JP5015787B2 - マイクロニードルアレイの接触コーティング法 - Google Patents
マイクロニードルアレイの接触コーティング法 Download PDFInfo
- Publication number
- JP5015787B2 JP5015787B2 JP2007543312A JP2007543312A JP5015787B2 JP 5015787 B2 JP5015787 B2 JP 5015787B2 JP 2007543312 A JP2007543312 A JP 2007543312A JP 2007543312 A JP2007543312 A JP 2007543312A JP 5015787 B2 JP5015787 B2 JP 5015787B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- flexible film
- microneedles
- microneedle
- microneedle array
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 229
- 239000011248 coating agent Substances 0.000 claims description 225
- 238000012546 transfer Methods 0.000 claims description 77
- 239000000758 substrate Substances 0.000 claims description 71
- 239000000463 material Substances 0.000 claims description 65
- 238000000034 method Methods 0.000 claims description 65
- 239000012530 fluid Substances 0.000 claims description 55
- 230000008569 process Effects 0.000 claims description 45
- 239000003814 drug Substances 0.000 claims description 21
- 229960005486 vaccine Drugs 0.000 claims description 10
- 239000000203 mixture Substances 0.000 claims description 8
- 229940124597 therapeutic agent Drugs 0.000 claims description 7
- 238000001704 evaporation Methods 0.000 claims description 6
- 229940124931 vaccine adjuvant Drugs 0.000 claims description 3
- 239000012646 vaccine adjuvant Substances 0.000 claims description 3
- 239000010408 film Substances 0.000 description 155
- 239000000243 solution Substances 0.000 description 74
- 239000008199 coating composition Substances 0.000 description 35
- 229960000814 tetanus toxoid Drugs 0.000 description 35
- 230000033001 locomotion Effects 0.000 description 21
- 210000003491 skin Anatomy 0.000 description 19
- 239000006260 foam Substances 0.000 description 18
- 239000004677 Nylon Substances 0.000 description 17
- 229920001778 nylon Polymers 0.000 description 17
- 239000012528 membrane Substances 0.000 description 15
- 229940079593 drug Drugs 0.000 description 13
- 229930006000 Sucrose Natural products 0.000 description 12
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 12
- 239000005720 sucrose Substances 0.000 description 12
- 241000283973 Oryctolagus cuniculus Species 0.000 description 11
- 238000000151 deposition Methods 0.000 description 10
- 230000008021 deposition Effects 0.000 description 9
- 238000003491 array Methods 0.000 description 8
- 238000001125 extrusion Methods 0.000 description 8
- 238000004128 high performance liquid chromatography Methods 0.000 description 8
- 230000037317 transdermal delivery Effects 0.000 description 8
- 230000002096 anti-tetanic effect Effects 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 239000007888 film coating Substances 0.000 description 6
- 238000009501 film coating Methods 0.000 description 6
- 210000000434 stratum corneum Anatomy 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 238000002965 ELISA Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 239000000427 antigen Substances 0.000 description 5
- 102000036639 antigens Human genes 0.000 description 5
- 108091007433 antigens Proteins 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 210000002966 serum Anatomy 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 238000004381 surface treatment Methods 0.000 description 5
- 238000013518 transcription Methods 0.000 description 5
- 230000035897 transcription Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000009616 inductively coupled plasma Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 238000004007 reversed phase HPLC Methods 0.000 description 4
- 239000000523 sample Substances 0.000 description 4
- 239000012488 sample solution Substances 0.000 description 4
- 239000011550 stock solution Substances 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 230000002745 absorbent Effects 0.000 description 3
- 239000002250 absorbent Substances 0.000 description 3
- 239000002671 adjuvant Substances 0.000 description 3
- 239000010951 brass Substances 0.000 description 3
- 238000011088 calibration curve Methods 0.000 description 3
- 238000005119 centrifugation Methods 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001914 filtration Methods 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 230000005660 hydrophilic surface Effects 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 239000000546 pharmaceutical excipient Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000001225 therapeutic effect Effects 0.000 description 3
- 108010041986 DNA Vaccines Proteins 0.000 description 2
- 229940021995 DNA vaccine Drugs 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920005830 Polyurethane Foam Polymers 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- MAEIEVLCKWDQJH-UHFFFAOYSA-N bumetanide Chemical compound CCCCNC1=CC(C(O)=O)=CC(S(N)(=O)=O)=C1OC1=CC=CC=C1 MAEIEVLCKWDQJH-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 150000004676 glycans Chemical class 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000012417 linear regression Methods 0.000 description 2
- 229920002521 macromolecule Polymers 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 238000002493 microarray Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 238000009832 plasma treatment Methods 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920001282 polysaccharide Polymers 0.000 description 2
- 239000005017 polysaccharide Substances 0.000 description 2
- 239000011496 polyurethane foam Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 102000004169 proteins and genes Human genes 0.000 description 2
- 108090000623 proteins and genes Proteins 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 229940122361 Bisphosphonate Drugs 0.000 description 1
- 108091003079 Bovine Serum Albumin Proteins 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- HTTJABKRGRZYRN-UHFFFAOYSA-N Heparin Chemical compound OC1C(NC(=O)C)C(O)OC(COS(O)(=O)=O)C1OC1C(OS(O)(=O)=O)C(O)C(OC2C(C(OS(O)(=O)=O)C(OC3C(C(O)C(O)C(O3)C(O)=O)OS(O)(=O)=O)C(CO)O2)NS(O)(=O)=O)C(C(O)=O)O1 HTTJABKRGRZYRN-UHFFFAOYSA-N 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- XQFRJNBWHJMXHO-RRKCRQDMSA-N IDUR Chemical compound C1[C@H](O)[C@@H](CO)O[C@H]1N1C(=O)NC(=O)C(I)=C1 XQFRJNBWHJMXHO-RRKCRQDMSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 229920004142 LEXAN™ Polymers 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 108091028043 Nucleic acid sequence Proteins 0.000 description 1
- 108010058846 Ovalbumin Proteins 0.000 description 1
- 201000005702 Pertussis Diseases 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 108010008038 Synthetic Vaccines Proteins 0.000 description 1
- 208000037386 Typhoid Diseases 0.000 description 1
- 241000700605 Viruses Species 0.000 description 1
- 230000003187 abdominal effect Effects 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- DCSBSVSZJRSITC-UHFFFAOYSA-M alendronate sodium trihydrate Chemical compound O.O.O.[Na+].NCCCC(O)(P(O)(O)=O)P(O)([O-])=O DCSBSVSZJRSITC-UHFFFAOYSA-M 0.000 description 1
- 150000001408 amides Chemical group 0.000 description 1
- 238000007774 anilox coating Methods 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 229940088710 antibiotic agent Drugs 0.000 description 1
- 238000003556 assay Methods 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229960000074 biopharmaceutical Drugs 0.000 description 1
- 150000004663 bisphosphonates Chemical class 0.000 description 1
- 229940098773 bovine serum albumin Drugs 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000007942 carboxylates Chemical group 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229960004755 ceftriaxone Drugs 0.000 description 1
- VAAUVRVFOQPIGI-SPQHTLEESA-N ceftriaxone Chemical compound S([C@@H]1[C@@H](C(N1C=1C(O)=O)=O)NC(=O)\C(=N/OC)C=2N=C(N)SC=2)CC=1CSC1=NC(=O)C(=O)NN1C VAAUVRVFOQPIGI-SPQHTLEESA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229960005004 cholera vaccine Drugs 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229960005097 diphtheria vaccines Drugs 0.000 description 1
- AXZAYXJCENRGIM-UHFFFAOYSA-J dipotassium;tetrabromoplatinum(2-) Chemical compound [K+].[K+].[Br-].[Br-].[Br-].[Br-].[Pt+2] AXZAYXJCENRGIM-UHFFFAOYSA-J 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 229960003239 encephalitis vaccine Drugs 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 235000002864 food coloring agent Nutrition 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229960002897 heparin Drugs 0.000 description 1
- 229920000669 heparin Polymers 0.000 description 1
- 229960002520 hepatitis vaccine Drugs 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 230000028993 immune response Effects 0.000 description 1
- 238000001727 in vivo Methods 0.000 description 1
- 229960003971 influenza vaccine Drugs 0.000 description 1
- 229940042470 lyme disease vaccine Drugs 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229940041323 measles vaccine Drugs 0.000 description 1
- 229940014135 meningitis vaccine Drugs 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229940095293 mumps vaccine Drugs 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 229920001542 oligosaccharide Polymers 0.000 description 1
- 150000002482 oligosaccharides Chemical class 0.000 description 1
- 229940092253 ovalbumin Drugs 0.000 description 1
- WRUUGTRCQOWXEG-UHFFFAOYSA-N pamidronate Chemical compound NCCC(O)(P(O)(O)=O)P(O)(O)=O WRUUGTRCQOWXEG-UHFFFAOYSA-N 0.000 description 1
- 229940046231 pamidronate Drugs 0.000 description 1
- 229940066827 pertussis vaccine Drugs 0.000 description 1
- 229940124733 pneumococcal vaccine Drugs 0.000 description 1
- 229960001539 poliomyelitis vaccine Drugs 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011527 polyurethane coating Substances 0.000 description 1
- 239000001508 potassium citrate Substances 0.000 description 1
- 229960002635 potassium citrate Drugs 0.000 description 1
- QEEAPRPFLLJWCF-UHFFFAOYSA-K potassium citrate (anhydrous) Chemical compound [K+].[K+].[K+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O QEEAPRPFLLJWCF-UHFFFAOYSA-K 0.000 description 1
- 235000011082 potassium citrates Nutrition 0.000 description 1
- 229910001487 potassium perchlorate Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 108090000765 processed proteins & peptides Proteins 0.000 description 1
- 102000004196 processed proteins & peptides Human genes 0.000 description 1
- 229960003127 rabies vaccine Drugs 0.000 description 1
- 229940126583 recombinant protein vaccine Drugs 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229960003131 rubella vaccine Drugs 0.000 description 1
- 150000003839 salts Chemical group 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 229940083538 smallpox vaccine Drugs 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 229910000162 sodium phosphate Inorganic materials 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229960002766 tetanus vaccines Drugs 0.000 description 1
- CZDYPVPMEAXLPK-UHFFFAOYSA-N tetramethylsilane Chemical compound C[Si](C)(C)C CZDYPVPMEAXLPK-UHFFFAOYSA-N 0.000 description 1
- 229940022511 therapeutic cancer vaccine Drugs 0.000 description 1
- 229940126585 therapeutic drug Drugs 0.000 description 1
- 210000001519 tissue Anatomy 0.000 description 1
- 230000000699 topical effect Effects 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
- 229960002109 tuberculosis vaccine Drugs 0.000 description 1
- 201000008297 typhoid fever Diseases 0.000 description 1
- 229940021648 varicella vaccine Drugs 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
- 238000003260 vortexing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229960001515 yellow fever vaccine Drugs 0.000 description 1
Images



































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/20—Surgical instruments, devices or methods, e.g. tourniquets for vaccinating or cleaning the skin previous to the vaccination
- A61B17/205—Vaccinating by means of needles or other puncturing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/0012—Galenical forms characterised by the site of application
- A61K9/0019—Injectable compositions; Intramuscular, intravenous, arterial, subcutaneous administration; Compositions to be administered through the skin in an invasive manner
- A61K9/0021—Intradermal administration, e.g. through microneedle arrays, needleless injectors
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0053—Methods for producing microneedles
Description
50mM過塩素酸カリウム、50mMクエン酸カリウム、20mMリン酸ナトリウム、376mM塩化ナトリウムおよび100μg/mLウシ血清アルブミンを含有する試料抽出溶媒を調製した。HPLC試料溶液は、ポリプロピレンカップにアレイを配置し、このカップに1.0mLの試料抽出溶媒を添加し、試料カップ上にキャップをはめ、そして30分間超音波処理することによって調製した。
それがHPLC試料溶液中に抽出されないように、基材上およびマイクロニードルの下部の適切な位置でトキシドを固定することによって、マイクロニードル先端部上の破傷風トキソイド含量を測定した。マイクロニードルアレイは、針が上向きの状態で平坦な表面上に配置され、そして10μLのオイルベースのポリウレタンコーティング溶液(ミンワックス(Minwax)(登録商標)ファースト−ドライニング(Fast−Drying)ポリウレタン)をアレイに適用し、そしてアレイの基材をコーティングした。ポリウレタンを周囲条件で少なくとも3時間硬化させた。全含量の方法において記載されるように、その後、アレイを抽出し、分析した。
ICPによるアルミニウム分析のため、HPLC試料溶液(前記)の0.5mLアリコートを4%硝酸によって5.0mLまで希釈した。1、2、4、5、6、8および11μg/mLのアルミニウム標準を使用することによって、分析を較正した。較正曲線の直線回帰に関する相関係数は、典型的に0.999より高かった。
ウサギ血清からの抗破傷風トキソイドIgGの定量決定をELISAによって実行した。破傷風トキソイドを固体相にコーティングし、そしてウサギ血清試料からの抗破傷風トキソイドIgGを結合させる。プレートを洗浄し、そして抗ウサギIgG−HRP抱合体によってウサギIgGを検出する。EP獣医標準のウサギ抗破傷風トキソイドBRPバッチ(Batch)1(EDQM−ヨーロピアン ファーマコぺイア コミッション(EDQM−European Pharmacopeia Commission)カタログ番号C2425600)に対してアッセイを標準化した。このELISAからの1000任意単位(AU)は、1国際単位(IU)と同等である。特記されない限り、抗破傷風トキソイドIgGの結果は5回の繰り返しの幾何学平均として報告される。
マイクロニードルアレイを以下のように調製した。ディスクの片側に集中した正方形(1cm2)のマイクロニードルのアレイ(37×37)によって部分的にパターン化された円形ディスク(面積2cm2、厚さ1.02mm)を調製した。ニードルは、正方形のパターンにおいて隣接したニードル先端部間で275ミクロンの距離で規則正しく間隔をあけられた。個々のニードルは、250ミクロンの高さおよび83.3ミクロンの側長を有する正方形基部のピラミッド形状であった。先端部は、5ミクロンの側長を有する平坦な正方形のトップを有するように先端を切られた。アレイは、国際公開第05/82596号パンフレットに提供される一般的な記述にしたがって射出成形され、ポリカーボネートから製造された(レクサン(Lexan)(登録商標)HPS1R−1125、GE プラスチックス(GE Plastics)、マサチューセッツ州、ピッツフィールド(Pittsfield,MA))。次いでディスクの中心をダイカットし、ディスクのパターン側の表面の約90%においてマイクロニードルを有するマイクロニードルアレイ(面積=1cm2)を提供した。マイクロニードルアレイは約1200マイクロニードルを有した。
以下の通り、貯蔵コーティング配合物を調製した。製造業者から提供された手順に従って、破傷風トキソイドの吸着のために水酸化アルミニウム補助剤(アルヒドロゲル(Alhydrogel)85(登録商標)、ブレンタグ バイオセクター カンパニー(Brenntag Biosector Co.)、デンマーク(Denmark))を使用した。2分間ボルテックスしながら、ある量(5mL)の破傷風トキソイド(TT)(スタテンス シラム インスティチュート(Statens Serum Institute)ロット92−1、888Lf/mL)を水酸化アルミニウム補助剤(5mL)溶液に滴下した。水平シェーカーを使用して室温でさらに20分間配合物を混合することによって、吸着プロセスを続行した。次いで混合物を脱塩し、そして遠心分離によって濃縮した。10分間2000rpmでの最終的な遠心分離の後、吸着TTの沈殿物がスクロース溶液中に再懸濁し、補助剤を含む破傷風トキソイドの14%(w/v)スクロース溶液が提供された。全ての配合物を4℃で保存した。
破傷風トキソイドの量を半減させたことを除き、コーティングされたマイクロニードルアレイを実施例1の場合と同様に調製した。逆相HPLCによって測定された破傷風トキソイド全アレイ含有量は5.7μg(st.dev.=1.2μg)であった。ICPによって測定された、コーティングされたアレイのアルミニウム含有量は8μg(st.dev.=4μg)であった。
接着剤バッキングに実施例1〜3に記載の抗原コーティングされたアレイを接着させることによって、マイクロニードルデバイスを調製した。米国特許出願第60/578,651号明細書に一般的に記載されるようにアプリケーターを使用して、アレイをニュージーランド ホワイト(New Zealand White)メスウサギ(N=5)に適用した。前記文献は参照により本明細書に援用される。アプリケーターピストン質量は2.88gであり、そしてデバイスは6.19メートル/秒の速度で適用された。皮膚を刺激しないように注意しながら、各ウサギの腹部領域を密接にクリップし、そして剃った。1つのデバイスを各ウサギに適用し、そして除去の前に20分間、適切な位置で維持させた。最初の適用から14日後に各ウサギに第2のデバイス(第1のデバイスと同一コーティングを有するもの)を適用し、そして再び除去の前に20分間、適切な位置で維持させた。最初の適用の21日後に各ウサギから血清試料を採取し、そしてELISAによって抗破傷風トキソイドIgGのレベルに関して分析した。抗破傷風トキソイドIgG結果は5回の繰り返しの幾何学的平均として報告される。結果を表1にまとめる。ウサギから除去されたアレイの破傷風トキソイドの残量をHPLCによって試験した。アレイから除去された破傷風トキソイドの量は、初期破傷風トキソイドレベルと残留破傷風トキソイドレベルとの間で差異を計算することによって決定された。結果を表1にまとめる。

抗原コーティング配合物を以下の通り調製した。30,000g/モル MW カット−オフ膜による遠心分離によって破傷風トキソイド(スタテンス シラム インスティチュート(Statens Serum Institute)ロット92−1、888Lf/mL)を濃縮し、濃縮された破傷風トキソイド貯蔵液(3554Lf/mL)を提供した。70%(w/v)スクロース貯蔵液を調製した。破傷風トキソイド貯蔵液のアリコート(1.124mL)、アリコート(5.179mL)スクロース貯蔵液および水(0.930mL)を一緒に添加し、混合して、抗原コーティング配合物を形成した。公称スクロース濃度は50%(w/v)であった。
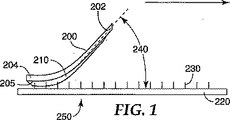
以下の要因:撓み角度、縁−アレイ干渉、縁−プレート干渉、ストローク速度の1つ以上を変更したことを除き、実施例3で記載される手順に従って、抗原コーティング配合物をマイクロニードルアレイに適用した。パラメータ値および逆相HPLCによって測定された破傷風トキソイド全アレイ含有量の結果を表2に示す。
コーティング溶液を以下の通り調製した。ほぼ同量のスクロースおよび水を、視覚化を補助するための少量の緑色食用着色料(約0.25体積%)と一緒に混合した。溶液を235°F(112.8℃)まで加熱し、約75〜80%固体含量を有するスクロース溶液を形成し、少なくとも12時間冷却し、そしてデカンテーションして溶解していないか、または再結晶された固体からスクロース溶液を分離した。
以下の例外を除き、実施例10に記載されるようにマイクロニードルアレイをコーティングした。ピックアップロールは、0.012インチ(305μm)の間隔の溝、60度の溝角度、0.0104インチ(264μm)の公称溝深さ、およびロール表面の平方インチあたり0.00624立方インチ(0.01584mL/cm2)の公称溝体積を有した。マイクロニードルアレイは、4回の付着サイクル後、強く不均一な緑色を示した。顕微鏡試験によって、コーティングは約30〜80μmの直径で各マイクロニードル先端部において、またはその付近において一般的に球形状で付着されたことが示された。
10回の付着サイクルを使用したことを除き、実施例11に記載されるようにマイクロニードルアレイをコーティングした。マイクロニードルアレイは、強く不均一な緑色を示した。顕微鏡試験によって、コーティングは約60〜100μmの直径で各マイクロニードル先端部において、またはその付近において一般的に球形状で付着されたことが示された。
ドクターブレードがピックアップロールから約1ミル(25μm)離れていて、単一付着サイクルが使用されたことを除き、実施例11に記載されるようにマイクロニードルアレイをコーティングした。マイクロニードルアレイは、淡い不均一な緑色を示した。顕微鏡試験によって、コーティングは約30〜50μmの直径(涙のしずくの最も広い部分においてアレイ基材に対して平行な面において測定された)で各マイクロニードル先端部において、またはその付近において一般的に涙のしずく形状で付着されたことが示された。
以下の例外を除き、実施例10に記載されるようにマイクロニードルアレイをコーティングした。ピックアップロールは、0.014インチ(356μm)の間隔の溝、90度の溝角度、0.0070インチ(178μm)の公称溝深さ、およびロール表面の平方インチあたり0.00490立方インチ(0.02156mL/cm2)の公称溝体積を有した。マイクロニードルアレイは、8回の付着サイクル後、淡い不均一な緑色を示した。顕微鏡試験によって、コーティングは約30〜60μmの直径で各マイクロニードル先端部において、またはその付近において一般的に球形状で付着されたことが示された。
ドクターブレードがピックアップロールから約2ミル(50μm)離れていて、単一付着サイクルが使用されたことを除き、実施例14に記載されるようにマイクロニードルアレイをコーティングした。マイクロニードルアレイは、淡い不均一な緑色を示した。顕微鏡試験によって、コーティングは約40〜50μmの直径(涙のしずくの最も広い部分においてアレイ基材に対して平行な面において測定された)で各マイクロニードル先端部において、またはその付近において一般的に涙のしずく形状で付着されたことが示された。
マイクロニードルアレイを以下の通りコーティングした。図10Aに一般的に記載されたコーティング装置を使用して、コーティング溶液をマイクロニードルアレイに適用した。支持アセンブリは、直径0.65インチ(1.65cm)×長さ2.0インチ(5.08cm)のポリウレタンフォームロッド(アクアゾーン(Aquazone)(登録商標)、密度=1.8lb/立方フィート、ASTM D 3574によって試験される場合、0.56psi(3.86kPa)の25%圧縮撓み、フォーメックス インターナショナル インコーポレイテッド(Foamex International Inc.)、ペンシルバニア州、リンウッド(Linwood,PA))の一端に、直径0.625インチ(1.59cm)×幅0.020インチ(0.051cm)の両面、中密度ポリエチレンフォームテープ(3M クッション−マウント(3M Cushion−Mount)(登録商標)プラス(Plus)番号1020)のディスクを接着することによって調製された。両面フォームテープの暴露面にマイクロニードルアレイのパターン化されていない側を接着する。
Claims (9)
- 基材および複数のマイクロニードルを有するマイクロニードルアレイを提供する工程と;
フレキシブルフィルムを提供する工程と;
キャリア流体およびコーティング材料を含むコーティング溶液を提供する工程と;
前記フレキシブルフィルムの第1の主面上に前記コーティング溶液を適用する工程と;
前記フレキシブルフィルムの前記第1の主面を前記マイクロニードルと接触させ、そして前記フレキシブルフィルムを前記マイクロニードルとの接触から解除する転写工程を実行する工程と;
前記キャリア流体を蒸発させる工程と
を含む、マイクロニードルアレイのコーティング方法。 - 基材および複数のマイクロニードルを有するマイクロニードルアレイを提供する工程と;
キャリア流体およびコーティング材料を含むコーティング溶液を提供する工程と;
コーティング基材と、前記マイクロニードルアレイのための支持部材とを含むコーティング装置を提供する工程であって、前記コーティング装置内にて前記コーティング基材および前記マイクロニードルアレイの少なくとも一方がフレキシブルに取り付けられている、工程と;
前記コーティング基材の第1の主面上に前記コーティング溶液を適用して、前記マイクロニードルのうち少なくとも1つの高さ以下の厚さを有する適用されたコーティング溶液の層を形成する工程と;
前記コーティング基材の前記第1の主面を前記マイクロニードルと接触させ、そして前記コーティング基材を前記マイクロニードルとの接触から解除することにより、前記コーティング溶液の少なくとも一部を前記マイクロニードルアレイに転写する、転写工程を実行する工程と;
その転写したキャリア流体を蒸発させる工程と
を含む、マイクロニードルアレイのコーティング方法であって、前記コーティング基材がフレキシブルに取り付けられており、前記コーティング基材がフレキシブルフィルムである、方法。 - 前記フレキシブルフィルムが前記マイクロニードルと接触する時に、前記マイクロニードルが上方を向きかつ前記フレキシブルフィルム上の前記コーティング溶液が下方を向くように、前記マイクロニードルアレイを配向させる、請求項2に記載の方法。
- 前記フレキシブルフィルム上の前記コーティング溶液が前記マイクロニードルと接触している間に、前記マイクロニードルを横切って直線方向に前記フレキシブルフィルムが移動する、請求項1に記載の方法。
- 転写工程中に前記マイクロニードルに転写されるコーティング溶液の量が、0.1μL〜10μLである、請求項1に記載の方法。
- 乾燥した前記コーティング材料が優先的に前記マイクロニードル上に付着する、請求項1に記載の方法。
- 前記コーティング溶液が治療剤を含む、請求項1〜6のいずれか一項に記載の方法。
- 前記コーティング溶液がワクチン、ワクチン補助剤またはそれらの混合物を含む、請求項1〜7のいずれか一項に記載の方法。
- 前記マイクロニードルアレイがフレキシブルに取り付けられている、請求項2に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US62918704P | 2004-11-18 | 2004-11-18 | |
| US60/629,187 | 2004-11-18 | ||
| PCT/US2005/041993 WO2006055844A2 (en) | 2004-11-18 | 2005-11-18 | Method of contact coating a microneedle array |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008520433A JP2008520433A (ja) | 2008-06-19 |
| JP2008520433A5 JP2008520433A5 (ja) | 2009-01-08 |
| JP5015787B2 true JP5015787B2 (ja) | 2012-08-29 |
Family
ID=36130000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007543312A Active JP5015787B2 (ja) | 2004-11-18 | 2005-11-18 | マイクロニードルアレイの接触コーティング法 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US8414959B2 (ja) |
| EP (2) | EP2388078B1 (ja) |
| JP (1) | JP5015787B2 (ja) |
| KR (1) | KR101246015B1 (ja) |
| CN (1) | CN101076409B (ja) |
| AU (1) | AU2005306372B2 (ja) |
| CA (1) | CA2587387C (ja) |
| IL (1) | IL183132A (ja) |
| WO (1) | WO2006055844A2 (ja) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080213461A1 (en) | 2005-06-17 | 2008-09-04 | Georgia Tech Research Corporation | Coated Microstructures and Methods of Manufacture Thereof |
| EP1909868A1 (en) * | 2005-07-25 | 2008-04-16 | Nanotechnology Victoria PTY Ltd | Microarray device |
| US8554317B2 (en) | 2005-11-30 | 2013-10-08 | 3M Innovative Properties Company | Microneedle arrays and methods of use thereof |
| NL2001718C2 (nl) * | 2008-06-24 | 2009-12-28 | Needle Holding B V U | Micronaald, micronaaldarray en fabricagewerkwijze daarvoor. |
| US8834423B2 (en) | 2009-10-23 | 2014-09-16 | University of Pittsburgh—of the Commonwealth System of Higher Education | Dissolvable microneedle arrays for transdermal delivery to human skin |
| CN102958555A (zh) * | 2010-04-28 | 2013-03-06 | 金伯利-克拉克环球有限公司 | 注射成型微针阵列和用于形成该微针阵列的方法 |
| WO2012075339A1 (en) * | 2010-12-02 | 2012-06-07 | Lanco Biosciences, Inc. | Delivery of heparins by microinjection systems |
| GB201120000D0 (en) | 2011-11-20 | 2012-01-04 | Glaxosmithkline Biolog Sa | Vaccine |
| GB201119999D0 (en) | 2011-11-20 | 2012-01-04 | Glaxosmithkline Biolog Sa | Vaccine |
| WO2013166162A1 (en) | 2012-05-01 | 2013-11-07 | University Of Pittsburgh - Of The Commonwealth System Of Higher Education | Tip-loaded microneedle arrays for transdermal insertion |
| CN103386164B (zh) * | 2012-05-08 | 2015-11-04 | 中国科学院理化技术研究所 | 实心微针阵列器件载药的方法及装置 |
| US20140037680A1 (en) | 2012-08-06 | 2014-02-06 | Glaxosmithkline Biologicals, S.A. | Novel method |
| WO2014024026A1 (en) | 2012-08-06 | 2014-02-13 | Glaxosmithkline Biologicals S.A. | Method for eliciting in infants an immune response against rsv and b. pertussis |
| WO2014073531A1 (ja) * | 2012-11-09 | 2014-05-15 | 凸版印刷株式会社 | 針状構造体及びその製造方法 |
| EP3030260A1 (en) | 2013-08-05 | 2016-06-15 | GlaxoSmithKline Biologicals S.A. | Combination immunogenic compositions |
| MX2016013200A (es) * | 2014-04-30 | 2017-01-16 | Kimberly Clark Co | Arreglo de microagujas cubiertas. |
| JP6664338B2 (ja) | 2014-06-13 | 2020-03-13 | グラクソスミスクライン バイオロジカルズ ソシエテ アノニム | 免疫原性組合せ物 |
| WO2016018148A1 (en) | 2014-07-30 | 2016-02-04 | Biomarque B.V. | Biosensor comprising a modified metal surface and method for the modification of a metal surface |
| WO2016052108A1 (ja) * | 2014-09-29 | 2016-04-07 | 日本写真印刷株式会社 | 成形体の製造装置及び成形体の製造方法 |
| WO2016122915A1 (en) | 2015-01-27 | 2016-08-04 | 3M Innovative Properties Company | Alum-containing coating formulations for microneedle vaccine patches |
| WO2016149673A1 (en) | 2015-03-18 | 2016-09-22 | University Of Pittsburgh - Of The Commonwealth System Of Higher Education | Bioactive components conjugated to substrates of microneedle arrays |
| KR101676861B1 (ko) * | 2015-04-10 | 2016-11-17 | 씨앤텍 주식회사 | 마이크로 니들 패치 제조장치와 방법, 및 이에 의해 제조되는 마이크로 니들 패치 |
| EP4049651A1 (en) | 2015-10-09 | 2022-08-31 | Kindeva Drug Delivery L.P. | Zinc compositions for coated microneedle arrays |
| US11684763B2 (en) | 2015-10-16 | 2023-06-27 | University of Pittsburgh—of the Commonwealth System of Higher Education | Multi-component bio-active drug delivery and controlled release to the skin by microneedle array devices |
| WO2017120322A1 (en) | 2016-01-05 | 2017-07-13 | University Of Pittsburgh-Of The Commonwealth System Of Higher Education | Skin microenvironment targeted delivery for promoting immune and other responses |
| WO2017184355A1 (en) | 2016-04-18 | 2017-10-26 | Radius Health, Inc. | Formulations of abaloparatide, transdermal patches thereof, and uses thereof |
| WO2018155433A1 (ja) * | 2017-02-24 | 2018-08-30 | 久光製薬株式会社 | マイクロニードルデバイスの製造方法 |
| CN110545879A (zh) * | 2017-04-27 | 2019-12-06 | 新信心股份有限公司 | 微针的制造方法 |
| WO2019243967A1 (en) | 2018-06-18 | 2019-12-26 | 3M Innovative Properties Company | Process and apparatus for inspecting microneedle arrays |
| KR102039582B1 (ko) * | 2018-12-12 | 2019-11-01 | 주식회사 라파스 | 인장 공정으로 제조하기에 적합한 마이크로니들 재료의 적합성 시험 방법 및 이를 포함하는 마이크로니들 제조 방법 |
| CN113784792A (zh) * | 2019-05-02 | 2021-12-10 | 通用自动化实验技术公司 | 具有亲水性微孔和疏水性间隙空间的微制造装置 |
| CN110270007A (zh) * | 2019-07-15 | 2019-09-24 | 上海交通大学 | 一种担载生物分子微针及其制备方法 |
| CN113116718B (zh) * | 2021-03-26 | 2023-03-07 | 上海长征医院 | 一种用于防治呕吐的穴位埋针复合装置及其包装板 |
| US11877848B2 (en) | 2021-11-08 | 2024-01-23 | Satio, Inc. | Dermal patch for collecting a physiological sample |
| CN116920260A (zh) * | 2023-07-19 | 2023-10-24 | 北京化工大学 | 一种可准确控制涂层高度并易于批量化制备涂层微针的方法 |
Family Cites Families (97)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE25637E (en) | 1964-09-08 | Means for vaccinating | ||
| US2619962A (en) | 1948-02-19 | 1952-12-02 | Res Foundation | Vaccination appliance |
| US3072122A (en) | 1959-01-15 | 1963-01-08 | Rosenthal Sol Roy | Package for transcutaneous injection |
| US3136314A (en) | 1960-08-01 | 1964-06-09 | Kravitz Harvey | Vaccinating devices |
| US3221740A (en) | 1962-08-31 | 1965-12-07 | Rosenthal Sol Roy | Injection device |
| US3470011A (en) * | 1967-02-07 | 1969-09-30 | American Cyanamid Co | Process for applying liquid biologicals to applicators for intracutaneous injection |
| US3466131A (en) | 1967-09-07 | 1969-09-09 | Becton Dickinson Co | Dispensing applicator package |
| US3675766A (en) | 1970-02-04 | 1972-07-11 | Sol Roy Rosenthal | Multiple puncture injector device |
| US3688764A (en) | 1970-08-20 | 1972-09-05 | Bard Hamilton Co Inc | Intracutaneous injection system |
| US3964482A (en) | 1971-05-17 | 1976-06-22 | Alza Corporation | Drug delivery device |
| US3678150A (en) | 1971-07-27 | 1972-07-18 | American Cyanamid Co | Process for improving the stability of ppd, qt and histoplasmin on tine applicators |
| US4473083A (en) | 1981-12-14 | 1984-09-25 | Maganias Nicholas H | Device and method for allergy testing |
| US4474751A (en) | 1983-05-16 | 1984-10-02 | Merck & Co., Inc. | Ophthalmic drug delivery system utilizing thermosetting gels |
| US4921475A (en) | 1983-08-18 | 1990-05-01 | Drug Delivery Systems Inc. | Transdermal drug patch with microtubes |
| US5192535A (en) | 1988-02-08 | 1993-03-09 | Insite Vision Incorporated | Ophthalmic suspensions |
| EP0429842B1 (en) | 1989-10-27 | 1996-08-28 | Korea Research Institute Of Chemical Technology | Device for the transdermal administration of protein or peptide drug |
| US5279544A (en) | 1990-12-13 | 1994-01-18 | Sil Medics Ltd. | Transdermal or interdermal drug delivery devices |
| US5402798A (en) | 1991-07-18 | 1995-04-04 | Swierczek; Remi | Disposable skin perforator and blood testing device |
| US5340572A (en) | 1993-02-08 | 1994-08-23 | Insite Vision Incorporated | Alkaline ophthalmic suspensions |
| US5440446A (en) | 1993-10-04 | 1995-08-08 | Catalina Coatings, Inc. | Acrylate coating material |
| JP2551742B2 (ja) | 1994-05-23 | 1996-11-06 | 三星電機株式会社 | 医薬品投与用皮膚傷形成装置 |
| WO1996010630A1 (en) | 1994-09-30 | 1996-04-11 | Rutgers, The State University | Direct introduction of foreign materials into cells |
| AU5740496A (en) | 1995-05-22 | 1996-12-11 | General Hospital Corporation, The | Micromechanical device and method for enhancing delivery of compounds through the skin |
| WO1996037256A1 (en) | 1995-05-22 | 1996-11-28 | Silicon Microdevices, Inc. | Micromechanical patch for enhancing the delivery of compounds through the skin |
| DE19525607A1 (de) | 1995-07-14 | 1997-01-16 | Boehringer Ingelheim Kg | Transcorneales Arzneimittelfreigabesystem |
| EP0914178B1 (en) | 1996-06-18 | 2003-03-12 | Alza Corporation | Device for enhancing transdermal agent delivery or sampling |
| CA2265906C (en) | 1996-09-17 | 2003-11-11 | Deka Products Limited Partnership | System for delivery of drugs by transport |
| US6797276B1 (en) | 1996-11-14 | 2004-09-28 | The United States Of America As Represented By The Secretary Of The Army | Use of penetration enhancers and barrier disruption agents to enhance the transcutaneous immune response |
| US6171276B1 (en) | 1997-08-06 | 2001-01-09 | Pharmacia & Upjohn Ab | Automated delivery device and method for its operation |
| EP1037687B8 (en) | 1997-12-11 | 2008-10-22 | Alza Corporation | Device for enhancing transdermal agent flux |
| AU739616B2 (en) | 1997-12-11 | 2001-10-18 | Alza Corporation | Device for enhancing transdermal agent flux |
| US6091975A (en) | 1998-04-01 | 2000-07-18 | Alza Corporation | Minimally invasive detecting device |
| CA2229522A1 (en) | 1998-04-15 | 1999-10-15 | Thomas Randall Inkpen | Needle aid |
| WO1999064580A1 (en) | 1998-06-10 | 1999-12-16 | Georgia Tech Research Corporation | Microneedle devices and methods of manufacture and use thereof |
| US6503231B1 (en) | 1998-06-10 | 2003-01-07 | Georgia Tech Research Corporation | Microneedle device for transport of molecules across tissue |
| US6532386B2 (en) | 1998-08-31 | 2003-03-11 | Johnson & Johnson Consumer Companies, Inc. | Electrotransort device comprising blades |
| CN1191872C (zh) | 1999-01-28 | 2005-03-09 | 塞托·帕尔斯科技公司 | 运送大分子进入细胞的装置 |
| US6713291B2 (en) | 1999-01-28 | 2004-03-30 | Alan D. King | Electrodes coated with treating agent and uses thereof |
| TW480759B (en) | 1999-03-18 | 2002-03-21 | Seiko Epson Corp | Electronic machine, charged electronic machine and control method of electronic machine |
| US6743211B1 (en) | 1999-11-23 | 2004-06-01 | Georgia Tech Research Corporation | Devices and methods for enhanced microneedle penetration of biological barriers |
| US6611707B1 (en) | 1999-06-04 | 2003-08-26 | Georgia Tech Research Corporation | Microneedle drug delivery device |
| US6312612B1 (en) * | 1999-06-09 | 2001-11-06 | The Procter & Gamble Company | Apparatus and method for manufacturing an intracutaneous microneedle array |
| US6256533B1 (en) | 1999-06-09 | 2001-07-03 | The Procter & Gamble Company | Apparatus and method for using an intracutaneous microneedle array |
| US6379324B1 (en) | 1999-06-09 | 2002-04-30 | The Procter & Gamble Company | Intracutaneous microneedle array apparatus |
| US6623457B1 (en) | 1999-09-22 | 2003-09-23 | Becton, Dickinson And Company | Method and apparatus for the transdermal administration of a substance |
| US20020095134A1 (en) | 1999-10-14 | 2002-07-18 | Pettis Ronald J. | Method for altering drug pharmacokinetics based on medical delivery platform |
| DE60022540T2 (de) | 1999-11-15 | 2006-06-14 | Velcro Ind | Befestigungselement für die haut |
| US6696157B1 (en) * | 2000-03-05 | 2004-02-24 | 3M Innovative Properties Company | Diamond-like glass thin films |
| US6881538B1 (en) | 2000-03-05 | 2005-04-19 | 3M Innovative Properties Company | Array comprising diamond-like glass film |
| US6595947B1 (en) | 2000-05-22 | 2003-07-22 | Becton, Dickinson And Company | Topical delivery of vaccines |
| AU2001275138A1 (en) | 2000-06-02 | 2001-12-17 | The University Of Utah Research Foundation | Active needle devices with integrated functionality |
| US6537242B1 (en) | 2000-06-06 | 2003-03-25 | Becton, Dickinson And Company | Method and apparatus for enhancing penetration of a member for the intradermal sampling or administration of a substance |
| US6589202B1 (en) | 2000-06-29 | 2003-07-08 | Becton Dickinson And Company | Method and apparatus for transdermally sampling or administering a substance to a patient |
| US6440096B1 (en) | 2000-07-14 | 2002-08-27 | Becton, Dickinson And Co. | Microdevice and method of manufacturing a microdevice |
| US6656147B1 (en) | 2000-07-17 | 2003-12-02 | Becton, Dickinson And Company | Method and delivery device for the transdermal administration of a substance |
| GB0017999D0 (en) | 2000-07-21 | 2000-09-13 | Smithkline Beecham Biolog | Novel device |
| US6749575B2 (en) | 2001-08-20 | 2004-06-15 | Alza Corporation | Method for transdermal nucleic acid sampling |
| DE60129585T2 (de) | 2000-09-08 | 2008-04-17 | Alza Corp., Mountain View | Transdermale vorrichtung |
| ES2317940T3 (es) | 2000-10-13 | 2009-05-01 | Alza Corporation | Dispositivo de retencion para un elemento de microsalientes para aplicador de impactos. |
| CA2425537C (en) | 2000-10-13 | 2009-09-08 | Alza Corporation | Microblade array impact applicator |
| US7131987B2 (en) | 2000-10-16 | 2006-11-07 | Corium International, Inc. | Microstructures and method for treating and conditioning skin which cause less irritation during exfoliation |
| CN1239212C (zh) * | 2000-10-26 | 2006-02-01 | 阿尔扎公司 | 具有涂敷的微突出物的经皮肤的给药装置 |
| EP2554196B1 (en) | 2000-11-30 | 2018-10-17 | Valeritas, Inc. | Fluid delivery and measurement systems |
| WO2002064193A2 (en) | 2000-12-14 | 2002-08-22 | Georgia Tech Research Corporation | Microneedle devices and production thereof |
| US6855372B2 (en) * | 2001-03-16 | 2005-02-15 | Alza Corporation | Method and apparatus for coating skin piercing microprojections |
| US20020193729A1 (en) | 2001-04-20 | 2002-12-19 | Cormier Michel J.N. | Microprojection array immunization patch and method |
| CN101129327A (zh) | 2001-04-20 | 2008-02-27 | 阿尔扎公司 | 具有包含有益药剂的涂层的微小突出物阵列 |
| US6591124B2 (en) | 2001-05-11 | 2003-07-08 | The Procter & Gamble Company | Portable interstitial fluid monitoring system |
| BR0210628A (pt) | 2001-06-29 | 2004-08-10 | Becton Dickinson Co | Liberação intradérmica de vacinas e agentes terapêuticos genéticos via microcânula |
| US6881203B2 (en) | 2001-09-05 | 2005-04-19 | 3M Innovative Properties Company | Microneedle arrays and methods of manufacturing the same |
| JP2003105583A (ja) | 2001-09-28 | 2003-04-09 | Seiko Epson Corp | 微細構造パターンを備えた構造体製造用母型及びそれを用いた前記構造体の製造方法、並びにこの製造方法によって製造された前記構造体 |
| US6689100B2 (en) | 2001-10-05 | 2004-02-10 | Becton, Dickinson And Company | Microdevice and method of delivering or withdrawing a substance through the skin of an animal |
| US7429258B2 (en) | 2001-10-26 | 2008-09-30 | Massachusetts Institute Of Technology | Microneedle transport device |
| US6908453B2 (en) | 2002-01-15 | 2005-06-21 | 3M Innovative Properties Company | Microneedle devices and methods of manufacture |
| EP3061492B1 (en) | 2002-03-11 | 2018-09-19 | Nitto Denko Corporation | Transdermal drug delivery patch system |
| US6780171B2 (en) | 2002-04-02 | 2004-08-24 | Becton, Dickinson And Company | Intradermal delivery device |
| US7115108B2 (en) | 2002-04-02 | 2006-10-03 | Becton, Dickinson And Company | Method and device for intradermally delivering a substance |
| AU2003222691A1 (en) | 2002-04-30 | 2003-11-17 | Morteza Shirkhanzadeh | Arrays of microneedles comprising porous calcium phosphate coating and bioactive agents |
| KR20050054483A (ko) * | 2002-06-28 | 2005-06-10 | 알자 코포레이션 | 코팅된 미세돌출부를 갖는 경피용 약물 전달 장치 |
| BR0312671A (pt) | 2002-07-19 | 2005-04-26 | 3M Innovative Properties Co | Dispositivo de microagulhas, método para utilizar um dispositivo de microagulhas, e, método para aplicar um dispositivo de microagulhas |
| CN100479875C (zh) | 2002-07-22 | 2009-04-22 | 贝克顿·迪金森公司 | 贴片状注射装置 |
| ES2537171T3 (es) | 2002-08-29 | 2015-06-03 | Becton Dickinson And Company | Micro-raspador con características de raspado controladas |
| WO2004033021A1 (en) | 2002-10-07 | 2004-04-22 | Biovalve Technologies, Inc. | Microneedle array patch |
| PT1638468E (pt) * | 2003-06-30 | 2007-10-10 | Alza Corp | Método para revestimento de microprojecções de perfuração da pele |
| TW200513280A (en) | 2003-07-02 | 2005-04-16 | Alza Corp | Microprojection array immunization patch and method |
| BRPI0413360A (pt) | 2003-08-04 | 2006-10-10 | Alza Corp | método e dispositivo para aumentar o fluxo de agentes transdérmicos |
| EP2609947B1 (en) | 2003-08-12 | 2020-04-15 | Becton, Dickinson and Company | Patch-like infusion device |
| US8353861B2 (en) | 2003-09-18 | 2013-01-15 | Texmac, Inc. | Applicator for applying functional substances into human skin |
| AU2004285484A1 (en) | 2003-10-24 | 2005-05-12 | Alza Corporation | Pretreatment method and system for enhancing transdermal drug delivery |
| CA2543084A1 (en) | 2003-10-24 | 2005-05-12 | Alza Corporation | Apparatus and method for enhancing transdermal drug delivery |
| US20050106227A1 (en) | 2003-10-28 | 2005-05-19 | Samuel Zalipsky | Delivery of polymer conjugates of therapeutic peptides and proteins via coated microprojections |
| AU2004292953A1 (en) | 2003-11-21 | 2005-06-09 | Alza Corporation | Ultrasound assisted transdermal vaccine delivery method and system |
| CN1886171A (zh) | 2003-11-28 | 2006-12-27 | 艾克若克斯Dds有限公司 | 快速经皮施用的方法和系统 |
| CN1893992A (zh) | 2003-12-18 | 2007-01-10 | 诺沃挪第克公司 | 具有皮肤拉紧装置的喷嘴设备 |
| JP2007516781A (ja) | 2003-12-29 | 2007-06-28 | スリーエム イノベイティブ プロパティズ カンパニー | 医療用具および該医療用具を含むキット |
| WO2005082596A1 (en) | 2004-02-23 | 2005-09-09 | 3M Innovative Properties Company | Method of molding for microneedle arrays |
| US7627938B2 (en) * | 2004-10-15 | 2009-12-08 | Board Of Regents, The Univeristy Of Texas System | Tapered hollow metallic microneedle array assembly and method of making and using the same |
-
2005
- 2005-11-18 CN CN2005800395274A patent/CN101076409B/zh not_active Expired - Fee Related
- 2005-11-18 CA CA2587387A patent/CA2587387C/en active Active
- 2005-11-18 KR KR1020077013492A patent/KR101246015B1/ko active IP Right Grant
- 2005-11-18 EP EP11178166A patent/EP2388078B1/en not_active Not-in-force
- 2005-11-18 JP JP2007543312A patent/JP5015787B2/ja active Active
- 2005-11-18 EP EP05851882.0A patent/EP1827715B1/en not_active Not-in-force
- 2005-11-18 AU AU2005306372A patent/AU2005306372B2/en not_active Ceased
- 2005-11-18 WO PCT/US2005/041993 patent/WO2006055844A2/en active Application Filing
-
2007
- 2007-05-10 IL IL183132A patent/IL183132A/en active IP Right Grant
-
2011
- 2011-11-07 US US13/290,610 patent/US8414959B2/en active Active
-
2013
- 2013-03-27 US US13/851,149 patent/US8741377B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20130216694A1 (en) | 2013-08-22 |
| CA2587387A1 (en) | 2006-05-26 |
| EP2388078B1 (en) | 2013-03-20 |
| WO2006055844A2 (en) | 2006-05-26 |
| KR101246015B1 (ko) | 2013-03-20 |
| CN101076409B (zh) | 2011-11-23 |
| IL183132A (en) | 2011-06-30 |
| US20120114857A1 (en) | 2012-05-10 |
| EP2388078A1 (en) | 2011-11-23 |
| US8741377B2 (en) | 2014-06-03 |
| IL183132A0 (en) | 2007-09-20 |
| EP1827715A2 (en) | 2007-09-05 |
| CA2587387C (en) | 2013-06-25 |
| KR20070086222A (ko) | 2007-08-27 |
| AU2005306372A1 (en) | 2006-05-26 |
| US8414959B2 (en) | 2013-04-09 |
| CN101076409A (zh) | 2007-11-21 |
| WO2006055844A3 (en) | 2006-09-21 |
| JP2008520433A (ja) | 2008-06-19 |
| EP1827715B1 (en) | 2013-07-17 |
| AU2005306372B2 (en) | 2011-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5015787B2 (ja) | マイクロニードルアレイの接触コーティング法 | |
| US8057842B2 (en) | Method of contact coating a microneedle array | |
| JP4927751B2 (ja) | マイクロニードルアレイのコーティング方法 | |
| US6855372B2 (en) | Method and apparatus for coating skin piercing microprojections | |
| JP5419702B2 (ja) | マイクロニードルデバイス | |
| CA2629193C (en) | Coatable compositions, coatings derived therefrom and microarrays having such coatings | |
| US20080262416A1 (en) | Microneedle Arrays and Methods of Preparing Same | |
| EP1951357A1 (en) | Microneedle arrays and methods of preparing same | |
| KR102526228B1 (ko) | 일본 뇌염 백신 함유 마이크로니들 어레이 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110705 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120508 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120607 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150615 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5015787 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |