JP4635347B2 - 歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 - Google Patents
歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP4635347B2 JP4635347B2 JP2001028227A JP2001028227A JP4635347B2 JP 4635347 B2 JP4635347 B2 JP 4635347B2 JP 2001028227 A JP2001028227 A JP 2001028227A JP 2001028227 A JP2001028227 A JP 2001028227A JP 4635347 B2 JP4635347 B2 JP 4635347B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- coating
- baking
- strain relief
- relief annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- Chemical Treatment Of Metals (AREA)
Description
【発明の属する技術分野】
この発明は、変圧器や発電機、モーターの鉄心に利用される電磁鋼板に関し、特に歪取焼鈍後の磁気特性、および被膜密着性に優れた電磁鋼板の製造方法に関する。
【0002】
【従来の技術】
電磁鋼板は変圧器や発電機、モーターの鉄心材料として広く用いられている。省エネルギーの観点から、近年、このような電気機器のエネルギー損失を小さくすることが強く求められるようになってきた。そのため、優れた磁気特性( 鉄損) を有する電磁鋼板の二一ズが高まっている。
【0003】
鉄損を低減する方法としては、従来より、Siを含有させて電気抵抗を高める方法、鋼板板厚を低減する方法、磁化方向に磁化容易軸が近づくように結晶方位を制御する方法、鋼板に張力を与える方法がよく知られている。
【0004】
しかしながら、Siを過度に含有させると圧延が困難となるので限界がある。板厚を低減する方法も極端な製造コストの増大をもたらすので限界がある。また、結晶方位を制御する方法は、磁化方向に対し、結晶方位のばらつきが3°以内の製品がすでに得られており、これ以上の改善の余地は少なくなっている。鋼板に張力を与える方法は、例えば、現在市販されている多くの方向性電磁鋼板には、張力付与型のコーテイングが被成されており、さらなる張力向上による鉄損改善は望めない。
【0005】
これらとは別に特公昭52−24499号公報に開示されているように、鋼板金属表面と非金属被膜との界面の粗度を低減したり、特公平4−9041号公報、特公平5−87597号公報および特公平6−37694号公報に開示されているように、金属表面に特定の結晶方位の結晶を特に残存させるところの結晶方位強調処理を施して鉄損を改善する手法が提案され、鉄損が大幅に改善することが示された。しかし、これらの技術によって鉄損を低減するためには、鋼板に対し強い張力を与えることが不可欠であり、そのためには鋼板表面に張力被膜を存在させることが必要であった。すなわち、張力被膜が存在しない場合には、鋼板表面が平滑なため、逆に磁区幅の拡大が促進される結果となり、鉄損が大幅に増大する。
【0006】
これを解決する手段として、前述の特公昭52−24499号公報には、鋼板表面を化学研磨や電解研磨によって鏡面化し、さらに鋼板表面に金属薄メッキを施し鋼板表面の酸化や、さらに絶縁被膜を塗布焼付けた際の鋼板表面の劣化による磁気特性劣化を抑制する方法が提案されているが、金属メッキが張力を有する場合には絶縁被膜は焼き付け処理によって剥離しやすく、剥離を免れた場合であっても、歪取焼鈍によってメッキ層が鋼板内に拡散して効果を失うという欠点があった。
【0007】
特開昭62−103374号公報には、研磨により平滑に仕上げた鋼板表面にCVD,PVD法により各種酸化物、ほう化物、珪化物、りん化物、硫化物と地鉄との混合極薄層を形成しその上に絶縁性塗布焼き付け層を具備する電磁鋼板が開示されている。しかし、この製造方法においては、鋼板と絶縁層との密着性に優れているが、鋼板の鏡面平滑化効果が地鉄との混合極薄層の存在によって消去され、所望の磁気特性が得られず、工業化されるに至らなかった。
【0008】
特公昭56−4150号公報には、鋼板表面を化学研磨や電解研磨によって平均粗さRa;0.4μm以下の平滑面とし、さらにその上にセラミックス薄膜を施す方法が開示されている。しかし密着性のよいセラミックス被膜の形成方法として、化学蒸着、真空蒸着が必要で、成膜速度が遅く、工業生産には適合せず、工業化には至っていない。
【0009】
特開平3−47957号公報、特許第294465号公報、特許第294466号公報、特許第294467号公報、特許第294468号公報、特許第294469号公報、特許第294470号公報には、平滑化した地鉄表面に、もしくはその金属メッキ面に低圧プラズマ溶射法によって酸化物や珪化物を被成する方法が開示されているが、この方法によっては工業的な成膜速度は確保できるものの、液滴の付着による成膜であり、緻密な膜の形成は不可能で、成膜された表面も粗く摩擦により容易に剥離し、また大規模な減圧設備が必要となるため工業化には至っていない。
【0010】
一方、特開平2−243770号公報には、ゾルゲル法によってセラミックス被膜を形成する方法が開示されているが、有効な張力を与えられる膜厚を一度に塗布すると被膜の割れや剥離につながることから、複数回の塗布処理が必要であり、工業的には実施されていない。
【0011】
さらに特開平3−130376号公報にはゾルゲル法によりゲル膜を形成した後に絶縁被膜を形成する方法が開示されているが、ゾルゲル膜上には均一な被膜が被成できず、部分的な絶縁不良を生じる問題があった。また、特開平5−226134号公報には同じくゾルゲル法の改良特許が示されているが、剥離に関する問題は根本的には解決されていない。
【0012】
【発明が解決しようとする課題】
上述したように、最近の電磁鋼板の低鉄損技術の動向は鋼板表面を仕上げ焼鈍工程中やその後の処理で平滑化したり、結晶方位強調処理を施した後、鋼板表面に張力被膜を被成することが必要不可欠であるが、張力被膜は鋼板面に強い張力を及ぼすため鋼板面と張力被膜との界面に強いせん断応カが作用し必然的に被膜を剥離させる結果、張力付与も達成できず、磁気特性も劣化するという問題がある。
【0013】
一方、電磁鋼板は、需要家において、せん断などによる加工歪を除去する目的で800℃1時間程度の歪取り焼鈍が施される場合が多い。歪取り焼鈍後の密着性の確保は、製品板での密着性の確保よりさらに困難であり、従来技術では、絶縁被膜が付与された製品で密着性がある程度確保された場合でも、歪取り焼鈍後の密着性は劣悪となり、実用から程遠いレベルであった。これに対し、張力被膜の密着性確保のための種々の工夫がなされてきたが、密着性が良好な場合には、鋼板表面の磁気的な平滑効果が消失する矛盾があり、やはり磁気特性の劣化をもたらす結果となり、いまだに、このような技術のなかで工業的に製品化されたものはない。
【0014】
また鋼板表面に結晶方位強調処理を施す場合には張力被膜の密着性は平滑化処理の場合より、この矛盾は多少緩和されるが、それでも本来あるべき密着性には程遠く、十分な磁気特性が得られていない。
【0015】
【課題を解決するための手段】
以下、この発明の開発経緯について説明する。
発明者らは、上記技術について検討した結果、鋼板上に
(1)金属結合基を有する有機金属化合物を含有する塗液を塗布し、
(2)かつ、焼付けガス雰囲気を特定の酸素分圧の雰囲気として焼付けの一部あるいは全部を行うことにより、歪取焼鈍後の磁気特性および被膜密着性に極めて優れた電磁鋼板が得られることを知見した。
【0016】
すなわち本発明は、金属結合基を有する有機金属化合物を含有する塗液を鋼板上に塗布し、焼付け到達鋼板温度260℃以上1100℃未満として焼付けを行う焼付け処理中に、鋼板温度が200℃以上800℃以下、酸素分圧PO2≧2×10-5atmの雰囲気とする酸化処理を行うことを特徴とする電磁鋼板の製造方法を提供し、歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法を提供する。
また、前記金属結合基を有する有機金属化合物がシランカップリング剤である製造方法、さらに、前記焼付け処理後に、焼成後に張力被膜となる物質を含む物質を鋼板に塗布し、さらに焼付けて張力被膜を形成する製造方法を提供する。
【0017】
以下に本発明を詳細に説明する。
本発明方法は、金属結合基を有する有機金属化合物を鋼板上に塗布し、特定酸素雰囲気で焼付ける工程を有することを1つの特徴とする。
【0018】
金属結合基とは、加水分解によって地鉄(Fe)とM−O−Fe型の結合を生じる官能基であって、金属結合基の例示には、アルコキシル基、その加水分解基、アセトキシ基等のアシル基、メトキシカルボニル基等の低級アルコキシカルボニル基およびクロル基等のハロゲン基からなる群より選択される1種または2種以上が挙げられる。金属Mは該有機金属化合物に含まれる金属元素であってAl、Fe、Si、TiおよびZr等の金属元素からなる群より選択される1種または2種以上が挙げられる。後述のように安定した結合とするためには商品としてシランカップリング剤あるいは、そのオリゴマーとして市販されてもいる金属MがSiである有機金属化合物を用いることが好ましい。
【0019】
本発明に用いる塗液に含まれる化合物としては、上述の金属結合基を持つ有機金属化合物であれば、特に限定されないが、ビニルトリクロルシラン、アミノアルキルトリアルコキシシラン、γ- メタクリロキシアルキルアルコキシシラン、グリシドキシアルキルトリアルコキシシラン、メルカプトアルキルトリアルコキシシラン等のシランカップリング剤、これらと同じ基を有し、かつハロゲン基とチタンを有するチタネートカップリング剤、トリアルコールアミンチタネート等が挙げられる。これらの一種を用いてもよいし、二種以上を用いてもよい。
【0020】
本発明に用いる塗液としては、上述の金属結合基を有する有機金属化合物を含む液体のいずれもが適合し、該化合物をアルコールやトルエンなど公知の有機溶媒や水で希釈したものが塗布性などの点において有利である。また、この塗液に、耐食性や絶縁性を向上させるための助剤として、クロム酸、ホウ酸など塗液に溶解可能な酸化物や、リン酸アルミニウム、リン酸マグネシウム、リン酸カリウム、リン酸ナトリウムなどの金属のリン酸塩、重クロム酸マグネシウム、重クロム酸カリウム塩などの金属のクロム酸塩、ホウ酸アルミニウム、ホウ酸マグネシウム、ホウ酸リチウムなどのホウ酸塩、あるいはポリビニルアルコール等の有機高分子化合物等を適宜添加することができる。
【0021】
塗布方法はスプレー法やロール法など公知の方法が適用できる。化合物はアルコール、酢酸エチルやトルエンなど適当な有機溶媒や水で希釈して、塗布性、均一性を向上させることができる。被膜密着性の観点から塗布量は乾燥または焼付け後(張力皮膜の焼付けは含まない)に片面あたり0.1g/m2 から10.0g/m2 に調整することが望ましい。酸化処理を含む焼付け処理被膜の乾燥または焼付け後の層の厚さは、1.0μm未満が好ましい。
【0022】
本発明における上記塗液の焼付け方法としては、鋼板温度が200℃以上800℃以下であって、かつ、特定の酸素分圧雰囲気中にて行う「酸化処理」を焼付け処理の一部あるいは全部にて行うものである。本酸化処理により被膜の密着性、 特に歪取焼鈍後の密着性が極めて向上するが、これは焼付け処理中(酸化処理を含む焼付けや張力皮膜の焼付けも含む)あるいは歪取焼鈍中に被膜−地鉄界面に極めて均一な地鉄と塗液中の金属元素との複合酸化物、特にFe2 SiO4 が生成するためである。
本発明の「酸化処理」での鋼板温度が200℃未満では、密着性向上の効果が小さい、あるいは、効果を得るために極めて長時間の焼付けが必要となり、現実的ではなく、800℃を超えると、地鉄の酸化量が大きくなり、密着性が劣る。また、地鉄と塗液中の金属元素との複合酸化物、特にFe2 SiO4 も生成しないことから、本発明の「酸化処理」の鋼板温度は200℃以上800℃以下とする、好ましくは250℃以上600℃以下とする。
【0023】
具体的には、例えば、電磁鋼板に上記塗液をロールコーターで塗布した後、昇温過程において鋼板温度が室温から200℃となるまでを大気中にて行い、200℃から400℃までを0.1atm酸素−0.9atm窒素の雰囲気とし「酸化処理」を行い、400℃以上900℃までを1atm窒素、900℃にて30秒の均熱処理を1atm窒素雰囲気にて行った後、900℃から室温までの冷却過程を1atm窒素にて行う。このような「酸化処理」を含む焼付け処理を施すことにより、焼付け後(張力皮膜の焼付けも含む)あるいは歪取焼鈍後の鋼板表面および絶縁被膜の間に、極めて均一な厚みを有する地鉄と塗液中の金属元素との複合酸化物、特にFe2 SiO4 が形成され、磁気特性をほとんど劣化させることなく、被膜の密着性、とくに歪取焼鈍後の被膜密着性を著しく向上させることができる。
【0024】
「酸化処理」における酸素分圧PO2としては、PO2≧2×10-5atmとすることが必要で、2×10-5atm未満では、地鉄と塗液中の金属元素との複合酸化物、特にFe2 SiO4 の生成がほとんどなく、密着性向上の効果が小さい、あるいは、効果を得るために極めて長時間の焼付けが必要となり、現実的ではない。また、上限は特に限定しないが、大気圧を大きく越える酸素分圧では、効果が飽和するにもかかわらず、製造コストが極めて大きいものとなるので、好ましくは15atm以下、より好ましくは3atm以下が望ましい。
【0025】
焼付けにおける本発明の酸化処理以外の部分の雰囲気は特に限定しないが、窒素、アルゴンまたはこれらの混合雰囲気、またはPO2<2×10-5atmの酸素雰囲気等の非酸化性雰囲気あるいは、水素または含水素混合ガス等の還元性雰囲気とするのが好ましい。鋼板温度が800℃を超える部分で酸化性雰囲気とすることは地鉄と塗液中の金属元素との複合酸化物の生成を妨げ密着性を劣化させる傾向にあるので、できるだけ酸素分圧を小さくすることが望ましい。焼付け時の昇温中、 鋼板温度が200℃未満では、 塗布した状態の地鉄や被膜の酸化はほとんど起こらないため200℃未満の雰囲気は特に限定しない。本発明の酸化処理は焼付け処理の一部で行ってもよく、全体で行ってもよい。一部で行うときは数回にわたって行うこともできるが、好ましくは焼付けの昇温過程の間に本発明の酸化処理を行う。
焼付け到達鋼板温度は、200℃以下では被膜に吸湿性があり、1100℃以上では被膜密着性が若干劣化する。
【0026】
本発明では、上述のようにして形成した酸化被膜の上にさらに、張力被膜を形成することもできる。張力被膜を形成するための原料は、特に限定されないが、従来公知の原材料をそれぞれの特性を生かして用いることができる。以下に例示する原料をそのまま、または原料の溶液、分散液として用いることができる。
例えば、金属酸化物、金属酸化物の水和物、金属水酸化物、シュウ酸塩、炭酸塩、硝酸塩、硫酸塩、あるいはこれらの複合体など、焼付け後にセラミックスとなる粒子を含むものである。
また、セラミックスの材質は特に限定されないが、酸化アルミニウム、酸化珪素、酸化チタン、コーディエライト、ムライト、スピネル、酸化ジルコニウムなどが好適に用いられる。これらは、無機溶液、有機溶液、無機有機複合溶液として用いられることが多い。さらに焼付け後にガラス質となる、リン酸マグネシウム−クロム酸−コロイダルシリカを主成分とする液、リン酸アルミニウム−クロム酸−コロイダルシリカを主成分とする液も好適である。また、酸化アルミニウム−酸化ほう素複合被膜またはほう酸アルミニウム質被膜が得られるアルミナゾルとほう酸とを含む微粒子分散液等も好適である。
【0027】
張力被膜の形成は、焼付け後に張力被膜となる上記の物質を含む水スラリーもしくは水溶液を鋼板に塗布して焼き付ける。このときの焼付け鋼板温度は400℃未満では張力効果がなく、1100℃以上では密着性が劣化するので、400℃以上1100℃未満が望ましい。張力被膜の焼付け時の雰囲気は特に限定されず、大気中等、酸化性雰囲気、窒素、アルゴン等の非酸化性雰囲気、水素等の還元性雰囲気を用いることができる。張力被膜の厚みは1.0−5.0μmが好ましい。
【0028】
本発明の酸化処理で使用される鋼板については、公知の任意の電磁鋼板、いわゆる一方向性電磁鋼板、二方向性電磁鋼板、無方向性電磁鋼板を用いることができる。本発明の効果が最も大きいのは、フォルステライトの生成を抑止した一方向性電磁鋼板を用いる場合である。
フォルステライトの生成を抑止した一方向性電磁鋼板は焼鈍分離剤にアルミナを主剤とする分離剤やMgOに塩化物を配合したものなどを用いる公知の方法で作成できるが、可能な限り表面は平滑な性状が好ましい。また、出発素材として、地鉄が一部に露出していればフォルステライトが少量残存するものや、残存したフォルステライトを酸洗や研磨等によって除去したものも用いることができる。この段階までに溝を形成する手法などで磁区細分化処理を施した鋼板は低鉄損化のために好適に用いられる。また、溝形成によらず、歪や微細粒形成など任意の磁区細分化手段の併用が可能である。さらに、引き続き、酸洗、化学研磨、電解研磨などにより平滑化、より好ましくは平均粗さRa0.4μm以下として鉄損低減を行うことや、ハロゲン化合物の水溶液中で電解を行う結晶方位強調処理により磁気特性の向上を行うことも可能である。
【0029】
【実施例】
(実施例1)
MgOを主とする分離剤を塗布し、2次再結晶焼鈍した板厚0.22mmの一方向性電磁鋼板のフォルステライト被膜を酸洗により除去し、さらに硫酸とクロム酸混液による電解研磨により鋼板表面の平均粗度が0.10μm程度となるまで平滑化処理をほどこした。この鋼板に金属結合基を有する有機金属化合物としてエトキシ基を有するアミノプロピルトリエトキシシランを有する水溶液をロールコーターにて塗布して、室温から400℃までを0.2atm酸素−0.8atm窒素の雰囲気で「酸化処理」を施し、つづいて、400℃から700℃まで1atm窒素雰囲気で昇温し、700℃にて10秒1atm窒素中にて均熱処理した後、1atm窒素雰囲気中にて室温まで冷却して焼付け、片面あたり1g/m2 の被膜を被成した。
さらに、リン酸マグネシウム−クロム酸−コロイダルシリカより成る水溶液を塗布し、800℃にて焼付けて張力被膜を被成した。得られた成品の800℃×1hrの歪取焼鈍後の磁気特性は鉄損W17/50=0.65W/ kg、被膜剥離曲げ径は10mmΦであった。歪取焼鈍後の成品のX線回析による分析の結果、Fe2 SiO4 が認められた。
【0030】
(実施例2)
2.0%Siを含有するスラブを熱間圧延、冷間圧延、連続焼鈍し、板厚0.5mmの無方向性電磁鋼板を得た後に、金属結合基を有する有機金属化合物としてエトキシ基を有するアミノプロピルトリエトキシシラン20質量%、ほう酸を1質量%、クロム酸を5質量%、コロイダルシリカを5質量%を有する水溶液をコーターにて塗布し、室温から昇温していき200℃から350℃までを0.001atm酸素−0.8atmアルゴンを有する雰囲気中にて昇温し、30秒の均熱の後同一雰囲気中にて冷却する焼付け処理を施した。得られた成品の750℃×2hrの歪取焼鈍後の磁気特性は鉄損W15/50 =2.9W/ kg、被膜剥離曲げ径は20mmΦであった。歪取焼鈍後の成品のX線回析による分析の結果、Fe2 SiO4 が認められた。
【0031】
(比較例1)
MgOを主とする分離剤を塗布し、2次再結晶焼鈍した板厚0.22mmの一方向性電磁鋼板のフォルステライト被膜を酸洗により除去し、さらに硫酸とクロム酸混液による電解研磨により鋼板表面の平均粗度が0.10μm程度となるまで平滑化処理をほどこした。この鋼板に金属結合基を有する有機金属化合物としてエトキシ基を有するアミノプロピルトリエトキシシランを有する水溶液をロールコーターにて塗布して、室温から700℃まで1atm窒素雰囲気で昇温し、700℃にて10秒間1atm窒素雰囲気中にて均熱処理した後、1atm窒素雰囲気中にて室温まで冷却して焼付け、片面あたり1 g/m2 の被膜を被成した。さらに、リン酸マグネシウム−クロム酸−コロイダルシリカより成る水溶液を塗布し、800℃にて焼付けて張力被膜を被成した。得られた成品の800℃×1hrの歪取焼鈍後の磁気特性は鉄損W17/50=0.82W/kgで被膜剥離曲げ径は70mmΦであった。歪取焼鈍後の成品のX線回析による分析の結果、Fe2SiO4の存在は認められなかった。
【0032】
(比較例2)
2.0%Siを含有するスラブを熱間圧延、冷間圧延、連続焼鈍し、板厚0.5mmの無方向性電磁鋼板を得た後に、金属結合基を有する有機金属化合物としてエトキシ基を有するアミノプロピルトリエトキシシラン20質量%、ほう酸を1質量%、クロム酸を5質量%、コロイダルシリカを5質量%を有する水溶液をコーターにて塗布し、室温から350℃まで0.8atmアルゴン雰囲気中にて昇温し、同一雰囲気中にて冷却する焼付け処理をほどこした。得られた成品の750℃×2hrの歪取焼鈍後の磁気特性は鉄損W15/50 =3.5W/ kg、被膜剥離曲げ径は50mmφであった。歪取焼鈍後の成品のX線回析による分析の結果、Fe2 SiO4 の存在は認められなかった。
【0033】
(実施例、比較例)
MgOに1重量%のNaClを添加した分離剤を塗布し、2次再結晶焼鈍したフォルステライトの生成を抑止した板厚0.22mmの一方向性電磁鋼板に表1記載の化合物のトルエン希釈液をロールコーターにて塗布して、表1記載の焼付け処理をほどこして、片面あたり1g/m2 の被膜を被成した。さらに、リン酸マグネシウム−クロム酸−コロイダルシリカより成る水溶液を塗布し、850℃にて焼付けた。800℃×1hrの歪取焼鈍後の得られた成品の磁気特性および被膜剥離曲げ径を表1に示した。また、歪取焼鈍後の成品のX線回折による分析を行いFe2 SiO4 の有無を調べた結果をあわせて表1に示す。
【0034】
【表1】
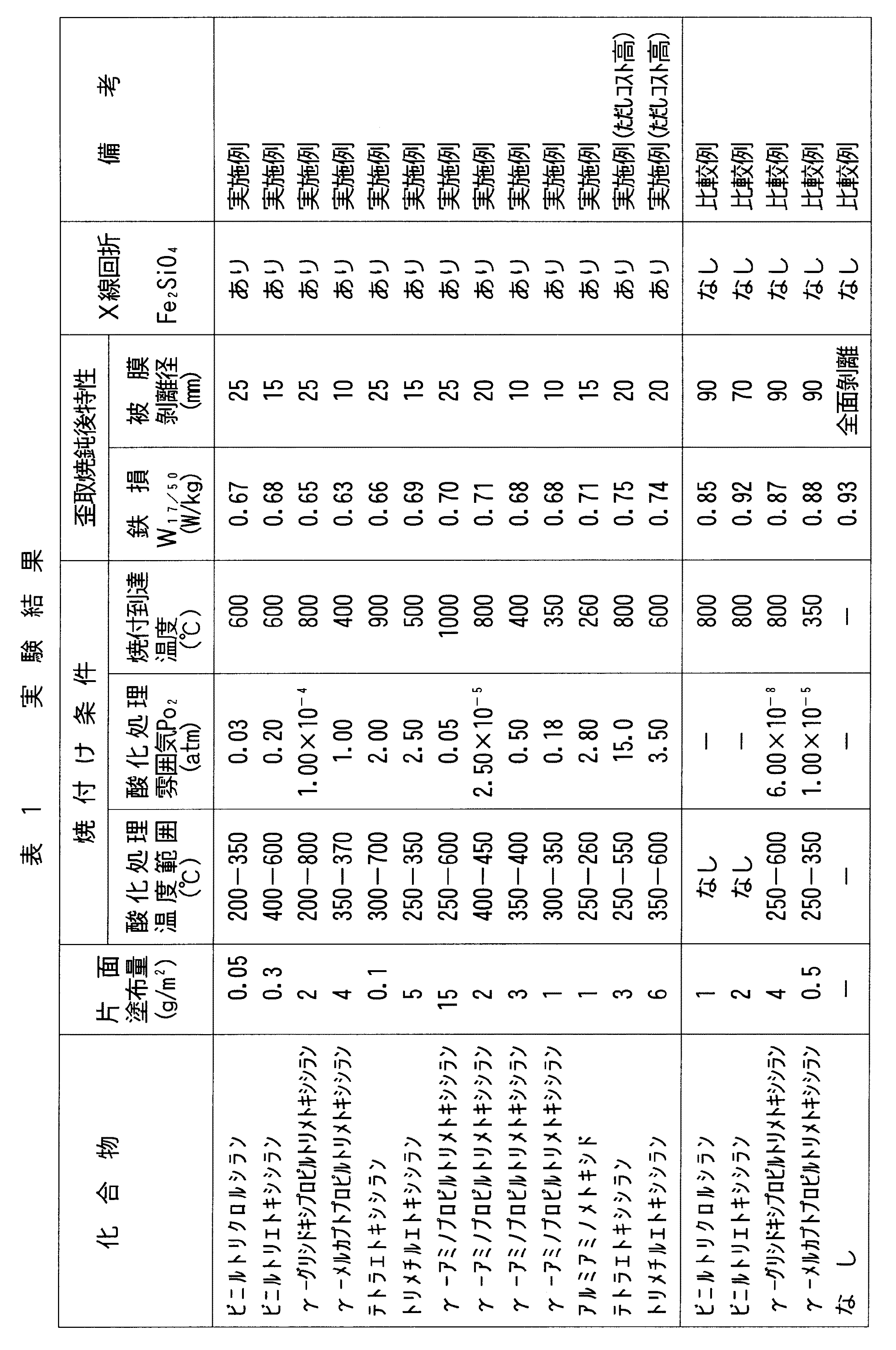
本発明の測定は、以下の条件で行った。
1)被膜剥離曲げ径:被膜密着性の評価方法で鋼板を種々の径に曲げ、被膜剥離が生じなかった最小の径(直径)を測定した。
2)磁気特性:方向性電磁鋼板は、50Hzの周波数で、最大1.7Tに磁化したときの鉄損W17/50 にて、無方向性電磁鋼板は、50Hzの周波数で、最大1.5Tに磁化したときの鉄損W15/50 にて評価した。
【0036】
【発明の効果】
この発明は、鋼板上に
(1) 金属結合基を有する有機金属化合物を含有する塗液を塗布し、
(2) かつ、焼付けガス雰囲気を特定の酸素分圧の雰囲気として焼付けの一部あるいは全部を行うことにより、簡易な工程で、歪取焼鈍後の磁気特性および被膜密着性に極めて優れた電磁鋼板を製造することができる。
Claims (3)
- 金属結合基を有する有機金属化合物を含有する塗液を鋼板上に塗布し、焼付け到達鋼板温度260℃以上1100℃未満として焼付けを行う焼付け処理中に、鋼板温度が200℃以上800℃以下、酸素分圧PO2≧2×10-5atmの雰囲気とする酸化処理を行うことを特徴とする歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法。
- 前記金属結合基を有する有機金属化合物がシランカップリング剤であることを特徴とする請求項1に記載の歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法。
- 前記焼付け処理後に、焼成後に張力被膜となる物質を含む物質を鋼板に塗布し、さらに焼付けて、張力被膜を形成することを特徴とする請求項1または2に記載の歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001028227A JP4635347B2 (ja) | 2001-02-05 | 2001-02-05 | 歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001028227A JP4635347B2 (ja) | 2001-02-05 | 2001-02-05 | 歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002235118A JP2002235118A (ja) | 2002-08-23 |
| JP4635347B2 true JP4635347B2 (ja) | 2011-02-23 |
Family
ID=18892766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001028227A Expired - Fee Related JP4635347B2 (ja) | 2001-02-05 | 2001-02-05 | 歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635347B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023112421A1 (ja) | 2021-12-14 | 2023-06-22 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6003507B2 (ja) * | 2012-10-05 | 2016-10-05 | Jfeスチール株式会社 | 絶縁被膜付き電磁鋼板 |
| WO2015079633A1 (ja) * | 2013-11-28 | 2015-06-04 | Jfeスチール株式会社 | 絶縁被膜付き電磁鋼板 |
| JPWO2025170056A1 (ja) * | 2024-02-09 | 2025-08-14 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6250483A (ja) * | 1985-08-30 | 1987-03-05 | Sumitomo Metal Ind Ltd | 耐焼付性、打抜性に優れた電磁鋼板 |
| JP2802402B2 (ja) * | 1990-02-20 | 1998-09-24 | 株式会社神戸製鋼所 | 打抜性及び密着性にすぐれた絶縁被膜を有する電磁鋼板の製造方法 |
| JP3370235B2 (ja) * | 1996-07-30 | 2003-01-27 | 川崎製鉄株式会社 | 耐食性に優れた歪取り焼鈍が可能なクロム化合物を含まない絶縁被膜を電磁鋼板の表面に形成する方法 |
-
2001
- 2001-02-05 JP JP2001028227A patent/JP4635347B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023112421A1 (ja) | 2021-12-14 | 2023-06-22 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002235118A (ja) | 2002-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2664337B2 (ja) | 一方向性珪素鋼板の絶縁皮膜形成方法 | |
| JP2962715B2 (ja) | 電磁鋼板の絶縁皮膜形成方法 | |
| JP3930696B2 (ja) | 張力付与性絶縁皮膜の皮膜密着性に優れる一方向性珪素鋼板とその製造方法 | |
| JP4635347B2 (ja) | 歪取焼鈍後の磁気特性および被膜密着性に優れた電磁鋼板の製造方法 | |
| JPH0665754A (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| JP4018878B2 (ja) | 方向性電磁鋼板の絶縁被膜形成方法 | |
| JP3172025B2 (ja) | 密着性良好な一方向性珪素鋼板の絶縁皮膜形成方法 | |
| JP3921199B2 (ja) | 張力付与性絶縁皮膜の皮膜密着性に優れる一方向性珪素鋼板の製造方法 | |
| JPH03130376A (ja) | 磁気特性の極めて良好な一方向性けい素鋼板の製造方法 | |
| JP4479047B2 (ja) | 極めて鉄損の低い一方向性電磁鋼板の製造方法 | |
| JP4192356B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP4044781B2 (ja) | 張力付与性絶縁皮膜密着性に優れる一方向性珪素鋼板とその製造方法 | |
| EP0985743B1 (en) | Method of forming an insulating film on a magnetic steel sheet | |
| JP4479046B2 (ja) | 極めて低い鉄損を有し、絶縁特性に優れた一方向性電磁鋼板の製造方法 | |
| JP2667098B2 (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| JP4500005B2 (ja) | 張力付与特性に優れた絶縁被膜を有する方向性電磁鋼板の製造方法及びその方法によって製造された方向性電磁鋼板 | |
| JPH10306380A (ja) | 低鉄損一方向性珪素鋼板の製造方法 | |
| JP4300604B2 (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法 | |
| JPH06287765A (ja) | 方向性電磁鋼板の張力被膜形成方法 | |
| JP4025514B2 (ja) | 磁気特性と皮膜密着性に優れる一方向性珪素鋼板の絶縁皮膜形成方法 | |
| JP3148092B2 (ja) | 鉄損の低い鏡面方向性電磁鋼板の製造方法 | |
| JP2627083B2 (ja) | 低鉄損一方向性珪素鋼板の製造方法 | |
| JP3279450B2 (ja) | 絶縁被膜が表面に形成されている方向性電磁鋼板 | |
| JPH11181576A (ja) | 被膜密着性がよく鉄損値が極めて低い方向性電磁鋼板 およびその製造方法 | |
| JPH11236682A (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |