JP5054376B2 - 加圧および吸引によってガラスシートをクラウニング加工するための方法 - Google Patents
加圧および吸引によってガラスシートをクラウニング加工するための方法 Download PDFInfo
- Publication number
- JP5054376B2 JP5054376B2 JP2006505748A JP2006505748A JP5054376B2 JP 5054376 B2 JP5054376 B2 JP 5054376B2 JP 2006505748 A JP2006505748 A JP 2006505748A JP 2006505748 A JP2006505748 A JP 2006505748A JP 5054376 B2 JP5054376 B2 JP 5054376B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- male mold
- sheet
- mold
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
- C03B23/0352—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet
- C03B23/0357—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet by suction without blowing, e.g. with vacuum or by venturi effect
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/025—Re-forming glass sheets by bending by gravity
- C03B23/0252—Re-forming glass sheets by bending by gravity by gravity only, e.g. sagging
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/03—Re-forming glass sheets by bending by press-bending between shaping moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/03—Re-forming glass sheets by bending by press-bending between shaping moulds
- C03B23/0305—Press-bending accelerated by applying mechanical forces, e.g. inertia, weights or local forces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
- C03B23/0352—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Joining Of Glass To Other Materials (AREA)
- Glass Compositions (AREA)
- Laminated Bodies (AREA)
Description
熱い空気ばね1を構成するサポート部材と、
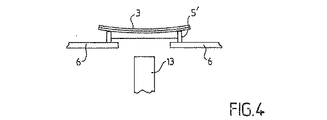
上方に、ガラスシートまたはいくつかの重ね合わされたガラスシート3(これらのシートの2つが図1に示されている)をそれ自身と接触して保持するための手段を備える凸面の雄型2と、
下方に、ガラスシート3の搬送面より低い、低い位置と、雄型2に近い、高い位置との間を移動することができる凹面の環状雌型4とを含む曲げセル内で曲げる方法を開示している。また、この説明では「フレーム」と呼ばれる、この雌型4は、(スケルトンで起きる)単一の線状の接触と比べて、ガラスシート3とのより大きな接触表面積を与える金属の構造体である。
ガラスが重力の下で垂れ下がることを可能にするステップと、
前記シートを支持する雌型を雄型に向かって前進させることによって、前記1つまたは複数のシートの中央領域を前記雄型に接触させて配置するステップであって、前記雄型が前記雌型の上方にあり曲げセル内で一方の垂直な移動を他方に対して可能とするステップと、
雄型と雌型の間のガラスの周辺領域で該ガラスを加圧するフェーズと、
加圧が継続され、部分バキュームによって、雄型に押し付けてガラスを保持するフェーズと、
雌型から雄型を分離することによって、加圧を中止するステップと、
曲げセルの外側のガラスを冷却するステップとを含む方法に関する。
圧力は0.1から10秒間加えられ、
部分バキュームは、雄型によって生成された圧力降下によって作られ、
部分バキュームは、加圧と同時に加えられ、
加圧を維持しながら、部分バキュームを加えることに続いて、この方法の次のステップは、曲げられたシートまたは曲げられたシートのスタックを、冷却スケルトンまたは好ましくは冷却フレームなどの冷却サポート上に戻すのに必要な時間の間、好ましくは雄型の周りのスカートによっても部分バキュームを維持しながら、加圧を取り除くことであり、
曲げが640℃より低いかまたはそれに等しい温度で、特に、590から630℃の温度で実行され、
積層透明板ガラスを作るためのガラスシートのスタックの場合、いくつかのガラスシートが、その周囲の付近に挿入された炭酸カルシウムまたは珪藻土などの分離粉末によって重ねられる。
一般に、特に、水平部分を含むオーブンと、
オーブン内部で、キャリッジ上で運ぶことができる、特にスケルトンタイプの垂れ下がりサポート上に置かれたガラス(ガラスシートまたは複数のシート)を輸送するためのシステムと、
前記輸送システムによって輸送されるガラスを運ぶ垂れ下がりサポートを受け取りかつ固定する手段をもつ曲げオーブンと、フレームあるいは前記受け取り/固定手段および環状雌型の上方に置かれた凸面雄型を囲む環状雌型と、キャリッジを曲げセルから排除するために提供される手段と、垂れ下がりサポートを曲げセルから排除するために提供される手段と、一方で、環状雌型を垂直に移動させ、他方で、垂れ下がりサポートを受け取りおよび固定する手段を垂直に移動させ、かつ移動の速度を制御するために提供される手段とを備える曲げセルとを含むことを特徴とするシステムに関する。
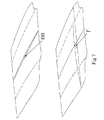
ガラスシート3は、水平オーブン(トンネルオーブン)内で曲げ温度に加熱され、その水平オーブンを通ってそれらは平らなローラコンベア5によって運ばれ、ローラコンベア5は、それらを図1に関して説明されたのと同じ曲げセルに渡す。今の場合、シート3は、図2Aに示されるように平らである。曲げセルの内部では、シート3は、国際公開第95/01938号パンフレットでのように空気ばね1上に置かれる。
シート3の重力により誘起された垂れ下がりが、国際公開第95/01938号パンフレットと同じように引き起こされるが、違う点はそれが十分に短く、主に円筒形であり、中間ディフレクションfがほぼ最終ディフレクションに等しいことである(図2C参照)。望む中間ディフレクションfを生み出すために様々なパラメータを変化させることができ、この分野の技術者にはよく知られているように、これらのパラメータは温度および滞在時間である。
ガラスが環状フレーム4を介して垂れ下がることが可能になった後、フレームは、ガラスシート3の周辺部を加圧するために、雄型2の凸状の下面に向けて上昇を続ける。
加圧が続く間、ガラスシート3は、雄型を介して生み出される負の圧力にさらされる。この部分バキュームは、上部ガラスシート3の全面を中実の凸面上部型2に接触させるのに十分でなければならない。ガラスが上部雄型に接触する前、環状フレーム4からの分離はない。
Claims (11)
- 2つまたはそれ以上の重ね合わせたガラスシート(3)を同時に曲げる方法であって、
ガラスが重力の下で垂れ下がることを可能にするステップと、
前記シートを支持する雌型(4)を雄型に向かって前進させることによって、前記シート(3)の中央領域を前記雄型(2)に接触させて配置するステップであって、該ステップにおいて前記雄型(2)が前記雌型(4)の上方にあり曲げセル(12)内で一方の他方に対する垂直な移動を可能とする、ステップと、
雄型(2)と雌型(4)の間のガラスの周辺領域で該ガラスを加圧するフェーズと、
雄型(2)を介して部分バキュームをガラスに加えるフェーズであって、加圧が継続され、前記部分バキュームを加えることが最初のシートが雄型に接触するまで開始されないフェーズと、
雌型から雄型を分離することによって、加圧を中止するステップであって、該ステップにおいて、少なくとも部分的には、雄型およびガラスを囲むスカートを介してガラスシートのエッジの近くでガラスの外側の周囲に加えられた部分バキュームの効果の下でガラスが雄型との接触を維持する、ステップと、
ガラスが、部分バキュームの効果の下に雄型に接触している間に、冷却サポートが、ガラスの下に持ってこられ、部分バキュームが停止され、したがってガラスを前記冷却サポートの上に置くことを可能にし、次に前記冷却サポートが、ガラスを曲げセルの外側のガラスが冷却されるステップにもっていくステップとを含む方法。 - 重力により誘起された垂れ下がりが主に円筒形であり、それが実質的に最終的なディフレクションにほぼ等しいディフレクションfに導くことを特徴とする請求項1に記載の方法。
- 部分バキュームを加える間、正の気体圧力も雄型を通してガラスの中央領域に加えられ、前記雄型が繊維状材料で覆われていることを特徴とする請求項1または2に記載の方法。
- 垂れ下がりが、ガラスが通って曲げセルに向けて運ばれるトンネルオーブン内で少なくとも部分的に引き起こされ、前記ガラスが、垂れ下がりサポート上に置かれることを特徴とする請求項1から3の一項に記載の方法。
- 垂れ下がりが環状雌型内部で上から見て完全に内接された領域を占める垂れ下がりサポート上で少なくとも部分的に引き起こされ、環状雌型が、ガラスを雄型の方へ上げ、前記垂れ下がりサポートの周辺を通過させることによって、動かすことを特徴とする請求項1から4の一項に記載の方法。
- 垂れ下がりサポートが、ガラスの狭いエッジから少なくとも2cm後退して置かれたスケルトンであることを特徴とする請求項4または5に記載の方法。
- 曲げが、640℃より低い温度で行われることを特徴とする請求項1から6の一項に記載の方法。
- 請求項1から7の一項に記載された方法を実行する曲げシステムにおいて、スケルトンから曲げセル(12)に移動する、スケルトン(5’)に支持されたガラスを輸送するシステムが中にあるオーブン(10)であって、前記セルが、フレームまたは、上から見て内部でスケルトンが完全に内接した領域を占める環状雌型(4)と、環状雌型の上方に配置された凸面の雄型(2)とを備えるオーブンと、スケルトン(5’)を曲げセルから送り出すように提供された手段と、環状雌型(4)を一方で垂直に移動させるように提供された手段と、冷却サポートとを含み、前記雄型が凸面を介して、部分バキュームを加えることができる手段を備えるシステム。
- スカート(16)が、ガラスシートのエッジの近くで透明板ガラスの外側に部分バキュームを加えることができるように、凸面雄型(2)を囲むことを特徴とする請求項8に記載のシステム。
- 透明板ガラスの非展開可能係数Dが、D=Ln(107/R1×R2)で定義され、ここでLnは自然対数であり、R1およびR2は考慮点での主曲率半径であるとき、局所的に2より大きい非展開可能係数をもつ積層透明板ガラスの製造へ応用した請求項1から7の一項に記載の方法。
- 透明板ガラスの非展開可能係数Dが、D=Ln(10 7 /R 1 ×R 2 )で定義され、ここでLnは自然対数であり、R 1 およびR 2 は考慮点での主曲率半径であるとき、局所的に2より大きい非展開可能係数をもつ積層透明板ガラスの製造へ応用した請求項8または9に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0303686A FR2852951B1 (fr) | 2003-03-26 | 2003-03-26 | Procede de bombage de feuilles de verre par pressage et aspiration |
| FR03/03686 | 2003-03-26 | ||
| PCT/FR2004/000716 WO2004087590A2 (fr) | 2003-03-26 | 2004-03-24 | Procede et dispositif de bombage de feuilles de verre par pressage et aspiration |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006521271A JP2006521271A (ja) | 2006-09-21 |
| JP5054376B2 true JP5054376B2 (ja) | 2012-10-24 |
Family
ID=32947168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006505748A Expired - Fee Related JP5054376B2 (ja) | 2003-03-26 | 2004-03-24 | 加圧および吸引によってガラスシートをクラウニング加工するための方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20070157671A1 (ja) |
| EP (1) | EP1611064B1 (ja) |
| JP (1) | JP5054376B2 (ja) |
| KR (1) | KR101191259B1 (ja) |
| CN (1) | CN100363282C (ja) |
| AT (1) | ATE392398T1 (ja) |
| AU (1) | AU2004226195A1 (ja) |
| BR (1) | BRPI0408321B1 (ja) |
| DE (1) | DE602004013132T2 (ja) |
| ES (1) | ES2305794T3 (ja) |
| FR (1) | FR2852951B1 (ja) |
| MX (1) | MXPA05010177A (ja) |
| PL (1) | PL1611064T3 (ja) |
| PT (1) | PT1611064E (ja) |
| WO (1) | WO2004087590A2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10434846B2 (en) | 2015-09-07 | 2019-10-08 | Sabic Global Technologies B.V. | Surfaces of plastic glazing of tailgates |
| US10597097B2 (en) | 2015-09-07 | 2020-03-24 | Sabic Global Technologies B.V. | Aerodynamic features of plastic glazing of tailgates |
| US10690314B2 (en) | 2015-09-07 | 2020-06-23 | Sabic Global Technologies B.V. | Lighting systems of tailgates with plastic glazing |
| US11267173B2 (en) | 2015-09-07 | 2022-03-08 | Sabic Global Technologies B.V. | Molding of plastic glazing of tailgates |
| US11466834B2 (en) | 2015-11-23 | 2022-10-11 | Sabic Global Technologies B.V. | Lighting systems for windows having plastic glazing |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2855168B1 (fr) * | 2003-05-19 | 2007-03-30 | Saint Gobain | Bombage de vitrages par gravite sur une multiplicite de supports |
| FR2880343B1 (fr) * | 2004-12-31 | 2007-06-22 | Saint Gobain | Procede de bombage de feuilles de verre par aspiration |
| DE102005001513B3 (de) * | 2005-01-13 | 2006-06-01 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Vorrichtung und Verfahren zum Biegen von Glasscheiben |
| EP1798206B2 (en) * | 2005-12-14 | 2012-09-26 | Asahi Glass Company, Limited | Method and apparatus for bending a glass sheet |
| US20100050694A1 (en) * | 2006-11-02 | 2010-03-04 | Saint-Gobain Glass France | Bending of glass by heated or cooled form |
| US7975509B2 (en) * | 2007-06-27 | 2011-07-12 | Pilkington North America, Inc. | Glass bending process |
| JP2011520973A (ja) | 2008-05-19 | 2011-07-21 | ユニヴァーシティ オブ テネシー リサーチ ファウンデーション,ザ | ピリジンの非古典的カンナビノイド化合物及び関連する使用方法 |
| FR2942793B1 (fr) * | 2009-03-05 | 2012-03-23 | Saint Gobain | Formage d'un vitrage comprenant une ouverture |
| FR2945985B1 (fr) * | 2009-05-27 | 2011-05-20 | Saint Gobain | Vitrage a faible niveau de double image. |
| FR2960232B1 (fr) | 2010-05-19 | 2015-01-02 | Saint Gobain | Forme de bombage alveolaire |
| US9296637B2 (en) | 2010-06-09 | 2016-03-29 | Glasstech, Inc. | Method for press forming glass sheets |
| JP5696393B2 (ja) * | 2010-08-02 | 2015-04-08 | 日本電気硝子株式会社 | ガラスフィルムの割断方法 |
| FR2963933B1 (fr) * | 2010-08-20 | 2012-08-17 | Saint Gobain | Miroir bombe par pressage |
| FR2966147B1 (fr) | 2010-10-15 | 2016-05-27 | Saint Gobain | Support de trempe thermique |
| EP2463248A1 (de) | 2010-12-13 | 2012-06-13 | Saint-Gobain Glass France | Verfahren und Vorrichtung zum Biegen von Scheiben |
| MX344209B (es) * | 2010-12-13 | 2016-12-08 | Saint Gobain | Panel doblado. |
| EP2463247A1 (de) * | 2010-12-13 | 2012-06-13 | Saint-Gobain Glass France | Verfahren und Vorrichtung zum Biegen von Scheiben |
| US8833106B2 (en) | 2012-09-18 | 2014-09-16 | Corning Incorporated | Thermo-mechanical reforming method and system and mechanical reforming tool |
| TWI591027B (zh) | 2011-10-13 | 2017-07-11 | 康寧公司 | 熱機械再成型方法及系統以及機械再成型工具 |
| FR2981295B1 (fr) | 2011-10-14 | 2020-02-21 | Saint-Gobain Glass France | Fabrication d'un vitrage feuillete |
| US8549885B2 (en) * | 2011-11-23 | 2013-10-08 | Corning Incorporated | Process and system for precision glass sheet bending |
| FR2996803B1 (fr) | 2012-10-12 | 2014-11-21 | Saint Gobain | Fabrication d'un vitrage feuillete muni d'un conducteur electrique |
| FR3012072B1 (fr) | 2013-10-23 | 2021-01-01 | Saint Gobain | Verre feuillete mince pour pare-brise |
| KR20150048450A (ko) * | 2013-10-28 | 2015-05-07 | 코닝정밀소재 주식회사 | 유리기판 성형장치 |
| KR101523497B1 (ko) * | 2013-10-29 | 2015-05-28 | 주식회사 도우인시스 | 모바일 기기용 곡면 윈도우 글라스 제조방법 |
| KR101499431B1 (ko) * | 2013-11-04 | 2015-03-06 | 코닝정밀소재 주식회사 | 유리기판 성형장치 |
| CN106458684B (zh) | 2014-10-28 | 2019-06-18 | 法国圣戈班玻璃厂 | 用于玻璃片材的弯曲工具 |
| JP6362777B2 (ja) | 2014-10-28 | 2018-07-25 | サン−ゴバン グラス フランスSaint−Gobain Glass France | ガラス曲げプロセス用の工具 |
| RU2677509C1 (ru) * | 2015-08-18 | 2019-01-17 | Сэн-Гобэн Гласс Франс | Устройство и способ моллирования стекла с использованием вентилятора |
| PE20180789A1 (es) | 2015-09-08 | 2018-05-08 | Saint Gobain | Metodo de flexion por gravedad asistido por sobrepresion y dispositivo apropiado para el mismo |
| KR101621216B1 (ko) | 2015-09-15 | 2016-05-16 | (주)대호테크 | 곡면 글라스 성형기 |
| JP2018535914A (ja) * | 2015-10-30 | 2018-12-06 | コーニング インコーポレイテッド | 3d形状のガラス系物品、それを製造する方法及び装置 |
| BR112017027456B1 (pt) * | 2015-11-25 | 2022-10-18 | Saint-Gobain Glass France | Método de curvatura por gravidade auxiliado por sobrepressão, dispositivo adequado para o mesmo e uso de uma ferramenta de moldagem superior |
| EP3408233B1 (de) | 2016-01-28 | 2019-10-02 | Saint-Gobain Glass France | Überdruckunterstütztes glasbiegeverfahren und hierfür geeignete vorrichtung |
| CN107531545B (zh) | 2016-04-13 | 2021-04-13 | 法国圣戈班玻璃厂 | 玻璃片的弯曲 |
| FR3054217B1 (fr) * | 2016-07-25 | 2020-02-21 | Saint-Gobain Glass France | Support de verre a aspiration |
| CN109416480B (zh) | 2016-07-05 | 2022-08-12 | 康宁公司 | 冷成形玻璃制品和其组装工艺 |
| WO2018122767A1 (en) | 2016-12-30 | 2018-07-05 | Agp America S.A. | Method and apparatus for bending thin glass |
| JP2020518495A (ja) | 2017-01-03 | 2020-06-25 | コーニング インコーポレイテッド | 湾曲したカバーガラスとディスプレイまたはタッチパネルを有する乗り物内装システムおよびその形成方法 |
| FR3063287B1 (fr) * | 2017-02-27 | 2021-09-24 | Saint Gobain | Vitrage a contrainte d'extension reduite |
| ES2879242T3 (es) | 2017-03-22 | 2021-11-22 | Saint Gobain | Dispositivo y procedimiento para la recepción, la deformación y la colocación de una lámina de vidrio fina |
| GB201708761D0 (en) | 2017-06-01 | 2017-07-19 | Pilkington Group Ltd | Method and apparatus for shaping a glass sheet |
| WO2019025079A1 (de) | 2017-07-31 | 2019-02-07 | Saint-Gobain Glass France | Verfahren und vorrichtung zum biegen von scheiben |
| CA3071357C (en) | 2017-07-31 | 2022-03-22 | Saint-Gobain Glass France | Method and device for bending panes |
| CN115602068A (zh) | 2017-09-12 | 2023-01-13 | 康宁公司(Us) | 用于装饰玻璃上的包括触摸面板的显示器的死前端及相关方法 |
| US11065960B2 (en) | 2017-09-13 | 2021-07-20 | Corning Incorporated | Curved vehicle displays |
| EP3697733A1 (fr) * | 2017-10-19 | 2020-08-26 | Saint-Gobain Glass France | Bombage de verre par gravite entre squelette et contre-squelette |
| EP3700870A1 (de) | 2017-10-27 | 2020-09-02 | Saint-Gobain Glass France | Mittel zur immobilisierung einer scheibe |
| FR3076293B1 (fr) | 2017-12-29 | 2022-11-18 | Saint Gobain | Procede de bombage de feuille de verre |
| TWI660920B (zh) * | 2018-06-25 | 2019-06-01 | 海納光電股份有限公司 | 非接觸成型裝置及方法 |
| KR20210069099A (ko) | 2018-10-31 | 2021-06-10 | 쌩-고벵 글래스 프랑스 | 시트를 벤딩하는 방법 및 장치 |
| DE202020005546U1 (de) | 2019-07-17 | 2021-09-09 | Saint-Gobain Glass France | Vorrichtung zum Biegen von Scheiben |
| CN112955835A (zh) | 2019-09-27 | 2021-06-11 | 法国圣戈班玻璃厂 | 用于利用集成的数字映像弯曲玻璃板的自动化的生产工艺和生产系统 |
| CN112955834A (zh) | 2019-09-27 | 2021-06-11 | 法国圣戈班玻璃厂 | 用于利用集成的数字映像弯曲玻璃板的自动化的生产工艺和生产系统 |
| WO2021058527A1 (de) | 2019-09-27 | 2021-04-01 | Saint-Gobain Glass France | Automatisierter fertigungsprozess und fertigungsanlage zum biegen von glasscheiben mit integriertem digitalen abbild |
| CN113286765A (zh) | 2019-12-19 | 2021-08-20 | 法国圣戈班玻璃厂 | 用于使玻璃板弯曲的自动化制造方法和制造设备 |
| CN113557217A (zh) | 2020-02-19 | 2021-10-26 | 法国圣戈班玻璃厂 | 用于压弯玻璃片材的装置和方法 |
| US11772361B2 (en) | 2020-04-02 | 2023-10-03 | Corning Incorporated | Curved glass constructions and methods for forming same |
| CN112194348B (zh) * | 2020-08-21 | 2021-12-14 | 福耀玻璃工业集团股份有限公司 | 车用玻璃弯曲成型装置及车用玻璃弯曲成型方法 |
| CN112125503A (zh) * | 2020-09-02 | 2020-12-25 | 四川旭虹光电科技有限公司 | 一种曲面玻璃热弯成型的方法 |
| WO2023159776A1 (zh) * | 2022-05-13 | 2023-08-31 | 福耀玻璃工业集团股份有限公司 | 移载装置及其用途和玻璃弯曲成型系统 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2058729A1 (en) * | 1991-02-11 | 1992-08-12 | Thomas J. Reese | Bending glass sheets between a bottom outline mold and an upper vacuum press face |
| US5143535A (en) * | 1991-07-19 | 1992-09-01 | Libbey-Owens-Ford Co. | Method of and apparatus for bending glass sheets |
| FI91061C (fi) * | 1992-05-27 | 1994-05-10 | Tamglass Eng Oy | Puristustaivutusmenetelmä ja -laite lasilevyjen taivuttamiseksi |
| FR2707283B1 (fr) * | 1993-07-09 | 1995-09-22 | Saint Gobain Vitrage Int | Procédé et dispositif de formage de plaques de verre et application de ce procédé à l'obtention de vitrages de formes complexes. |
| DE4337559C1 (de) * | 1993-11-04 | 1995-03-23 | Ver Glaswerke Gmbh | Verfahren zum paarweisen Biegen von Glasscheiben |
| US5669952A (en) * | 1994-10-14 | 1997-09-23 | Ppg Industries, Inc. | Pressure forming of glass sheets |
| DE10105200A1 (de) * | 2001-02-06 | 2002-08-14 | Saint Gobain | Verfahren und Vorrichtung zum paarweisen Biegen von Glasscheiben |
-
2003
- 2003-03-26 FR FR0303686A patent/FR2852951B1/fr not_active Expired - Fee Related
-
2004
- 2004-03-24 EP EP04742326A patent/EP1611064B1/fr not_active Expired - Lifetime
- 2004-03-24 PT PT04742326T patent/PT1611064E/pt unknown
- 2004-03-24 CN CNB2004800080392A patent/CN100363282C/zh not_active Expired - Fee Related
- 2004-03-24 PL PL04742326T patent/PL1611064T3/pl unknown
- 2004-03-24 ES ES04742326T patent/ES2305794T3/es not_active Expired - Lifetime
- 2004-03-24 DE DE602004013132T patent/DE602004013132T2/de not_active Expired - Lifetime
- 2004-03-24 BR BRPI0408321-0A patent/BRPI0408321B1/pt not_active IP Right Cessation
- 2004-03-24 US US10/550,736 patent/US20070157671A1/en not_active Abandoned
- 2004-03-24 JP JP2006505748A patent/JP5054376B2/ja not_active Expired - Fee Related
- 2004-03-24 AT AT04742326T patent/ATE392398T1/de not_active IP Right Cessation
- 2004-03-24 WO PCT/FR2004/000716 patent/WO2004087590A2/fr active IP Right Grant
- 2004-03-24 AU AU2004226195A patent/AU2004226195A1/en not_active Abandoned
- 2004-03-24 KR KR1020057017309A patent/KR101191259B1/ko active IP Right Grant
- 2004-03-24 MX MXPA05010177A patent/MXPA05010177A/es active IP Right Grant
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10434846B2 (en) | 2015-09-07 | 2019-10-08 | Sabic Global Technologies B.V. | Surfaces of plastic glazing of tailgates |
| US10597097B2 (en) | 2015-09-07 | 2020-03-24 | Sabic Global Technologies B.V. | Aerodynamic features of plastic glazing of tailgates |
| US10690314B2 (en) | 2015-09-07 | 2020-06-23 | Sabic Global Technologies B.V. | Lighting systems of tailgates with plastic glazing |
| US10717348B2 (en) | 2015-09-07 | 2020-07-21 | Sabic Global Technologies B.V. | Surfaces of plastic glazing of tailgates |
| US10948152B2 (en) | 2015-09-07 | 2021-03-16 | Sabic Global Technologies B.V. | Lighting systems of tailgates with plastic glazing |
| US11267173B2 (en) | 2015-09-07 | 2022-03-08 | Sabic Global Technologies B.V. | Molding of plastic glazing of tailgates |
| US11458709B2 (en) | 2015-09-07 | 2022-10-04 | Sabic Global Technologies B.V. | Three shot plastic tailgate |
| US11845240B2 (en) | 2015-09-07 | 2023-12-19 | Sabic Global Technologies B.V. | Three shot plastic tailgate |
| US11466834B2 (en) | 2015-11-23 | 2022-10-11 | Sabic Global Technologies B.V. | Lighting systems for windows having plastic glazing |
| US11766965B2 (en) | 2015-11-23 | 2023-09-26 | Sabic Global Technologies B.V. | Illuminated graphic in an automotive plastic glazing |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100363282C (zh) | 2008-01-23 |
| KR101191259B1 (ko) | 2012-10-16 |
| EP1611064A2 (fr) | 2006-01-04 |
| WO2004087590A3 (fr) | 2004-11-11 |
| US20070157671A1 (en) | 2007-07-12 |
| FR2852951B1 (fr) | 2007-02-16 |
| ATE392398T1 (de) | 2008-05-15 |
| MXPA05010177A (es) | 2005-11-08 |
| BRPI0408321B1 (pt) | 2013-03-19 |
| EP1611064B1 (fr) | 2008-04-16 |
| ES2305794T3 (es) | 2008-11-01 |
| WO2004087590A2 (fr) | 2004-10-14 |
| JP2006521271A (ja) | 2006-09-21 |
| AU2004226195A1 (en) | 2004-10-14 |
| DE602004013132D1 (de) | 2008-05-29 |
| CN1764607A (zh) | 2006-04-26 |
| PL1611064T3 (pl) | 2008-09-30 |
| BRPI0408321A (pt) | 2006-03-07 |
| PT1611064E (pt) | 2008-07-24 |
| DE602004013132T2 (de) | 2009-07-02 |
| KR20050109581A (ko) | 2005-11-21 |
| FR2852951A1 (fr) | 2004-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5054376B2 (ja) | 加圧および吸引によってガラスシートをクラウニング加工するための方法 | |
| CN101094817B (zh) | 通过抽吸弯曲玻璃片的方法 | |
| KR100316860B1 (ko) | 유리판을성형하기위한방법및장치,및당해방법을이용하는창유리의제조방법 | |
| CN1956929B (zh) | 使用真空装置的片材弯曲设备及其方法 | |
| US7302813B2 (en) | Method and device for bending glass panes in pairs | |
| EP0575573B1 (en) | Method and apparatus for bending glass sheets | |
| US4813993A (en) | Device for forming glass | |
| CN107001135B (zh) | 夹层玻璃的制造方法 | |
| AU5169700A (en) | Laminated transparency | |
| US11661368B2 (en) | Method and apparatus for shaping a glass sheet | |
| US4233050A (en) | Shaping glass sheets by gravity sag bending followed by blow forming | |
| CN108811497B (zh) | 具有减小的拉伸应力的玻璃窗 | |
| JP2020511389A (ja) | 薄いガラスペインを捕捉、変形及び配置するための装置及び方法 | |
| JPH06501912A (ja) | 板ガラスを曲げ加工するための方法及び装置 | |
| JPS62283834A (ja) | 合わせ板ガラス製造用のガラスプレ−ト対を湾曲させる方法 | |
| JPS62182125A (ja) | 二重ガラスの真空プレス法 | |
| US4115090A (en) | Shaping glass sheets by gravity sagging on solid molds | |
| US20210403363A1 (en) | Method and apparatus for shaping a glass sheet | |
| CN1321081C (zh) | 弯曲玻璃板的设备和方法 | |
| US4840657A (en) | Process and apparatus for bending glass plates | |
| CN113227003B (zh) | 玻璃片材的局部冷却工具 | |
| CN111867991B (zh) | 具有减小的延伸应力的玻璃窗的制造 | |
| JPH0255240A (ja) | 合せガラス用合せ素板ガラスの曲げ成形加工方法及びその装置 | |
| JPH0729793B2 (ja) | 合せガラス用合せ素板ガラスの曲げ成形加工方法及びその装置 | |
| CA2058729A1 (en) | Bending glass sheets between a bottom outline mold and an upper vacuum press face |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070301 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100527 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120717 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120727 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5054376 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |