JP4464356B2 - 熱収縮性乳白フィルム、シュリンクラベル及びラベル付き容器 - Google Patents
熱収縮性乳白フィルム、シュリンクラベル及びラベル付き容器 Download PDFInfo
- Publication number
- JP4464356B2 JP4464356B2 JP2005505780A JP2005505780A JP4464356B2 JP 4464356 B2 JP4464356 B2 JP 4464356B2 JP 2005505780 A JP2005505780 A JP 2005505780A JP 2005505780 A JP2005505780 A JP 2005505780A JP 4464356 B2 JP4464356 B2 JP 4464356B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film
- heat
- white
- shrinkable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0041—Optical brightening agents, organic pigments
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/105—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/41—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/24868—Translucent outer layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24893—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
Description
本発明は、遮光性を有する熱収縮性乳白フィルム、該熱収縮性乳白フィルムから作製されたシュリンクラベル、及び該ラベルを容器本体に熱収縮により装着したラベル付き容器に関する。
ビール、清酒、ワイン等のアルコール飲料、緑茶、ビタミン入り飲料などは、光、特に380〜500nmの波長領域の光によって変色や変質が起こりやすい。このような光によって変質しやすい飲料等の容器として、遮光性を付与するために着色されたプラスチックボトルやガラス瓶が広く用いられている。しかし、これらの着色容器は、着色剤を含むため、使用済みの容器を回収・再利用する際に大きな障害となる。
従って、本発明の目的は、容器内容物の光による変色や変質を抑制でき、デザイン等の印刷が鮮明で、しかも容器内容物を見たときの印象に優れるラベル付き容器と、このようなラベル付き容器を作製する上で有用な熱収縮性乳白フィルム及びシュリンクラベルを提供することにある。
第1図は本発明のシュリンクラベルの一例を示す概略断面図である。
第2図は実施例2,3,4及び比較例1で得られた熱収縮性フィルムの光線透過率(透過度)を示すグラフである。
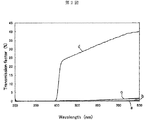
第3図は比較例3、実施例11〜13で得られた熱収縮性フィルムの光線透過率(透過度)を示すグラフである。
第4図は比較例7、実施例18〜22で得られた熱収縮性フィルムの光線透過率(透過度)を示すグラフである。
以下、本発明を、必要に応じて図面を参照しつつ詳細に説明する。本発明の熱収縮性乳白フィルムは、無彩色又は380〜500nmの波長帯域の光の透過を抑制する有彩色の中心層と白色の表裏層(表層及び裏層)とを有している。なお、表層とは容器へ装着したときに外面側となり、ラベルを作製する際にデザイン等の印刷を施す側の層を意味し、裏層とはラベルとした際の容器側の層を意味する。本発明の熱収縮性乳白フィルムでは、中心層が、無彩色であるか又は380〜500nmの波長帯域(紫外線域〜青緑色の可視光域)の光に対して遮光性を有しているため、ビタミン入り飲料やビール等の容器内容物の変色や変質を抑制又は防止できる。また、表層が白色であるため乳白色を呈し、ラベルを作製する際にデザイン等を鮮明に印刷することができる。さらに、裏層が白色であるため、該ラベルを容器に装着してラベル付き容器とした際、容器の口から内容物を見ると容器内の飲料等の内容物が本来の色が損なわれることなく自然に見える。熱収縮性乳白フィルムは、熱収縮性や美粧性、取扱性等を損なわない範囲で、前記中心層及び表裏層以外の層(透明な樹脂層、他の着色樹脂層、層間の接着性を向上させるための樹脂層など)を有していてもよい。
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。なお、以下の実施例中、実施例1、実施例2、実施例10、および実施例17については参考例として記載した。
スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、酸化チタン(TiO2)を60重量%含有したポリスチレン(GPPS)[商品名「SPSM−7G971」、住化カラー(株)製]マスターバッチを添加、混合して、表層及び裏層形成用のポリスチレン系樹脂組成物[酸化チタン/ポリスチレン系樹脂(重量比)=5/95]を調製した。また、スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、カーボンブラックを40重量%含有したポリスチレン(GPPS)[商品名「SPAB−851」、住化カラー(株)製]マスターバッチを添加、混合して、中心層形成用のポリスチレン系樹脂組成物[カーボンブラック/ポリスチレン系樹脂(重量比)=1/99]を調製した。これらの樹脂組成物をTダイを備えた押出機に供し、温度220℃で共押出しし、冷却ロールで冷却した後、長さ方向に1.2倍、幅方向に4倍延伸し、厚み50μm(層の厚みの比:表層/中心層/裏層=4/3/4)の3層構成の帯状の熱収縮性フィルムを作製した。
熱収縮性フィルムの層の厚みの比を表層/中心層/裏層=3/1/3の3層構成とした点以外は実施例1と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
表層及び裏層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/ポリスチレン系樹脂(重量比)=10/90としたこと以外は実施例2と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
表層及び裏層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/ポリスチレン系樹脂(重量比)=20/80としたこと以外は実施例2と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比をカーボンブラック/ポリスチレン系樹脂(重量比)=0.1/99.9としたこと以外は実施例4と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比をカーボンブラック/ポリスチレン系樹脂(重量比)=0.2/99.8としたこと以外は実施例4と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比をカーボンブラック/ポリスチレン系樹脂(重量比)=0/100としたこと以外は実施例2と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比をカーボンブラック/ポリスチレン系樹脂(重量比)=5/95としたこと以外は実施例2と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、酸化チタン(TiO2)を60重量%含有したポリスチレン(GPPS)[商品名「SPSM−7G971」、住化カラー(株)製]白色マスターバッチを添加、混合して、表層及び裏層形成用のポリスチレン系樹脂組成物[酸化チタン/ポリスチレン系樹脂(重量比)=20/80]を調製した。また、スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、前記白色マスターバッチ、及びカーボンブラックを40重量%含有したポリスチレン(GPPS)[商品名「SPAB−851」、住化カラー(株)製]マスターバッチを添加、混合して、中心層形成用のポリスチレン系樹脂組成物[酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/0.05/79.95]を調製した。これらの樹脂組成物をTダイを備えた押出機に供し、温度210℃で共押出しし、冷却ロールで冷却した後、長さ方向に1.2倍、幅方向に4倍延伸し、厚み50μm(層の厚みの比:表層/中心層/裏層=3/1/3)の3層構成の帯状の熱収縮性フィルムを作製した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/0.2/79.8としたこと以外は実施例7と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/1/79としたこと以外は実施例7と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/5/75としたこと以外は実施例7と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、酸化チタン(TiO2)を60重量%含有したポリスチレン(GPPS)[商品名「SPSM−7G971」、住化カラー(株)製]白色マスターバッチを添加、混合して、表層及び裏層形成用のポリスチレン系樹脂組成物[酸化チタン/ポリスチレン系樹脂(重量比)=24/76]を調製した。また、スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、前記白色マスターバッチ、及びカーボンブラックを40重量%含有したポリスチレン(GPPS)[商品名「SPAB−851」、住化カラー(株)製]マスターバッチを添加、混合して、中心層形成用のポリスチレン系樹脂組成物[酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/0.2/79.8]を調製した。これらの樹脂組成物をTダイを備えた押出機に供し、温度210℃で共押出しし、冷却ロールで冷却した後、長さ方向に1.2倍、幅方向に4倍延伸し、厚み50μm(層の厚みの比:表層/中心層/裏層=3/1/3)の3層構成の帯状の熱収縮性フィルムを作製した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/0.15/79.85としたこと以外は実施例11と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/0.1/79.9としたこと以外は実施例11と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=0/0/100としたこと以外は実施例11と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリスチレン系樹脂組成物の組成比を酸化チタン/カーボンブラック/ポリスチレン系樹脂(重量比)=20/10/70としたこと以外は実施例11と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
ポリエチレンテレフタレート系樹脂(PET樹脂)[商品名「Embrace」、イーストマンケミカル社製]に、酸化チタン(TiO2)を50重量%含有したPET樹脂[商品名「EPM−7670」、住化カラー(株)製]白色マスターバッチを添加、混合して、表層及び裏層形成用のポリエチレンテレフタレート樹脂組成物[酸化チタン/PET樹脂(重量比)=20/80]を調製した。また、PET樹脂[商品名「Embrace」、イーストマンケミカル社製]に、前記白色マスターバッチ、及びカーボンブラックを30重量%含有したPET樹脂[商品名「EPM−8400」、住化カラー(株)製]マスターバッチを添加、混合して、中心層形成用のポリエチレンテレフタレート樹脂組成物[酸化チタン/カーボンブラック/PET樹脂(重量比)=20/0.05/79.95]を調製した。これらの樹脂組成物をTダイを備えた押出機に供し、温度250℃で共押出しし、冷却ロールで冷却した後、幅方向に4.5倍延伸し、厚み50μm(層の厚みの比:表層/中心層/裏層=3/1/3)の3層構成の帯状の熱収縮性フィルムを作製した。
中心層形成用のポリエチレンテレフタレート樹脂組成物の組成比を酸化チタン/カーボンブラック/PET樹脂(重量比)=20/0.2/79.8としたこと以外は実施例14と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリエチレンテレフタレート樹脂組成物の組成比を酸化チタン/カーボンブラック/PET樹脂(重量比)=20/1/79としたこと以外は実施例14と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリエチレンテレフタレート樹脂組成物の組成比を酸化チタン/カーボンブラック/PET樹脂(重量比)=20/5/75としたこと以外は実施例14と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリエチレンテレフタレート樹脂組成物の組成比を酸化チタン/カーボンブラック/PET樹脂(重量比)=0/0/100としたこと以外は実施例14と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
中心層形成用のポリエチレンテレフタレート樹脂組成物の組成比を酸化チタン/カーボンブラック/PET樹脂(重量比)=0/5/95とし、裏層を設けなかったこと以外は実施例14と同様の操作を行って2層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、酸化チタン(TiO2)を60重量%含有したポリスチレン(GPPS)[商品名「SPSM−7G971」、住化カラー(株)製]マスターバッチを添加、混合して、表層及び裏層形成用のポリスチレン系樹脂組成物[酸化チタン/ポリスチレン系樹脂(重量比)=10/90]を調製した。また、スチレン−共役ジエンブロックコポリマー[商品名「クリアレン530L」、電気化学工業(株)製]に、該ポリマーに対し展着剤として0.5重量%の流動パラフィンを添加し、その後、赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系(アゾ系顔料)]を添加、混合して、中心層形成用のポリスチレン系樹脂組成物[赤顔料/ポリスチレン系樹脂(重量比)=0.5/99.5]を調製した。これらの樹脂組成物をTダイを備えた押出機に供し、温度220℃で共押出しし、冷却ロールで冷却した後、長さ方向に1.2倍、幅方向に4倍延伸し、厚み50μm(層の厚みの比:表層/中心層/裏層=2/1/2)の3層構成の帯状の熱収縮性フィルムを作製した。
赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系]の代わりに、黄顔料[商品名「SHPA−347」、住化カラー(株)製、無機系(クロムイエロー)]を用いて、中心層形成用のポリスチレン系樹脂組成物[黄顔料/ポリスチレン系樹脂(重量比)=1.0/99.0]を調製した点以外は実施例18と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系]の代わりに、茶顔料[商品名「SHPA−918」、住化カラー(株)製、無機系(ベンガラ)]を用いて、中心層形成用のポリスチレン系樹脂組成物[茶顔料/ポリスチレン系樹脂(重量比)=1.0/99.0]を調製した点以外は実施例18と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系]とともに白顔料[酸化チタン(TiO2)]を用いて、中心層形成用のポリスチレン系樹脂組成物[赤顔料/白顔料/ポリスチレン系樹脂(重量比)=0.5/5.0/94.5]を調製した点以外は実施例18と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系]の代わりに、茶顔料[商品名「SHPA−918」、住化カラー(株)製、無機系(ベンガラ)]と白顔料[酸化チタン(TiO2)]とを用いて、中心層形成用のポリスチレン系樹脂組成物[茶顔料/白顔料/ポリスチレン系樹脂(重量比)=1.0/5.0/94.0]を調製した点以外は実施例18と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
赤顔料[商品名「SHPA−102」、住化カラー(株)製、有機系]を用いずに、中心層形成用のポリスチレン系樹脂組成物[赤顔料/ポリスチレン系樹脂(重量比)=0/100]を調製した点以外は実施例18と同様の操作を行って3層構成の熱収縮性フィルムを作製し、さらにこの熱収縮性フィルムを用いて実施例1と同様にしてシュリンクラベル及びラベル付き容器を製造した。
実施例及び比較例で得られた熱収縮性フィルムについて下記の評価試験を行った。その結果を表1に示す。表中、「PS」はポリスチレン系樹脂を、「CB」はカーボンブラックを、「TiO2」は酸化チタンを、「PET」はポリエチレンテレフタレート系樹脂を意味する。フィルム構成の欄の「表」、「中心」及び「裏」は、それぞれ、表層、中心層及び裏層を構成する樹脂組成物を意味する。表中の数字は割合を示す。
実施例及び比較例で得られた各熱収縮性フィルムにつき、波長200〜1000nmの範囲の光線透過率を、近赤外、紫外、可視分光光度計[商品名「UV−3101PC」、(株)島津製作所製]により測定し、以下の基準で特定波長帯域の遮光性を評価した。
◎:波長200〜600nmの領域での光線透過率が3%以下である。
○:波長200〜600nmの領域での光線透過率が3%を越え、且つ5%以下である。
×:波長200〜600nmの領域での光線透過率が5%を超える。
○:波長380〜500nmの領域での光線透過率が5%以下である。
×:波長380〜500nmの領域での光線透過率が5%を超える。
実施例及び比較例で得られた各熱収縮性フィルムにつき、表層側の表面を、紫外可視分光光度計[商品名「UV−2450」(株)島津製作所製]を用いてJIS Z 8715に準じて測定し、標準白色板(財団法人日本色彩研究所製)の測定値をW値100として、以下の基準でフィルムの白度を評価した。
◎:W値80以上
○:W値75以上80未満
△:W値60以上75未満
×:W値60未満
実施例及び比較例で得られたラベル付き容器の口から内容物(牛乳)を覗き、内容物の外観を以下の基準で目視評価した。
○:白く新鮮に見える。
×:牛乳の色が黒っぽく見えるか、又は有彩色が認められる。

以上のように、本発明の熱収縮性乳白フィルムは、飲料等の容器内容物の変色や変質を防止できるとともに、表層のデザイン等の表示印刷を鮮明にできる。さらに、本発明の熱収縮性乳白フィルムを用いたシュリンクラベルは、容器に装着した場合に、容器内容物を見たときの印象に優れ、飲料等が本来の色を損なわず違和感なく見えるラベルとして極めて有用である。
Claims (7)
- 無彩色の中心層と、白色の表裏層とを有する熱収縮性乳白フィルムであって、
中心層が黒色着色剤として使用されるカーボンブラックを含み、該カーボンブラックの
含有量は中心層全体の0.01〜3重量%であり、
白色の表裏層の各々が独立して白色着色剤として酸化チタンを含み、該酸化チタンの含
有量は、各層の総量の10〜40重量%であり、
該フィルムは、表裏層と中心層とを共押出し成形し、次いで延伸処理することにより形
成され、
表裏層および中心層の各々が熱収縮性フィルム層であり、
該中心層の厚みはフィルム全体の厚みに対して5〜30%であり、
該フィルムは、380〜500nmの波長帯域の光の透過率が5%以下であり、
該フィルムの熱収縮率は、90℃の熱水に10秒間浸漬したときに一方の方向において20〜90%であり、
該フィルムの表面の白度が、JIS Z 8715に準じて測定され、標準白色板の測定値であるW値100に対する相対値として表された場合に、W値75以上で表される、熱収縮性乳白フィルム。 - カーボンブラックの含有量が中心層全体の0.15〜3重量%であり、200〜600nmの波長帯域の光の透過率が3%以下である、請求項1に記載の熱収縮性乳白フィルム。
- 中心層がさらに白色着色剤を含み、該白色着色剤の含有量が中心層全体の1〜40重量%である、請求項1または2に記載の熱収縮性乳白フィルム。
- 380〜500nmの波長帯域の光の透過を抑制する有彩色の中心層と、白色の表裏層とを有する熱収縮性乳白フィルムであって、
中心層が有彩色着色剤として黄、赤又は茶系の顔料を少なくとも1種類含み、その含有量が、中心層全体の0.01〜1重量%であり、
白色の表裏層の各々が独立して白色着色剤として酸化チタンを含み、該酸化チタンの含有量は、各層の総量の5〜40重量%であり、
該フィルムは、表裏層と中心層とを共押出し成形し、次いで延伸処理することにより形成され、
表裏層および中心層の各々が熱収縮性フィルム層であり、
該中心層の厚みはフィルム全体の厚みに対して5〜30%であり、
該フィルムは、380〜500nmの波長帯域の光の透過率が5%以下であり、
該フィルムの熱収縮率は、90℃の熱水に10秒間浸漬したときに一方の方向において20〜90%であり、
該フィルムの表面の白度が、JIS Z 8715に準じて測定され、標準白色板の測定値であるW値100に対する相対値として表された場合に、W値75以上で表される、熱収縮性乳白フィルム。 - 中心層がさらに白色着色剤を含み、白色着色剤の含有量が中心層全体の0.1〜40重量%である、請求項4に記載の熱収縮性乳白フィルム。
- 請求項1〜5のいずれかの項に記載の熱収縮性乳白フィルムおよび該フィルムの表層側の表面に表示印刷インキ層を有するシュリンクラベル。
- 請求項6に記載のシュリンクラベルを容器本体に装着したラベル付き容器。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003119400 | 2003-04-24 | ||
| JP2003119400 | 2003-04-24 | ||
| JP2003284765 | 2003-08-01 | ||
| JP2003284765 | 2003-08-01 | ||
| PCT/JP2004/005775 WO2004094139A1 (ja) | 2003-04-24 | 2004-04-22 | 熱収縮性乳白フィルム、シュリンクラベル及びラベル付き容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004094139A1 JPWO2004094139A1 (ja) | 2006-07-13 |
| JP4464356B2 true JP4464356B2 (ja) | 2010-05-19 |
Family
ID=33312638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005505780A Expired - Fee Related JP4464356B2 (ja) | 2003-04-24 | 2004-04-22 | 熱収縮性乳白フィルム、シュリンクラベル及びラベル付き容器 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7807255B2 (ja) |
| EP (1) | EP1616695A4 (ja) |
| JP (1) | JP4464356B2 (ja) |
| WO (1) | WO2004094139A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101705243B1 (ko) * | 2016-05-26 | 2017-02-09 | 에스케이씨 주식회사 | 백색 열수축성 적층 필름 및 이를 포함하는 라벨 |
| KR101750925B1 (ko) * | 2016-08-08 | 2017-06-26 | 에스케이씨 주식회사 | 백색 열수축성 적층 필름 및 이를 포함하는 라벨 |
| JP2019501045A (ja) * | 2015-12-03 | 2019-01-17 | クロックナー ペンタプラスト ヨーロッパ ゲーエムベーハー ウント ツェーオー カーゲー | 遮光収縮包装フィルム |
| JP2020040331A (ja) * | 2018-09-12 | 2020-03-19 | タキロンシーアイ株式会社 | 熱収縮性フィルム、ラベル及びラベル付き容器 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1710069A3 (en) * | 2005-04-04 | 2007-06-27 | D.W. Plastics N.V. | In-mould label protection |
| CN106564668A (zh) | 2007-04-05 | 2017-04-19 | 艾利丹尼森公司 | 压敏收缩标签 |
| US8282754B2 (en) | 2007-04-05 | 2012-10-09 | Avery Dennison Corporation | Pressure sensitive shrink label |
| EP2298665B1 (en) * | 2008-06-02 | 2015-03-04 | Okura Industrial Co., Ltd. | Shrink film for light-shielding packaging |
| EP2496483A2 (en) | 2009-11-03 | 2012-09-12 | Carlsberg Breweries A/S | Preventing the generation of mbt in a hops based beverage |
| EP2496484A2 (en) | 2009-11-03 | 2012-09-12 | Carlsberg Breweries A/S | Eliminating the generation of mbt in a hops based beverage |
| BR122014017823A2 (pt) | 2010-01-28 | 2019-07-16 | Avery Dennison Corporation | Sistema e método para aplicação de rótulos em artigos |
| AU2011253074B2 (en) * | 2010-05-12 | 2015-12-24 | Avery Dennison Corporation | Heat shrink packaging system and method |
| EP2873524A4 (en) * | 2012-07-10 | 2015-12-23 | Fuji Seal Int Inc | RETRACTABLE FILM AND RETRACTABLE LABEL |
| TWI655136B (zh) * | 2014-06-27 | 2019-04-01 | 日商養樂多本社股份有限公司 | Shrinking label heat shrinking device |
| EP3493987B1 (en) * | 2016-08-03 | 2021-10-06 | Sealed Air Corporation (US) | Opaque, heat shrinkable film comprising microlayers |
| AU2017272263A1 (en) * | 2017-12-07 | 2019-06-27 | Sleever International Company | A jacket of heat-shrinkable material, an article covered in such a jacket, and a corresponding device |
| PL3592555T3 (pl) | 2017-12-29 | 2021-11-08 | Penn Color, Inc. | Poliestrowy materiał opakowaniowy |
| CN111823680A (zh) * | 2020-06-09 | 2020-10-27 | 山东圣和塑胶发展有限公司 | 阻光低密度收缩膜及其制备方法 |
| CN111823679A (zh) * | 2020-06-09 | 2020-10-27 | 山东圣和塑胶发展有限公司 | 阻光收缩膜及其制备方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61235139A (ja) | 1985-04-12 | 1986-10-20 | シ−アイ化成株式会社 | 遮光性包装材料及びその製造方法 |
| US4818588A (en) * | 1985-11-20 | 1989-04-04 | Dai Nippon Insatsu Kabushiki Kaisha | Packaging materials |
| US5186782A (en) * | 1990-10-17 | 1993-02-16 | Avery Dennison Corporation | Method for high speed labelling of deformable substrates |
| US5190609A (en) * | 1991-04-02 | 1993-03-02 | Avery Dennison Corporation | Stable pressure sensitive shrink label technique |
| DE4125172A1 (de) * | 1991-07-30 | 1993-02-04 | Hoechst Ag | Schrumpfbare flaschenkapsel aus mehrlagiger kunststoffolie und verfahren zu ihrer herstellung |
| JPH06102362B2 (ja) * | 1991-10-07 | 1994-12-14 | 三井東圧化学株式会社 | 積層フィルムから成るラベルの製造方法 |
| US5447591A (en) * | 1993-08-04 | 1995-09-05 | W. R. Grace & Co.-Conn. | Trap printing method for bone-in meat containers |
| JP3674713B2 (ja) * | 1994-04-07 | 2005-07-20 | 株式会社フジシールインターナショナル | ストレッチラベル |
| DE4427376A1 (de) * | 1994-08-03 | 1996-02-08 | Hoechst Ag | Orientierte Polyolefinfolie mit Alken-Blockcopolymer, Verfahren zu ihrer Herstellung und Verwendung |
| JPH09314719A (ja) * | 1996-05-31 | 1997-12-09 | Toppan Printing Co Ltd | 遮光性包装材料 |
| US5876816A (en) * | 1996-07-10 | 1999-03-02 | Avery Dennison Corporation | Tamper evident labels and methods of producing the same |
| JP4059966B2 (ja) * | 1997-12-19 | 2008-03-12 | ユニチカ株式会社 | 金属ラミネート用白色フィルム |
| JPH11291431A (ja) | 1998-04-10 | 1999-10-26 | Unitika Ltd | 金属ラミネート用白色フィルム |
| US6461706B1 (en) * | 1998-04-17 | 2002-10-08 | Avery Dennison Corporation | Multilayer films and labels |
| SE518351C2 (sv) * | 1998-05-22 | 2002-09-24 | Tetra Laval Holdings & Finance | Förpackningsmaterial och av materialet framställda förpackningar för ljuskänsliga produkter |
| JP3072897U (ja) * | 2000-04-28 | 2000-11-02 | 株式会社武田産業 | 遮光性三層フイルム |
| JP2002068202A (ja) | 2000-08-29 | 2002-03-08 | Toyo Seikan Kaisha Ltd | 紫外線遮断性ボトル |
| WO2002040270A1 (en) * | 2000-11-14 | 2002-05-23 | Exxonmobil Oil Corporation | Plastic film having improved imaging properties |
| JP2002211630A (ja) * | 2001-01-15 | 2002-07-31 | Toppan Printing Co Ltd | イージーピール蓋材 |
| US6465062B2 (en) * | 2001-02-12 | 2002-10-15 | Abbott Laboratories | Light-excluding, multi-layered material |
| JP2002285020A (ja) | 2001-03-23 | 2002-10-03 | Gunze Ltd | 熱収縮性ラベル用白色フィルム、該フィルムから作製された熱収縮性ラベル、及び、該ラベルを熱収縮装着した容器 |
| EP1397249B1 (de) * | 2001-06-02 | 2009-10-14 | Treofan Germany GmbH & Co.KG | Folie mit verbesserter siegel- und haftfähigkeit |
| JP4891496B2 (ja) | 2001-07-12 | 2012-03-07 | 雪印メグミルク株式会社 | 遮光性を有する容器 |
| US6749936B2 (en) * | 2001-12-20 | 2004-06-15 | Flex Products, Inc. | Achromatic multilayer diffractive pigments and foils |
| EP1441903A4 (en) * | 2001-10-17 | 2006-03-15 | Avery Dennison Corp | MULTILAYER SHRINK FILMS AND ARTICLES COVERED THEREWITH |
| JP2003200966A (ja) * | 2002-01-08 | 2003-07-15 | Dainippon Printing Co Ltd | 遮光性シュリンクフィルム |
| EP1340785B1 (en) * | 2002-02-14 | 2006-09-20 | Toyo Boseki Kabushiki Kaisha | Heat-shrinkable polyester films |
| JP4249432B2 (ja) * | 2002-05-09 | 2009-04-02 | 大日本印刷株式会社 | 多層積層樹脂フィルム |
| EP1740376A4 (en) * | 2004-03-10 | 2008-10-15 | Avery Dennison Corp | LABELS AND LABELING PROCEDURES |
-
2004
- 2004-04-22 JP JP2005505780A patent/JP4464356B2/ja not_active Expired - Fee Related
- 2004-04-22 EP EP04728906A patent/EP1616695A4/en not_active Withdrawn
- 2004-04-22 WO PCT/JP2004/005775 patent/WO2004094139A1/ja active Application Filing
- 2004-04-22 US US10/553,862 patent/US7807255B2/en active Active
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019501045A (ja) * | 2015-12-03 | 2019-01-17 | クロックナー ペンタプラスト ヨーロッパ ゲーエムベーハー ウント ツェーオー カーゲー | 遮光収縮包装フィルム |
| JP6995056B2 (ja) | 2015-12-03 | 2022-01-14 | クロックナー ペンタプラスト ヨーロッパ ゲーエムベーハー ウント ツェーオー カーゲー | 遮光収縮包装フィルム |
| KR101705243B1 (ko) * | 2016-05-26 | 2017-02-09 | 에스케이씨 주식회사 | 백색 열수축성 적층 필름 및 이를 포함하는 라벨 |
| CN107116870A (zh) * | 2016-05-26 | 2017-09-01 | Skc株式会社 | 白色热收缩层压薄膜及包括该薄膜的标签 |
| CN107116870B (zh) * | 2016-05-26 | 2019-02-05 | Skc株式会社 | 白色热收缩层压薄膜及包括该薄膜的标签 |
| KR101750925B1 (ko) * | 2016-08-08 | 2017-06-26 | 에스케이씨 주식회사 | 백색 열수축성 적층 필름 및 이를 포함하는 라벨 |
| JP2020040331A (ja) * | 2018-09-12 | 2020-03-19 | タキロンシーアイ株式会社 | 熱収縮性フィルム、ラベル及びラベル付き容器 |
| JP7071247B2 (ja) | 2018-09-12 | 2022-05-18 | タキロンシーアイ株式会社 | 熱収縮性フィルム、ラベル及びラベル付き容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060275592A1 (en) | 2006-12-07 |
| EP1616695A1 (en) | 2006-01-18 |
| US7807255B2 (en) | 2010-10-05 |
| EP1616695A4 (en) | 2011-05-18 |
| WO2004094139A1 (ja) | 2004-11-04 |
| JPWO2004094139A1 (ja) | 2006-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4464356B2 (ja) | 熱収縮性乳白フィルム、シュリンクラベル及びラベル付き容器 | |
| KR100838867B1 (ko) | 열수축성 폴리에스테르계 필름 | |
| JP6613879B2 (ja) | 反射性遮光性積層体 | |
| WO2013035706A1 (ja) | 熱収縮性多層フィルム及び熱収縮性ラベル | |
| EP2298665B1 (en) | Shrink film for light-shielding packaging | |
| JP4568743B2 (ja) | 熱収縮性多層フィルム及び熱収縮性ラベル | |
| US7815996B2 (en) | Low gloss and low haze laminated polyester film including talc and method for preparing same | |
| WO2020080026A1 (ja) | 熱収縮性多層フィルム | |
| JP4710102B2 (ja) | 熱収縮性ポリエステル系フィルム | |
| JP2004025876A (ja) | ポリエステルフィルム及びその製造方法ならびに複合包装フィルム及び複合包装材 | |
| JP2002331581A (ja) | 熱収縮性ポリエステル系フィルム | |
| JP6904495B1 (ja) | 熱収縮性フィルム、包装資材、成形品または容器 | |
| AU2059599A (en) | Film for wrapping objects | |
| JP7007962B2 (ja) | 熱収縮性多層フィルム | |
| JP4633286B2 (ja) | 熱収縮性ラベル用白色フィルム、それを用いた熱収縮性ラベル及び容器 | |
| JP4658780B2 (ja) | シュリンクフィルム、シュリンクラベル及びラベル付き容器 | |
| JP4284953B2 (ja) | 熱収縮性ポリエステル系フィルム | |
| JP7071247B2 (ja) | 熱収縮性フィルム、ラベル及びラベル付き容器 | |
| JP6442828B2 (ja) | 熱収縮性フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル、および該成形品、または該ラベルを装着した容器 | |
| JP6610763B2 (ja) | 熱収縮性フィルム、並びに該フィルムを用いた成形品、熱収縮性ラベル、および該成形品、または該ラベルを装着した容器 | |
| JP2003271062A (ja) | 着色透明性シュリンクラベル及び着色透明性シュリンクラベル付き容器 | |
| WO2022138039A1 (ja) | シュリンクフィルム | |
| JP2011094148A (ja) | 熱収縮性ポリエステル系フィルム | |
| JP4788720B2 (ja) | 熱収縮性ポリエステル系フィルムの製造方法 | |
| JP2024052824A (ja) | 熱収縮性筒状ラベル及びラベル付き容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100216 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4464356 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140226 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |