JP4858544B2 - 複合成形品およびその製造方法 - Google Patents
複合成形品およびその製造方法 Download PDFInfo
- Publication number
- JP4858544B2 JP4858544B2 JP2008544681A JP2008544681A JP4858544B2 JP 4858544 B2 JP4858544 B2 JP 4858544B2 JP 2008544681 A JP2008544681 A JP 2008544681A JP 2008544681 A JP2008544681 A JP 2008544681A JP 4858544 B2 JP4858544 B2 JP 4858544B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- composite molded
- plate
- molded article
- layer base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 117
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 229920005989 resin Polymers 0.000 claims description 169
- 239000011347 resin Substances 0.000 claims description 169
- 239000000463 material Substances 0.000 claims description 121
- 239000002344 surface layer Substances 0.000 claims description 69
- 239000000835 fiber Substances 0.000 claims description 48
- 239000012792 core layer Substances 0.000 claims description 46
- 239000012783 reinforcing fiber Substances 0.000 claims description 41
- 238000005304 joining Methods 0.000 claims description 38
- 238000001746 injection moulding Methods 0.000 claims description 20
- 239000000758 substrate Substances 0.000 claims description 20
- 239000007779 soft material Substances 0.000 claims description 15
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 14
- 239000004917 carbon fiber Substances 0.000 claims description 14
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 11
- 239000006261 foam material Substances 0.000 claims description 9
- 229920001187 thermosetting polymer Polymers 0.000 claims description 9
- 239000003365 glass fiber Substances 0.000 claims description 6
- 239000011159 matrix material Substances 0.000 claims description 6
- 238000003780 insertion Methods 0.000 claims description 5
- 230000037431 insertion Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 description 25
- -1 polyethylene Polymers 0.000 description 16
- 239000010410 layer Substances 0.000 description 13
- 238000000465 moulding Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 238000012360 testing method Methods 0.000 description 11
- 229920005992 thermoplastic resin Polymers 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000003063 flame retardant Substances 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 229920002647 polyamide Polymers 0.000 description 6
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 5
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 239000004734 Polyphenylene sulfide Substances 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 229920001955 polyphenylene ether Polymers 0.000 description 5
- 229920000069 polyphenylene sulfide Polymers 0.000 description 5
- 230000002787 reinforcement Effects 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000011574 phosphorus Substances 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 150000002989 phenols Chemical class 0.000 description 2
- 150000003014 phosphoric acid esters Chemical class 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001470 polyketone Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- JZLWSRCQCPAUDP-UHFFFAOYSA-N 1,3,5-triazine-2,4,6-triamine;urea Chemical class NC(N)=O.NC1=NC(N)=NC(N)=N1 JZLWSRCQCPAUDP-UHFFFAOYSA-N 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920008285 Poly(ether ketone) PEK Polymers 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229920001893 acrylonitrile styrene Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 229940058905 antimony compound for treatment of leishmaniasis and trypanosomiasis Drugs 0.000 description 1
- 150000001463 antimony compounds Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- LJUXFZKADKLISH-UHFFFAOYSA-N benzo[f]phosphinoline Chemical class C1=CC=C2C3=CC=CC=C3C=CC2=P1 LJUXFZKADKLISH-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 150000002366 halogen compounds Chemical class 0.000 description 1
- 238000009787 hand lay-up Methods 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229920005610 lignin Polymers 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 229910017464 nitrogen compound Inorganic materials 0.000 description 1
- 150000002830 nitrogen compounds Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 125000004437 phosphorous atom Chemical group 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001690 polydopamine Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001296 polysiloxane Chemical class 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14811—Multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/003—Thermoplastic elastomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2055/00—Use of specific polymers obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in a single one of main groups B29K2023/00 - B29K2049/00, e.g. having a vinyl group, as moulding material
- B29K2055/02—ABS polymers, i.e. acrylonitrile-butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2059/00—Use of polyacetals, e.g. POM, i.e. polyoxymethylene or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/006—PBT, i.e. polybutylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2079/00—Use of polymers having nitrogen, with or without oxygen or carbon only, in the main chain, not provided for in groups B29K2061/00 - B29K2077/00, as moulding material
- B29K2079/08—PI, i.e. polyimides or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2079/00—Use of polymers having nitrogen, with or without oxygen or carbon only, in the main chain, not provided for in groups B29K2061/00 - B29K2077/00, as moulding material
- B29K2079/08—PI, i.e. polyimides or derivatives thereof
- B29K2079/085—Thermoplastic polyimides, e.g. polyesterimides, PEI, i.e. polyetherimides, or polyamideimides; Derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/06—PSU, i.e. polysulfones; PES, i.e. polyethersulfones or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2223/00—Use of polyalkenes or derivatives thereof as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2715/00—Condition, form or state of preformed parts, e.g. inserts
- B29K2715/003—Cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3431—Telephones, Earphones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0246—Acrylic resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
- B32B2262/062—Cellulose fibres, e.g. cotton
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/103—Metal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
- B32B2307/7145—Rot proof, resistant to bacteria, mildew, mould, fungi
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
- Y10T428/192—Sheets or webs coplanar
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
- Y10T428/192—Sheets or webs coplanar
- Y10T428/195—Beveled, stepped, or skived in thickness
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
(b)用意された板状部材を、射出成形機の金型に収容する工程、および、
(c)前記板状部材が前記金型に収容された前記射出成形機において、少なくとも前記板状部材の凹凸形状を有する前記端面に対し、樹脂を射出し、該樹脂を前記板状部材の凹凸形状を有する前記端面に接合させるとともに、該樹脂が、前記両表層基材の間に嵌入するように射出成形する工程、
とからなる本発明に係る複合成形品の製造方法。
10E:左側端縁
10E2:右側端縁
10E3:上側端縁
11:板状部材
11SF:板状部材の側端面
11A:板状部材の原基材
11Aa、11Ab、11Ba、11Bb:連続強化繊維シート
12:樹脂部材
12SF:樹脂部材の側端面
13JF、13JF2、13JF3:接合端面
13JL、13JL2、13JL3:接合線
13PL:凸部通過線
15a、15b:表層基材
15aA:上面側の表層基材
15bA:下面側の表層基材
16:コア層基材
16A:コア層基材
18:樹脂部材の先端部
19:樹脂部材の立ち壁
31Aa、31Ab、31Ba、31Bb:連続強化繊維
40:従来の複合成形品
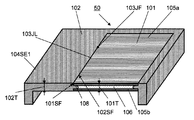
50:従来の複合成形品
101:板状部材
101SF:板状部材の側端面
101T:板状部材の厚さ
102:樹脂部材
102SF:樹脂部材の側端面
102T:樹脂部材の厚さ
103JF:接合面
103JL:接合線
104SE1:複合成形品の一側辺
105a、105b:表層基材
106:コア層基材
107:接合突起
108:樹脂部材の先端部
Fn:凹部開口幅
JL:接合線
Ln:凹部深さ
PAn:表層基材の凸部
PL:凸部通過線
Pn:表層基材の凹部
(1)引張クラック発生荷重
下記、試験装置、試験片、試験条件で試験を行った。
・試験装置名:精密万能試験機 (島津製作所製:オートグラフ)
・試験片:板状部材11と樹脂部材12の接合部から幅40mm×長さ50mmの試験片を切り出した。
・チャック間距離:30mm
・クロスヘッドスピード:1.6mm/min。
樹脂部材12における立ち壁19(図1参照)から板状部材11との接合部に対して、直角にL型のステンレス製の定規を立てて当て、該ステンレス製定規と接合部の表面との間に隙間ゲージを挿入して、間隙の有無およびその大きさ、すなわち、接合部の反りを測定し、各サンプルの最も反りの大きい箇所の数値を、接合部反りとした。
射出成形により成形された複合成形品10の凹凸形状接合面における凹凸の繰り返し単位の長さを、定規による測定および計算によって求めた。凹凸形状の輪郭線の一部に丸みを有する線分が存在する場合は、その丸みの半径または直径を測定し、その値から円周を求める公式により、実際の接合線の長さを計算した。各凹凸の繰り返し単位における接合線の長さの合計を、直線からなる凸部通過線の長さ、すなわち、平行方向長さで割って、凸部通過線の長さ、すなわち、平行方向長さ1mm当たりの実際の接合線の長さとした。
射出成形により成形された複合成形品10の凹凸形状接合面における凹凸の繰り返し単位の長さを、定規による測定および計算によって求めた。凹凸形状の輪郭線の一部に丸みを有する線分が存在する場合は、その丸みの半径または直径を測定し、その値から円周を求める公式により、実際の接合線の長さを計算した。凹凸の繰り返し単位毎に、凸部が1個存在するため、その繰り返し単位当たりの凸部通過線の長さを定規で測定し、100mmを、繰り返し単位当たりの凸部通過線の長さで割って、凸部通過線の長さ100mm当たりの凸部の数とした。
射出成形により成形された複合成形品10の凹部の深さを定規で測定した。
射出成形により成形された複合成形品10の凹部の開口幅を定規で測定した。
上記(5)と(6)の測定値から計算により求めた。
項目1:繊維の種類、
項目2:ベースレジン
項目3:発泡材の材質
項目4:繊維の種類
項目5:ベースレジン
項目6:凹部Pnの形状
項目7:凹部Pnの凹部形状の輪郭線における丸みを有する線分の有無
項目8:凸部通過線PLの長さ1mm当たりの実際の接合線の長さ(単位:mm)
項目9:凸部通過線PLの長さ100mm当たりの凸部の数
項目10:凹部深さLn(単位:mm)
項目11:凹部開口幅Fn(単位:mm)
項目12:Ln/Fnの値
項目13:板状部材と樹脂部材との上下方向におけるオーバーラップ部の有無
項目14:引張クラック発生荷重(単位:N)
項目15:接合部反りの値(単位:mm)

Claims (16)
- 板状部材と樹脂部材とからなり、前記板状部材と前記樹脂部材とが互いに向かい合う側端面において接合された接合面を有し、前記板状部材は、上面側と下面側とに位置する表層基材と該両表層基材の間に位置するコア層基材とからなり、前記各表層基材は、繊維強化樹脂から形成され、前記コア層基材は、前記各表層基材を形成する前記繊維強化樹脂よりも軟質の軟質材料から形成されている複合成形品において、前記接合面の少なくとも一部の接合面は、前記各表層基材の側端面と前記樹脂部材の側端面とが凹凸形状を有して接合された凹凸形状接合面であり、該凹凸形状における凹凸に沿って形成される実際の接合線の長さが、前記各表層基材が描く凹凸形状における隣り合う凸部の頂きを結ぶ直線線分の連続からなる凸部通過線の長さ1mm当たり、1.05mm以上であり、かつ、前記凹凸形状接合面において、前記樹脂部材の先端部が前記両表層基材の間に嵌入している樹脂部材嵌入先端部を有する複合成形品。
- 少なくとも前記凹凸形状接合面における前記樹脂部材の側端面は、前記樹脂部材嵌入先端部を除いて、平面にて形成されている請求項1に記載の複合成形品。
- 少なくとも前記凹凸形状接合面において、前記板状部材の厚さと前記樹脂部材の厚さが、実質的に同一である請求項1に記載の複合成形品。
- 前記板状部材の厚さが、0.7乃至1.5mmである請求項1に記載の複合成形品。
- 前記凹凸形状接合面において、前記各表層基材が描く凹凸形状における凸部の数が、前記凸部通過線の長さ100mm当たり、1乃至100である請求項1に記載の複合成形品。
- 前記凹凸形状接合面において、前記各表層基材が描く凹凸形状における凹部Pnの前記凸部通過線から凹部谷底までの距離を凹部深さLnとし、該凹部Pnの形状において前記凸部通過線により形成される凹部開口辺の両端間の距離を凹部開口幅Fnとすると、前記凹部深さLnが、前記凹部開口幅Fnの0.1乃至10倍である請求項1に記載の複合成形品。
- 前記凹部Pnが、凹部形状の輪郭線の一部に、丸みを有する線分を含んでいる請求項6に記載の複合成形品。
- 前記凹部Pnが、前記凹部開口幅Fnよりも幅が広い部分を有する請求項6に記載の複合成形品。
- 前記凹部Pnの形状が、実質的に多角形である請求項6に記載の複合成形品。
- 前記各表層基材を形成する前記繊維強化樹脂における強化繊維が、炭素繊維である請求項1に記載の複合成形品。
- 前記各表層基材を形成する前記繊維強化樹脂におけるマトリックス樹脂が、熱硬化性樹脂を含む樹脂である請求項1に記載の複合成形品。
- 前記コア層基材を形成する前記軟質材料が、発泡材、ハニカム材、繊維シート、樹脂シートからなる群から選ばれた少なくとも一つの材料である請求項1に記載の複合成形品。
- 前記樹脂部材が、繊維強化樹脂から形成されている請求項1に記載の複合成形品。
- 前記樹脂部材を形成する繊維強化樹脂における強化繊維が、ガラス繊維あるいは炭素繊維である請求項13に記載の複合成形品。
- (a)繊維強化樹脂で形成された上面側と下面側に位置する表層基材と、該両表層基材の間に位置する、前記繊維強化樹脂よりも軟質の材料から形成されたコア層基材とからなる板状体の一側端面において、該端面から内方に向かう複数列の溝が設けられていることにより、該端面に凹凸形状が形成されている板状部材を用意する工程、
(b)用意された板状部材を、射出成形機の金型に収容する工程、および、
(c)前記板状部材が前記金型に収容された前記射出成形機において、少なくとも前記板状部材の凹凸形状を有する前記端面に対し、樹脂を射出し、該樹脂を前記板状部材の凹凸形状を有する前記端面に接合させるとともに、該樹脂が、前記両表層基材の間に嵌入するように射出成形する工程、
とからなる請求項1に記載の複合成形品の製造方法。 - 前記射出成形する工程において、前記板状部材とこれに接合される樹脂との少なくとも前記凹凸形状を有する接合部において、成形後の前記板状部材と樹脂部材の厚みが実質的に同一となるように、前記樹脂が射出される請求項15に記載の複合成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008544681A JP4858544B2 (ja) | 2007-09-11 | 2008-09-04 | 複合成形品およびその製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007235036 | 2007-09-11 | ||
| JP2007235036 | 2007-09-11 | ||
| PCT/JP2008/065939 WO2009034906A1 (ja) | 2007-09-11 | 2008-09-04 | 複合成形品およびその製造方法 |
| JP2008544681A JP4858544B2 (ja) | 2007-09-11 | 2008-09-04 | 複合成形品およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009034906A1 JPWO2009034906A1 (ja) | 2010-12-24 |
| JP4858544B2 true JP4858544B2 (ja) | 2012-01-18 |
Family
ID=40451915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008544681A Active JP4858544B2 (ja) | 2007-09-11 | 2008-09-04 | 複合成形品およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8173238B2 (ja) |
| EP (1) | EP2199064B1 (ja) |
| JP (1) | JP4858544B2 (ja) |
| KR (1) | KR101196787B1 (ja) |
| CN (1) | CN101835596B (ja) |
| ES (1) | ES2397240T3 (ja) |
| TW (1) | TWI378027B (ja) |
| WO (1) | WO2009034906A1 (ja) |
Families Citing this family (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5584398B2 (ja) * | 2008-05-14 | 2014-09-03 | 三菱電機株式会社 | 筐体用パネルおよびその製造方法と、この筐体用パネルを備えた電子機器 |
| JP5458529B2 (ja) * | 2008-08-22 | 2014-04-02 | 東レ株式会社 | 接合方法および一体化成形品 |
| JP5648270B2 (ja) * | 2009-04-24 | 2015-01-07 | 三菱レイヨン株式会社 | 繊維強化複合材料成形品とその製造方法 |
| JP5344032B2 (ja) * | 2010-01-13 | 2013-11-20 | 東レ株式会社 | 射出成形品およびその製造方法 |
| JP2011166124A (ja) * | 2010-01-14 | 2011-08-25 | Toray Ind Inc | 電気・電子機器筐体 |
| TWI383883B (zh) * | 2010-11-04 | 2013-02-01 | Advanced Int Multitech Co Ltd | Manufacturing Method of Composite Workpiece with Embedded Magnetic Element |
| EP2686158A1 (en) * | 2012-03-23 | 2014-01-22 | Cutting Dynamics, Inc. | Moulded fibre reinforced composite blank with guide hole |
| US9393745B2 (en) * | 2012-05-15 | 2016-07-19 | Hexcel Corporation | Over-molding of load-bearing composite structures |
| KR101850194B1 (ko) | 2012-07-18 | 2018-04-18 | 미쯔비시 케미컬 주식회사 | 섬유 강화 복합 재료 구조체 및 그것을 이용한 복합 재료 성형체, 및 그의 제조 방법 |
| US9801294B2 (en) * | 2012-11-29 | 2017-10-24 | Sunteng New Technology Co., Ltd. | Electronic device casing including coupling structure and method of manufacturing same |
| FR2998826B1 (fr) * | 2012-12-03 | 2015-05-29 | Peugeot Citroen Automobiles Sa | Insert pourvu d'un dissipateur de contraintes dentele pour liaison bi-matiere |
| JP5972854B2 (ja) * | 2013-12-17 | 2016-08-17 | 三菱重工業株式会社 | 繊維強化複合部材の接合方法及び接合体、並びに風車翼の製造方法 |
| TWI562895B (en) * | 2014-06-11 | 2016-12-21 | Compal Electronics Inc | Composite plate structure and manufacturing method thereof |
| CN105504788B (zh) * | 2014-09-30 | 2016-09-07 | 比亚迪股份有限公司 | 一种不同种类树脂的注塑成型品及其制备方法和由该方法制备的注塑成型品及其应用 |
| US10500814B2 (en) | 2014-12-08 | 2019-12-10 | Dell Products L.P. | Thermoplastic composite materials for portable information handling system enclosures |
| CN105372823B (zh) * | 2015-12-08 | 2017-10-27 | 上海天马微电子有限公司 | 立体显示装置 |
| JP2017136740A (ja) * | 2016-02-03 | 2017-08-10 | レノボ・シンガポール・プライベート・リミテッド | 積層板、筐体用部材、電子機器及び筐体用部材の製造方法 |
| US10543657B2 (en) | 2016-04-05 | 2020-01-28 | Hewlett-Packard Development Company, L.P. | Multilayer structures for electronic device housings |
| WO2017191668A1 (ja) * | 2016-05-02 | 2017-11-09 | 日産自動車株式会社 | 繊維強化樹脂成形体およびその製造方法 |
| US10668674B2 (en) * | 2016-05-18 | 2020-06-02 | Dell Products L.P. | Apparatus and method for a high performance carbon fiber laminate enclosure part for an information handling system |
| KR101806707B1 (ko) * | 2016-06-09 | 2017-12-07 | 현대자동차주식회사 | 차량용 글로브 박스의 니 볼스터 장치 |
| BE1024734B1 (nl) | 2016-11-10 | 2018-06-19 | Ivc Bvba | Vloerpaneel en werkwijze voor het vervaardigen van een vloerpaneel |
| CN106696312A (zh) * | 2017-01-25 | 2017-05-24 | 合肥联宝信息技术有限公司 | 复合板材埋入成型工艺、复合板材及成型铣刀 |
| JP6823519B2 (ja) * | 2017-03-24 | 2021-02-03 | 日鉄ケミカル&マテリアル株式会社 | 繊維強化複合材料成形体及びその製造方法 |
| JP6859822B2 (ja) | 2017-04-14 | 2021-04-14 | トヨタ紡織株式会社 | 樹脂成形体及びその製造方法 |
| CN109270992A (zh) * | 2017-07-17 | 2019-01-25 | 仁宝电脑工业股份有限公司 | 板状构件、包含板状构件的壳体及其制作方法 |
| JP6491720B1 (ja) * | 2017-09-26 | 2019-03-27 | レノボ・シンガポール・プライベート・リミテッド | 筐体用部材の製造方法、積層板、筐体用部材及び電子機器 |
| WO2020014936A1 (zh) * | 2018-07-20 | 2020-01-23 | 五行科技股份有限公司 | 一种板状构件、复合成型构件及复合成型构件的制造方法 |
| WO2020049056A1 (en) | 2018-09-06 | 2020-03-12 | Covestro Deutschland Ag | Molded composite article, method for the production thereof and use thereof |
| EP3650191A1 (en) | 2018-11-06 | 2020-05-13 | Covestro Deutschland AG | Molded composite article, method for the production thereof and use thereof |
| CN109551833A (zh) * | 2018-11-23 | 2019-04-02 | 合肥联宝信息技术有限公司 | 一种复合材料的结构及加工方法 |
| CN109677028A (zh) * | 2018-12-29 | 2019-04-26 | 上海超惠通风环保设备有限公司 | 一种轻质高强先进复合材料结构 |
| JP7226127B2 (ja) * | 2019-06-20 | 2023-02-21 | トヨタ紡織株式会社 | 乗物用内装材の製造方法 |
| WO2021001210A1 (en) * | 2019-07-01 | 2021-01-07 | Basf Se | Overmoulding a profile for producing a shaped article, a shaped article obtained therefrom and use thereof |
| CN112824099A (zh) * | 2019-11-20 | 2021-05-21 | 虞霞 | 复合板、具有该复合板的壳体以及该复合板的制造方法 |
| CN111267452B (zh) * | 2020-01-21 | 2021-02-09 | 江苏奇一科技有限公司 | 连续蜂窝芯材、蜂窝芯三明治复合板及其制备方法和设备 |
| CN113799316A (zh) * | 2020-06-17 | 2021-12-17 | 五行科技股份有限公司 | 复合板材的制造方法 |
| CN113811104A (zh) * | 2020-06-17 | 2021-12-17 | 五行科技股份有限公司 | 复合板材及其制造方法 |
| CN112389041A (zh) * | 2020-11-27 | 2021-02-23 | 中科威禾科技(肇庆)有限公司 | 一种树脂层压板和金属板的复合体及其制造方法 |
| JP7526084B2 (ja) | 2020-12-04 | 2024-07-31 | ニッタ株式会社 | ワイパー |
| EP4431381A1 (en) | 2023-03-16 | 2024-09-18 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | A structurally bonded arrangement |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4815017Y1 (ja) * | 1970-04-14 | 1973-04-25 | ||
| JPS62159619A (ja) * | 1986-01-09 | 1987-07-15 | 松下電器産業株式会社 | 電気炊飯器 |
| JPH04305436A (ja) * | 1991-04-03 | 1992-10-28 | Nitta Ind Corp | 熱可塑性樹脂帯の端部相互を融着する為の金型 |
| JP2006044259A (ja) * | 2004-07-07 | 2006-02-16 | Toray Ind Inc | 一体化成形品およびその製造方法 |
| JP2007038519A (ja) * | 2005-08-03 | 2007-02-15 | Toray Ind Inc | 複合成形品 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2111257B2 (de) * | 1971-03-09 | 1974-02-07 | Fleuchaus, Leo, Dipl.-Ing., 8000 Muenchen | Nut-Feder-Verbindung zwischen dem Deck und der Bootskörperschale eines Kunststoff-Bootskörpers |
| JPS62159619U (ja) * | 1986-03-31 | 1987-10-09 | ||
| US5616396A (en) * | 1991-11-25 | 1997-04-01 | Kasai Kogyo Co., Ltd. | Automotive door trim with attachment joined during molding |
| JPH05329880A (ja) * | 1992-06-03 | 1993-12-14 | Fujitsu Ltd | 複合筐体の製造方法 |
| DE19842725A1 (de) * | 1998-09-18 | 2000-03-23 | Micafil Ag Zuerich | Formschlüssige Einbettung |
| JP2004001424A (ja) * | 2002-04-04 | 2004-01-08 | Canon Inc | 射出成形方法及び射出成形用金型及び樹脂成形品及びインサート樹脂部品 |
| DE04775802T1 (de) * | 2003-02-24 | 2006-05-18 | Bell Helicopter Textron, Inc., Fort Worth | Eingriffszahnverbindung zum zusammenfügen von faserverbundlaminaten |
| TWI353303B (en) * | 2004-09-07 | 2011-12-01 | Toray Industries | Sandwich structure and integrated molding using th |
| JP5051648B2 (ja) * | 2008-01-11 | 2012-10-17 | レノボ・シンガポール・プライベート・リミテッド | 電子機器の筐体構造および電子機器 |
-
2008
- 2008-09-04 CN CN2008801063763A patent/CN101835596B/zh active Active
- 2008-09-04 US US12/677,387 patent/US8173238B2/en active Active
- 2008-09-04 KR KR1020107003598A patent/KR101196787B1/ko active IP Right Grant
- 2008-09-04 EP EP08830434A patent/EP2199064B1/en not_active Not-in-force
- 2008-09-04 WO PCT/JP2008/065939 patent/WO2009034906A1/ja active Application Filing
- 2008-09-04 JP JP2008544681A patent/JP4858544B2/ja active Active
- 2008-09-04 ES ES08830434T patent/ES2397240T3/es active Active
- 2008-09-10 TW TW097134657A patent/TWI378027B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4815017Y1 (ja) * | 1970-04-14 | 1973-04-25 | ||
| JPS62159619A (ja) * | 1986-01-09 | 1987-07-15 | 松下電器産業株式会社 | 電気炊飯器 |
| JPH04305436A (ja) * | 1991-04-03 | 1992-10-28 | Nitta Ind Corp | 熱可塑性樹脂帯の端部相互を融着する為の金型 |
| JP2006044259A (ja) * | 2004-07-07 | 2006-02-16 | Toray Ind Inc | 一体化成形品およびその製造方法 |
| JP2007038519A (ja) * | 2005-08-03 | 2007-02-15 | Toray Ind Inc | 複合成形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009034906A1 (ja) | 2009-03-19 |
| EP2199064A1 (en) | 2010-06-23 |
| EP2199064A4 (en) | 2011-03-23 |
| CN101835596A (zh) | 2010-09-15 |
| CN101835596B (zh) | 2012-08-29 |
| TWI378027B (en) | 2012-12-01 |
| KR101196787B1 (ko) | 2012-11-05 |
| US8173238B2 (en) | 2012-05-08 |
| KR20100053562A (ko) | 2010-05-20 |
| ES2397240T3 (es) | 2013-03-05 |
| TW200924956A (en) | 2009-06-16 |
| JPWO2009034906A1 (ja) | 2010-12-24 |
| US20110008566A1 (en) | 2011-01-13 |
| EP2199064B1 (en) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4858544B2 (ja) | 複合成形品およびその製造方法 | |
| JP4670532B2 (ja) | 複合成形品 | |
| CN110062687B (zh) | 一体化成型体及其制造方法 | |
| JP6617557B2 (ja) | 積層体および一体化成形品 | |
| JP5151535B2 (ja) | サンドイッチ構造体、およびそれを用いた成形体、電子機器筐体 | |
| JP4774839B2 (ja) | 繊維強化複合材料の製造方法 | |
| JP5344032B2 (ja) | 射出成形品およびその製造方法 | |
| JP5678483B2 (ja) | 湾曲形状を有する繊維強化プラスチック成形品 | |
| JP2014148111A (ja) | 繊維強化プラスチック成形品の製造方法および一体成形品の製造方法 | |
| JP2010253937A (ja) | 一体化成形品 | |
| JP2006044262A (ja) | 中空成形体およびその製造方法 | |
| JP2013075447A (ja) | 複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法 | |
| JP2008034823A (ja) | 電子機器筐体およびその製造方法 | |
| US20180260002A1 (en) | Housing | |
| JPWO2016002457A1 (ja) | 積層体および一体化成形品 | |
| JP2008230236A (ja) | 繊維強化複合材料の製造方法 | |
| JP2006044260A (ja) | 一体化構造部材およびその製造方法 | |
| JP2009220478A (ja) | 繊維強化サンドイッチ構造複合体、複合成形体 | |
| JP2011166124A (ja) | 電気・電子機器筐体 | |
| JP2010131804A (ja) | 複合成形品およびその製造方法 | |
| JP2006130862A (ja) | 複合成形品および複合成形品の製造方法 | |
| JP2008114525A (ja) | 複合成形品 | |
| JP2005271583A (ja) | 射出成形金型および複合射出成形品 | |
| JP2009173027A (ja) | 複合成形品の製造方法 | |
| JP2010046938A (ja) | 複合成形品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110831 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110831 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111017 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4858544 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |