JP4780752B2 - 切断加工装置 - Google Patents
切断加工装置 Download PDFInfo
- Publication number
- JP4780752B2 JP4780752B2 JP2004380812A JP2004380812A JP4780752B2 JP 4780752 B2 JP4780752 B2 JP 4780752B2 JP 2004380812 A JP2004380812 A JP 2004380812A JP 2004380812 A JP2004380812 A JP 2004380812A JP 4780752 B2 JP4780752 B2 JP 4780752B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- cutting
- work
- cutting blade
- stripper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 330
- 238000010438 heat treatment Methods 0.000 claims description 5
- 238000012937 correction Methods 0.000 claims description 2
- 238000012545 processing Methods 0.000 description 16
- 238000000034 method Methods 0.000 description 9
- 238000001514 detection method Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 238000003708 edge detection Methods 0.000 description 3
- 230000005489 elastic deformation Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D15/00—Shearing machines or shearing devices cutting by blades which move parallel to themselves
- B23D15/12—Shearing machines or shearing devices cutting by blades which move parallel to themselves characterised by drives or gearings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D15/00—Shearing machines or shearing devices cutting by blades which move parallel to themselves
- B23D15/02—Shearing machines or shearing devices cutting by blades which move parallel to themselves having both upper and lower moving blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D33/00—Accessories for shearing machines or shearing devices
- B23D33/08—Press-pads; Counter-bases; Hold-down devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Cutting Devices (AREA)
- Nonmetal Cutting Devices (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Jigs For Machine Tools (AREA)
- Shearing Machines (AREA)
Description
この特許文献1では、ワークが可撓性を有して取扱いが面倒なため、金属製の矩形枠状のワークホルダにそのワークをテープ等の沿え貼りで仮止めし、それによりワークの切断加工装置へのローダー等へのセッティングを容易にしている。特許文献2等がその公知例である。
また、前記特許文献1、2に示すようなフルカットではないが、上下のカッターホルダに弾機を介して上下のストリッパを支持し、ワークホルダで支持されるワークをその上下の切断刃でワークを所定深さ分担して切り込み、焼成後切断砥石で残置される繋ぎ部を分断するハーフカット用の切断加工装置もある(例えば特許文献3)。
そのため、特許文献2の切断加工時には、ミクロ的ではあるが上切断刃刃先でその間隙を利用してワークを押し下げながらフルカットするので、所定ピッチをもって精度良く切断されない加工精度の上の問題を残置している。
また、特許文献3では、上下の切断刃が同時に切り込む(カットする)ものであっても、下ストリッパがワーク裏面に間隙を介して配置されるので、ワークが下方に押し下げられながら展延してハーフカットされ、同様に所定のピッチでの切断精度の向上が期待できない問題があった。
そして、ワークホルダを使用するとそのワークホルダとの衝突によるチッピングを避けるべくワークホルダの平行する枠体間よりも短寸な切断刃でワークをフルカット、ハーフカットしているので、ワーク全体を利用できず、端切れが生じ、歩留まりを悪くする。
他の目的とする処は、ワークを上下切断刃でカット(ハーフカットまたはフルカット)する時にワークが展延せずカット精度が向上する切断加工装置及びその装置に使用するワーク支持構造を提供することにある。
また、他の目的とする処は、ワークホルダ手段で支持されるワークを全幅に亘ってカット(ハーフカットまたはフルカット)し、端切れを生成しない切断加工装置及びその装置に使用するワーク支持構造を提供することにある。
そして、更に他の目的とする処は、ワークを全幅に亘ってハーフカットしても切断されず耐用期まで利用できる切断加工装置に使用される最適なワーク支持構造を提供することにある。
また、一つには、ワークを着脱可能に支承するワークホルダと、該ワークホルダをクランプして所定ピッチずつ移動させる移動装置と、上切断刃と下切断刃を備えた切断加工機とを備え、該移動装置が前記ワークホルダを所定ピッチずつ移動させる度に前記上切断刃と前記下切断刃とで分担してワークをフルカットする切断加工装置において、前記切断加工機は、前記上切断刃の切り込み位置周囲でワークの表面に近接又は接触する上ストリッパと、当該上ストリッパと対応して前記ワークの裏面側の当たり面となる下ストリッパとを備え、前記上ストリッパを前記上切断刃とは独立して上下高さ制御可能にすると共に、前記ワークホルダをワークの厚さよりも薄肉なワークホルダ用シートで構成し、前記ワークホルダ用シートは、ワークの外形と同形もしくはほぼ同形の孔を備え、前記ワークホルダ用シートの孔にワークを挿入して当該ワークを前記ワークホルダ用シートに仮止めし、前記上切断刃と前記下切断刃とで分担してワークをフルカットし、前記移動装置が前記ワークホルダ用シートをクランプして移動させる際に前記切断加工機のテーブル面にワーク裏面全面が摺接するように構成し、前記下ストリッパを前記切断加工機のテーブル面高さに固定していることを特徴とする。
前記上下切断刃を具備する切断加工機は、その上下の切断刃で分担してワークをハーフカットする加工機また同様に分担してフルカットする加工機である。
以上の手段によれば、切り込み時にテーブル面側の切断刃による押し下げ力をワークに作用させずにカットする。
そして、ハーフカット時の上切断刃によるワークの押し下げを切断加工機のテーブル面高さに固定的に設けた下ストリッパで防止し、また下切断刃によるワークの押し上げを上ストリッパで各々防止することができる。
そして、フルカット時の上切断刃によるワークの押し下げを切断加工機のテーブル面高さに固定的に設けた下ストリッパで防止し、また下切断刃によるワークの押し上げを上ストリッパで各々防止することができる。
しかも、ワークがワークホルダの上面に仮止めされる支持構造であっても、ワーク当り面を上下高さ制御動可能にして切断加工機に移動させる時にワークホルダとの干渉を回避し、上切断刃の切り込み時にワーク裏面高さに制御動して、上切断刃の押し下げ力を受けてのワークの変形を防止することができる。
その上、上下切断刃を使用して、ワークをハーフカットやフルカットする時に下ストリッパを切断加工機のテーブル面と同じ高さに固定的に設けておけばよく、下ストリッパの上下高さ調整を待たずして、連続してカット作業を実行し、生産性を向上することができる。
その上、ワークを、端切れを生み出すことなく全幅に亘ってハーフカットでき、しかもワークホルダ用シートを切断させず耐用期まで繰る返し使用できる。また、ワークを、端切れを発生させずに全幅に亘ってフルカットできる。上ストリッパを、下切断刃切り込む時のワークの押し上げを防止するストッパ、下ストリッパを、上切断刃切り込む時のワークの押し下げを防止するストッパとして兼務でき、より高精度なカットが行えるし、上下ストリッパを上下高さ制御動可能にしているから、上下切断刃で分担してハーフカット、フルカットする時に下ストリッパのワークホルダとの干渉を防止して上切断刃の切り込み時にワーク裏面高さに制御することができる。
しかも、下ストリッパが切断加工機のテーブル面と同じ高さに固定される構成であるので、高さ制御手段が不要で、設備コストを低減できる。その上、例えばワークホルダで支持されるワーク裏面に接触するようにワーク当たり面を上下高さ制御可能にした場合のように、ワークの大きさに応じて長さ寸法が異なるワーク当たり面を製作用意する必要がなく、装置コストを低減できるし、交換作業も不必要である。
ワークホルダ用シートを切断することなくハーフカットするので、端切れを発生させずにワークを隅々まで有効活用し、しかもワークホルダ用シートを耐用期まで反復使用させるから、経済的効果大である。
ワークを、端切れを発生させずに全幅に亘ってハーフカットし、歩留まりを向上できる。
しかも、ハーフカットまたはフルカット対象となるワークの厚みが変化することがあっても、移動装置のクランパでクランされる本体が変更されず、そのクランパ機構をワークの厚みに対応して交換する必要がない。
下ストリッパ表面、テーブル面は上下動しないから加熱手段で加熱することが可能になり、切断刃直下に移動させるワークを直接加熱して柔らかくして切断を補助する補助装置として有効活用することができる。
カッターホルダが、駆動源に連絡してZ軸線方向に制御動されるラムとでダイセットを構成しており、再現性をもって切断刃を所定位置に高精度に取り付けることができる。
しかも、上下切断刃刃先相互の刃幅方向の位置を検出する第1刃先検出手段や、切断刃の刃渡り方向の傾斜具合を検出する第2刃先検出手段を具備しているので、上下の切断刃を使用してカット(ハーフカット、フルカット)する際の刃先同士の位置ズレや、刃渡り方向の傾動誤差を検出でき、刃先が破損したり、カットが不完全であったり、高精度なカットを不能にすることがない。
端切れを作り出すことなくワークを全幅に亘ってハーフカット、フルカットできる切断加工方法に使用する好適なワーク支持構造を提供する。
まず、図1〜図8に示す切断加工装置の形態例について説明すると、符号Aは切断加工装置、WHはワークホルダを構成するワークホルダ用シート、1は切断加工機である。
前記支持体22aは、その水平板部22a’を前記門形体12の天板部12aにθ方向に回動可能に軸止し、その水平板部22a’から延設する腕部22a’−1をサーボモータM2で押動してθ方向の回動量を制御可能とし、垂直板部22a”表面にガイドレールGLを縦設している。
中間支体22bは、垂直面部22b’裏面に設けた突条22b’−1を前記縦設されたガイドレールGLに係合すると共に、水平面部22b”に、下端が支持体22aの水平板部22a’に上面に突き当る高さ調整ネジ100を螺合して前記支持体22aに対して高さ調整可能になっている。
クランパ支体22cには、ガイドレールGL、GLを左右に一対間隔をおいて横設し、そのガイドレールGL、GLに前記中間支体22bの垂直面部22b’に突設した突部22b’−2がX軸線方向に制御動可能に係合し、中間支体22bの端面に設けたアクチュエータM3でX軸線方向に制御動するように構成されている。
また、生ゴム、合成ゴム等の弾性のある膜板で形成されていても良いものであるが、伸びの少ない腰のある材料で成形するのが好ましいものである。
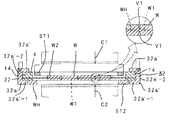
このワークWが仮止めされるワークホルダ用シートWHは、このワークWを挟んで同軸上に備設する上下一対の各々の切断刃C1、C2でハーフカットする際、各々の切断刃C1、C2に接触しないようにワークW厚の中途域(好ましくは中間)に位置するように仮止めされて、ワーク支持構造を構成している。
尚、ワークWの裏面は、ワークホルダ用シートWHに仮止めした状態で前記縁部材4の下面と同一高さもしくはそれより若干低い高さになるように形成されている。
そして、図1に示すように切断加工機1のテーブルTの手前位置である待機時のワークW直下にはインデックステーブル3が上下動可能に設置されている。
尚、前記の高さ調整ネジ100の進退で、中間支体22b、クランパ支体22c、クランパ32と共に、ワークWが高さ調整可能であるので、ワークWの肉厚に応じて高さ調整して、ワークW裏面全面をテーブル面tに摺接するように乗り移らせることができるようになっている。
また、切断加工機1は、上下切断刃C1、C2相互の刃幅方向に位置ズレを検出する第1刃先検出手段D1と、切断刃C1、C2の刃渡り方向の傾斜具合を検出する第2刃先検出手段D2とを具備している。
この第1刃先検出手段D1は、切断加工作業の前段階でサーボモータM6、M6、M7を制御して、刃先同士を接近もしくは当接間係にした状態の両刃先を撮像し、画像回析によって位置ズレを検出するようになっている。本実施の形態では前記マーク位置検出手段5であるカメラを使用して、両刃先の刃幅方向の位置ズレを検出するようになっている。本実施の形態では前記マーク位置検出手段5であるカメラを上下回動可能とし、上方に所要の角度で回動させて両刃先を撮像するようになっている。
第2刃先検出手段D2は、図2等に示すようにテーブルTに設けた光センサーやカメラであり、X軸線方向に走行してテーブル面tやストリッパST1、ST2に対する刃先の平行度を検出するようになっている。
前記検出結果で、カッターホルダCHに対する切断刃C1、C2の取付が微調整される。
また、前記切断加工機1は、上Z軸線ラム41、下Z軸線ラム31に設けたセットポスト51をカッターホルダCHにも開孔したセットポスト孔61に密嵌合して、ダイセットを構成するようになっている。
この実施の形態では、前記テーブル面tまたは下ストリッパST2表面、もしくはそのテーブル面tと下ストリッパST2表面とを加熱手段(図示せず)で加熱して、ハーフカット対象であるワークWを加熱して柔らかくして切断し易くしている。
前記上下一対の切断刃C1、C2は、前記最も大形な孔W1に仮止めされるワークWの幅寸法より長いが平行する枠体14、14間よりも短い所要長さ刃渡り長さである。
例えば、ワークWの肉厚が0.4mmにあっては、例えば肉厚を0.1mm程度とするワークホルダ用シートWHを使用し、またワークWの肉厚を1mm〜5mmとするものにあっては、例えば肉厚を0.3mm程度のワークホルダ用シートWHを使用して、上下一対の切断刃C1、C2の切込分担量を上切断刃C1の刃先がワークホルダ用シートWHの表面に、また下切断刃C2の刃先がワークホルダ用シートWHの裏面に各々接触する寸前に設定して、前記のように切込むようになっている。
前記マーク位置検出手段5でのマークWMの撮像、θ方向への制御動、マーク位置検出手段5の所定位置への復帰、上ストリッパST2の所定高さ位置までの下降、切込みを、マークピッチでのワークホルダ用シートWMのY軸線方向への制御動の度に行う。
そして、左右の枠体14、14がインデックステーブル3に載承されるようにY軸線方向に後退させた後、クランパ32を解除してから、インデックステーブル3を上昇させ90度回動し下降させて再びワークホルダ用シートWM周縁の左右の枠体14、14外半部を挟持させてから上述のように所定送りピッチ、即ちマークWHのピッチをもってワークホルダ用シートWHをY軸線方向に制御動する度に、マーク位置検出手段5でのマークWHの撮像、θ方向への制御動、マーク位置検出手段5の所定位置への復帰、上ストリッパST1の所定高さ位置までの下降、切込みを、マークピッチでのワークホルダ用シートWHのY軸線方向への制御動の度に行って、ワークWを、端切れを作り出さずに碁盤目状にハーフカットする(図8参照)。
上切断刃C1をワークWから抜取る時まで上ストリッパST1はワークWの表面に接近または接触させて使用すること当然である。
また、前記仮止め手段であるテープW2を剥離すれば、ワークホルダ用シートWHは耐用期まで使用可能に碁盤目状にハーフカットされたワークWから分離される。
碁盤目状にハーフカットされたワークWは、焼成後にその切込み部分から切断砥石(図示せず)で分断して、平面視矩形状の積層基板や積層型電子部品からなるチップ状物を得るようになっている。
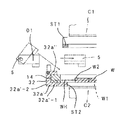
クランパ32は、詳細には前記クランプ支体22cに、各Y軸線方向に平行な構成片32b’を平板状とし、その構成片32b’両端間を連設する構成片32b”をL型状とする矩形枠32bを切断加工機方向に延設し、その前後の構成片32b”に回動体32a”を軸着する一方、その前後の構成片32b”の水平片部32b”−1に対応して、その水平片部32b”−1を収容する凹窪部14aを縁部材4における前記前後の枠体14、14に凹設して、前後の構成片32b”、32b”と、その回動体32a”、32a”とで前後のクランパ体32a、32aを構成し、前後の構成片32b”、32b”における水平片部32b”−1、32b”−1を各々凹窪部14a、14aに収容した状態で、前後の水平片部32b”−1、32b”−1とその回動体32a”、32a”とで前後の枠体14、14を挟持可能にして、ワークWの裏面と同一高さ位置またはそれよりも高い位置に前記する前後の構成片32b”の水平片部32b”−1が位置するように構成されている。
また、ワークWの裏面は、前記第1の実施の形態と同様にワークホルダ用シートWHに仮止めした状態で縁部材4の下面と同一高さもしくはそれより若干低い高さになるようにしてある。
この実施の形態は、ワークホルダ用シートWHを弾性変形を許容する合成樹脂材等で成形している。
このようにワークホルダ用シートWHを弾性変形を許容する合成樹脂材で成形した場合には、その弾性変形機能でワークW裏面がテーブル面tに対して完全に摺接する関係になっていない場合でもワークW自重で弾性変形しテーブル面tに摺接することが可能になり、ワークホルダ用シートWHのワークWに対する取付位置に高精度を要求されなくなる。
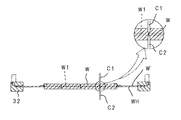
ワークホルダ用シートWHの縁部材4は、前記ワークホルダ用シートWHの縁に設けた縁体24と、移動装置2のクランパ32でワークWを間接的にクランプする本体34とを備えている。
この構成を採用すると、切断対象となるワークW厚が変化しても、クランパ32位置を変化させずにワークWを切断加工機1のテーブル面を基準面とするテーブルに摺接させることができる。
この形態では、移動装置2のクランパ32で解除可能にクランプすると共に上下一対の切断刃C1、C2両端部が環状板部W’の上方に臨む態様にして、ワークWを水平方向に所定ピッチ宛移動させてその上下一対の切断刃C1、C2でワークWと共にワークホルダ用シートWHを完全切断(フルカット)するようになっている。
この形態の場合には、前記する実施の形態と同様に端切れを作りだすことなくワークWを全幅に亘って碁盤目状にフルカットしてチップ状物を得た後、そのワークホルダ用シートWHは廃棄される。
尚、ワークWを水平に移動させて、ワークを90度水平方向に回動させる前、90度回動させた後にその切断刃C1、C2を作動させて切断すること前記する実施の形態と同様である。
また、図面では、ワークホルダ用シートWHをクランパ32で直接クランプした状態を示している。
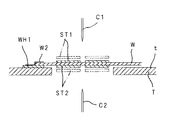
図20は、前記形態の切断加工機においてワーク当たり面である下ストリッパST2を、テーブルTを刳り貫いて下切断刃C2と独立して上下高さ制御可能に設けている。テーブルT上を所定ピッチ宛移動する際にワークホルダWH1との干渉を避けるべく、その下ストリッパST2を制御動させて、下位に位置させる。そしてワークカット時に下ストリッパST2をワークW裏面高さ位置まで制御動させて、上切断刃C1切り込み時の上切断刃C1によるワークWの押し下げを下ストリッパST2で防止し、そして下切断刃C2切り込み時の下切断刃C2によるワークWの押し上げをワークWの表面に接近または接触するように制御動させた上ストリッパST1で防止するように構成されている。
上切断刃C1をワークWから抜取る時まで上ストリッパST1はワークWの表面に接近または接触させ、下切断刃C2をワークWから抜取る時にも下ストリッパST2はワークWの裏面の高さ位置を維持されること前記形態と同じである。
尚、図20で示す実施の形態は、上下切断刃C1、C2を同時に切り込んだり、時間差をおいて切り込むものである。
WH:ワークホルダ用シート W:ワーク
W1:孔 W2:仮止手段(テープ)
C1、C2:上下切断刃 2:移動装置
32:クランパ T:テーブル
ST1:上ストリッパ ST2:ワーク当たり面(下ストリッパ)
3:インデックステーブル WM:マーク
5:マーク位置検出手段 4:縁部材
24:縁体 34:本体
W’:環状板部 WH1:ワークホルダ
t:テーブル面 D1:第1刃先検出手段
D2:第2刃先検出手段 61:セットポスト孔
51:セットポスト 31、41:ラム(上Z軸線ラム、下Z軸線ラム)
CH:カッターホルダ
Claims (9)
- ワークを着脱可能に支承するワークホルダと、該ワークホルダをクランプして所定ピッチずつ移動させる移動装置と、上切断刃と下切断刃を備えた切断加工機とを備え、該移動装置が前記ワークホルダを所定ピッチずつ移動させる度に前記上切断刃と前記下切断刃でワークをハーフカットする切断加工装置において、
前記切断加工機は、前記上切断刃の切り込み位置周囲でワークの表面に近接又は接触する上ストリッパと、当該上ストリッパと対応して前記ワークの裏面側の当たり面となる下ストリッパとを備え、
前記上ストリッパを前記上切断刃とは独立して上下高さ制御可能にすると共に、
前記ワークホルダをワークの厚さよりも薄肉なワークホルダ用シートで構成し、
前記ワークホルダ用シートは、ワークの外形と同形もしくはほぼ同形の孔を備え、前記ワークホルダ用シートの孔にワークを挿入して当該ワークを前記ワークホルダ用シートに仮止めし、前記上切断刃と前記下切断刃とでワークをハーフカットする際に前記上切断刃と前記下切断刃の両方が前記ワークホルダ用シートに接触しないように、前記ワークホルダ用シートをワーク厚の中途域に位置させており、
前記移動装置が前記ワークホルダ用シートをクランプして移動させる際に前記切断加工機のテーブル面にワーク裏面全面が摺接するように構成し、前記下ストリッパを前記切断加工機のテーブル面高さに固定していることを特徴とする切断加工装置。 - ワークを着脱可能に支承するワークホルダと、該ワークホルダをクランプして所定ピッチずつ移動させる移動装置と、上切断刃と下切断刃を備えた切断加工機とを備え、該移動装置が前記ワークホルダを所定ピッチずつ移動させる度に前記上切断刃と前記下切断刃とで分担してワークをフルカットする切断加工装置において、
前記切断加工機は、前記上切断刃の切り込み位置周囲でワークの表面に近接又は接触する上ストリッパと、当該上ストリッパと対応して前記ワークの裏面側の当たり面となる下ストリッパとを備え、
前記上ストリッパを前記上切断刃とは独立して上下高さ制御可能にすると共に、
前記ワークホルダをワークの厚さよりも薄肉なワークホルダ用シートで構成し、
前記ワークホルダ用シートは、ワークの外形と同形もしくはほぼ同形の孔を備え、前記ワークホルダ用シートの孔にワークを挿入して当該ワークを前記ワークホルダ用シートに仮止めし、前記上切断刃と前記下切断刃とで分担してワークをフルカットし、
前記移動装置が前記ワークホルダ用シートをクランプして移動させる際に前記切断加工機のテーブル面にワーク裏面全面が摺接するように構成し、前記下ストリッパを前記切断加工機のテーブル面高さに固定していることを特徴とする切断加工装置。 - 前記切断加工機は、ワークに所定間隔をおいて付されているマークを検出するマーク位置検出手段を具備し、
前記移動装置がワークを所定ピッチずつ移動させる度に、前記マークの位置ズレを前記マーク位置検出手段が検出し、前記移動装置を前記切断加工機への移動方向であるY軸線方向、θ方向またはY軸線方向、θ方向、X軸線方向に補正動可能に構成されていることを特徴とする請求項1又は2記載の切断加工装置。 - 前記移動装置のクランパまたはテーブル面を高さ調整可能に構成したことを特徴とする請求項1または2に記載の切断加工装置。
- 前記ワークホルダ用シートに縁部材を設け、該縁部材は、ワークホルダ用シートの縁に設けた縁体と、前記移動装置のクランパでワークが間接的にクランプされる本体と備え、前記本体に前記縁体を高さ調整可能に連結していることを特徴とする請求項1または2に記載の切断加工装置。
- 前記切断加工機のテーブル面または前記下ストリッパ表面もしくは前記テーブル面と前記下ストリッパ表面とを、加熱手段で加熱することを特徴とする請求項1又は2に記載の切断加工装置。
- 前記切断加工機は、カッターホルダに設けたセットポスト孔にZ軸線方向に制御動されるラムのセットポストを高精度嵌合してダイセットを構成していることを特徴とする請求項1又は2に記載の切断加工装置。
- 前記切断加工機は、前記上切断刃と前記下切断刃の刃先相互の刃幅方向の位置を検出する第1刃先検出手段を具備することを特徴とする請求項1又は2に記載の切断加工装置。
- 前記切断加工機は、前記上切断刃又は前記下切断刃の刃渡り方向の傾斜具合を検出する第2刃先検出手段を具備することを請求項1又は2に記載の切断加工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004380812A JP4780752B2 (ja) | 2004-12-28 | 2004-12-28 | 切断加工装置 |
| TW094146103A TW200635727A (en) | 2004-12-28 | 2005-12-23 | Method of cutting, cutting device, and work piece supporting structure used in the cutting device |
| KR1020050131829A KR101310693B1 (ko) | 2004-12-28 | 2005-12-28 | 절단가공장치 |
| CN2005101377913A CN1796062B (zh) | 2004-12-28 | 2005-12-28 | 切断加工方法、切断加工装置及用于该切断加工装置的工件支撑结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004380812A JP4780752B2 (ja) | 2004-12-28 | 2004-12-28 | 切断加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006181704A JP2006181704A (ja) | 2006-07-13 |
| JP4780752B2 true JP4780752B2 (ja) | 2011-09-28 |
Family
ID=36735172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004380812A Expired - Fee Related JP4780752B2 (ja) | 2004-12-28 | 2004-12-28 | 切断加工装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4780752B2 (ja) |
| KR (1) | KR101310693B1 (ja) |
| CN (1) | CN1796062B (ja) |
| TW (1) | TW200635727A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107042534A (zh) * | 2017-06-14 | 2017-08-15 | 苏州宇希新材料科技有限公司 | 一种建筑用保温板降尘切除装置 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007008258A1 (de) * | 2007-02-20 | 2008-08-21 | Heidelberger Druckmaschinen Ag | Nickbreaker |
| DE102007061427B4 (de) * | 2007-12-20 | 2009-11-12 | Airbus Deutschland Gmbh | Vorrichtung zum Zuschneiden und Handhaben eines im Wesentlichen flächenhaften Zuschnittes aus einem CFK-Halbzeug und Verfahren |
| JP5563752B2 (ja) * | 2008-06-26 | 2014-07-30 | 東京応化工業株式会社 | 塗布装置及び塗布方法 |
| JP5791926B2 (ja) * | 2011-03-16 | 2015-10-07 | 株式会社ミマキエンジニアリング | カッティング装置及びカットデータ生成プログラム |
| JP5197870B1 (ja) * | 2012-02-11 | 2013-05-15 | 株式会社メイク・ア・ボックス | 打抜機のバランス補正シートの作製方法、打抜機のバランス補正型、並びに打抜機のバランス補正方法、及び打抜機のバランス補正シート |
| CN102773547A (zh) * | 2012-07-23 | 2012-11-14 | 陈道宝 | 一种z型工件剪切机压紧装置 |
| ITMI20130113A1 (it) * | 2013-01-25 | 2014-07-26 | Comelz Spa | Dispositivo di trattenimento di materiali sintetici multistrati su tavoli di taglio e simili. |
| CN104608162B (zh) * | 2014-12-30 | 2016-08-17 | 东莞理工学院 | 一种数控卷料振动刀切割设备 |
| CN105690483A (zh) * | 2016-03-29 | 2016-06-22 | 江苏通用科技股份有限公司 | 具有裁切保护功能的成型机超声波裁刀装置 |
| CN105750614B (zh) * | 2016-04-25 | 2018-02-23 | 华中科技大学 | 一种脉冲电磁剪切装置 |
| CN110576215B (zh) * | 2018-07-23 | 2024-07-19 | 蓝思精密(泰州)有限公司 | 管材切割设备及切割方法 |
| CN109082875A (zh) * | 2018-10-26 | 2018-12-25 | 江苏四方纺线有限责任公司 | 一种纺织布料生产用裁边装置 |
| CN111778706B (zh) * | 2020-08-24 | 2022-03-18 | 安徽优优时尚科技有限公司 | 一种裁床布料用一体式导送裁剪装置 |
| CN112958821A (zh) * | 2021-02-04 | 2021-06-15 | 深圳德龙激光智能有限公司 | 一种电芯极耳裁切装置 |
| CN113172269B (zh) * | 2021-04-26 | 2023-12-19 | 江苏立讯机器人有限公司 | 一种裁切装置 |
| TR2021019144A2 (tr) * | 2021-12-06 | 2022-01-21 | Birim Makina Sanayi Ve Ticaret A S | Eksen kaçıklığı tespit sistemi |
| CN115383817B (zh) * | 2022-07-26 | 2024-12-06 | 杭州志恒链条制造有限公司 | 一种带固定塑料管的钢丝绳自动切断剥塑机 |
| CN115723260A (zh) * | 2022-10-28 | 2023-03-03 | 江苏维福特科技发展股份有限公司 | 一种蓝宝石多工位切割机 |
| CN116213818B (zh) * | 2023-03-02 | 2024-07-12 | 江苏新正创机械科技有限公司 | 一种冷弯型材端面几何角度的仿形剪切装置 |
| KR102575676B1 (ko) * | 2023-05-24 | 2023-09-06 | 권상현 | 시트지 절취장치 |
| CN119500875B (zh) * | 2025-01-15 | 2025-05-06 | 成都工业职业技术学院 | 一种智能化切边冲孔装置的控制方法 |
| CN119857880B (zh) * | 2025-03-24 | 2025-05-30 | 洛阳亚邦车辆附件有限公司 | 一种车架生产用切割装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55131425A (en) * | 1979-03-24 | 1980-10-13 | Murata Mach Ltd | Work processing in shearing machine |
| JP2608969B2 (ja) * | 1990-05-31 | 1997-05-14 | ユーエイチティー株式会社 | スルーホール成形におけるワーク制御方法 |
| CN1022550C (zh) * | 1990-09-01 | 1993-10-27 | 杭州橡胶总厂 | 轮胎胎面切割装置 |
| JPH04279229A (ja) * | 1991-03-05 | 1992-10-05 | Murata Mach Ltd | 板材加工機のワーク送り装置 |
| CN2141755Y (zh) * | 1992-12-10 | 1993-09-08 | 陈明湖 | 切断机 |
| US5542325A (en) * | 1994-08-30 | 1996-08-06 | Bane, Iii; Wiliam W. | Sheet cutting apparatus |
| JP3317875B2 (ja) * | 1997-05-29 | 2002-08-26 | 住友重機械工業株式会社 | 薄板シートの加工用保持装置及び保持方法 |
| JP3201516B2 (ja) * | 1997-07-18 | 2001-08-20 | ユーエイチティー株式会社 | 穿孔装置 |
| JP4654334B2 (ja) * | 2001-04-13 | 2011-03-16 | Uht株式会社 | ワークホルダへのワークの保持方法及びその装置 |
| JP2002326184A (ja) * | 2001-05-01 | 2002-11-12 | Kyodo Seiki:Kk | 断裁機 |
| JP2004034319A (ja) * | 2002-06-28 | 2004-02-05 | Uht Corp | 積層板の切断方法及びその切断方法に使用するハーフカット装置 |
-
2004
- 2004-12-28 JP JP2004380812A patent/JP4780752B2/ja not_active Expired - Fee Related
-
2005
- 2005-12-23 TW TW094146103A patent/TW200635727A/zh not_active IP Right Cessation
- 2005-12-28 KR KR1020050131829A patent/KR101310693B1/ko not_active Expired - Lifetime
- 2005-12-28 CN CN2005101377913A patent/CN1796062B/zh not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107042534A (zh) * | 2017-06-14 | 2017-08-15 | 苏州宇希新材料科技有限公司 | 一种建筑用保温板降尘切除装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006181704A (ja) | 2006-07-13 |
| CN1796062B (zh) | 2010-07-07 |
| KR20060079749A (ko) | 2006-07-06 |
| TW200635727A (en) | 2006-10-16 |
| TWI308516B (ja) | 2009-04-11 |
| KR101310693B1 (ko) | 2013-09-25 |
| CN1796062A (zh) | 2006-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4780752B2 (ja) | 切断加工装置 | |
| CN1042847C (zh) | 缝纫数据修改装置 | |
| JP5173885B2 (ja) | スクライブ装置及びスクライブ方法 | |
| TWI332423B (en) | Method and apparatus for machining work by cutting tool | |
| KR101123613B1 (ko) | 스크라이브 장치 및 스크라이브 방법 | |
| KR101786436B1 (ko) | 기판의 스크라이브 장치 | |
| CN101219519B (zh) | 用切削工具加工工件的方法和装置 | |
| US6334745B1 (en) | Apparatus and method for working double sided workpiece | |
| KR20040002757A (ko) | 적층판의 절단방법 및 그 절단방법에 사용하는 하프커트장치 | |
| CN120603143B (zh) | 一种双工位的电路板斜边机 | |
| JP2009073714A (ja) | ガラス基板の切断装置 | |
| CN202826098U (zh) | 裂片机 | |
| KR100509281B1 (ko) | 평판디스플레이의 이방전도성필름 및 구동칩 본딩장치 | |
| JP2006310438A (ja) | 電子部品用のエキスパンド装置 | |
| CN218642633U (zh) | 基板的切割装置 | |
| CN109732674A (zh) | 数码模切机及其多刀切割控制方法、系统 | |
| JP2004130342A (ja) | 板状体の両面加工装置 | |
| JP3890992B2 (ja) | マザーガラス基板の切断用溝形成方法及びその装置 | |
| JP2003170419A (ja) | 基板分断方法および基板分断装置 | |
| JP3192536U (ja) | 基板のスクライブ装置 | |
| JPH07314390A (ja) | プリント基板のカッティング装置 | |
| CN220413846U (zh) | 一种裁剪机机头的行走机构 | |
| JP2008307602A (ja) | 製品搬出方法及び装置 | |
| KR200325972Y1 (ko) | 평판디스플레이의 이방전도성필름 및 구동칩 본딩장치 | |
| JP2008126323A (ja) | バイト加工方法及びバイト加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071130 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20071130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110607 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110704 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |