JP4498862B2 - 塗布方法及び塗布装置 - Google Patents
塗布方法及び塗布装置 Download PDFInfo
- Publication number
- JP4498862B2 JP4498862B2 JP2004257052A JP2004257052A JP4498862B2 JP 4498862 B2 JP4498862 B2 JP 4498862B2 JP 2004257052 A JP2004257052 A JP 2004257052A JP 2004257052 A JP2004257052 A JP 2004257052A JP 4498862 B2 JP4498862 B2 JP 4498862B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- coating
- nozzle
- unit
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Description
上記の構成においては、塗布ノズルをステージ上に設定された塗布開始位置まで下降させる際に、昇降部と下降制御部との働きによって本発明の塗布方法を実施することができる。好適な一態様によれば、昇降部が、塗布ノズルの一方の端部と他方の端部とにそれぞれ接続された第1および第2の昇降駆動部と、塗布ノズルの一方の端部と他方の端部とを独立に案内する第1および第2の案内部とを有する。また、好ましくは、塗布処理に先立ち塗布ノズルの下端部に処理液の液膜を付けるプライミング処理部を設けてよい。
本発明の第3の塗布装置は、被処理基板に処理液を塗布する塗布装置であって、被処理基板をほぼ水平に載置するステージと、前記基板上に処理液を塗布するために前記ステージ上の基板の上面に向けて処理液を吐出する長尺型の塗布ノズルと、前記塗布ノズルをその長手方向と直交する水平方向で前記ステージに対して相対的に移動させる水平移動部と、前記塗布ノズルを鉛直方向で前記ステージに対して相対的に移動させる昇降部と、塗布処理に先立ち前記塗布ノズルの下端部に処理液の液膜を付けるプライミング処理部とを有し、前記塗布ノズルの長手方向における一方の端部を先に前記ステージ上の基板に対する塗布開始の高さ位置まで下ろして前記一方の端部の下端部に付いている処理液膜を基板に付着させ、その後、遅れて前記塗布ノズルの長手方向における他方の端部を塗布開始位置の高さ位置まで下ろすことにより、前記着液により生じた基板上のぬれの勢いで前記塗布ノズルの長手方向における他方の端部に向かって広がり、前記塗布ノズルと前記基板間のギャップを隙間なく塞ぐ液膜を前記一方の端部から前記他方の端部まで連続的に形成する。
好適な一態様として、プライミング処理部は、塗布ノズルの長手方向に延びる円筒状または円柱状のローラを有し、塗布ノズルの吐出口をローラと対向する位置まで近接させ、塗布ノズルが処理液吐出動作を開始してから一定の遅延時間後にローラの回転動作を開始させる。また、塗布ノズルの長手方向と直交する水平方向において、塗布ノズルを固定して、基板をステージ上で移動させる構成も可能である。
28 塗布プロセス部
82 レジスト塗布ユニット(CT)
118 ステージ
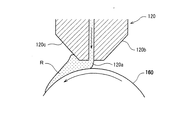
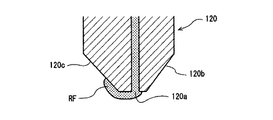
120 レジストノズル
122 塗布処理部
124 ノズル待機部
132 レジスト液供給部
134 水平移動機構
135 昇降機構
135A 左Z軸機構
135B 右Z軸機構
148 プライミング洗浄部
160 プライミングローラ
166 制御部
174 リフトピン
176 吸引口
Claims (9)
- ほぼ水平な被処理基板と長尺型の塗布ノズルの下端面に設けられた吐出口との間に所望の微小なギャップを設定し、前記塗布ノズルをノズル長手方向とほぼ直交する水平方向に相対的に移動させて、前記基板上に前記処理液を塗布する塗布方法であって、
塗布処理に先立ち前記塗布ノズルの下端部に処理液の液膜を付ける第1の工程と、
前記第1の工程の後に塗布開始位置で前記塗布ノズルを前記基板の上方から前記塗布ノズルの吐出口と前記基板との間に前記ギャップが形成される高さ位置まで下降させる第2の工程と
を有し、
前記第2の工程で、前記塗布ノズルの長手方向における一方の端部と他方の端部との間で前記高さ位置まで下りるタイミングを前記一方の端部よりも前記他方の端部が遅れるようにずらし、前記塗布ノズルの下端部の液膜を先に下りた前記一方の端部側から後に下りた前記他方の端部側に向かって連続的に前記基板に付着させる塗布方法。 - 前記第1の工程が、前記塗布ノズルの長手方向に延びる円筒状または円柱状のローラの頂上部付近に微小なギャップを介して前記塗布ノズルの吐出口から処理液を吐出させ、前記吐出口から出た処理液が前記塗布ノズルの背面側に回り込む方向に前記ローラを回転させる請求項1に記載の塗布方法。
- 被処理基板をほぼ水平に載置するステージと、
前記基板上に処理液を塗布するために前記ステージ上の基板に対して上方から処理液を吐出する長尺型の塗布ノズルと、
前記塗布ノズルをその長手方向と直交する水平方向で前記ステージに対して相対的に移動させる水平移動部と、
前記塗布ノズルを鉛直方向で前記ステージに対して相対的に移動させる昇降部と、
前記塗布ノズルの長手方向における一方の端部と他方の端部との間で所定の高さ位置まで下りるタイミングを独立的に制御する下降制御部と
を有し、
前記下降制御部が、前記塗布ノズルの一方の端部と他方の端部との間で前記高さ位置まで下りるタイミングを前記一方の端部よりも前記他方の端部が遅れるようにずらすことを特徴とする塗布装置。 - 前記昇降部が、
前記塗布ノズルの一方の端部と他方の端部とにそれぞれ接続された第1および第2の昇降駆動部と、
前記塗布ノズルの一方の端部と他方の端部とを独立に案内する第1および2の案内部と
を有する請求項3に記載の塗布装置。 - 塗布処理に先立ち前記塗布ノズルの下端部に処理液の液膜を付けるプライミング処理部を有する請求項3または請求項4に記載の塗布装置。
- 被処理基板に処理液を塗布する塗布装置であって、
被処理基板をほぼ水平に載置するステージと、
前記基板上に処理液を塗布するために前記ステージ上の基板の上面に向けて処理液を吐出する長尺型の塗布ノズルと、
前記塗布ノズルをその長手方向と直交する水平方向で前記ステージに対して相対的に移動させる水平移動部と、
前記塗布ノズルを鉛直方向で前記ステージに対して相対的に移動させる昇降部と、
塗布処理に先立ち前記塗布ノズルの下端部に処理液の液膜を付けるプライミング処理部と、
前記塗布ノズルの長手方向における一方の端部を先に前記ステージ上の基板に対する塗布開始の高さ位置まで下ろして前記一方の端部の下端部に付いている処理液膜を基板に付着させ、その後、遅れて前記塗布ノズルの長手方向における他方の端部を塗布開始位置の高さ位置まで下ろすように制御する下降制御部と
を有する塗布装置。 - 被処理基板に処理液を塗布する塗布装置であって、
被処理基板をほぼ水平に載置するステージと、
前記基板上に処理液を塗布するために前記ステージ上の基板の上面に向けて処理液を吐出する長尺型の塗布ノズルと、
前記塗布ノズルをその長手方向と直交する水平方向で前記ステージに対して相対的に移動させる水平移動部と、
前記塗布ノズルを鉛直方向で前記ステージに対して相対的に移動させる昇降部と、
塗布処理に先立ち前記塗布ノズルの下端部に処理液の液膜を付けるプライミング処理部と
を有し、
前記塗布ノズルの長手方向における一方の端部を先に前記ステージ上の基板に対する塗布開始の高さ位置まで下ろして前記一方の端部の下端部に付いている処理液膜を基板に付着させ、その後、遅れて前記塗布ノズルの長手方向における他方の端部を塗布開始位置の高さ位置まで下ろすことにより、前記着液により生じた基板上のぬれの勢いで前記塗布ノズルの長手方向における他方の端部に向かって広がり、前記塗布ノズルと前記基板間のギャップを隙間なく塞ぐ液膜を前記一方の端部から前記他方の端部まで連続的に形成する塗布装置。 - 前記プライミング処理部は、前記塗布ノズルの長手方向に延びる円筒状または円柱状のローラを有し、前記塗布ノズルの吐出口を前記ローラと対向する位置まで近接させ、前記塗布ノズルが処理液吐出動作を開始してから一定の遅延時間後に前記ローラの回転動作を開始させる請求項5〜7のいずれか一項に記載の塗布装置。
- 前記塗布ノズルの長手方向と直交する水平方向において、前記塗布ノズルを固定して、前記基板を前記ステージ上で移動させる請求項3〜8のいずれか一項に記載の塗布装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004257052A JP4498862B2 (ja) | 2004-09-03 | 2004-09-03 | 塗布方法及び塗布装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004257052A JP4498862B2 (ja) | 2004-09-03 | 2004-09-03 | 塗布方法及び塗布装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006068673A JP2006068673A (ja) | 2006-03-16 |
| JP2006068673A5 JP2006068673A5 (ja) | 2006-11-02 |
| JP4498862B2 true JP4498862B2 (ja) | 2010-07-07 |
Family
ID=36149824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004257052A Expired - Fee Related JP4498862B2 (ja) | 2004-09-03 | 2004-09-03 | 塗布方法及び塗布装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4498862B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5246857B2 (ja) * | 2008-06-27 | 2013-07-24 | 東レエンジニアリング株式会社 | 塗布装置 |
| JP2011013321A (ja) * | 2009-06-30 | 2011-01-20 | Hoya Corp | フォトマスクブランクの製造方法、フォトマスクの製造方法及び塗布装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001276721A (ja) * | 2000-03-29 | 2001-10-09 | Konica Corp | 塗布方法 |
| JP2002001195A (ja) * | 2000-06-19 | 2002-01-08 | Toray Ind Inc | 塗布方法および塗布装置並びにカラーフィルタの製造方法およびその製造装置 |
| JP2002500097A (ja) * | 1998-01-09 | 2002-01-08 | エフエイスター、リミティド | 押出しヘッドを洗浄、プライミングするためのシステムおよび方法 |
| JP2004014607A (ja) * | 2002-06-04 | 2004-01-15 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61147234A (ja) * | 1984-12-20 | 1986-07-04 | Fujitsu Ltd | 偏光板のラミネ−ト方法 |
| JPH06339665A (ja) * | 1993-05-31 | 1994-12-13 | Yokohama Rubber Co Ltd:The | 壁面塗装工法 |
| JP3245813B2 (ja) * | 1996-11-27 | 2002-01-15 | 東京エレクトロン株式会社 | 塗布膜形成装置 |
-
2004
- 2004-09-03 JP JP2004257052A patent/JP4498862B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002500097A (ja) * | 1998-01-09 | 2002-01-08 | エフエイスター、リミティド | 押出しヘッドを洗浄、プライミングするためのシステムおよび方法 |
| JP2001276721A (ja) * | 2000-03-29 | 2001-10-09 | Konica Corp | 塗布方法 |
| JP2002001195A (ja) * | 2000-06-19 | 2002-01-08 | Toray Ind Inc | 塗布方法および塗布装置並びにカラーフィルタの製造方法およびその製造装置 |
| JP2004014607A (ja) * | 2002-06-04 | 2004-01-15 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006068673A (ja) | 2006-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4398786B2 (ja) | 塗布方法及び塗布装置 | |
| JP5430697B2 (ja) | 塗布方法及び塗布装置 | |
| JP4980644B2 (ja) | 塗布方法及び塗布装置 | |
| KR101052949B1 (ko) | 현상처리장치 및 현상처리방법 | |
| JP3808741B2 (ja) | 処理装置 | |
| US20090013927A1 (en) | Stage apparatus and coating treatment device | |
| JP4676359B2 (ja) | プライミング処理方法及びプライミング処理装置 | |
| JP4451385B2 (ja) | 塗布処理装置及び塗布処理方法 | |
| JP4071183B2 (ja) | 塗布方法及び塗布装置 | |
| JP4429825B2 (ja) | 基板処理装置 | |
| JP4247890B2 (ja) | 塗布ノズル及び塗布装置 | |
| JP3741655B2 (ja) | 液処理方法および液処理装置 | |
| KR20090031823A (ko) | 상압 건조장치 및 기판처리장치 및 기판처리방법 | |
| JP2007208140A (ja) | 塗布方法及び塗布装置及び塗布処理プログラム | |
| TW200537585A (en) | Coating film forming apparatus | |
| KR101067143B1 (ko) | 도포막형성 장치 및 도포막형성 방법 | |
| JP5208093B2 (ja) | 基板処理装置及び基板処理方法及び減圧乾燥装置 | |
| JP4422006B2 (ja) | 処理装置及び処理液供給方法及び処理液供給プログラム | |
| JP4804567B2 (ja) | 基板浮上装置 | |
| KR101568050B1 (ko) | 기판 처리 장치 | |
| JP2007173365A (ja) | 塗布乾燥処理システム及び塗布乾燥処理方法 | |
| JP4353530B2 (ja) | 基板処理方法及び基板処理装置 | |
| JP4498862B2 (ja) | 塗布方法及び塗布装置 | |
| KR20110066864A (ko) | 기판처리장치, 기판처리방법 및 이 기판처리방법을 실행시키기 위한 프로그램을 기록한 기록매체 | |
| JP4554303B2 (ja) | 塗布装置及び塗布方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060907 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100413 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100414 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4498862 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160423 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |