JP4856940B2 - 回転電機およびその製造方法 - Google Patents
回転電機およびその製造方法 Download PDFInfo
- Publication number
- JP4856940B2 JP4856940B2 JP2005355533A JP2005355533A JP4856940B2 JP 4856940 B2 JP4856940 B2 JP 4856940B2 JP 2005355533 A JP2005355533 A JP 2005355533A JP 2005355533 A JP2005355533 A JP 2005355533A JP 4856940 B2 JP4856940 B2 JP 4856940B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- yoke
- claw
- electrical machine
- rotating electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/24—Rotor cores with salient poles ; Variable reluctance rotors
- H02K1/243—Rotor cores with salient poles ; Variable reluctance rotors of the claw-pole type
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/08—Insulating casings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
- Y10T29/49012—Rotor
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Synchronous Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
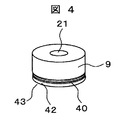
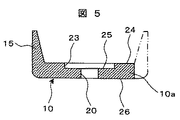
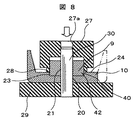
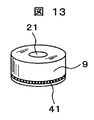
30に挿入して保持し、その後、爪付コア10の結合穴23にヨーク9の環状溝40が形成されている側の端部42を挿入嵌合する。尚、爪付コア10の結合穴23にヨーク9の端部42を挿入したときの爪付コア10とヨーク9の嵌合部は隙間ばめが望ましい。該嵌合部は図10もしくは図11の拡大縦断面図に示す如くなる。
前記爪付きコアに嵌合部を設け、該嵌合部に前記ヨークを嵌合すると共に、前記爪付きコアの嵌合部周囲を軸方向から加圧することにより塑性変形させて前記爪付コアと前記ヨークとを結合することにより2つのロータコアを製造し、前記爪の内周と前記ヨークの外周との間に界磁コイルが配置されるよう夫々のヨーク端面を当接させた状態で回転軸に固定したことを特徴とするオルタネータのロータコアの製造方法。以上のような製造方法によれば、請求項20と同様の作用効果が得られる。
16…爪、20…コア中心穴、22…押圧痕、23…結合穴(嵌合部)、25…結合穴の底面、27…パンチ、28…環状突起、40…環状溝、43…ヨークの端面。
Claims (9)
- 軸方向に延在する爪を有する爪付コアと、
前記爪の内周側にあって、前記爪付コアの軸方向側面の凹状の穴に固定される筒状のヨークと、
前記爪付コアと前記ヨークとが結合される回転軸と、
前記ヨーク外周に設けられたコイルと、
前記爪付コアと隙間を介して配置されたステータコアと、
を有する回転電機において、
前記ヨークと前記穴の側壁との間の、少なくとも一方には環状溝が設けられ、
前記環状溝を含んで、前記ヨークを塑性流動によって前記爪付コアに結合したことを特徴とする回転電機。 - 請求項1記載の回転電機において、
前記環状溝はローレット形状であることを特徴とする回転電機。 - 請求項1記載の回転電機において
前記環状溝は冷間転造加工されていることを特徴とする回転電機。 - 請求項1記載の回転電機において、
前記爪付コアは前記ヨークに対して柔らかい材料であることを特徴とする回転電機。 - 請求項4記載の回転電機において、
前記爪付コアが焼鈍されていることを特徴とする回転電機。 - 請求項1記載の回転電機において、
前記爪付コアと前記ヨークが内径同軸に結合されていることを特徴とする回転電機。 - 請求項1において、
交流発電装置であることを特徴とする回転電機。 - 請求項1記載の回転電機において
前記環状溝は複数形成されていることを特徴とする回転電機。 - 軸方向に延在する爪を有する爪付コアと、
前記爪の内周側にあって、前記爪付コアの軸方向側面の凹状の穴に固定される筒状のヨークと、
前記爪付コアと前記ヨークとが固定される回転軸と、
前記ヨーク外周に設けられたコイルと、
前記爪付コアと隙間を介して配置されたステータコアと、
を有する回転電機の製造方法において、
前記ヨークと前記穴の側壁との少なくとも一方に環状溝を設け、
前記穴に前記ヨークが嵌合し、
前記環状溝を含んで、前記ヨークを塑性流動によって前記爪付コアに結合したことを特徴とする回転電機の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005355533A JP4856940B2 (ja) | 2005-12-09 | 2005-12-09 | 回転電機およびその製造方法 |
| CN2006101641639A CN1980006B (zh) | 2005-12-09 | 2006-12-06 | 旋转电机及交流发电装置 |
| US11/634,977 US7737602B2 (en) | 2005-12-09 | 2006-12-07 | Rotating electrical machine or alternator and method of manufacturing rotor core used in the same |
| EP06025371.3A EP1796244A3 (en) | 2005-12-09 | 2006-12-07 | Rotating electrical machine for alternator and method of manufacturing rotor core used in the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005355533A JP4856940B2 (ja) | 2005-12-09 | 2005-12-09 | 回転電機およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007159378A JP2007159378A (ja) | 2007-06-21 |
| JP4856940B2 true JP4856940B2 (ja) | 2012-01-18 |
Family
ID=37857105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005355533A Expired - Fee Related JP4856940B2 (ja) | 2005-12-09 | 2005-12-09 | 回転電機およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7737602B2 (ja) |
| EP (1) | EP1796244A3 (ja) |
| JP (1) | JP4856940B2 (ja) |
| CN (1) | CN1980006B (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008092673A (ja) * | 2006-10-02 | 2008-04-17 | Denso Corp | 車両用交流発電機の回転子 |
| JP5268553B2 (ja) * | 2008-10-15 | 2013-08-21 | 日立オートモティブシステムズ株式会社 | 車両用回転電機 |
| CN102771033A (zh) * | 2010-03-31 | 2012-11-07 | 株式会社日立制作所 | 车辆用交流发电机 |
| JP5397396B2 (ja) * | 2011-03-02 | 2014-01-22 | 株式会社デンソー | 回転電機の回転子鉄心の製造方法 |
| DE102012021042A1 (de) * | 2011-10-31 | 2013-05-02 | Asmo Co., Ltd. | Rotor und Motor |
| DE102012021109B4 (de) | 2011-10-31 | 2023-04-27 | Denso Corporation | Rotor und Motor |
| DE102012021049A1 (de) | 2011-10-31 | 2013-05-02 | Asmo Co., Ltd. | Rotor und Motor |
| DE102012021041A1 (de) | 2011-10-31 | 2013-05-02 | Asmo Co., Ltd. | Rotor und Motor |
| DE102012021048A1 (de) | 2011-10-31 | 2013-05-02 | Asmo Co., Ltd. | Rotor und Motor |
| FR3019399B1 (fr) * | 2014-03-25 | 2016-03-11 | Valeo Equip Electr Moteur | Roue polaire forgee pour alternateur de vehicule automobile muni d'aimants permanents interpolaires |
| CN103997142A (zh) * | 2014-05-07 | 2014-08-20 | 江苏航天动力机电有限公司 | 电励磁双凸极电机转子 |
| FR3036550B1 (fr) * | 2015-05-22 | 2018-09-21 | Valeo Systemes De Controle Moteur | Procede de blocage de deux pieces |
| FR3040835B1 (fr) * | 2015-09-03 | 2017-08-25 | Valeo Equip Electr Moteur | Machine electrique tournante comportant un arbre a diametres etages et procede d'assemblage d'une telle machine |
| DE102018116988A1 (de) * | 2018-07-13 | 2020-01-16 | Nidec Corporation | Elektromotor mit einstückigem Innenläufer-Rotorkern |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2795715A (en) * | 1954-11-16 | 1957-06-11 | Leece Neville Co | Rotor construction for electrical machines |
| US3242364A (en) * | 1960-12-05 | 1966-03-22 | Bendix Corp | Electrical apparatus |
| US3529856A (en) * | 1969-01-08 | 1970-09-22 | Dumont Aviat Associates | Coupling and method of forming same |
| US3614593A (en) * | 1970-05-06 | 1971-10-19 | Motorola Inc | Rotary transformer for alternator |
| US4019799A (en) * | 1976-02-11 | 1977-04-26 | The Bendix Corporation | Electrical connector |
| DE2811323A1 (de) * | 1978-03-16 | 1979-09-27 | Bosch Gmbh Robert | Laeufer fuer elektrische maschine |
| JPS55117459A (en) * | 1979-03-05 | 1980-09-09 | Hitachi Ltd | Rotor of rotating-electric machine and its manufacturing method |
| JPS567477A (en) * | 1979-06-29 | 1981-01-26 | Mitsubishi Electric Corp | Amplification switching semiconductor device |
| JPS5698349A (en) * | 1980-01-07 | 1981-08-07 | Hitachi Ltd | Rotor of rotary electric machine and manufacture thereof |
| JPS57148552A (en) * | 1981-03-06 | 1982-09-13 | Hitachi Ltd | Coupling method for rotor of magneto generator |
| JPS58130756A (ja) * | 1982-01-27 | 1983-08-04 | Hitachi Ltd | 交流発電機の回転子の製造方法 |
| NL8400780A (nl) * | 1984-03-12 | 1985-10-01 | Philips Nv | Rotor voor een electrische machine. |
| JPS6168653A (ja) * | 1984-09-12 | 1986-04-09 | Fujitsu Ltd | 領域検索制御方式 |
| US4703987A (en) * | 1985-09-27 | 1987-11-03 | Amphenol Corporation | Apparatus and method for retaining an insert in an electrical connector |
| US4746240A (en) * | 1987-04-01 | 1988-05-24 | General Motors Corporation | Self crimping connection for inner and outer members and method of assembling the same |
| DE3931442A1 (de) * | 1989-09-21 | 1991-04-04 | Bosch Gmbh Robert | Laeufer fuer elektrische maschinen und verfahren zu seiner herstellung |
| US5177391A (en) * | 1990-03-14 | 1993-01-05 | Nippondenso Co., Ltd. | Power generating apparatus |
| US5457588A (en) * | 1992-09-22 | 1995-10-10 | Nippon Densan Corporation | Low profile hydrodynamic motor having minimum leakage properties |
| JP3429016B2 (ja) * | 1992-12-04 | 2003-07-22 | 株式会社デンソー | 爪付界磁鉄心及びその製造方法 |
| DE19642784A1 (de) * | 1996-10-17 | 1998-04-23 | Bosch Gmbh Robert | Klauenpolgenerator |
| JP2001054268A (ja) * | 1999-08-06 | 2001-02-23 | Hitachi Ltd | ディスク装置のシャフトとハブの結合方法とその結合体 |
| JP3974315B2 (ja) * | 2000-07-25 | 2007-09-12 | 三菱電機株式会社 | 交流発電機 |
| JP2004072852A (ja) * | 2002-08-05 | 2004-03-04 | Denso Corp | 回転電機の回転子およびその製造方法 |
| JP3868361B2 (ja) | 2002-10-04 | 2007-01-17 | 株式会社日立製作所 | 塑性流動結合体とその結合方法 |
| JP3938090B2 (ja) * | 2003-04-16 | 2007-06-27 | 株式会社日立製作所 | ローターコアの製造方法 |
| WO2005051717A2 (en) * | 2003-11-24 | 2005-06-09 | Jacobs Vehicle Systems, Inc. | Electromagnetic retarder system and method |
-
2005
- 2005-12-09 JP JP2005355533A patent/JP4856940B2/ja not_active Expired - Fee Related
-
2006
- 2006-12-06 CN CN2006101641639A patent/CN1980006B/zh not_active Expired - Fee Related
- 2006-12-07 US US11/634,977 patent/US7737602B2/en not_active Expired - Fee Related
- 2006-12-07 EP EP06025371.3A patent/EP1796244A3/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US7737602B2 (en) | 2010-06-15 |
| JP2007159378A (ja) | 2007-06-21 |
| EP1796244A3 (en) | 2015-04-01 |
| EP1796244A2 (en) | 2007-06-13 |
| US20070132337A1 (en) | 2007-06-14 |
| CN1980006A (zh) | 2007-06-13 |
| CN1980006B (zh) | 2010-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4856940B2 (ja) | 回転電機およびその製造方法 | |
| EP2067238B1 (fr) | Arbre de rotor a griffes, rotor a griffes equipe d'un tel arbre et machine electrique tournante equipee d'un tel rotor | |
| JP5367362B2 (ja) | シャフトと磁極部材の間に中間スリーブが配置された回転電気機械用ロータ、およびロータの製造方法 | |
| CA2064627C (en) | Pulley with integral fastener and spacer | |
| US8087154B2 (en) | Motor | |
| JP2005520999A (ja) | 自動車のオルタネータのプーリを含む組み立て体及びその組み立て方法 | |
| JPS631012B2 (ja) | ||
| JP5560917B2 (ja) | 回転電機用ロータの製造方法及び回転電機用シャフト素材 | |
| JP2005080358A (ja) | 回転電機の電機子の製造方法及びその製造方法により製造される電機子 | |
| US8907542B2 (en) | Rotating electrical machine with notched slots for bending of stator core | |
| JP5386885B2 (ja) | 永久磁石式回転機の回転子構造 | |
| JP5754324B2 (ja) | 回転電機のロータおよびロータの形成方法 | |
| JP2011109758A (ja) | 永久磁石同期型モータに用いるロータ及びその製造方法 | |
| JP2007507195A (ja) | プレス嵌めを介して互いに結合された構成部分を備えた装置、特に電気機械 | |
| US20040251769A1 (en) | Electric machine, especially a starter device | |
| JPH1151087A (ja) | プーリ一体型ロータの製造方法 | |
| WO2021187216A1 (ja) | ロータ及び回転機 | |
| WO2011155434A1 (ja) | 転がり軸受軌道輪用リング部材および転がり軸受 | |
| JP6351915B1 (ja) | 回転子部材及び回転電機 | |
| JPS6051432A (ja) | 回転電機の冷却フアン | |
| JP2021057943A (ja) | 回転電機及び回転電機の製造方法 | |
| JP2004072852A (ja) | 回転電機の回転子およびその製造方法 | |
| JP6945943B2 (ja) | 回転電機 | |
| JP2016220332A (ja) | 回転電機 | |
| JPS6253729B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080602 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20091228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110125 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111031 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4856940 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |