JP4389661B2 - 高強度ステンレス鋼板の製造方法 - Google Patents
高強度ステンレス鋼板の製造方法 Download PDFInfo
- Publication number
- JP4389661B2 JP4389661B2 JP2004144602A JP2004144602A JP4389661B2 JP 4389661 B2 JP4389661 B2 JP 4389661B2 JP 2004144602 A JP2004144602 A JP 2004144602A JP 2004144602 A JP2004144602 A JP 2004144602A JP 4389661 B2 JP4389661 B2 JP 4389661B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- strength
- stainless steel
- corrosion resistance
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910001220 stainless steel Inorganic materials 0.000 title claims description 45
- 239000010935 stainless steel Substances 0.000 title claims description 42
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 46
- 238000001816 cooling Methods 0.000 claims description 38
- 239000000203 mixture Substances 0.000 claims description 22
- 229910052799 carbon Inorganic materials 0.000 claims description 21
- 229910052802 copper Inorganic materials 0.000 claims description 19
- 229910052750 molybdenum Inorganic materials 0.000 claims description 18
- 229910052759 nickel Inorganic materials 0.000 claims description 17
- 229910052757 nitrogen Inorganic materials 0.000 claims description 17
- 229910052804 chromium Inorganic materials 0.000 claims description 16
- 229910052710 silicon Inorganic materials 0.000 claims description 11
- 229910052748 manganese Inorganic materials 0.000 claims description 10
- 239000012535 impurity Substances 0.000 claims description 8
- 229910052698 phosphorus Inorganic materials 0.000 claims description 5
- 238000005260 corrosion Methods 0.000 description 72
- 230000007797 corrosion Effects 0.000 description 72
- 229910000831 Steel Inorganic materials 0.000 description 65
- 239000010959 steel Substances 0.000 description 65
- 239000011651 chromium Substances 0.000 description 62
- 229910000734 martensite Inorganic materials 0.000 description 40
- 238000004080 punching Methods 0.000 description 40
- 238000005452 bending Methods 0.000 description 38
- 238000003466 welding Methods 0.000 description 35
- 229910000859 α-Fe Inorganic materials 0.000 description 30
- 229910001566 austenite Inorganic materials 0.000 description 29
- 239000000463 material Substances 0.000 description 23
- 238000000034 method Methods 0.000 description 15
- 230000000694 effects Effects 0.000 description 11
- 239000002994 raw material Substances 0.000 description 10
- 230000009466 transformation Effects 0.000 description 10
- 239000010960 cold rolled steel Substances 0.000 description 9
- 238000000137 annealing Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- 230000007423 decrease Effects 0.000 description 7
- 238000009864 tensile test Methods 0.000 description 7
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 6
- 238000005097 cold rolling Methods 0.000 description 6
- 238000005098 hot rolling Methods 0.000 description 5
- 238000005554 pickling Methods 0.000 description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- 229910001035 Soft ferrite Inorganic materials 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 3
- 229910017604 nitric acid Inorganic materials 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 229910001327 Rimmed steel Inorganic materials 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000005261 decarburization Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 241001391944 Commicarpus scandens Species 0.000 description 1
- VVTSZOCINPYFDP-UHFFFAOYSA-N [O].[Ar] Chemical compound [O].[Ar] VVTSZOCINPYFDP-UHFFFAOYSA-N 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005297 material degradation process Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 235000011118 potassium hydroxide Nutrition 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/18—Spacers of metal or substantially of metal
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/11—Making amorphous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Description
(1)Cr当量(=Cr+Mo+1.5Si )、Ni当量(=Ni+30(C+N)+0.5(Mn+Cu))を所定範囲内に限定することにより、容易に組織をマルテンサイト+フェライトの混合組織とすることができ、延性を損なうことなく、引張強さ730MPa以上の高強度が得られること、
(2)さらにC、N含有量を調整し、(C+N)量を適正範囲内とすることにより曲げ加工性が顕著に向上すること、
(3)C、N含有量を低減し、さらにNiを含有することにより、溶接部靭性が顕著に改善されること、
を見出した。
(4)Cr当量(=Cr+Mo+1.5Si )、Ni当量(=Ni+30(C+N)+0.5(Mn+Cu))を前記した(1)より狭い所定範囲内に限定するとともに、MoおよびBを適正量必須含有とすることにより、焼入性が顕著に改善され、容易に組織をマルテンサイト+フェライトの混合組織とすることができ、延性を損なうことなく、800MPa 以上の高強度が得られること、
(5)Cr、Ni、Mo含有量を調整して、{Cr+0.5Ni +3.3Mo }を所定値以上とすることにより、母材や打抜き穴剪断面の耐食性が顕著に改善されること、
(6)Cr含有量を15質量%未満に限定するとともに、(C+N)が前記した(3)よりさらに狭い適正範囲となるようにC、N含有量を調整することにより、溶接部の打抜き加工性が顕著に改善されること
を新たに見出した。
(1)質量%で、C:0.02%以下、Si:1.0 %以下、Mn:2.0%以下、P:0.04%以下、S:0.01%以下、Al:0.1 %以下、Cr:11%以上17%未満、Ni:0.5 %以上3.0 %未満、
N:0.02%以下を、次(1)〜(4)式
12≦ Cr +Mo+1.5Si ≦17 ………(1)
1 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 4 ………(2)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(3)
0.006≦C+N≦0.030 ………(4)
(ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%))
を満足するように含有する組成のステンレス鋼板を素材として、該素材に、850〜1250℃の範囲内の温度に加熱し、好ましくは該温度に15s以上保持したのち、1℃/s以上の冷却速度で冷却する仕上熱処理を施すことを特徴とする高強度ステンレス鋼板の製造方法。
(2)(1)において、前記組成に加えてさらに、質量%で、Mo:0.1%以上2.0 %未満、Cu:0.1%以上2.0 %未満のうちの1種または2種を含有する組成とすることを特徴とする高強度ステンレス鋼板の製造方法。
(3)(1)または(2)において、前記組成に加えてさらに、質量%で、B:0.0005〜0.0050%含有する組成とすることを特徴とする高強度ステンレス鋼板の製造方法。
Cは、鋼の強度を増加させる元素であり、所望の強度を確保するためには0.005%以上含有することが望ましいが、0.02%を超える含有は、延性、曲げ加工性および溶接部靭性を著しく低下させ、とくに、曲げ加工性、溶接部の打抜き加工性を顕著に低下させる。このため、本発明ではCは0.02%以下に限定した。なお、曲げ加工性、溶接部の打抜き加工性の観点からは、0.020%以下とすることが好ましい。より好ましくは0.015 %以下である。なお、さらに好ましくは0.010%以下である。
Siは、脱酸剤として作用するとともに、鋼の強度を高める元素であり、このような効果は0.05%以上の含有で顕著となる。一方、1.0 %を超える含有は、鋼板を硬化させるとともに靱性を低下させる。このため、Siは1.0 %以下に限定した。なお、靱性の観点からは、0.3 %以下とすることが好ましい。
Mnは、オーステナイト生成元素であり、本発明では仕上熱処理時に、フェライト−オーステナイトの二相温度域(およそ850 〜1250℃)で12〜95%のオーステナイト相を現出させるために0.1%以上含有することが望ましいが、2.0%を超えて過剰に含有すると鋼板の延性および耐食性を低下させる。このため、Mnは2.0%以下に限定した。なお、延性および耐食性の観点からは、0.5%以下とすることが好ましい。
Pは、鋼板の延性を低下させる元素であり、本発明ではできるかぎり低減することが望ましいが、過度の低減は製鋼時の脱P処理に長時間を要し、製造コストの高騰を招く。このため、本発明ではPは0.04%を上限とした。なお、延性の観点からは、好ましくは0.03%以下である。
Sは、鋼中では介在物として存在し鋼板の耐食性を低下させる元素であり、できるだけ低減することが望ましいが、過度の低減は製鋼時の脱S処理に長時間を要し、製造コストの高騰を招く。このため、本発明ではSは0.01%を上限とした。なお、好ましくは耐食性の観点から、0.005 %以下である。
Alは、脱酸剤として作用する元素であり、0.01%以上含有することが望ましいが、0.1%を超える含有は、介在物の生成が顕著となり、耐食性および延性が低下する。このため、本発明ではAlは0.1%以下に限定した。なお、好ましくは0.10%以下、より好ましくは延性の観点から、0.05%以下である。
Crは、ステンレス鋼の特徴である耐食性の向上に有効な元素であり、十分な耐食性を得るためには11%以上、好ましくは11.0%以上の含有を必要とする。一方、過剰なCrの含有は鋼板の延性および靱性を低下させるうえ、17%以上の含有は曲げ加工性を顕著に低下させる。このため、本発明ではCrは11%以上17%未満に限定した。15.0%以上のCr含有は溶接部の打抜き加工性を顕著に低下させるため、15.0%未満とすることが好ましい。なお、耐食性の観点からは、Crは12%以上、より好ましくは13%以上、また、溶接部の打抜き加工性の観点から、Crは14.0%未満とすることが好ましい。また曲げ加工性の観点からは15%未満とすることが好ましく、より好ましくは14%未満である。
Niは、耐食性および溶接部靭性を向上させるとともに、オーステナイトを生成させる元素である。本発明では高強度化するために仕上熱処理時に、フェライト−オーステナイトの二相温度域(およそ850〜1250℃)で12〜95体積%のオーステナイト相を現出させる必要があり、Niを0.5 %以上含有させる。一方、3.0 %以上の含有は、顕著に硬化し、延性が低下する。このため、本発明ではNiは0.5 %以上3.0 %未満に限定した。なお、好ましくは1.8 %以上2.5 %以下である。2.5 %以下のNi含有でも耐食性改善効果および溶接部靭性改善効果は十分に現れる。
Nは、Cと同様に、鋼の強度を増加させる元素であるが、多量の含有は延性、溶接部靭性および曲げ加工特性を著しく低下させる。とくに0.02%を超える含有は、曲げ加工特性を顕著に低下させる。さらには0.020%を超える含有は溶接部の打抜き加工性を顕著に低下させる。このため、本発明ではNは0.02%以下、好ましくは0.020%以下に限定した。なお、曲げ加工性、溶接部の打抜き加工性向上の観点から、0.015 %以下とすることが好ましい。より好ましくは0.012 %以下、さらに好ましくは0.010%以下である。
Mo、Cuは、いずれも耐食性向上に有効に寄与する元素であり、とくにMoは溶接部の打抜き穴剪断面の耐食性向上に有効に寄与する。このような効果を得るためには、Mo、Cuともに0.1%以上含有することが望ましい。一方、2.0 %以上含有しても耐食性向上効果が飽和するうえ、却って加工性が低下し、含有量に見合う効果が期待できず経済的に不利となる。このため、Mo、Cuはいずれも0.1 %以上2.0 %未満に限定することが好ましい。なお、耐食性向上の観点からMo、Cuはいずれも1.0 %以上とすることがより好ましい。
Bは、微量の含有で鋼の焼入れ性を高め、強度を高くする作用を有し、さらには溶接部の打抜き加工性を顕著に向上させる効果を有する。このような効果は、0.0005%以上の含有で認められる。しかし、0.0050%を超えて含有しても効果が飽和するうえ、耐食性が低下する。このようなことから、Bは0.0005〜0.0050%の範囲に限定した。なお、焼入れ性向上の観点からは、0.0010%以上とすることが好ましく、耐食性の観点からは0.0030%以下とすることが好ましい。
12≦ Cr +Mo+1.5Si ≦17 ………(1)
1 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 4 ………(2)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(3)
0.006≦C+N≦0.030 ………(4)
(ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%))
を満足するように、各成分元素を含有する。なお、(1)〜(4)式の計算においては、Mo、Cu含有量が0.1%未満の場合には、零として計算するものとする。
1 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 4 ………(2)
本発明では、{Cr+Mo+1.5Si }をCr当量、{Ni+30(C+N)+0.5(Mn+Cu)}をNi当量と定義し、Cr当量が12〜17、Ni当量が1 〜4 の範囲内となるように各成分の含有量を調整する。
{Cr+0.5(Ni+Cu)+3.3Mo }は耐食性に関連する因子であり、本発明では、Cr、Ni、Cu、Mo含有量を調整して、{Cr+0.5(Ni+Cu) +3.3Mo }が16.0以上となるようにする。これにより、SUS430やSUS430LXと同等以上の耐食性が得られ、さらには溶接部の打抜き穴剪断面の耐食性が顕著に改善される。なお、耐食性の観点から、{Cr+0.5(Ni+Cu)+3.3Mo }を17.0以上とすることが好ましい。
{C+N}は、強度、曲げ加工性、および溶接部靭性、さらには溶接部の打抜き加工性に影響する因子であり、本発明では、0.006〜0.030の範囲に限定する。{C+N}が0.006未満では、マルテンサイト組織の強度が低くなりすぎて、フェライト+マルテンサイトの混合組織としても、引張強さが730MPa以上の高強度とすることができなくなる。一方、{C+N}が0.030を超えると、曲げ加工性および溶接部靭性が顕著に低下する。その理由は、現在までのところ明確になっていないが、C、Nがマルテンサイト相を著しく硬化させるため、C、N含有量が多くなると軟質なフェライト相と硬質なマルテンサイト相との硬さの差が極度に大きくなり、曲げ加工時にその境界に歪が蓄積され割れやすくなるものと考えられる。なお、{C+N}は、強度の観点から好ましくは0.010%以上、より好ましくは0.012%以上とする。また、{C+N}は曲げ加工性の観点から0.020%以下とすることが好ましい。
14.0≦ Cr +Mo+1.5Si ≦15.0 ………(5)
2.0 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 3.0 ………(6)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(7)
0.010≦C+N≦0.02 ………(8)
(ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%))
を満足するように、各成分元素を含有することが好ましい。なお、(6)、(7)式の計算においてはCuが0.1%未満の場合には零として計算するものとする。
12≦ Cr +Mo+1.5Si ≦17 ………(1)
1 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 4 ………(2)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(3)
0.006≦C+N≦0.030 ………(4)
(ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%))
を満足するように含有し、あるいはさらに Mo:0.1%以上2.0 %未満、Cu:0.1%以上2.0 %未満の1種または2種、および/または、B:0.0005〜0.0050%、を含有し、好ましくは残部Feおよび不可避的不純物からなる組成のステンレス鋼板を素材として、該素材に、850〜1250℃の温度範囲内の温度に加熱し、好ましくは該温度で15s以上保持したのち、1℃/s以上、好ましくは5℃/s以上の冷却速度で冷却する仕上熱処理を施す。なお、素材として用いるステンレス鋼板は、熱延鋼板、又は冷延鋼板のいずれでもよい。
14.0≦ Cr +Mo+1.5Si ≦15.0 ………(5)
2.0 ≦Ni+30(C+N)+0.5(Mn +Cu)≦ 3.0 ………(6)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(7)
0.010≦C+N≦0.02 ………(8)
(ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%))
を満足するように含有し、あるいはさらに不純物としてのCuを0.04%未満に調整し、好ましくは残部Feおよび不可避的不純物からなる組成を有するステンレス鋼板を素材として、該素材に、900〜1200℃の温度範囲内の温度に加熱し、好ましくは該温度で15s以上保持したのち、5℃/s以上の冷却速度で冷却する仕上熱処理を施すことが好ましい。なお、素材として用いるステンレス鋼板は、熱延鋼板、又は冷延鋼板のいずれでもよい。
表1に示す組成の溶鋼を高周波炉で溶解し、100kg鋼塊としたのち、これら鋼塊を1200℃に加熱し、熱間圧延して3mm厚に仕上げた、ステンレス熱延鋼板を素材とした。これら素材に表2に示す条件のバッチ式熱処理炉により仕上熱処理を施し、その後酸洗した。得られた鋼板について、(1)金属組織観察、(2)引張試験、(3)腐食試験、(4)曲げ試験、(5)溶接熱影響部靭性試験を実施した。試験方法はつぎのとおりとした。
(1)金属組織観察
得られた鋼板から金属組織観察用試験片(t(鋼板の板厚)×10mm×10mm)を各1個採取し、圧延方向に平行な板厚断面を村上試薬(赤血塩のアルカリ溶液(赤血塩10g、カセイカリ10g、水100cc))で腐食し光学顕微鏡を用いてミクロ組織を1000倍で観察し、各5視野撮像し、組織を同定しさらに画像解析装置を用いて各視野のマルテンサイトの面積率を求め、5視野の平均値を算出した。この値をマルテンサイト組織の体積率とみなした。
(2)引張試験
得られた鋼板から引張方向が圧延方向となるようにJIS13号B引張試験片を各5個づつ採取し、JIS Z 2241の規定に準拠して引張試験を実施し、引張強さ(TS)、伸び(El)を求め、それぞれを平均した。
(3)腐食試験
得られた鋼板から腐食試験片(大きさ:t×70mm×150mm)を各2個採取し、片面を試験面として、下記に示す条件で複合サイクル腐食試験(Cyclic Corrosion Test:以下、CCTともいう)を実施した。試験後、60℃の濃硝酸に浸漬して錆を除去し、試験面の発錆点の数を目視で計測し、それを2個の試験片で平均し、各鋼板の耐食性を評価した。発錆点数(個)が9以下であれば、実用上問題のない耐食性を有しているといえる。
塩水(5%NaCl水溶液、液温:35℃)2時間噴霧→4時間乾燥(60℃、湿度:30%以下)→2時間湿潤(50℃、湿度:95%以上)を1サイクルとして、5サイクル行う。
(4)曲げ加工性試験
得られた鋼板から長手方向が圧延方向と平行となるように曲げ試験片(t×25mm幅×70mm長さ)を各3個採取し、内側半径0.75mm、1.5mm、2.0mm、3.0mmで180°曲げを行い、曲げの外側を拡大鏡で観察し、割れの有無を調査し、割れ発生のない最小内側曲げ半径(mm)を求めた。最小内側曲げ半径が1t未満(例えば、t=3.0mmの場合、3.0mm未満)であれば、実用上十分な曲げ加工性を持っていると言える。
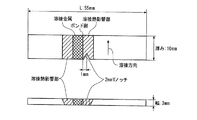
(5)溶接熱影響部靭性試験
得られた鋼板から継手作製用試験片(t×150mm(鋼板の幅方向)×300mm(圧延方向))を各2枚採取し、圧延方向に平行な板厚面同士を向かい合わせ、突き合せて、溶接し溶接継手を作製した。溶接は、MIG溶接とした。MIG溶接は、ワイヤをJIS Y308とし、電流:150A、電圧:19V、溶接速度:9mm/s、シールドガス:100vol%Arを20 1/min、ルートギャップ:1mmとして実施した。
得られた結果を表2に示す。

(実施例2)
実施例1で使用したステンレス熱延鋼板(鋼No.1K;板厚:3mm)を、700℃で10h保持後徐冷する熱延板焼鈍を施した後、酸洗により脱スケールを行った。ついで、この熱延焼鈍板に、冷間圧延を施して、板厚1.5mmの冷延板とした。この冷延板を素材とし、この素材に仕上熱処理を施した。
(実施例3)
表3に示す組成の溶鋼を高周波炉で溶解し、100kg鋼塊とし、該鋼塊を1200℃に加熱し、熱間圧延で3mm厚の熱延板に仕上げた。ついで、これら熱延板に、700℃で10時間保持後徐冷する焼鈍を施したのち、酸洗により脱スケールを行い、熱延焼鈍板とした。ついで、これら熱延焼鈍板に、冷間圧延を施し、板厚:0.7mmの冷延板(冷延鋼板)とした。
(実施例4)
次に、表3に示す組成の溶鋼(鋼No.A)を高周波炉で溶解し、100kg鋼塊とし、該鋼塊を1200℃に加熱し、熱間圧延で2mm厚の熱延板に仕上げた。この熱延板(ステンレス熱延鋼板)を素材とし、この素材に、1000℃で30s保持し、冷却停止温度100℃まで30℃/sの速度で冷却する仕上熱処理を行った。なお、仕上熱処理後、60℃の混酸(硝酸15質量%+ふっ酸5質量%)に浸漬して脱スケールした。
Claims (3)
- 質量%で、
C:0.02%以下、 Si:1.0 %以下、
Mn:2.0%以下、 P:0.04%以下、
S:0.01%以下、 Al:0.1 %以下、
Cr:11%以上17%未満、 Ni:0.5 %以上3.0 %未満、
N:0.02%以下
を、下記(1)〜(4)式を満足するように含有し、残部がFeおよび不可避的不純物からなる組成のステンレス鋼板を素材として、該素材に、850〜1250℃の範囲内の温度に加熱したのち、1℃/s以上の冷却速度で冷却する仕上熱処理を施すことを特徴とする高強度ステンレス鋼板の製造方法。
記
12≦ Cr +Mo+1.5Si ≦17 ………(1)
1 ≦Ni+30(C+N)+0.5(Mn+Cu) ≦ 4 ………(2)
Cr+0.5(Ni+Cu) +3.3Mo ≧16.0 ………(3)
0.006≦C+N≦0.030 ………(4)
ここで、C、N、Si、Mn、Cr、Mo、Ni、Cu:各元素の含有量(質量%) - 前記組成に加えてさらに、質量%で、Mo:0.1%以上2.0 %未満、Cu:0.1%以上2.0 %未満のうちの1種または2種を含有する組成とすることを特徴とする請求項1に記載の高強度ステンレス鋼板の製造方法。
- 前記組成に加えてさらに、質量%で、B:0.0005〜0.0050%を含有する組成とすることを特徴とする請求項1または2に記載の高強度ステンレス鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004144602A JP4389661B2 (ja) | 2003-05-14 | 2004-05-14 | 高強度ステンレス鋼板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003135679 | 2003-05-14 | ||
| JP2003389822 | 2003-11-19 | ||
| JP2004144602A JP4389661B2 (ja) | 2003-05-14 | 2004-05-14 | 高強度ステンレス鋼板の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009180257A Division JP5278234B2 (ja) | 2003-05-14 | 2009-08-03 | 高強度ステンレス鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005171377A JP2005171377A (ja) | 2005-06-30 |
| JP4389661B2 true JP4389661B2 (ja) | 2009-12-24 |
Family
ID=33032387
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004144602A Expired - Lifetime JP4389661B2 (ja) | 2003-05-14 | 2004-05-14 | 高強度ステンレス鋼板の製造方法 |
| JP2009180257A Expired - Fee Related JP5278234B2 (ja) | 2003-05-14 | 2009-08-03 | 高強度ステンレス鋼板およびその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009180257A Expired - Fee Related JP5278234B2 (ja) | 2003-05-14 | 2009-08-03 | 高強度ステンレス鋼板およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7294212B2 (ja) |
| EP (1) | EP1477574B1 (ja) |
| JP (2) | JP4389661B2 (ja) |
| KR (1) | KR100653581B1 (ja) |
| CN (1) | CN1302142C (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005076062A (ja) * | 2003-08-29 | 2005-03-24 | National Institute For Materials Science | 高温ボルト材 |
| WO2005042793A1 (ja) * | 2003-10-31 | 2005-05-12 | Jfe Steel Corporation | 耐食性に優れたラインパイプ用高強度ステンレス鋼管およびその製造方法 |
| KR100611497B1 (ko) * | 2004-12-23 | 2006-08-09 | 주식회사 포스코 | 마르텐사이트계 스테인리스강 및 이의 제조방법 |
| JP5220311B2 (ja) * | 2006-12-27 | 2013-06-26 | 新日鐵住金ステンレス株式会社 | 衝撃吸収特性に優れた構造部材用ステンレス鋼板 |
| JP4651682B2 (ja) * | 2008-01-28 | 2011-03-16 | 新日鐵住金ステンレス株式会社 | 耐食性と加工性に優れた高純度フェライト系ステンレス鋼およびその製造方法 |
| DE102008053878B4 (de) * | 2008-10-30 | 2011-04-21 | Benteler Automobiltechnik Gmbh | Warmformbauteil und Verfahren zur Herstellung eines Warmformbauteils |
| JP4998755B2 (ja) * | 2009-05-12 | 2012-08-15 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2011006727A (ja) * | 2009-06-24 | 2011-01-13 | National Institute For Materials Science | 化学処理装置用の耐熱部品 |
| CN102199734B (zh) * | 2010-03-26 | 2013-04-03 | 宝山钢铁股份有限公司 | 高强度客车用301l不锈钢的制造方法 |
| JP5450293B2 (ja) * | 2010-07-01 | 2014-03-26 | 株式会社神戸製鋼所 | すみ肉溶接継手およびガスシールドアーク溶接方法 |
| JP6037882B2 (ja) * | 2012-02-15 | 2016-12-07 | 新日鐵住金ステンレス株式会社 | 耐スケール剥離性に優れたフェライト系ステンレス鋼板及びその製造方法 |
| CN108456832B (zh) * | 2012-02-27 | 2021-02-02 | 株式会社神户制钢所 | 弯曲加工性优良的超高强度冷轧钢板及其制造方法 |
| JP6071608B2 (ja) | 2012-03-09 | 2017-02-01 | 新日鐵住金ステンレス株式会社 | 耐酸化性に優れたフェライト系ステンレス鋼板 |
| TWI544976B (zh) * | 2012-12-27 | 2016-08-11 | Metal Ind Res & Dev Ct | Method for manufacturing advanced high strength steel rim and its fixture |
| JP2014205911A (ja) * | 2013-03-21 | 2014-10-30 | 大日本印刷株式会社 | ステンレス鋼加工部材およびステンレス鋼加工部材の製造方法 |
| CA2907970C (en) | 2013-03-27 | 2021-05-25 | Nippon Steel & Sumikin Stainless Steel Corporation | Hot-rolled ferritic stainless-steel plate, process for producing same, and steel strip |
| KR101923340B1 (ko) * | 2013-09-27 | 2018-11-28 | 내셔날 인스티튜트 오브 어드밴스드 인더스트리얼 사이언스 앤드 테크놀로지 | 스테인리스강 부재의 접합 방법 및 스테인리스강 |
| WO2015064128A1 (ja) * | 2013-10-31 | 2015-05-07 | Jfeスチール株式会社 | 低温靭性に優れたフェライト−マルテンサイト2相ステンレス鋼およびその製造方法 |
| KR101568521B1 (ko) * | 2013-12-24 | 2015-11-11 | 주식회사 포스코 | 용접부 충격인성이 우수한 고경도 스테인리스강 및 그 제조방법 |
| EP3098330B1 (en) * | 2014-01-24 | 2020-04-22 | JFE Steel Corporation | Material for cold-rolled stainless steel sheet and method for producing same |
| US9499889B2 (en) | 2014-02-24 | 2016-11-22 | Honeywell International Inc. | Stainless steel alloys, turbocharger turbine housings formed from the stainless steel alloys, and methods for manufacturing the same |
| US20150275340A1 (en) * | 2014-04-01 | 2015-10-01 | Ati Properties, Inc. | Dual-phase stainless steel |
| EP3181714B1 (en) | 2014-09-05 | 2018-10-31 | JFE Steel Corporation | Material for cold-rolled stainless steel sheets |
| ES2750684T3 (es) * | 2015-07-02 | 2020-03-26 | Jfe Steel Corp | Material para chapas de acero inoxidable laminadas en frío y método de fabricación para el mismo |
| WO2018198835A1 (ja) * | 2017-04-25 | 2018-11-01 | Jfeスチール株式会社 | ステンレス冷延鋼板用素材およびその製造方法 |
| JP6489254B2 (ja) * | 2017-04-25 | 2019-03-27 | Jfeスチール株式会社 | ステンレス冷延鋼板用素材およびその製造方法 |
| CN108060346A (zh) * | 2017-11-02 | 2018-05-22 | 江苏巨能机械有限公司 | 转鼓碟片用双相不锈钢及其制造方法 |
| JP7029308B2 (ja) * | 2018-02-09 | 2022-03-03 | 日鉄ステンレス株式会社 | ステンレスクラッド鋼板及びその製造方法、並びに刃物 |
| KR102511668B1 (ko) * | 2018-07-17 | 2023-03-21 | 클리블랜드-클리프스 스틸 프로퍼티즈 인코포레이티드 | 스트립 어닐 처리를 사용하여 스테인리스강을 착색하는 방법 |
| CN111593266B (zh) * | 2020-05-15 | 2021-09-14 | 山西太钢不锈钢股份有限公司 | 中铬型铁素体不锈钢 |
| US11492690B2 (en) | 2020-07-01 | 2022-11-08 | Garrett Transportation I Inc | Ferritic stainless steel alloys and turbocharger kinematic components formed from stainless steel alloys |
| CN113755753B (zh) * | 2021-08-24 | 2022-06-17 | 北京科技大学 | 一种基于异质结构多类型强化奥氏体不锈钢及制造方法 |
| CN113832330A (zh) * | 2021-09-07 | 2021-12-24 | 材谷金带(佛山)金属复合材料有限公司 | 一种提高低铬型不锈钢焊接接头低温韧性的热处理方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59177324A (ja) | 1983-03-25 | 1984-10-08 | Nippon Steel Corp | 品質の均一なマルテンサイト系ステンレス帯鋼の製造方法 |
| WO1987005336A1 (en) | 1986-03-04 | 1987-09-11 | Kawasaki Steel Corporation | Martensitic stainless steel plate excellent in oxidation resistance, workability, and corrosion resistance, and process for its production |
| DE3787961T2 (de) | 1986-12-30 | 1994-05-19 | Nisshin Steel Co., Ltd., Tokio/Tokyo | Verfahren zur Herstellung von rostfreien Chromstahlband mit Zweiphasen-Gefüge mit hoher Festigkeit und hoher Dehnung und mit niedriger Anisotropie. |
| JPH07100822B2 (ja) | 1986-12-30 | 1995-11-01 | 日新製鋼株式会社 | 面内異方性の小さい高延性高強度の複相組織クロムステンレス鋼帯の製造法 |
| JPH07107178B2 (ja) | 1987-01-03 | 1995-11-15 | 日新製鋼株式会社 | 延性に優れた高強度複相組織クロムステンレス鋼帯の製造法 |
| JPS6455363U (ja) | 1987-09-30 | 1989-04-05 | ||
| JPH0814004B2 (ja) | 1987-12-28 | 1996-02-14 | 日新製鋼株式会社 | 耐食性に優れた高延性高強度の複相組織クロムステンレス鋼帯の製造法 |
| US5049210A (en) | 1989-02-18 | 1991-09-17 | Nippon Steel Corporation | Oil Country Tubular Goods or a line pipe formed of a high-strength martensitic stainless steel |
| JP2756549B2 (ja) * | 1989-07-22 | 1998-05-25 | 日新製鋼株式会社 | ばね特性に優れた高強度複相組織ステンレス鋼帯の製造法 |
| FR2671106B1 (fr) * | 1990-12-27 | 1994-04-15 | Ugine Aciers Chatillon Gueugnon | Procede d'elaboration d'un acier inoxydable a structure biphasee ferrite-martensite et acier obtenu selon ce procede. |
| US5843246A (en) | 1996-01-16 | 1998-12-01 | Allegheny Ludlum Corporation | Process for producing dual phase ferritic stainless steel strip |
| JP4022991B2 (ja) * | 1998-06-23 | 2007-12-19 | 住友金属工業株式会社 | フェライト−マルテンサイト2相ステンレス溶接鋼管 |
| US6786981B2 (en) * | 2000-12-22 | 2004-09-07 | Jfe Steel Corporation | Ferritic stainless steel sheet for fuel tank and fuel pipe |
| JP3975882B2 (ja) * | 2001-11-15 | 2007-09-12 | Jfeスチール株式会社 | 溶接部の加工性並びに靭性に優れた高耐食性低強度ステンレス鋼とその溶接継手 |
| JP4192576B2 (ja) * | 2001-12-26 | 2008-12-10 | Jfeスチール株式会社 | マルテンサイト系ステンレス鋼板 |
-
2004
- 2004-04-30 US US10/834,920 patent/US7294212B2/en not_active Expired - Lifetime
- 2004-05-06 EP EP04010852A patent/EP1477574B1/en not_active Expired - Lifetime
- 2004-05-11 KR KR1020040033094A patent/KR100653581B1/ko active IP Right Grant
- 2004-05-13 CN CNB2004100431687A patent/CN1302142C/zh not_active Expired - Lifetime
- 2004-05-14 JP JP2004144602A patent/JP4389661B2/ja not_active Expired - Lifetime
-
2009
- 2009-08-03 JP JP2009180257A patent/JP5278234B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20040226634A1 (en) | 2004-11-18 |
| US7294212B2 (en) | 2007-11-13 |
| JP2010001568A (ja) | 2010-01-07 |
| EP1477574A3 (en) | 2005-09-14 |
| JP2005171377A (ja) | 2005-06-30 |
| KR100653581B1 (ko) | 2006-12-04 |
| KR20040098543A (ko) | 2004-11-20 |
| CN1550565A (zh) | 2004-12-01 |
| JP5278234B2 (ja) | 2013-09-04 |
| EP1477574A2 (en) | 2004-11-17 |
| EP1477574B1 (en) | 2012-07-04 |
| CN1302142C (zh) | 2007-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5278234B2 (ja) | 高強度ステンレス鋼板およびその製造方法 | |
| JP5609571B2 (ja) | 耐酸化性に優れたフェライト系ステンレス鋼 | |
| US20090056838A1 (en) | Ferritic Stainless Steel Sheet Having Excellent Corrosion Resistance and Method of Manufacturing the Same | |
| KR102002241B1 (ko) | 구조관용 강판, 구조관용 강판의 제조 방법, 및 구조관 | |
| JP5692305B2 (ja) | 大入熱溶接特性と材質均質性に優れた厚鋼板およびその製造方法 | |
| KR102178605B1 (ko) | 페라이트계 스테인리스 강판 | |
| US7572407B2 (en) | Martensitic stainless steel sheet and method for making the same | |
| JPH09143612A (ja) | 降伏比の低い高強度熱延鋼板部材 | |
| US7429302B2 (en) | Stainless steel sheet for welded structural components and method for making the same | |
| JP2022126000A (ja) | フェライト系ステンレス鋼板とその製造方法および部品 | |
| JP4273457B2 (ja) | 穴拡げ加工性に優れた構造用ステンレス鋼板 | |
| JP2002363650A (ja) | シーム溶接性に優れた超高強度冷延鋼板の製造方法 | |
| JP4192576B2 (ja) | マルテンサイト系ステンレス鋼板 | |
| US20040003876A1 (en) | Structural Fe-Cr steel sheet, manufacturing method thereof, and structural shaped steel | |
| JP3975882B2 (ja) | 溶接部の加工性並びに靭性に優れた高耐食性低強度ステンレス鋼とその溶接継手 | |
| JP4325243B2 (ja) | 耐粒界腐食性及び加工性に優れた溶接構造用ステンレス鋼板 | |
| JP4286055B2 (ja) | 溶接部の耐粒界腐食性に優れた自動車用クロム含有鋼 | |
| JP4385502B2 (ja) | 溶接部の加工性及び靭性に優れた溶接管用マルテンサイト系ステンレス鋼 | |
| JP2005330580A (ja) | 高強度でかつ耐食性に優れたフェライト系ステンレス鋼板の製造方法 | |
| JP2002053938A (ja) | 耐初期発錆性、加工性および溶接性に優れたFe−Cr合金 | |
| JP2004084063A (ja) | 構造用Fe−Cr系鋼板とその製造方法および構造用形鋼 | |
| JP2005206938A (ja) | 構造用Fe−Cr系鋼板とその製造方法 | |
| JP2003113446A (ja) | 耐粒界腐食性に優れた構造用ステンレス鋼 | |
| JPH10183292A (ja) | 高強度高耐食性並びに高加工性鋼及び電縫鋼管の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090915 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090928 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4389661 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131016 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |