JP5022832B2 - 垂直振れを自動測定する振動刃ミクロトーム - Google Patents
垂直振れを自動測定する振動刃ミクロトーム Download PDFInfo
- Publication number
- JP5022832B2 JP5022832B2 JP2007224532A JP2007224532A JP5022832B2 JP 5022832 B2 JP5022832 B2 JP 5022832B2 JP 2007224532 A JP2007224532 A JP 2007224532A JP 2007224532 A JP2007224532 A JP 2007224532A JP 5022832 B2 JP5022832 B2 JP 5022832B2
- Authority
- JP
- Japan
- Prior art keywords
- knife
- vibration
- signal
- measuring device
- cutting edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/2408—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures for measuring roundness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
- G01B11/27—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes
- G01B11/272—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes using photoelectric detection means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/02—Devices for withdrawing samples
- G01N1/04—Devices for withdrawing samples in the solid state, e.g. by cutting
- G01N1/06—Devices for withdrawing samples in the solid state, e.g. by cutting providing a thin slice, e.g. microtome
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01V—GEOPHYSICS; GRAVITATIONAL MEASUREMENTS; DETECTING MASSES OR OBJECTS; TAGS
- G01V8/00—Prospecting or detecting by optical means
- G01V8/10—Detecting, e.g. by using light barriers
- G01V8/12—Detecting, e.g. by using light barriers using one transmitter and one receiver
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/02—Devices for withdrawing samples
- G01N1/04—Devices for withdrawing samples in the solid state, e.g. by cutting
- G01N1/06—Devices for withdrawing samples in the solid state, e.g. by cutting providing a thin slice, e.g. microtome
- G01N2001/065—Drive details
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/148—Including means to correct the sensed operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Immunology (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Health & Medical Sciences (AREA)
- Pathology (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geophysics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sampling And Sample Adjustment (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Description
なお、特許請求の範囲に付記した図面参照符号は、専ら理解を助けるためのものであり、図示の態様に限定することを意図するものではない。
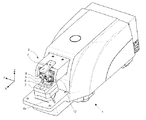
図1は、外観配置及び機械的特徴はガイガー(J.R.P. Geiger)らによる振動刃ミクロトームに基づく振動刃ミクロトーム1を示すものであるが、その電子制御システムは本発明に従って改良されたものであり、以下に図3を参照して説明する。振動刃ミクロトーム1は、それ自体は公知のように、図2に示すように薄切りする材料(図示していないが試料及び試料キャリヤ)の上の伸張アームの形で配置される振動ヘッド2とホルダ4を含む。ホルダ4には、垂直振れを測定、補償するため、試料ホルダのかわりに垂直振れ測定ヘッド3がクランプレバー4aにより操作可能なクランプ機構により取り付けられている。
図4は振動刃ミクロトームの制御システムのブロックダイアグラムである。主制御システムC−1のコンポーネントは振動刃ミクロトーム1の本体内に内蔵されている。さらに制御及び駆動コンポーネントが振動ヘッド2(図4のボックスC−2)と測定ヘッド3(電子測定システムC−3)本体そして制御パネル10(ディスプレイシステムC−IO)に含まれている。
垂直振れの調整手順は例えば以下のようである。
スケールファクタtpa1の較正は、測定ヘッド3が例えばAUTO/MANボタンを作動することにより接続された時に、制御パネルから対応コマンドを入力したあとに完了する。振動ヘッドは、ナイフ6が測定ヘッドの光通過センサ9の上方に位置する場所に配置される。測定ヘッドマイクロコントローラMC3は、上述のごとく光線ビーム強度を調節できる。測定ヘッドは、Z方向に持ち上げられ、ナイフが光通過センサを一部覆い、垂直振れを測定する上記位置まで移動する。信号tpmの数値はマイクロコントローラMC3に一時記憶される。ユーザはそこで例えばディスプレイを介した指示出力により、調節ねじ7の設定を正確に1回転時計回りに変えるように要求される。ユーザが所定の回転を実行し、例えばRUNボタンでそれを示すと、新たな垂直振れの測定が行われる。信号tpmの2つの数値の差から、マイクロコントローラMC3は現在の制御信号tpa1の数値を修正するファクタを決定し、対応する修正を行い、そしてマイクロコントローラに備えたメモリEEPROM(図示せず)に保存し、信号tpa1の新たな数値が得られる。
2 振動ヘッド
3 測定ヘッド(測定装置)
4 ホルダ
4a クランプレバー
5 ナイフホルダ
6 ナイフ
7 調節ねじ
8 ガイド軸
9 光線ビーム(光通過センサの光軸)
10 制御パネル
11 ディスプレイ
12 クランプねじ
Claims (9)
- 切断平面に平行かつ実質的にナイフ(6)の切断刃先に平行な方向に振動するように適合したナイフ(6)を含む振動刃ミクロトーム(1)のための測定装置(3)であって、
該測定装置(3)は、該切断刃先をその中に配置できるとともに、横方向の振動的動きの間、該切断平面に対する該切断刃先の潜在的に存在しうる傾きに伴う該切断刃先の横断方向変位を測定するための光通過センサ(9)を含み、
該光通過センサは該切断平面に平行に配向され、該切断刃先は該光通過センサの光を一部遮り、
該光通過センサから導かれる測定信号(tpm)の時間的な変動は該ナイフの振動により発生し、該変動は横断方向変位の決定に用いられること、
該測定装置(3)は、該ナイフの振動の時間的推移を記述する1以上の制御アプリケーション信号(pklo, pkhi)を受け、そして該ナイフの振動の特定位相に対応して該制御アプリケーション信号(pklo, pkhi)により決定される時点において該光通過センサから導かれる該測定信号(tpm)の値をもとに該切断刃先の該横断方向変位を決定するように構成される、電子測定システム(C−3)をさらに含むことを特徴とする測定装置。 - 前記1以上の制御アプリケーション信号(pklo, pkhi)は前記ナイフ(6)の振動最大時の位置を規定し、前記電子測定システム(C−3)は前記測定信号(tpm)から、対向する振動最大時の切断刃先の横断方向位置に対応する値を求め、さらにこれらの値の差から前記横断方向変位を決定することを特徴とする、請求項1に記載の測定装置。
- 前記測定装置(3)は、前記振動刃ミクロトーム(1)から取外し可能なユニットとして構成され、及び前記電子測定システム(C−3)は前記測定装置の中に収納されることを特徴とする、請求項1又は2に記載の測定装置。
- 前記測定装置(3)は、測定された前記横断方向変位の大きさを記述する信号を生成し、該信号を前記振動刃ミクロトーム(1)に送るように構成されることを特徴とする、請求項1〜3のいずれか一に記載の測定装置。
- 前記電子測定システムは、前記横断方向変位を決定する前に前記光通過センサの光線ビーム強度を調節するよう、即ち前記切断刃先が前記光通過センサから完全に外れている位置にあるときに前記光通過センサの検出要素の変調範囲の90%を超える使用率が達成されるように追加的に構成されることを特徴とする、請求項1〜4のいずれか一に記載の測定装置。
- 切断平面に平行かつ、実質的にナイフ(6)の切断刃先に平行な方向に振動するよう適合したナイフ(6)を含む振動刃ミクロトーム(1)であって、
電子制御システム(C−1)をさらに含み、該電子制御システム(C−1)は、
該ナイフ(6)の振動的動きから導かれる振動信号(tp2)から、該ナイフ(6)の振動の時間的推移を記述する1以上の制御アプリケーション信号(pklo, pkhi)を発生し、そして該切断平面に対する該切断刃先の潜在的に存在しうる傾きによる、横方向の振動的動きの間の該切断刃先の横断方向変位を、該ナイフの振動の特定位相に対応して該制御アプリケーション信号(pklo, pkhi)により決定される時点において測定するために、該電子制御システムは、該制御アプリケーション信号を、該振動刃ミクロトーム(1)に備えられ、該切断刃先をその中に配置できる光通過センサ(9)を有する測定装置(3)に伝えるようにさらに構成される、振動刃ミクロトーム。 - 前記電子制御システムは、前記測定装置(3)から、測定された前記横断方向変位の大きさを記述する信号を受け、該信号を前記振動刃ミクロトームに結合されるディスプレイ(11)に表示するように構成されることを特徴とする、請求項6に記載の振動刃ミクロトーム。
- 前記1以上の制御アプリケーション信号(pklo, pkhi)は、前記ナイフ(6)の最大振動時の位置を規定することを特徴とする、請求項6又は7に記載の振動刃ミクロトーム。
- 前記測定装置(3)は、前記振動刃ミクロトーム(1)から取外し可能なユニットとして備えられ、前記電子制御システム(C−1)と電子的に連絡可能である別の電子測定システム(C−3)を有することを特徴とする、請求項6〜8のいずれか一に記載の振動刃ミクロトーム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006041208.7 | 2006-09-02 | ||
| DE102006041208.7A DE102006041208B4 (de) | 2006-09-02 | 2006-09-02 | Messgerät für ein Vibrationsmikrotom und Vibrationsmikrotom mit einem Messgerät |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008058316A JP2008058316A (ja) | 2008-03-13 |
| JP2008058316A5 JP2008058316A5 (ja) | 2010-08-19 |
| JP5022832B2 true JP5022832B2 (ja) | 2012-09-12 |
Family
ID=38566532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007224532A Active JP5022832B2 (ja) | 2006-09-02 | 2007-08-30 | 垂直振れを自動測定する振動刃ミクロトーム |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US7954406B2 (ja) |
| JP (1) | JP5022832B2 (ja) |
| DE (1) | DE102006041208B4 (ja) |
| GB (1) | GB2441426B (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7168694B2 (en) * | 2004-01-22 | 2007-01-30 | Sakura Finetek U.S.A., Inc. | Multi-axis workpiece chuck |
| DE102006041208B4 (de) * | 2006-09-02 | 2014-08-07 | Leica Biosystems Nussloch Gmbh | Messgerät für ein Vibrationsmikrotom und Vibrationsmikrotom mit einem Messgerät |
| DE102007023457B4 (de) * | 2007-05-19 | 2009-05-20 | Leica Biosystems Nussloch Gmbh | Verfahren zur automatischen Annäherung eines dünn zu schneidenden Präparates an das Messer eines Mikrotoms |
| DE102009006386B4 (de) * | 2009-01-16 | 2011-04-14 | HLT Handel, Logistik und Technologie GmbH | Miktrotom |
| US8635934B2 (en) | 2009-09-15 | 2014-01-28 | Jian-Qiang Kong | Microtome |
| US8839700B2 (en) * | 2010-06-23 | 2014-09-23 | Tissuevision, Inc. | Oscillating microtome with flexure drive |
| US8869666B2 (en) | 2011-03-24 | 2014-10-28 | Sakura Finetek U.S.A., Inc. | Microtome with surface orientation sensor to sense orientation of surface of sample |
| DE102011109332A1 (de) | 2011-08-03 | 2013-02-07 | Eppendorf Ag | Laborvorrichtung und Verfahren zur Behandlung von Laborproben |
| DE102011116555A1 (de) * | 2011-10-21 | 2013-04-25 | Microm International Gmbh | Verfahren und Vorrichtung zur Überwachung einer Mikrotom-Schneideeinrichtung |
| US9032854B2 (en) | 2011-12-21 | 2015-05-19 | Sakura Finetek U.S.A., Inc. | Reciprocating microtome drive system |
| WO2015175525A1 (en) | 2014-05-12 | 2015-11-19 | The United States Of America, As Represented By The Secretary, Department Of Health & Human Services | Miniature serial sectioning microtome for block-face imaging |
| ES2538408B9 (es) * | 2015-02-13 | 2016-06-22 | Universitat Politècnica De València | Dispositivo automático de posicionamiento para corte de tejido tridimensional en una muestra, vibrátomo que lo comprende y su uso |
| DE102015217200A1 (de) * | 2015-09-09 | 2017-03-09 | Sauer Gmbh | Verfahren und Vorrichtung zum Bestimmen einer Schwingungsamplitude eines Werkzeugs |
| USD872297S1 (en) * | 2017-11-30 | 2020-01-07 | Leica Microsystems Ltd., Shanghai | Microtome |
| DE102018123933B4 (de) * | 2018-09-27 | 2020-12-24 | Carl Zeiss Microscopy Gmbh | Positioniervorrichtung und Mikrotom |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3688500A (en) * | 1969-09-17 | 1972-09-05 | Marcel Georges Chancel | Fluid pressure system for obtaining, controlling or correcting micrometric displacements in machine-tools and other apparatus |
| US4239963A (en) * | 1978-07-26 | 1980-12-16 | Rockwell International Corporation | Fiber optic accelerometer |
| US4377958A (en) * | 1981-04-02 | 1983-03-29 | The United States Of America As Represented By The Secretary Of The Department Of Health And Human Services | Remotely operated microtome |
| FR2544855B1 (fr) * | 1983-04-20 | 1986-02-21 | Snecma | Procede et dispositif de mesure de precision de la hauteur des aubes d'un rotor |
| DE3504013A1 (de) * | 1985-02-06 | 1986-08-07 | Jagenberg AG, 4000 Düsseldorf | Positioniereinrichtung fuer mehrere, nebeneinander und auf gegenseitigen abstand verfahrbare einheiten |
| US4966460A (en) * | 1987-10-28 | 1990-10-30 | The Ingersoll Milling Machine Company | Laser gauging of rotary cutting tools |
| US5067379A (en) * | 1989-03-20 | 1991-11-26 | Mechtrix Corporation | Electronic display system for wire stripping machine |
| AT399226B (de) * | 1990-04-11 | 1995-04-25 | Sitte Hellmuth | Automatische anschneidevorrichtung für mikrotome, insbesondere ultramikrotome |
| US5043907A (en) * | 1990-05-11 | 1991-08-27 | Hem, Inc. | Band saw apparatus and method with first cut input to controller |
| US5461953A (en) * | 1994-03-25 | 1995-10-31 | Mccormick; James B. | Multi-dimension microtome sectioning device |
| JP3116743B2 (ja) * | 1994-09-09 | 2000-12-11 | ヤマハ株式会社 | ホイールカッター方式切断装置 |
| US5694821A (en) * | 1995-12-08 | 1997-12-09 | Simonds Industries, Inc. | Method for controlling work feed rate for cutting wood, metal and other materials |
| JP3271519B2 (ja) * | 1996-06-24 | 2002-04-02 | ナスコ株式会社 | 回転走行切断機の制御方法 |
| DE19631306C2 (de) * | 1996-08-02 | 2001-06-28 | Wolfgang Madlener | Laser-Lichtschranken-System zur Werkzeug- und Werkstückmessung |
| DE19645107C2 (de) * | 1996-11-01 | 1999-06-24 | Leica Ag | Mikrotom mit einem oszillierenden Messer |
| JP3305216B2 (ja) * | 1996-11-07 | 2002-07-22 | 株式会社牧野フライス製作所 | 工具の刃先位置変位測定機能を備えたnc工作機械 |
| JPH10197418A (ja) * | 1997-01-10 | 1998-07-31 | Chuo Seiki Kk | ミクロトーム |
| JPH10296588A (ja) * | 1997-04-28 | 1998-11-10 | Japan Steel Works Ltd:The | スライシングマシンの組付精度測定方法および測定装置 |
| US5985217A (en) * | 1997-07-17 | 1999-11-16 | The Regents Of The University Of California | Microfabricated instrument for tissue biopsy and analysis |
| US6330348B1 (en) * | 1999-01-21 | 2001-12-11 | Resolution Sciences Corporation | Method and apparatus for measurement of microtome performance |
| US6628408B1 (en) * | 1999-04-15 | 2003-09-30 | Kimberly-Clark Worldwide, Inc. | Amplitude measurement for an ultrasonic horn |
| JP2001293642A (ja) * | 2000-04-14 | 2001-10-23 | Toyoda Mach Works Ltd | 工具刃先部突出量測定方法及び工具摩耗量測定方法並びにその測定方法を用いた数値制御工作機械 |
| JP3806603B2 (ja) * | 2001-02-23 | 2006-08-09 | Towa株式会社 | 楕円振動装置及び楕円振動装置の制御方法 |
| US6639177B2 (en) * | 2001-03-29 | 2003-10-28 | Gsi Lumonics Corporation | Method and system for processing one or more microstructures of a multi-material device |
| JP3576136B2 (ja) * | 2001-11-30 | 2004-10-13 | 堂阪イーエム株式会社 | 試験片切断装置 |
| JP2003191150A (ja) * | 2001-12-26 | 2003-07-08 | Tokyo Seimitsu Co Ltd | 回転ブレードのアンバランス検出方法及び検出装置 |
| DE102004013683A1 (de) * | 2004-03-18 | 2005-11-03 | Fag Kugelfischer Ag & Co. Ohg | Messvorrichtung |
| DE202004007658U1 (de) | 2004-05-13 | 2004-07-22 | Leica Microsystems Nussloch Gmbh | Vibrationsmikrotom mit auswechselbarem Messerhalter |
| US7507951B2 (en) * | 2004-12-02 | 2009-03-24 | Lexmark International, Inc. | Torsion oscillator voltage control driver with each of dual voltage polarity for each of dual channel |
| DE102005052228B4 (de) * | 2005-11-02 | 2010-07-01 | Leica Mikrosysteme Gmbh | Messerhalter für ein Mikrotom mit vibrierendem Messer |
| DE102006041208B4 (de) * | 2006-09-02 | 2014-08-07 | Leica Biosystems Nussloch Gmbh | Messgerät für ein Vibrationsmikrotom und Vibrationsmikrotom mit einem Messgerät |
| US7932879B2 (en) * | 2007-05-08 | 2011-04-26 | Sony Ericsson Mobile Communications Ab | Controlling electroluminescent panels in response to cumulative utilization |
-
2006
- 2006-09-02 DE DE102006041208.7A patent/DE102006041208B4/de active Active
-
2007
- 2007-08-16 GB GB0716038A patent/GB2441426B/en active Active
- 2007-08-30 US US11/847,861 patent/US7954406B2/en active Active
- 2007-08-30 JP JP2007224532A patent/JP5022832B2/ja active Active
-
2011
- 2011-04-27 US US13/094,906 patent/US8104389B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008058316A (ja) | 2008-03-13 |
| US20080072722A1 (en) | 2008-03-27 |
| US20110197731A1 (en) | 2011-08-18 |
| US8104389B2 (en) | 2012-01-31 |
| GB2441426A (en) | 2008-03-05 |
| DE102006041208B4 (de) | 2014-08-07 |
| US7954406B2 (en) | 2011-06-07 |
| GB2441426B (en) | 2008-08-06 |
| GB0716038D0 (en) | 2007-09-26 |
| DE102006041208A1 (de) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5022832B2 (ja) | 垂直振れを自動測定する振動刃ミクロトーム | |
| JP2004286598A (ja) | 変位計および変位測定方法 | |
| US7605368B2 (en) | Vibration-type cantilever holder and scanning probe microscope | |
| US20100271616A1 (en) | Shape measuring instrument with light source control | |
| JPH09229948A (ja) | 走査型近視野原子間力顕微鏡 | |
| JP5095619B2 (ja) | 走査プローブ顕微鏡装置 | |
| US5005977A (en) | Polarimeter | |
| EP3112895B1 (en) | Optical probe and measuring apparatus | |
| JP2005517212A (ja) | 共振振動子の測定及びその制御のための装置と方法 | |
| US4685804A (en) | Method and apparatus for the measurement of the location or movement of a body | |
| WO2010067570A1 (ja) | 走査型プローブ顕微鏡の出力処理方法および走査型プローブ顕微鏡 | |
| JP5947184B2 (ja) | 位置検出方法、及び位置検出装置 | |
| US7854015B2 (en) | Method for measuring the force of interaction in a scanning probe microscope | |
| JP3830662B2 (ja) | 走査型プローブ顕微鏡の光軸調整機構 | |
| JP5007517B2 (ja) | 放射線回折装置及び放射線回折法 | |
| JPH10153479A (ja) | 手持ち式非接触振動測定器 | |
| RU2289641C1 (ru) | Способ регистрации положения фронта кристаллизации в установках горизонтальной направленной кристаллизации и устройство регистрации положения фронта кристаллизации в установках горизонтальной направленной кристаллизации | |
| WO2015012200A1 (ja) | 磁気ヘッド検査装置及び磁気ヘッド検査方法 | |
| JP3135630B2 (ja) | ドップラ効果を用いたレーザ利用測定器 | |
| JP6287780B2 (ja) | 走査型プローブ顕微鏡 | |
| JP2009281904A (ja) | 走査型プローブ顕微鏡 | |
| JPH1138021A (ja) | 走査型プローブ顕微鏡とその接近機構 | |
| US20020184948A1 (en) | Process and device for determining a measurement value in the area of a printing device | |
| JP2010190858A (ja) | 走査型プローブ顕微鏡用のカンチレバーの加振方法ならびにその方法による走査型プローブ顕微鏡 | |
| JP2009229078A (ja) | 形状測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100706 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120522 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5022832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |