体管61のCaが燃料極63と固体電解質64との間に拡散し、絶縁性の高い化合物を生成するため、発電性能が低下するという問題があった。
本発明の課題は、固体電解質からのガスリークを防止することができるとともに、発電性能の低下を抑制できる横縞型燃料電池セル及びその製法を提供することにある。
(1)本発明の横縞型燃料電池セルは、ガス流路が内部に軸長方向に形成された電気絶縁性の棒状多孔質支持体の表面に、内側電極、固体電解質および外側電極が順次積層された多層構造を有する発電素子をそれぞれ軸長方向に所定間隔をおいて形成し、一方の前記発電素子の内側電極と、該一方の発電素子に隣り合う他方の前記発電素子の外側電極とを電気的に接続し、前記複数の発電素子が直列に接続されている横縞型燃料電池セルにおいて、前記多孔質支持体の表面に軸長方向に凹部が連続して形成されており、該凹部に前記内側電極と絶縁性緻密層が交互に埋設され、さらに前記固体電解質が前記多孔質支持体、前記内側電極および前記絶縁性緻密層の表面に積層され、該固体電解質の前記内側電極に対向する部位の外表面に前記外側電極が積層されていることを特徴とする。
(2)前記絶縁性緻密層は、Mg、Ca及びSrを含有していないことを特徴とする。
(3)前記絶縁性緻密層は、固体電解質材料からなることを特徴とする。
(4)本発明の横縞型燃料電池セルの製法は、ガス流路が内部に軸長方向に形成された電気絶縁性材料からなる棒状多孔質支持体成形体の表面に、軸長方向に凹部を形成する工程と、該凹部に内側電極材料を軸長方向に所定間隔をおいて埋め込み複数の内側電極成形体を形成する工程と、該内側電極成形体及び前記多孔質支持体成形体表面並びに前記凹部内に固体電解質材料を印刷し、前記内側電極成形体間に固体電解質材料が充填された絶縁性緻密層成形体を形成すると共に、前記内側電極成形体表面に固体電解質成形体を形成する工程と、前記支持体成形体、前記内側電極成形体、前記固体電解質成形体及び前記内側電極成形体間に形成された絶縁性緻密層成形体を同時に焼成する工程とを具備することを特徴とする。
また、凹部を設けることにより燃料極配設位置のずれを抑制することができ、寸法精度の高いセルを作製することが容易となり、コスト削減化と工程簡略化を可能にする。
また、(2)によれば、凹部内の内側電極間にMg、Ca、Srを含有しない絶縁性からなる緻密層を形成することにより、焼成時において上記の元素が拡散して内側電極と固体電解質との間に化合物を生成することを抑制できるため、高い発電効率を有することができる。
さらに、(3)によれば、凹部内の内側電極間に、固体電解質材料からなる絶縁性緻密層を形成することにより、Mg、Ca、Sr等の元素が拡散して内側電極と固体電解質との間に化合物を生成することを抑制できるため、高い発電効率を有することができる。さらに燃料電池セルに用いる材料種を少なくすることができ、コスト削減化と工程簡略化を可能にする。
本発明の横縞型燃料電池セルの製法によれば、固体電解質層の形成と同時に絶縁性緻密質層を形成することができ、絶縁性緻密質層を容易に形成することができる。
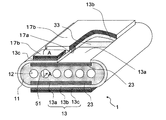
図1は、本発明の横縞型燃料電池セルの構造を示す一部破断の斜視図である。また、図2は図1のA−A線一部拡大断面図である。この燃料電池セル1は、中空平板状の電気絶縁性の多孔質支持体(以下、絶縁支持体11という)の対向する両面に、複数の発電素子13を絶縁支持体11の軸長方向(長さ方向:ガス流路形成方向)に沿って所定の間隔をおいて複数個配置し、それらを素子間接続部材17を介して直列に接続した「横縞型」といわれるものである。発電素子13は、絶縁支持体11の対向する表面および裏面にそれぞれ複数形成されている。
なお、本実施形態では、燃料極として、固体電解質13b側の活性燃料極層13aと、絶縁支持体11側の集電燃料極層23との二層に形成した構造のものを示した。
すなわち、空気極層13cでは、下記式(1)の電極反応を生じ、活性燃料極層13aでは、下記式(2)の電極反応を生じる。

また、前記絶縁性緻密層33は、固体電解質層13bと同じ材料からなるのが好ましい。これにより、前記絶縁性緻密層33と固体電解質層13bを同時に成膜することができ、このとき、上記したように、絶縁支持体11と活性燃料極層13aに段差がないので、均一な厚みの固体電解質層13bが形成され、セル毎の発電性能にバラツキがなくなり、安定して発電することができる。
(絶縁支持体)
本発明に係る絶縁支持体11は、Ni若しくはNi酸化物(NiO)と、希土類元素酸化物とからなっている。なお、希土類元素酸化物を構成する希土類元素としては、Y、La、Yb、Tm、Er、Ho、Dy、Gd、Sm、Prなどを例示することができるが、好ましくは、Y2O3やYb2O3、特にY2O3である。
この絶縁支持体11の熱膨張係数は、通常、10.5〜12.5×10-6(1/K)程度である。
なお、前記絶縁支持体11は、燃料ガス流路12内の燃料ガスを活性燃料極層13aの表面まで導入可能でなければならず、このため、多孔質であることが必要である。一般に、その開気孔率は25%以上、特に30〜40%の範囲にあるのがよい。
燃料極層は、前記式(2)の電極反応を生じさせるものであり、本実施形態においては、固体電解質13b側の活性燃料極層13aと、絶縁支持体11側の集電燃料極層23との二層構造に形成されている。
前記固体電解質13b側の活性燃料極層13aは、それ自体公知の多孔質の導電性セラミックスから形成される。例えば、希土類元素が固溶しているZrO2(安定化ジルコニア)と、Niおよび/又はNiO(以下、Ni等と呼ぶ)とからなる。この希土類元素が固溶した安定化ジルコニアとしては、後述する固体電解質13bに使用されているものと同様のものを用いるのがよい。
さらに活性燃料極層13aの開気孔率は、15%以上、特に20〜40%の範囲にあるのがよい。
また、固体電解質13bとの熱膨張差に起因して発生する熱応力を吸収し、活性燃料極層13aの割れや剥離などを防止するという点から、活性燃料極層13aの厚みは、5〜15μmの範囲にあることが望ましい。
燃料極層のうち、前記絶縁支持体11側の集電燃料極層23は、絶縁支持体11と同様、Ni若しくはNi酸化物と、希土類元素酸化物との混合体である。
また、この集電燃料極層23の厚みは、電気伝導度を向上するという点から、80μm以上であることが望ましい。
以上のように、燃料極を固体電解質13b側の活性燃料極層13aと、絶縁支持体11側の集電燃料極層23と二層に形成した構造であれば、絶縁支持体11側の集電燃料極層23のNiO換算でのNi量或いはNiO量を30〜60体積%の範囲内で調整することにより、発電素子13との接合性を損なうことなく、その熱膨張係数を、後述する固体電解質13bの熱膨張係数に近づけることができ、例えば両者の熱膨張差を、2×10-6/(1/K)未満とすることができる。したがって、燃料電池セル1の作製時、加熱時、冷却時において両者の熱膨張差に起因して発生する熱応力を小さくすることができるため、燃料極の割れや剥離などを抑制することができる。このため、燃料ガス(水素ガス)を流して発電を行う場合においても、絶縁支持体11との熱膨張係数の整合性は安定に維持され、熱膨張差による割れを有効に回避することができる。
固体電解質13bは、希土類またはその酸化物を固溶させたZrO2からなる安定化ZrO2からなる緻密質なセラミックスで構成されている。
ここで、固溶させる希土類元素またはその酸化物としては、Sc、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Luなど、または、これらの酸化物などが挙げられ、好ましくは、Y、Yb、または、これらの酸化物が挙げられる。また、固体電解質13bは、8モル%のYが固溶している安定化ZrO2(8mol% Yttoria Stabilized Zirconia、以下、「8YSZ」という。)と熱膨張係数がほぼ等しいランタンガレート系(LaGaO3系)固体電解質を挙げることもできる。また、固体電解質13bは、例えば、厚さが10〜100μmであり、例えば、相対密度(アルキメデス法による)が93%以上、好ましくは、95%以上の範囲に設定される。
このような固体電解質13bは、電極間の電子の橋渡しをする電解質としての機能を有すると同時に、燃料ガスまたは酸素含有ガスのリーク(ガス透過)を防止するためにガス遮断性を有している。
空気極層13cは、導電性セラミックスから形成されている。導電性セラミックスとしては、例えば、ABO3型のペロブスカイト型酸化物が挙げられ、このようなペロブスカイト型酸化物としては、例えば、遷移金属型ペロブスカイト酸化物、好ましくは、LaMnO3系酸化物、LaFeO3系酸化物、LaCoO3系酸化物など、特にAサイトにLaを有する遷移金属型ペロブスカイト酸化物を挙げることができる。さらに好ましくは、600〜1000℃程度の比較的低温での電気伝導性が高いという観点から、LaCoO3系酸化物が挙げられる。
また、前記したペロブスカイト型酸化物において、AサイトにLaおよびSrが共存してもよく、また、BサイトにFe、CoおよびMnが共存してもよい。
このような空気極層13cは、前記した式(1)の電極反応を生ずることができる。
また、空気極層13cは、その開気孔率が、例えば、20%以上、好ましくは、30〜50%の範囲に設定される。開気孔率が前記した範囲内にあれば、空気極層13cが良好なガス透過性を有することができる。
また、空気極層13cは、その厚さが、例えば、30〜100μmの範囲に設定される。前記した範囲内にあれば、空気極層13cが良好な集電性を有することができる。
素子間接続部材17は、一方の発電素子13の活性燃料極層13aと隣り合う他方の発電素子13の空気極層13cとを電気的に接続するものであり、第1集電層17aと第2集電層17bとから構成され、これらは電気的に接続されている。第1集電層17aは一方の発電素子13の活性燃料極層13aと第2集電層13bを導通させるものであり、第2集電層17bは第1集電層17aと他方の発電素子13の空気極層13cとを導通させるものである。
前記素子間接続部材17は、導電性セラミックスから形成されるが、燃料ガス(水素ガス)及び空気等の酸素含有ガスと接触するため、耐還元性、耐酸化性を有していることが必要である。
このため、素子間接続部材17として、導電性セラミックス、金属、ガラスの入った金属ガラスを用いることができ、導電性セラミックスとしては、ランタンクロマイト系のペロブスカイト型酸化物(LaCrO3系酸化物)が使用される。また、第1集電層17aは、絶縁支持体11内のガス流路12を通る燃料ガスと空気極層13cの外部を通る空気等の酸素含有ガスとのリークを防止するため、かかる導電性セラミックスは緻密質でなければならず、例えば93%以上、特に95%以上の相対密度(アルキメデス法)を有していることが好適である。なお、第1集電層17aの端面と、固体電解質13bの端面との間には、適当な接合層(例えばY2O3)を介在させることにより、シール性を向上させることもできる。
第1集電層17aとしては、金属層と、ガラスの入った金属ガラス層との二層構造としてもよい。金属層は、例えば、AgとNiの合金からなり、金属ガラス層は、Agとガラスからなる。前記金属ガラス層により、絶縁支持体11内のガス流路12を通る燃料ガスの第2集電層17bへのリーク、および空気極層13cの外部を通る酸素含有ガスの前記金属層へのリークを有効に防止することができる。また、第2集電層17bとしては、例えばAg−Pdから構成された多孔質層を使用することができる。
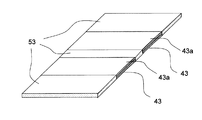
次に、前記した横縞型燃料電池セルの製造方法について、図3〜図5を参照して、説明する。
次に、活性燃料極層テープ43aと同様にして、例えば、NiO粉末、Ni粉末と、Y2O3などの希土類元素酸化物とを混合し、これにポアー剤を添加し、アクリル系バインダーとトルエンとを混合してスラリーとし、ドクターブレード法にてスラリーを塗布して乾燥し、厚さ80〜200μmの集電燃料極層テープ43を作製する。この集電燃料極層テープ43に前記活性燃料極層テープ43aを貼り付ける(図4(b))。当該貼り合わせたテープ(内側電極成形体)を発電素子13の形状にあわせて切断する(図4(c))。
次に、この活性燃料極層テープ43a、集電燃料極層テープ43を貼り付けた状態で乾燥し、その後、900〜1100℃の温度範囲で仮焼する(図4(d))。そして、活性燃料極層43aの第1集電層47aを形成したい部分に、マスキングテープ21を貼り付ける(図4(e))。
そして、第1集電層47aを形成したい部分にAg/Niからなる金属層のシートを貼り付け、さらにAgとガラスを含む金属ガラス層のシートを貼り付けて(図4(g))、その後、1000〜1200℃で熱処理を行う。
最後に、第2集電層47bを所定位置に塗布して、横縞型燃料電池セルを得ることができる(図4(i))。
極層テープ43aが貼り付けられた集電燃料極層テープ43とを転写シート上に連結し、これを転写するか、もしくは活性燃料極層テープ43aが貼り付けられた集電燃料極層テープ43間に固体電解質材料のスラリーを充填する必要がある。
また、前記した各層の積層方法については、テープ積層、ペースト印刷、ディップ、および、スプレー吹きつけのいずれの積層法を用いてもよい。好ましくは、積層時の乾燥工程が短時間であり、工程の短時間化の観点から、ディップにより各層を積層する。
11 絶縁支持体
12 燃料ガス流路
13 発電素子(13a:活性燃料極層、13b:固体電解質、13c:空気極層)
17 素子間接続部材(17a:第1集電層、17b:第2集電層)
23 集電燃料極層
33 絶縁性緻密層
Claims (4)
- ガス流路が内部に軸長方向に形成された電気絶縁性の棒状多孔質支持体の表面に、
内側電極、固体電解質および外側電極が順次積層された多層構造を有する発電素子をそれぞれ軸長方向に所定間隔をおいて形成し、
一方の前記発電素子の内側電極と、該一方の発電素子に隣り合う他方の前記発電素子の外側電極とを電気的に接続し、前記複数の発電素子が直列に接続されている横縞型燃料電池セルにおいて、
前記多孔質支持体の表面に軸長方向に凹部が連続して形成されており、該凹部に前記内側電極と絶縁性緻密層が交互に埋設され、さらに前記固体電解質が前記多孔質支持体、前記内側電極および前記絶縁性緻密層の表面に積層され、前記固体電解質の前記内側電極に対向する部位の外表面に前記外側電極が積層されていることを特徴とする横縞型燃料電池セル。 - 前記絶縁性緻密層は、Mg、Ca及びSrを含有していないことを特徴とする請求項1記載の横縞型燃料電池セル。
- 前記絶縁性緻密層は、固体電解質材料からなることを特徴とする請求項1または2記載の横縞型燃料電池セル。
- ガス流路が内部に軸長方向に形成された電気絶縁性材料からなる棒状多孔質支持体成形体の表面に、軸長方向に凹部を形成する工程と、
該凹部に内側電極材料を軸長方向に所定間隔をおいて埋め込み複数の内側電極成形体を形成する工程と、
該内側電極成形体及び前記多孔質支持体成形体表面並びに前記凹部内に固体電解質材料を印刷し、前記内側電極成形体間に固体電解質材料が充填された絶縁性緻密層成形体を形成すると共に、前記内側電極成形体表面に固体電解質成形体を形成する工程と、
前記支持体成形体、前記内側電極成形体、前記固体電解質成形体及び前記内側電極成形体間に形成された絶縁性緻密層成形体を同時に焼成する工程とを具備することを特徴とする横縞型燃料電池セルの製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007067543A JP5118865B2 (ja) | 2007-03-15 | 2007-03-15 | 横縞型燃料電池セル及びその製法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007067543A JP5118865B2 (ja) | 2007-03-15 | 2007-03-15 | 横縞型燃料電池セル及びその製法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008226789A JP2008226789A (ja) | 2008-09-25 |
| JP5118865B2 true JP5118865B2 (ja) | 2013-01-16 |
Family
ID=39845139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007067543A Active JP5118865B2 (ja) | 2007-03-15 | 2007-03-15 | 横縞型燃料電池セル及びその製法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5118865B2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101109294B1 (ko) * | 2009-07-13 | 2012-01-31 | 삼성전기주식회사 | 일체형지지체를 갖는 연료전지 |
| JP4800439B1 (ja) * | 2010-07-15 | 2011-10-26 | 日本碍子株式会社 | 燃料電池の構造体 |
| CN102986075B (zh) * | 2010-07-15 | 2015-08-26 | 日本碍子株式会社 | 燃料电池的结构体 |
| JP5985160B2 (ja) * | 2010-07-23 | 2016-09-06 | 日本碍子株式会社 | 燃料電池の構造体 |
| US8945789B2 (en) | 2011-03-18 | 2015-02-03 | Ngk Insulators, Ltd. | Solid oxide fuel cell |
| JP5095877B1 (ja) | 2011-10-05 | 2012-12-12 | 日本碍子株式会社 | 燃料電池 |
| JP5116181B1 (ja) * | 2011-10-14 | 2013-01-09 | 日本碍子株式会社 | 燃料電池のスタック構造体 |
| JP5173052B1 (ja) * | 2011-10-25 | 2013-03-27 | 日本碍子株式会社 | 燃料電池のスタック構造体 |
| JP5198675B1 (ja) * | 2011-10-25 | 2013-05-15 | 日本碍子株式会社 | 燃料電池の構造体 |
| JP5066630B1 (ja) * | 2011-10-25 | 2012-11-07 | 日本碍子株式会社 | 燃料電池の構造体 |
| JP5117610B1 (ja) * | 2011-10-25 | 2013-01-16 | 日本碍子株式会社 | 燃料電池の構造体 |
| JP5587479B1 (ja) * | 2013-09-24 | 2014-09-10 | 日本碍子株式会社 | 燃料電池 |
| JP5883536B1 (ja) * | 2014-12-25 | 2016-03-15 | 日本碍子株式会社 | 燃料電池 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3688305B2 (ja) * | 1994-02-23 | 2005-08-24 | 株式会社フジクラ | 円筒形固体電解質燃料電池 |
| JP3631923B2 (ja) * | 1998-07-27 | 2005-03-23 | 三菱重工業株式会社 | 燃料電池用基体管及びその材料 |
| JP4681149B2 (ja) * | 2001-04-27 | 2011-05-11 | 三菱重工業株式会社 | 燃料電池セル管の製造方法 |
| JP4562951B2 (ja) * | 2001-06-01 | 2010-10-13 | 三菱重工業株式会社 | 燃料電池用基体管、燃料電池用基体管材料及び燃料電池セル管の製造方法 |
| JP3705485B2 (ja) * | 2001-10-03 | 2005-10-12 | 日産自動車株式会社 | 燃料電池用単セル及び固体電解質型燃料電池 |
| JP4126172B2 (ja) * | 2001-10-10 | 2008-07-30 | 三菱重工業株式会社 | 円筒型製品の搬送成型装置 |
| JP4368850B2 (ja) * | 2003-03-31 | 2009-11-18 | 東京瓦斯株式会社 | 固体酸化物形燃料電池モジュールの作製方法 |
| JP4718772B2 (ja) * | 2003-12-10 | 2011-07-06 | 三菱重工業株式会社 | 固体酸化物型燃料電池、水電解セル、及び固体酸化物型燃料電池の製造方法 |
| JP4851692B2 (ja) * | 2004-05-31 | 2012-01-11 | 京セラ株式会社 | 固体電解質形燃料電池セルスタック、バンドル及び燃料電池 |
| JP4741815B2 (ja) * | 2004-06-30 | 2011-08-10 | 京セラ株式会社 | セルスタック及び燃料電池 |
-
2007
- 2007-03-15 JP JP2007067543A patent/JP5118865B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008226789A (ja) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5118865B2 (ja) | 横縞型燃料電池セル及びその製法 | |
| JP5175527B2 (ja) | セルスタック及び燃料電池 | |
| JP5132878B2 (ja) | 燃料電池セル、燃料電池セルスタック及び燃料電池 | |
| JP5175461B2 (ja) | 横縞型燃料電池セル及び燃料電池 | |
| JP5080951B2 (ja) | 横縞型燃料電池セルスタックおよび燃料電池 | |
| JP4718959B2 (ja) | 横縞型燃料電池セル | |
| JP2013101924A (ja) | 燃料電池のスタック構造体 | |
| JP4741815B2 (ja) | セルスタック及び燃料電池 | |
| JP5188069B2 (ja) | 燃料電池セルおよびセルスタックならびに燃料電池 | |
| JP5192702B2 (ja) | 横縞型燃料電池セルおよびセルスタック並びに燃料電池 | |
| JP2012009226A (ja) | 横縞型固体酸化物形燃料電池セルスタック、横縞型固体酸化物形燃料電池バンドルおよび燃料電池 | |
| JP5241663B2 (ja) | 固体電解質形燃料電池セルスタック、バンドル及び燃料電池 | |
| JP5192723B2 (ja) | 横縞型燃料電池セル及び燃料電池 | |
| JP5417543B1 (ja) | 横縞型燃料電池セル | |
| JP5162724B1 (ja) | 接合材、及び、その接合材を用いた燃料電池のスタック構造体 | |
| JP4851692B2 (ja) | 固体電解質形燃料電池セルスタック、バンドル及び燃料電池 | |
| JP5132879B2 (ja) | 横縞型燃料電池セルおよび燃料電池 | |
| JP5179131B2 (ja) | 横縞型燃料電池セルおよび燃料電池 | |
| JP4465175B2 (ja) | 固体電解質形燃料電池 | |
| JP2007250368A (ja) | 横縞型燃料電池セルおよび燃料電池 | |
| JP4883992B2 (ja) | 燃料電池セル及び燃料電池 | |
| JP5449076B2 (ja) | 燃料電池セル | |
| JP5179153B2 (ja) | 横縞型燃料電池セルおよびセルスタック並びに燃料電池 | |
| JP5036163B2 (ja) | 燃料電池セル及びセルスタック並びに燃料電池 | |
| JP4925574B2 (ja) | 燃料電池セル及び燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121022 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5118865 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |